

Alla säkerhetsingenjörer som jag rådgör med står inför samma utmaning: pneumatiska säkerhetssystem av standardtyp ger ofta inte tillräckligt skydd i högriskapplikationer. Du har säkert upplevt ångesten över tillbud, frustrationen över produktionsförseningar på grund av onödiga utlösningar, eller ännu värre - förödelsen över en verklig säkerhetsincident trots att du har "kompatibla" system på plats. Dessa brister gör arbetstagarna sårbara och företagen exponeras för betydande skadeståndsansvar.
Det mest effektiva pneumatiska säkerhetssystemet kombinerar snabb respons vid nödsituationer stoppventiler (under 50 ms), korrekt utformade SIL-klassad1 säkerhetskretsar med redundans och validerade låsmekanismer med dubbelt tryck. Detta omfattande tillvägagångssätt minskar risken för allvarliga skador med 96-99% jämfört med grundläggande system som fokuserar på efterlevnad.
Förra månaden arbetade jag med en tillverkningsanläggning i Ontario som hade råkat ut för en allvarlig personskada när deras pneumatiska säkerhetssystem inte lyckades förhindra en oväntad rörelse under underhåll. Efter att ha implementerat vår omfattande säkerhetsmetod har de inte bara eliminerat säkerhetsincidenter utan faktiskt ökat produktiviteten med 14% tack vare minskad stilleståndstid på grund av besvärande rörelser och förbättrade rutiner för underhållsåtkomst.
Innehållsförteckning
- Standarder för svarstid för nödstoppsventiler
- Specifikationer för konstruktion av säkerhetskretsar på SIL-nivå
- Valideringsprocess för låsmekanism med dubbelt tryck
- Slutsats
- Vanliga frågor om pneumatiska säkerhetssystem
Vilken reaktionstid behöver nödstoppsventilerna egentligen för att förhindra skador?
Många säkerhetsingenjörer väljer nödstoppsventiler främst utifrån flödeskapacitet och kostnad, och bortser från den kritiska faktorn responstid. Detta förbiseende kan få katastrofala följder när millisekunder utgör skillnaden mellan en tillbudsolycka och en allvarlig skada.
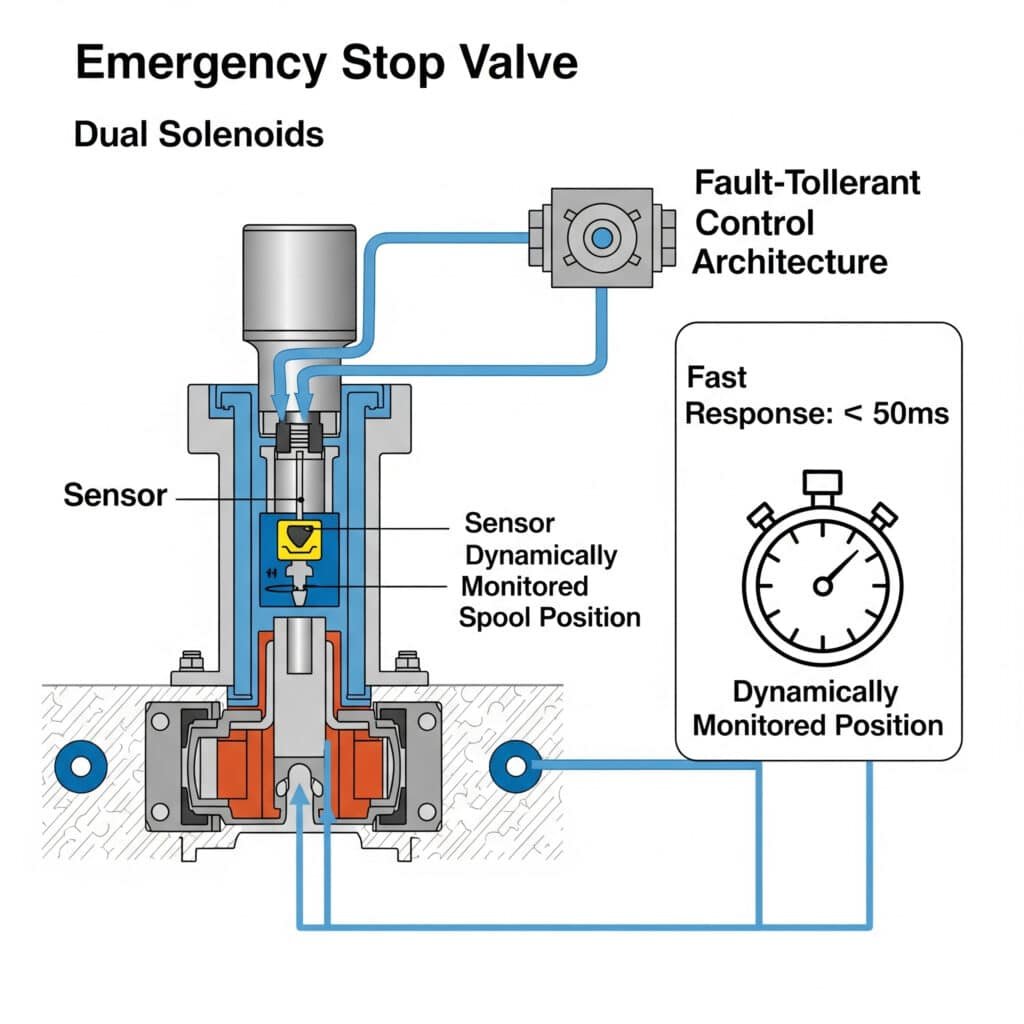
Effektiva nödstoppsventiler för pneumatiska system måste uppnå full stängning inom 15-50 ms beroende på applikationens risknivå, bibehålla jämn prestanda under hela sin livslängd och ha övervakningsfunktioner för att upptäcka försämringar. De mest tillförlitliga konstruktionerna har dubbla solenoider med dynamiskt övervakade spolpositioner och feltolerant styrarkitektur.
