

Giriş
Yastık iğne valfinizi onlarca kez ayarladınız, ancak performans hala öngörülemez. Bazen çeyrek dönüş dramatik bir fark yaratırken, diğer zamanlarda üç tam dönüş neredeyse hiçbir şeyi değiştirmiyor. Silindirleriniz farklı hızlarda farklı davranıyor ve 90 psi'da mükemmel çalışan şey 110 psi'da tamamen başarısız oluyor. O küçük iğne valf deliğinin içinde gerçekte ne olduğunu anlamadığınız için körü körüne ayar yapıyorsunuz. 🔧
Yastık iğnelerindeki delik akış dinamiği karmaşıktır. akışkanlar mekaniği1 akışın laminer rejimden türbülanslı rejime geçtiği, akış hızının delik alanına ve basınç farkının kareköküne orantılı olduğu (Q ∝ A√ΔP) durumlarda. İğne konumu, 0,1-5,0 mm² arasında etkili delik alanını kontrol ederek 50:1 veya daha fazla akış hızı varyasyonları oluşturur ve akış davranışı düşük hızlarda doğrusal (laminer) iken yüksek hızlarda karekök (türbülanslı) olarak değişir. Bu dinamikleri anlamak, değişen çalışma koşullarında öngörülebilir ayarlama ve optimum yastıklama sağlar.
Geçen hafta, Oregon'daki bir gıda işleme tesisinde bakım mühendisi olarak çalışan Jennifer ile birlikte çalıştım. Onun paketleme hattında 80 mm çaplı rodless silindirler kullanılıyordu ve yastıklama performansı sinir bozucu derecede tutarsızdı. Düşük hızlarda yastıklama mükemmeldi. Yüksek hızlarda ise, aynı iğne valf ayarlarına rağmen silindirler şiddetli bir şekilde çarpıyordu. Saatlerce ayarlamalar yapmasına rağmen net bir sonuç elde edememişti. Sistemindeki delik akış dinamiklerini ve basınç farklarını analiz ettiğimizde, bu “gizemli” davranış birdenbire mantıklı hale geldi ve tamamen öngörülebilir oldu. 📊
İçindekiler
- Yastık İğne Valfi Deliklerinden Akışı Ne Kontrol Eder?
- Akış Rejimi Yastıklama Performansını Nasıl Etkiler?
- İğne Ayar Hassasiyeti Neden Doğrusal Olmayan Bir Şekilde Değişir?
- Tutarlı Performans için İğne Ayarlarını Nasıl Optimize Edersiniz?
- Sonuç
- Yastık İğne Akış Dinamiği Hakkında Sıkça Sorulan Sorular
Yastık İğne Valfi Deliklerinden Akışı Ne Kontrol Eder?
Orifis akışının temel fiziksel özelliklerini anlamak, iğne valflerin neden bu şekilde davrandığını ortaya koyar. ⚙️
Yastık iğne deliklerinden geçen akış, üç temel faktör tarafından kontrol edilir: etkili delik alanı (iğne konumuna göre belirlenir, genellikle 0,1-5,0 mm²), delik üzerindeki basınç farkı (yastık odası basıncı eksi egzoz basıncı, 50-700 psi aralığında) ve akış rejimi (laminer altında Reynolds sayısı2 2300, 4000 üzerinde türbülanslı). Akış hızı, türbülanslı akış için Q = Cd × A × √(2ΔP/ρ) formülünü izler; burada Cd deşarj katsayısı3 (0,6-0,8), A delik alanı, ΔP basınç farkı ve ρ hava yoğunluğudur; bu durumda akış, alana orantılıdır ancak basıncın kareköküne orantılıdır.
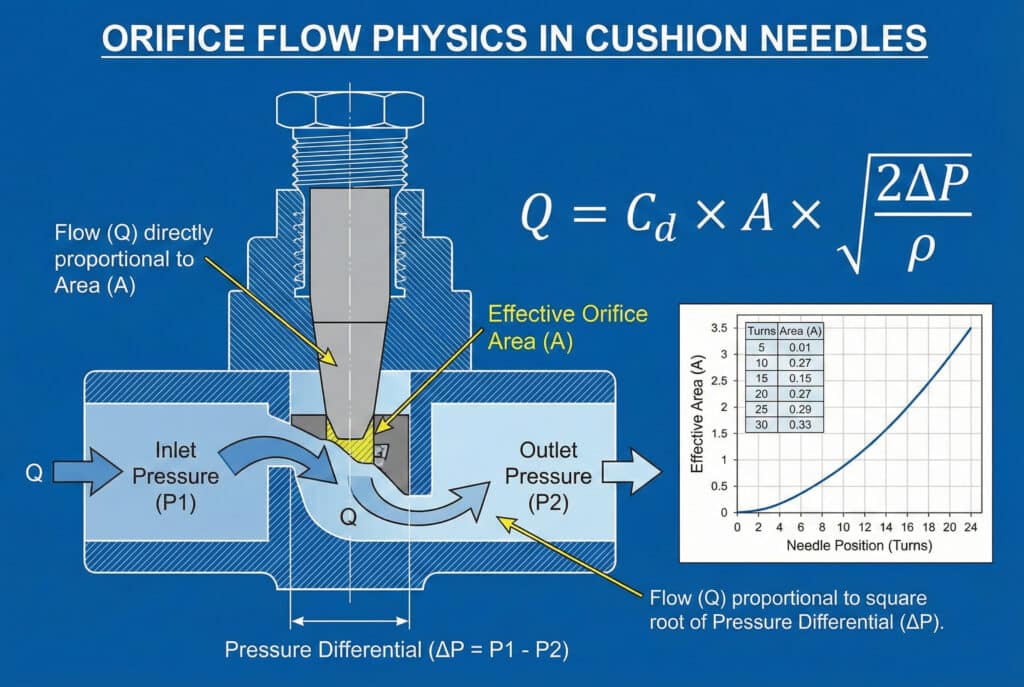
Orifis Akış Denklemi
Küçük deliklerden geçen türbülanslı akış, yerleşik akışkanlar dinamiğine uyar:
$$
Q = C_{d} \times A \times \sqrt{\frac{2 \Delta P}{\rho}}
$$
Nerede?
- Q = Hacimsel akış hızı (m³/s veya SCFM)
- Cd = Boşaltım katsayısı (boyutsuz, 0,6-0,8)
- A = Etkili açıklık alanı (m² veya mm²)
- ΔP = Basınç farkı (Pa veya psi)
- ρ = Hava yoğunluğu (kg/m³, standart koşullarda yaklaşık 1,2)
Pnömatik Uygulamalar için Basitleştirilmiş:
$$
Q\;(\text{SCFM})
\approx 0,5 \times A\;(\text{mm}^{2}) \times \sqrt{\Delta P\;(\text{psi})}
$$
Bu, delik alanının iki katına çıkarılmasıyla akışın iki katına çıktığını, ancak basıncın iki katına çıkarılmasıyla akışın sadece 41% (√2 = 1,41) arttığını ortaya koymaktadır.
İğne Konumu ve Delik Alanı
İğne valfinin geometrisi, alan ile konum arasındaki ilişkiyi belirler:
Tipik İğne Valf Tasarımı:
- Konik iğne: 30-60° koni açısı
- Koltuk çapı: Silindir boyutuna bağlı olarak 2-6 mm
- Diş aralığı: Tur başına 0,5-1,0 mm
- Ayar aralığı: Kapalıdan tamamen açık konuma kadar 10-20 tur
Alan ve Dönüş Sayısı İlişkisi:
| İğne Konumu | Etkili Alan | Akış Hızı (400 psi ΔP'de) | Göreceli Akış |
|---|---|---|---|
| Kapalı + 0,5 tur | 0,1 mm² | 1.0 SCFM | 1x (taban çizgisi) |
| Kapalı + 1 tur | 0,3 mm² | 3,0 SCFM | 3x |
| Kapalı + 2 tur | 0,8 mm² | 8,0 SCFM | 8x |
| Kapalı + 3 tur | 1,5 mm² | 15,0 SCFM | 15x |
| Kapalı + 5 tur | 3,0 mm² | 30,0 SCFM | 30x |
| Tamamen açık (10+ tur) | 5,0 mm² | 50,0 SCFM | 50 kat |
Doğrusal olmayan ilişkiye dikkat edin — erken dönüşler, geç dönüşlere göre çok daha büyük etkiye sahiptir.