Omfattande standarder för responstid för nödstoppsventiler
Efter att ha analyserat hundratals pneumatiska säkerhetsincidenter och genomfört omfattande tester har jag utvecklat dessa applikationsspecifika standarder för responstid:
| Riskkategori | Erforderlig svarstid | Ventilteknik | Krav på övervakning | Testfrekvens | Typiska tillämpningar |
|---|---|---|---|---|---|
| Extrem risk | 10-15 ms | Dynamiskt övervakad, dubbel solenoid | Kontinuerlig cykelövervakning, feldetektering | Månadsvis | Höghastighetspressar, robotiserade arbetsceller, automatiserad skärning |
| Hög risk | 15-30 ms | Dynamiskt övervakad, dubbel solenoid | Återkoppling av position, feldetektering | Kvartalsvis | Materialhanteringsutrustning, automatiserad montering, förpackningsmaskiner |
| Medelhög risk | 30-50 ms | Statiskt övervakad, dubbel solenoid | Återkoppling av position | Halvårsvis | Transportörsystem, enkel automation, materialbearbetning |
| Låg risk | 50-100 ms | Enkel solenoid med fjäderretur | Återkoppling av grundposition | Årligen | Icke-farliga applikationer, enkla verktyg, hjälpsystem |
Metodik för mätning och validering av svarstid
Följ detta omfattande testprotokoll för att validera nödstoppsventilens prestanda på rätt sätt:
Fas 1: Inledande karakterisering av svarstid
Fastställ baslinjeprestanda genom rigorösa tester:
Elektrisk signal till initial rörelse
Mät fördröjningen mellan elektrisk frånkoppling och den första detekterbara ventilrörelsen:
- Använd datainsamling med hög hastighet (minst 1 kHz sampling)
- Test vid minimal, nominell och maximal matningsspänning
- Upprepa mätningarna vid lägsta, nominella och högsta arbetstryck
- Utför minst 10 cykler för att fastställa statistisk validitet
- Beräkna genomsnittliga och maximala svarstiderMätning av restid på heltid
Bestäm den tid som krävs för fullständig stängning av ventilen:
- Använd flödessensorer för att upptäcka fullständigt flödesstopp
- Mät tryckfallskurvor nedströms ventilen
- Beräkna effektiv stängningstid baserat på flödesreduktion
- Test under olika flödesförhållanden (25%, 50%, 75%, 100% av nominellt flöde)
- Dokumentera värsta tänkbara svarsscenarioValidering av systemets svar
Utvärdera hela säkerhetsfunktionens prestanda:
- Mät tid från utlösande händelse till upphörande av farlig rörelse
- Inkludera alla systemkomponenter (sensorer, styrenheter, ventiler, ställdon)
- Test under realistiska belastningsförhållanden
- Dokument total säkerhetsfunktion svarstid
- Jämför mot beräknade krav på säkerhetsavstånd
Fas 2: Miljö- och tillståndstest
Verifiera prestanda över hela driftområdet:
Analys av temperatureffekt
Testar svarstiden över hela temperaturområdet:
- Prestanda vid kallstart (lägsta nominella temperatur)
- Drift vid hög temperatur (maximal nominell temperatur)
- Scenarier för dynamisk temperaturförändring
- Effekter av termisk cykling på svarskonsistensTest av leveransvariation
Utvärdera prestanda under icke-ideala leveransförhållanden:
- Reducerat matningstryck (minimum specificerat -10%)
- Förhöjt matningstryck (maximalt specificerat +10%)
- Tryckfluktuation under drift
- Förorenad tilluft (inför kontrollerad kontaminering)
- Spänningsfluktuationer (±10% av nominell)Bedömning av uthållighetsprestanda
Verifiera långsiktig svarskonsistens:
- Initial mätning av svarstid
- Accelererad livscykling (minst 100.000 cykler)
- Periodisk mätning av svarstid under cykling
- Verifiering av slutlig svarstid
- Statistisk analys av svarstidsdrift
Fas 3: Test av felfunktion
Utvärdera prestanda under förutsebara felförhållanden:
Testning av scenarier för partiella fel
Utvärdera respons under komponentnedbrytning:
- Simulerad nedbrytning av solenoid (minskad effekt)
- Partiell mekanisk obstruktion
- Ökad friktion genom kontrollerad kontaminering
- Minskad fjäderkraft (där så är tillämpligt)
- Simulering av sensorfelAnalys av fel med gemensam orsak
Testa motståndskraften mot systemfel:
- Störningar i strömförsörjningen
- Avbrott i tryckförsörjningen
- Extrema miljöförhållanden
- Test av EMC/EMI-störningar
- Vibrations- och chockprovning
Fallstudie: Säkerhetsuppgradering av metallstämplingsverksamhet
En metallstämplingsanläggning i Pennsylvania råkade ut för en tillbudsincident när säkerhetssystemet för den pneumatiska pressen inte reagerade tillräckligt snabbt i en nödstoppssituation. Den befintliga ventilen hade en uppmätt svarstid på 85 ms, vilket gjorde att pressen kunde fortsätta att röra sig i 38 mm efter att ljusridån hade utlösts.
Vi genomförde en omfattande säkerhetsbedömning:
Inledande systemanalys
- Pressens stängningshastighet: 450 mm/sekund
- Svarstid för befintlig ventil: 85 ms
- Total svarstid för systemet: 115 ms
- Rörelse efter detektering: 51,75 mm
- Erforderlig prestanda för säker stoppning: <10 mm rörelse
Implementering av lösningar
Vi har rekommenderat och genomfört dessa förbättringar:
| Komponent | Originalspecifikation | Uppgraderad specifikation | Förbättring av prestanda |
|---|---|---|---|
| Nödstoppsventil | Enkel solenoid, 85 ms respons | Dubbelövervakad solenoid, 12 ms respons | 85,9% snabbare svar |
| Kontrollarkitektur | Grundläggande relälogik | Säkerhets-PLC med diagnostik | Förbättrad övervakning och redundans |
| Installationsposition | Avlägset från ställdonet | Direktmontering på cylinder | Minskad fördröjning av pneumatisk överföring |
| Avgasernas kapacitet | Standard ljuddämpare | Snabbavgasrör med högt flöde | 3,2x snabbare tryckavlastning |
| Övervakningssystem | Ingen | Dynamisk övervakning av ventilposition | Felavkänning i realtid |
Valideringsresultat
Efter implementeringen uppnådde systemet:
- Ventilens svarstid: 12 ms (förbättring med 85,9%)
- Total svarstid för systemet: 28 ms (förbättring med 75,7%)
- Rörelse efter detektering: 12,6 mm (75,7% förbättring)
- Systemet är nu kompatibelt med ISO 138552 krav på säkerhetsavstånd
- Ytterligare fördel: 22% färre oanmälda resor tack vare förbättrad diagnostik
Bästa praxis för implementering
För optimal funktion hos nödstoppsventilen:
Kriterier för val av ventil
Fokusera på dessa kritiska specifikationer:
- Kontrollerad dokumentation av svarstider (inte bara katalogkrav)
- B10d värde3 eller MTTFd-betyg lämpligt för erforderlig prestandanivå
- Dynamisk övervakningskapacitet för ventilposition
- Feltolerans som är lämplig för risknivån
- Flödeskapacitet med tillräcklig säkerhetsmarginal (minst 20%)
Riktlinjer för installation
Optimera installationen för snabbast möjliga svar:
- Placera ventilerna så nära ställdonen som möjligt
- Dimensionera matarledningarna för minimalt tryckfall
- Maximerad avgaskapacitet med minimal begränsning
- Implementera snabba avgasventiler för stora cylindrar
- Säkerställ att elektriska anslutningar uppfyller kraven på responstid
Underhålls- och testprotokoll
Upprätta en rigorös löpande validering:
- Dokumentera svarstiden vid baslinjen vid idrifttagningen
- Genomföra regelbunden testning av svarstider med riskanpassade intervall
- Fastställa maximal acceptabel försämring av svarstiden (vanligtvis 20%)
- Skapa tydliga kriterier för byte eller rekonditionering av ventiler
- Upprätthålla testprotokoll för dokumentation av efterlevnad
Hur konstruerar man pneumatiska säkerhetskretsar som faktiskt uppnår SIL-klassningen?
Många pneumatiska säkerhetskretsar har SIL-klassning på papperet men klarar inte av att leverera den prestandan i verkliga förhållanden på grund av konstruktionsfel, felaktigt komponentval eller otillräcklig validering.
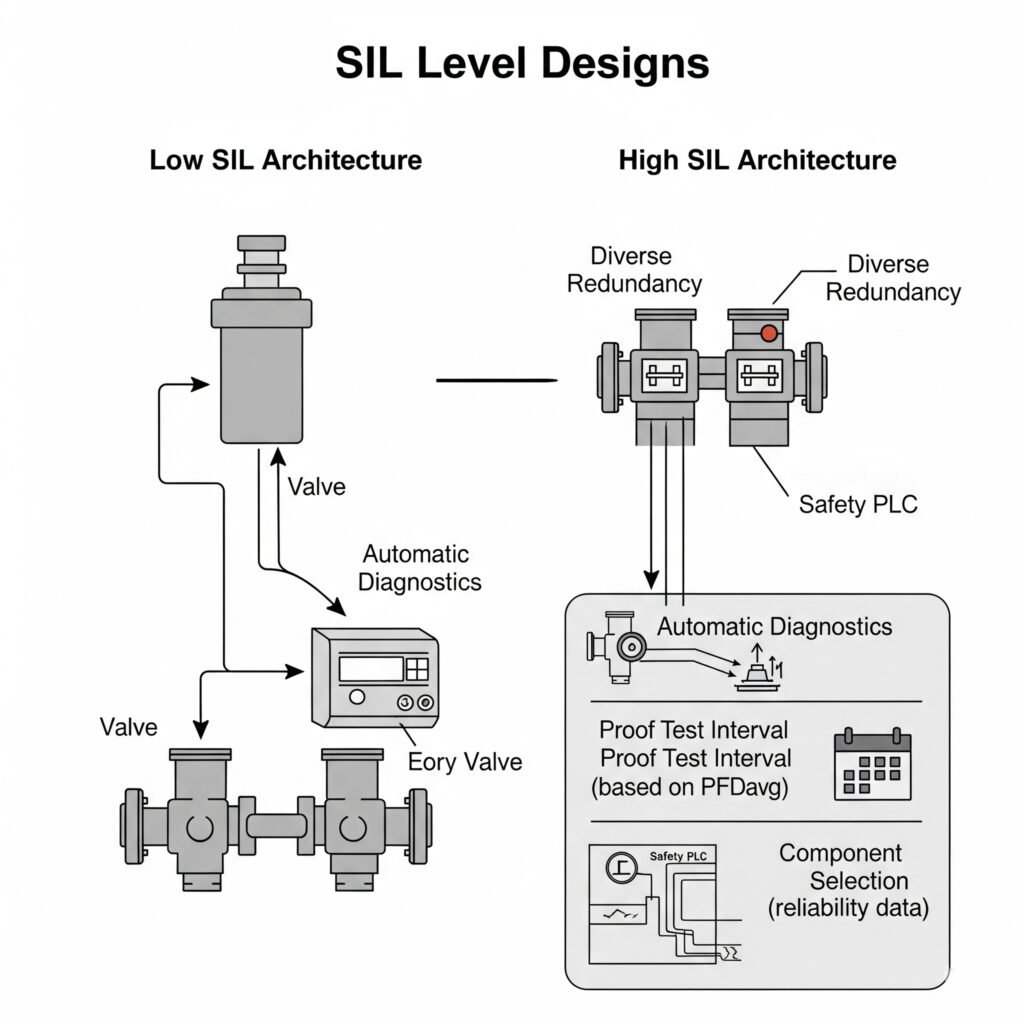
Effektiva SIL-klassade pneumatiska säkerhetskretsar kräver systematiskt komponentval baserat på tillförlitlighetsdata, en arkitektur som matchar den SIL-nivå som krävs, omfattande felmodsanalys och validerade procedurer för provtestning. De mest tillförlitliga konstruktionerna omfattar olika typer av redundans, automatisk diagnostik och definierade provningsintervaller baserade på beräknade PFDavg4 värden.