Basınç Farkı Dinamikleri
Yastık odası basıncı, yavaşlama stroku boyunca değişir:
Yastıklama Sırasında Basınç Profili:
- İlk temas: ΔP = 50-100 psi (düşük akış gereklidir)
- Orta sıkıştırma: ΔP = 200-400 psi (orta akış)
- Tepe sıkıştırma: ΔP = 400-800 psi (maksimum akış)
- Serbest bırakma aşaması: Oda genişledikçe ΔP azalır
Kare kök ilişkisi, akışın basınçtan daha az arttığı anlamına gelir:
- 100 psi ΔP → Temel akış
- 400 psi ΔP → 2x temel akış (4x değil)
- 900 psi ΔP → 3x baz akış (9x değil)
Deşarj Katsayısı Değişimleri
Cd, delik geometrisine ve akış koşullarına bağlıdır:
Cd'yi Etkileyen Faktörler:
- Keskin kenarlı delikler: Cd = 0,60-0,65 (çoğu iğne valfi)
- Yuvarlak delikler: Cd = 0,70-0,80 (premium tasarımlar)
- Reynolds sayısı: Cd, daha yüksek Re değerlerinde hafifçe artar.
- Kirlenme: Parçacıklar Cd'yi 10-30% oranında azaltır.
Bepto Premium İğne Valfleri:
0,2 mm yarıçaplı kenarlara sahip hassas işlenmiş yuvalar kullanıyoruz ve standart keskin kenarlı tasarımlarda 0,60-0,65 olan Cd değerini 0,72-0,75'e çıkarıyoruz. Bu, aynı iğne konumunda 15-20% daha fazla akış sağlar ve daha hassas ayar kontrolü mümkün kılar. 🎯
Sıcaklık ve Yoğunluk Etkileri
Hava özellikleri sıcaklıkla değişir:
Sıcaklığın Akış Üzerindeki Etkisi:
- Soğuk hava (0°C): ρ = 1,29 kg/m³ → 3% daha yüksek akış direnci
- Standart (20°C): ρ = 1,20 kg/m³ → Referans
- Sıcak hava (60°C): ρ = 1,06 kg/m³ → 6% daha düşük akış direnci
Çoğu uygulama için sıcaklık etkileri önemsizdir (±5%), ancak aşırı ortamlarda mevsimsel ayarlamalar gerekebilir.
Akış Rejimi Yastıklama Performansını Nasıl Etkiler?