Omfattande SIL-ramverk för konstruktion av pneumatiska säkerhetskretsar
Efter att ha implementerat hundratals SIL-klassade pneumatiska säkerhetssystem har jag utvecklat denna strukturerade designmetod:
| SIL-nivå | Erforderlig PFDavg | Typisk arkitektur | Diagnostisk täckning | Intervall för provtryckning | Krav på komponenter |
|---|---|---|---|---|---|
| SIL 1 | 10-¹ till 10-² | 1oo1 med diagnostik | >60% | 1-3 år | Grundläggande tillförlitlighetsdata, måttlig MTTF |
| SIL 2 | 10-² till 10-³ | 1oo2 eller 2oo3 | >90% | 6 månader - 1 år | Certifierade komponenter, hög MTTF, data om fel |
| SIL 3 | 10-³ till 10-⁴ | 2oo3 eller bättre | >99% | 1-6 månader | SIL 3-certifierad, omfattande feldata, olika tekniker |
| SIL 4 | 10-⁴ till 10-⁵ | Flera olika redundansfunktioner | >99,9% | <1 månad | Specialiserade komponenter, beprövade i liknande applikationer |
Strukturerad SIL-designmetodik för pneumatiska system
Följ denna omfattande metodik för att korrekt utforma SIL-klassade pneumatiska säkerhetskretsar:
Fas 1: Definition av säkerhetsfunktioner
Börja med att noggrant definiera säkerhetskraven:
Specifikation av funktionella krav
Dokumentera exakt vad säkerhetsfunktionen ska åstadkomma:
- Specifika faror som minskas
- Erforderlig svarstid
- Definition av säkert tillstånd
- Driftlägen som omfattas
- Krav på manuell återställning
- Integration med andra säkerhetsfunktionerBestämning av SIL-mål
Upprätta erforderlig säkerhetsintegritetsnivå:
- Utför riskbedömning enligt IEC 61508/62061 eller ISO 13849
- Fastställa erforderlig riskreduktion
- Beräkna sannolikheten för målfel
- Tilldela lämpligt SIL-mål
- Dokumentera skälen för SIL-valetDefinition av prestationskriterier
Upprätta mätbara prestandakrav:
- Maximal tillåten sannolikhet för farligt fel
- Obligatorisk täckning för diagnostik
- Minsta feltolerans för hårdvara
- Systematiska krav på förmågor
- Miljöförhållanden
- Tid för uppdrag och intervall för provtryckning
Fas 2: Arkitekturdesign
Utveckla en systemarkitektur som kan uppnå det SIL som krävs:
Nedbrytning av delsystem
Dela upp säkerhetsfunktionen i hanterbara delar:
- Inmatningsenheter (t.ex. nödstopp, tryckströmbrytare)
- Logiska lösare (säkerhetsreläer, säkerhets-PLC:er)
- Slutliga element (ventiler, låsmekanismer)
- Gränssnitt mellan delsystem
- Övervaknings- och diagnostiska elementUtveckling av övertalighetsstrategi
Utforma lämplig redundans baserat på SIL-krav:
- Komponentredundans (parallell- eller seriearrangemang)
- Olika tekniker för att förhindra fel med gemensam orsak
- Röstningsordning (1oo1, 1oo2, 2oo2, 2oo3, etc.)
- Oberoende mellan redundanta kanaler
- Begränsning av fel med gemensam orsakDesign av diagnostiska system
Utveckla omfattande diagnostik som är lämplig för SIL:
- Automatiska diagnostiska tester och frekvens
- Funktioner för feldetektering
- Beräkning av diagnostisk täckning
- Reaktion på upptäckta fel
- Diagnosindikatorer och gränssnitt
Fas 3: Val av komponenter
Välj komponenter som stöder det SIL som krävs:
Insamling av tillförlitlighetsdata
Samla in omfattande information om tillförlitlighet:
- Data om felfrekvens (farlig upptäckt, farlig oupptäckt)
- B10d-värden för pneumatiska komponenter
- SFF-värden (Safe Failure Fraction)
- Tidigare erfarenhet av drift
- Tillverkarens tillförlitlighetsdata
- Komponent SIL-certifieringsnivåUtvärdering och urval av komponenter
Utvärdera komponenter mot SIL-krav:
- Verifiera SIL-certifiering av kapacitet
- Utvärdera systematisk förmåga
- Kontrollera miljöns lämplighet
- Bekräfta diagnostiska funktioner
- Verifiera kompatibilitet med arkitekturen
- Bedöma känslighet för fel av gemensam orsakAnalys av feltillstånd
Genomför en detaljerad bedömning av felsituationer:
- FMEDA (Failure Modes, Effects and Diagnostic Analysis)
- Identifiering av alla relevanta felmoder
- Klassificering av fel (säkra, farliga, upptäckta, oupptäckta)
- Analys av fel med gemensam orsak
- Förslitningsmekanismer och livslängd
Fas 4: Verifiering och validering
Bekräfta att konstruktionen uppfyller SIL-kraven:
Kvantitativ analys
Beräkna mätvärden för säkerhetsprestanda:
- PFDavg (Genomsnittlig sannolikhet för fel vid efterfrågan)
- HFT (tolerans mot fel i maskinvara)
- SFF (Fraktion för säkert misslyckande)
- Procentuell täckning för diagnostik
- Vanlig orsak till felbidrag
- Övergripande verifiering av SIL-prestationerUtveckling av procedur för provtryckning
Skapa omfattande testprotokoll:
- Detaljerade teststeg för varje komponent
- Nödvändig testutrustning och installation
- Kriterier för godkänt/underkänt
- Bestämning av testfrekvens
- Krav på dokumentation
- Provning med partiell slaglängd där så är tillämpligtSkapande av dokumentationspaket
Sammanställa fullständig säkerhetsdokumentation:
- Specifikation av säkerhetskrav
- Konstruktionsberäkningar och analys
- Komponentdatablad och certifikat
- Procedurer för provtryckning
- Krav på underhåll
- Förfaranden för kontroll av modifieringar
Fallstudie: Säkerhetssystem för kemisk bearbetning
En kemisk processanläggning i Texas behövde implementera ett SIL 2-klassat pneumatiskt säkerhetssystem för sin nödavstängningsfunktion för reaktorn. Säkerhetsfunktionen behövde säkerställa tillförlitlig tryckavlastning av pneumatiska ställdon som styr kritiska processventiler inom 2 sekunder efter en nödsituation.
Vi konstruerade en omfattande SIL 2 pneumatisk säkerhetskrets:
Definition av säkerhetsfunktion
- Funktion: Nödtryckssättning av pneumatiska ventilställdon
- Säkert tillstånd: Alla processventiler i felsäkert läge
- Svarstid: <2 sekunder för att slutföra tryckavlastningen
- SIL-mål: SIL 2 (PFDavg mellan 10-² och 10-³)
- Drifttid: 15 år med periodisk provtryckning
Arkitekturdesign och komponentval
| Delsystem | Arkitektur | Utvalda komponenter | Tillförlitlighetsdata | Diagnostisk täckning |
|---|---|---|---|---|
| Inmatningsenheter | 1oo2 | Dubbla trycktransmittrar med jämförelse | λDU = 2,3×10-⁷/timme vardera | 92% |
| Logiklösare | 1oo2D | Säkerhets-PLC med pneumatiska utgångsmoduler | λDU = 5,1×10-⁸/timme | 99% |
| Slutliga element | 1oo2 | Dubbelt övervakade säkerhetsavgasventiler | B10d = 2,5×10⁶ cykler | 95% |
| Pneumatisk försörjning | Redundans i serien | Dubbla tryckregulatorer med övervakning | λDU = 3,4×10-⁷/timme vardera | 85% |
Verifieringsresultat
- Beräknad PFDavg: 8,7×10-³ (inom SIL 2-området)
- Tolerans mot fel i maskinvaran: HFT = 1 (uppfyller SIL 2-krav)
- Säker felfraktion: SFF = 94% (överstiger SIL 2 minimum)
- Faktor för gemensam orsak: β = 2% (med olika komponentval)
- Provningsintervall: 6 månader (baserat på PFDavg-beräkning)
- Systematisk förmåga: SC 2 (alla komponenter med SC 2 eller högre)
Resultat av implementering
Efter implementering och validering:
- Systemet har framgångsrikt genomgått SIL-verifiering av tredje part
- Provning bekräftade beräknad prestanda
- Test av partiell stroke implementerat för månatlig validering
- Fullständiga testprocedurer dokumenterade och validerade
- Underhållspersonal med fullständig utbildning i drift och testning av systemet
- Systemet har utfört 12 framgångsrika nödstopp under 3 år
Bästa praxis för implementering
För framgångsrik implementering av SIL-klassad pneumatisk säkerhetskrets:
Krav på designdokumentation
Upprätthålla omfattande designdokumentation:
- Specifikation av säkerhetskrav med tydligt SIL-mål
- Blockscheman för tillförlitlighet med arkitekturdetaljer
- Motivering till komponentval och datablad
- Beräkningar och antaganden om felfrekvens
- Analys av fel med gemensam orsak
- Slutliga SIL-verifieringsberäkningar
Vanliga fallgropar att undvika
Var uppmärksam på dessa vanliga konstruktionsfel:
- Otillräcklig feltolerans i hårdvaran för SIL-nivå
- Otillräcklig diagnostisk täckning för arkitektur
- Förbiseende av vanliga orsaker till fel
- Olämpliga intervall för provtryckning
- Saknar systematisk bedömning av förmåga
- Otillräcklig hänsyn till miljöförhållanden
- Otillräcklig dokumentation för SIL-verifiering
Underhåll och hantering av förändringar
Etablera rigorösa löpande processer:
- Dokumenterade testprocedurer med tydliga kriterier för godkänt/icke godkänt
- Strikt policy för utbyte av komponenter (jämförbara)
- Process för ändringshantering för eventuella ändringar
- System för spårning och analys av fel
- Periodisk validering av SIL-beräkningar
- Utbildningsprogram för underhållspersonal
Hur validerar man låsmekanismer med dubbelt tryck för att säkerställa att de verkligen fungerar?
Låsmekanismer med dubbla tryck är kritiska säkerhetsanordningar som förhindrar oväntade rörelser i pneumatiska system, men många implementeras utan korrekt validering, vilket skapar en falsk känsla av säkerhet.
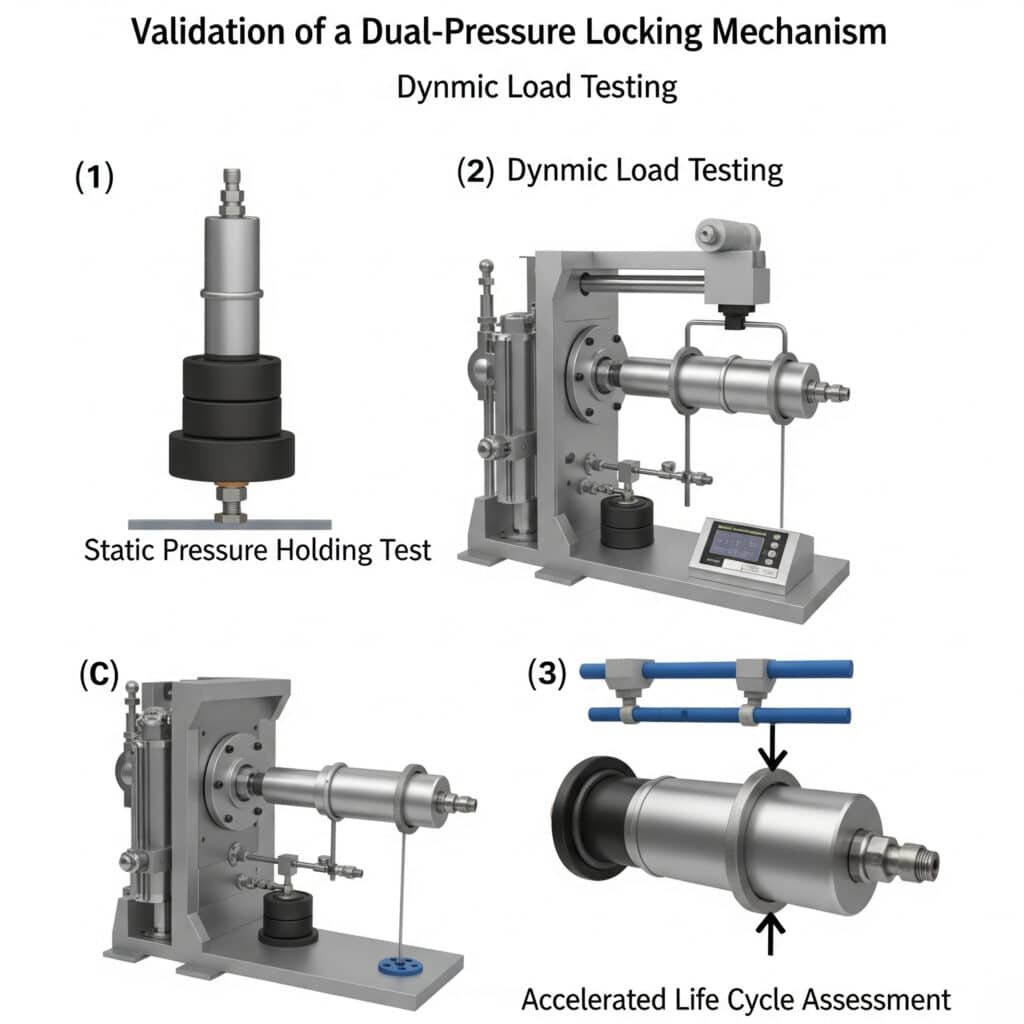
Effektiv validering av låsmekanismer med dubbelt tryck kräver omfattande provning under alla förutsebara driftsförhållanden, analys av feltillstånd och periodisk verifiering av prestanda. De mest tillförlitliga valideringsprocesserna kombinerar statiska tryckhållningsprov, dynamiska belastningsprov och accelererad livscykelbedömning för att säkerställa konsekvent prestanda under hela enhetens livslängd.
Omfattande ramverk för validering av låsmekanism med dubbelt tryck
Efter att ha implementerat och validerat hundratals låssystem med dubbelt tryck har jag utvecklat denna strukturerade valideringsmetod:
| Valideringsfas | Testmetoder | Kriterier för acceptans | Krav på dokumentation | Valideringsfrekvens |
|---|---|---|---|---|
| Validering av design | FEA-analys5, prototyptestning, analys av feltillstånd | Noll rörelse under 150% nominell belastning, felsäkert beteende | Konstruktionsberäkningar, testrapporter, FMEA-dokumentation | En gång under designfasen |
| Validering av produktion | Lasttestning, cykeltestning, mätning av svarstid | 100% låsa engagemang, konsekvent prestation | Testcertifikat, prestandadata, spårbarhetsregister | Varje produktionssats |
| Validering av installation | Belastningstester in situ, tidsverifiering, integrationstestning | Korrekt funktion i verklig tillämpning | Checklista för installation, testresultat, rapport om idrifttagning | Varje installation |
| Periodisk validering | Visuell inspektion, funktionstestning, partiell belastningstestning | Bibehållen prestanda inom 10% av originalspecifikationen | Inspektionsjournaler, testresultat, trendanalys | Baserat på riskbedömning (vanligtvis 3-12 månader) |
Strukturerad valideringsprocess för låsmekanism med dubbelt tryck
Följ denna omfattande process för att validera låsmekanismer med dubbelt tryck på rätt sätt:
Fas 1: Validering av design
Verifiera det grundläggande designkonceptet:
Mekanisk konstruktionsanalys
Utvärdera de grundläggande mekaniska principerna:
- Kraftbalansberäkningar under alla förhållanden
- Spänningsanalys av kritiska komponenter
- Analys av toleransuppsättning
- Verifiering av materialval
- Korrosions- och miljöbeständighetAnalys av feltillstånd och effekter
Genomför en omfattande FMEA:
- Identifiera alla potentiella felkällor
- Bedömning av feleffekter och kritikalitet
- Bestämma detekteringsmetoder
- Beräkna riskprioritetsnummer (RPN)
- Utveckla strategier för att mildra effekterna av högriskfelPrototyp Prestandatestning
Verifiera designens prestanda genom testning:
- Verifiering av statisk hållfasthetskapacitet
- Dynamisk testning av engagemang
- Mätning av svarstid
- Test av miljöförhållanden
- Accelererad livscykeltestning
Fas 2: Validering av produktion
Säkerställa jämn tillverkningskvalitet:
Protokoll för inspektion av komponenter
Verifiera specifikationer för kritiska komponenter:
- Dimensionell verifiering av låselement
- Bekräftelse av materialcertifiering
- Inspektion av ytfinish
- Verifiering av värmebehandling i tillämpliga fall
- Oförstörande provning för kritiska komponenterVerifiering av montering Testning
Kontrollera att montering och justering är korrekt utförd:
- Korrekt inriktning av låselementen
- Korrekt förspänning på fjädrar och mekaniska element
- Lämpligt åtdragningsmoment på fästelementen
- Korrekt tätning av pneumatiska kretsar
- Korrekt justering av alla variabla elementFunktionell prestandatestning
Verifiera funktionen före installation:
- Kontroll av låsets inkoppling
- Mätning av hållkraft
- Tidpunkt för engagemang/frånkoppling
- Läckagetestning av pneumatiska kretsar
- Cykelprovning (minst 1.000 cykler)
Fas 3: Validering av installationen
Verifiera prestanda i den faktiska applikationen:
Checklista för verifiering av installation
Bekräfta korrekta installationsförhållanden:
- Monteringens inriktning och stabilitet
- Kvalitet och tryck på pneumatisk matning
- Styrsignalens integritet
- Miljöskydd
- Tillgänglighet för inspektion och underhållIntegrerad systemtestning
Verifiera prestanda inom hela systemet:
- Interaktion med styrsystem
- Reaktion på nödstoppssignaler
- Prestanda under faktiska belastningsförhållanden
- Kompatibilitet med driftscykeln
- Integration med övervakningssystemApplikationsspecifik belastningstestning
Validera prestanda under faktiska förhållanden:
- Statiskt belastningstest vid maximal applikationsbelastning
- Dynamisk belastningsprovning under normal drift
- Vibrationsmotstånd under driftförhållanden
- Temperaturcykling om tillämpligt
- Test av exponering för föroreningar, om relevant
Fas 4: Periodisk validering
Säkerställa kontinuerlig prestationsintegritet:
Protokoll för visuell inspektion
Utveckla omfattande visuella kontroller:
- Yttre skador eller korrosion
- Läckage eller kontaminering av vätska
- Lösa fästelement eller anslutningar
- Inriktning och monteringsintegritet
- Slitageindikatorer där så är tillämpligtProcedur för funktionstestning
Skapa icke-invasiv verifiering av prestanda:
- Kontroll av låsets inkoppling
- Håller mot reducerad testbelastning
- Tidsmätning
- Läckagetestning
- Svar på styrsignalOmfattande periodisk omcertifiering
Fastställa större valideringsintervall:
- Fullständig demontering och inspektion
- Komponentbyte baserat på skick
- Full belastningsprovning efter återmontering
- Uppdatering och omcertifiering av dokumentation
- Livslängdsbedömning och förlängning
Fallstudie: Automatiserat materialhanteringssystem
En distributionscentral i Illinois råkade ut för en allvarlig säkerhetsincident när en låsmekanism med dubbelt tryck på ett överliggande materialhanteringssystem havererade och orsakade att en last oväntat föll ned. Utredningen visade att låsmekanismen aldrig hade validerats ordentligt efter installationen och att den hade utvecklat internt slitage som inte upptäcktes.
Vi har utvecklat ett omfattande valideringsprogram:
Resultat av inledande bedömning
- Låskonstruktion: Motverkande kolvkonstruktion med dubbelt tryck
- Arbetstryck: 6,5 bar nominellt
- Lastkapacitet: Klassad för 1.500 kg, i drift med 1.200 kg
- Feltillstånd: Nedbrytning av intern tätning som orsakar tryckfall
- Status för validering: Endast inledande fabriksprovning, ingen periodisk validering
Implementering av valideringsprogram
Vi implementerade denna valideringsmetod i flera faser:
| Valideringselement | Testmetodik | Resultat | Korrigerande åtgärder |
|---|---|---|---|
| Designgranskning | Teknisk analys, FEA-modellering | Designmarginalen tillräcklig men övervakningen otillräcklig | Tillagd tryckövervakning, modifierad tätningsdesign |
| Analys av feltillstånd | Heltäckande FMEA | Identifierade 3 kritiska felsituationer utan upptäckt | Implementerad övervakning för varje kritiskt feltillstånd |
| Statisk belastningsprovning | Tillkommande belastning till 150% av nominell kapacitet | Alla enheter godkända efter konstruktionsändringar | Fastställt som årligt testkrav |
| Dynamisk prestanda | Cykeltest med belastning | 2 enheter visade långsammare än specificerat engagemang | Ombyggda enheter med förbättrade komponenter |
| Övervakningssystem | Kontinuerlig tryckövervakning med larm | Framgångsrikt upptäckt av simulerade läckor | Integrerad med anläggningens säkerhetssystem |
| Periodisk validering | Utvecklat 3-stegs inspektionsprogram | Upprättad baslinje för prestandadata | Skapade dokumentation och utbildningsprogram |
Resultat av valideringsprogram
Efter implementering av det omfattande valideringsprogrammet:
- 100% av låsmekanismerna uppfyller eller överträffar nu specifikationerna
- Automatiserad övervakning ger kontinuerlig validering
- Månatligt inspektionsprogram fångar upp problem i ett tidigt skede
- Årliga belastningstester bekräftar fortsatt prestanda
- Noll säkerhetsincidenter under 30 månader sedan implementeringen
- Ytterligare förmån: 35% lägre kostnader för akut underhåll
Bästa praxis för implementering
För effektiv validering av låsmekanism med dubbelt tryck:
Krav på dokumentation
Upprätthålla omfattande valideringsregister:
- Rapporter och beräkningar för validering av konstruktionen
- Testcertifikat för produktion
- Checklistor för validering av installation
- Protokoll från periodisk inspektion
- Utredning av fel och korrigerande åtgärder
- Modifieringshistorik och resultat av förnyad validering
Provningsutrustning och kalibrering
Säkerställ mätningens integritet:
- Lasttestutrustning med giltig kalibrering
- Tryckmätningsutrustning med lämplig noggrannhet
- System för tidmätning för validering av svar
- Miljösimuleringskapacitet där så behövs
- Automatiserad datainsamling för enhetlighet
Ledning av valideringsprogram
Etablera robusta styrningsprocesser:
- Tydlig ansvarsfördelning för valideringsaktiviteter
- Kompetenskrav för valideringspersonal
- Ledningens genomgång av valideringsresultaten
- Process för korrigerande åtgärder vid misslyckade valideringar
- Kontinuerlig förbättring av valideringsmetoder
- Förändringshantering för uppdateringar av valideringsprogram
Slutsats
För att implementera verkligt effektiva pneumatiska säkerhetssystem krävs ett heltäckande tillvägagångssätt som går utöver grundläggande efterlevnad. Genom att fokusera på de tre kritiska element som diskuteras - snabbverkande nödstoppsventiler, korrekt utformade SIL-klassade säkerhetskretsar och validerade låsmekanismer med dubbelt tryck - kan organisationer dramatiskt minska risken för allvarliga skador samtidigt som de ofta förbättrar driftseffektiviteten.
De mest framgångsrika säkerhetsimplementeringarna behandlar validering som en pågående process snarare än en engångshändelse. Genom att upprätta robusta testprotokoll, upprätthålla omfattande dokumentation och kontinuerligt övervaka prestanda kan du säkerställa att dina pneumatiska säkerhetssystem ger tillförlitligt skydd under hela sin livslängd.
Vanliga frågor om pneumatiska säkerhetssystem
Hur ofta ska nödstoppsventiler testas för att säkerställa att de bibehåller sin responstid?
Nödstoppsventiler ska testas med intervall som bestäms av deras riskkategori och tillämpning. För högrisktillämpningar krävs månatlig testning, för medelrisktillämpningar kvartalsvis testning och för lågrisktillämpningar halvårsvis eller årlig testning. Testet bör omfatta både mätning av svarstid och verifiering av full funktionalitet. Dessutom ska alla ventiler som uppvisar en försämring av svarstiden på mer än 20% från den ursprungliga specifikationen omedelbart bytas ut eller rekonditioneras, oavsett det ordinarie testschemat.
Vilken är den vanligaste orsaken till att pneumatiska säkerhetskretsar inte uppnår sin avsedda SIL-klassning i verkliga tillämpningar?
Den vanligaste orsaken till att pneumatiska säkerhetskretsar inte uppnår sin SIL-klassning är att man inte tar tillräcklig hänsyn till vanliga felorsaker (CCF). Konstruktörer fokuserar ofta på komponenternas tillförlitlighet och redundansarkitektur, men de underskattar ofta effekterna av faktorer som kan påverka flera komponenter samtidigt, t.ex. förorenad lufttillförsel, spänningsvariationer, extrema miljöförhållanden eller underhållsfel. Korrekt analys och begränsning av CCF kan förbättra SIL-prestandan med en faktor 3-5 i typiska pneumatiska säkerhetsapplikationer.
Kan låsmekanismer med dubbelt tryck eftermonteras i befintliga pneumatiska system, eller kräver de en fullständig omkonstruktion av systemet?
Låsmekanismer med dubbelt tryck kan med framgång eftermonteras i de flesta befintliga pneumatiska system utan fullständig omkonstruktion, även om den specifika implementeringen beror på systemarkitekturen. För cylinderbaserade system kan externa låsanordningar läggas till med minimala modifieringar. För mer komplexa system kan modulära säkerhetsblock integreras i befintliga ventilgrenrör. Det viktigaste kravet är korrekt validering efter installationen, eftersom eftermonterade system ofta har andra prestandaegenskaper än ursprungligen konstruerade system. Vanligtvis uppnår eftermonterade låsmekanismer 90-95% av prestandan hos integrerade konstruktioner när de implementeras korrekt.
Vilket är förhållandet mellan responstid och säkerhetsavstånd i pneumatiska säkerhetssystem?
Förhållandet mellan svarstid och säkerhetsavstånd följer formeln S = (K × T) + C, där S är det minsta säkerhetsavståndet, K är tillträdeshastigheten (vanligtvis 1600-2000 mm/s för hand-/armrörelser), T är systemets totala svarstid (inklusive detektering, signalbehandling och ventilsvar) och C är ett extra avstånd baserat på intrångspotentialen. För pneumatiska system innebär varje minskning av ventilens svarstid med 10 ms normalt en minskning av säkerhetsavståndet med 16-20 mm. Detta förhållande gör snabbreagerande ventiler särskilt värdefulla i utrymmesbegränsade applikationer där det är opraktiskt att uppnå stora säkerhetsavstånd.
Hur påverkar miljöfaktorer prestandan hos pneumatiska säkerhetssystem?
Miljöfaktorer har en betydande inverkan på pneumatiska säkerhetssystems prestanda, där temperaturen har den mest uttalade effekten. Låga temperaturer (under 5 °C) kan öka svarstiderna med 15-30% på grund av ökad luftviskositet och tätningsstyvhet. Höga temperaturer (över 40°C) kan minska tätningarnas effektivitet och påskynda nedbrytningen av komponenterna. Luftfuktighet påverkar luftkvaliteten och kan leda till att vatten kommer in i systemet, vilket kan orsaka korrosion eller frysningsproblem. Föroreningar från industriella miljöer kan täppa till små öppningar och påverka ventilens rörelse. Vibrationer kan lossa anslutningar och orsaka förtida slitage på komponenter. Omfattande validering bör omfatta testning i hela det miljöområde som förväntas i applikationen.
Vilken dokumentation krävs för att visa att säkerhetsstandarderna för pneumatiska system uppfylls?
Omfattande säkerhetsdokumentation för pneumatiska system bör omfatta:
(1) Riskbedömning som dokumenterar faror och nödvändig riskreducering; (2) Säkerhetskravspecifikationer som beskriver prestandakrav och säkerhetsfunktioner;
(3) Systemkonstruktionsdokumentation inklusive motivering för komponentval och arkitekturbeslut, (4) beräkningsrapporter som visar att erforderliga prestandanivåer eller SIL uppnås, (5) valideringstestrapporter som bekräftar systemets prestanda;
(6) Dokumentation av installationsverifiering; (7) Periodiska inspektions- och testförfaranden;
(8) Underhållskrav och dokumentation;
(9) Utbildningsmaterial och kompetensregister; och
(10) Förfaranden för hantering av ändringar. Denna dokumentation bör upprätthållas under hela systemets livscykel och uppdateras när ändringar görs.
-
Ger en detaljerad förklaring av SIL (Safety Integrity Level), ett mått på säkerhetssystemets prestanda i termer av sannolikhet för fel vid behov (PFD), som definieras i standarder som IEC 61508. ↩
-
Ger information om den internationella standarden ISO 13855, som specificerar parametrarna för positionering av skydd baserat på hastigheten hos mänskliga kroppsdelar och den totala stopptiden för säkerhetsfunktionen. ↩
-
Förklarar begreppet B10d, ett tillförlitlighetsmått som representerar antalet cykler vid vilka 10% av ett urval mekaniska eller pneumatiska komponenter förväntas ha gått sönder på ett farligt sätt, och som används i säkerhetsberäkningar. ↩
-
Beskriver sannolikheten för fel vid behov (PFDavg), den genomsnittliga sannolikheten för att ett säkerhetssystem inte kommer att utföra sin avsedda funktion när ett behov uppstår, vilket är det viktigaste måttet för att fastställa ett systems SIL. ↩
-
Ger en översikt över Finite Element Analysis (FEA), en datoriserad metod för att förutsäga hur en produkt reagerar på verkliga krafter, vibrationer, värme och andra fysiska effekter genom att bryta ner den i ett begränsat antal små element. ↩