Laminer ve türbülanslı akış arasındaki geçiş, önemli ölçüde farklı yastıklama davranışı yaratır. 🌊
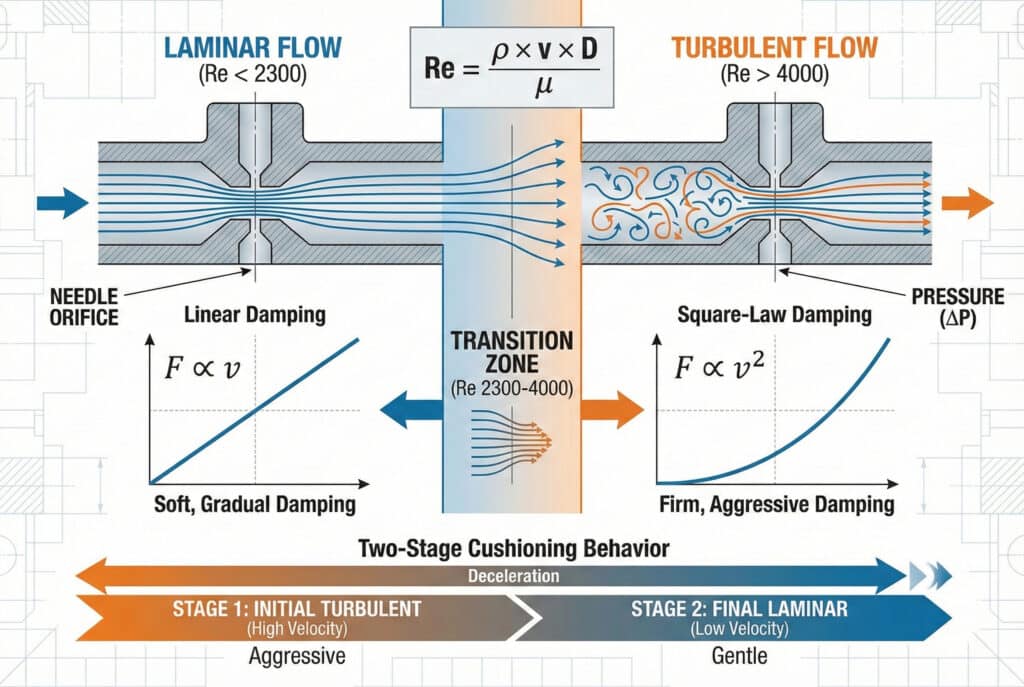
Akış rejimi, yastıklama özelliklerini belirler: laminer akış (Reynolds sayısı 4000), kuvvetin hızın karesiyle arttığı kare yasası sönümlemesi oluşturur. Çoğu yastık iğnesi, aktif yastıklama sırasında türbülanslı rejimde çalışır (Re = 5000-20.000), ancak son yerleşme sırasında laminer rejime geçebilir (Re <2000), bu da iki aşamalı yavaşlama davranışına neden olur. Bu rejim geçişi, yastıklamanın neden başlangıçta “yumuşak” hissedilip son sıkıştırma sırasında “sertleştiğini” ve ayar hassasiyetinin çalışma hızına göre neden değiştiğini açıklar.
Reynolds Sayısı ve Akış Rejimi
Reynolds sayısı akış davranışını belirler:
$$
Re = \frac{\rho \times v \times D}{\mu}
$$
Nerede?
- ρ = Hava yoğunluğu (1,2 kg/m³)
- v = Akış hızı (m/s)
- D = Delik çapı (m)
- μ = Dinamik viskozite4 (Hava için 1,8 × 10⁻⁵ Pa·s)
Akış Rejimi Sınıflandırması:
- Re < 2.300: Laminer akış (düzgün, öngörülebilir)
- Re = 2.300-4.000: Geçiş bölgesi (kararsız)
- Re > 4.000: Türbülanslı akış (kaotik, enerji kaybına neden olan)
Tipik Yastık İğne Değerleri:
- Delik çapı: 1-3 mm
- Akış hızı: 50-200 m/s (ses hızları mümkündür)
- Reynolds sayısı: 5.000-25.000 (şiddetli türbülanslı)
Laminer ve Türbülanslı Sönümleme Özellikleri
Farklı akış rejimleri farklı yastıklama hissi yaratır:
| Karakteristik | Laminer Akış | Türbülanslı Akış |
|---|---|---|
| Sönümleme kuvveti | F ∝ v (doğrusal) | F ∝ v² (kare yasası) |
| Düşük hızda davranış | Yumuşak, kademeli | Çok yumuşak, minimal |
| Yüksek hızda davranış | Orta düzeyde | Sert, agresif |
| Ayar hassasiyeti | Sabit | Hıza bağlı |
| Basınç oluşumu | Kademeli, doğrusal | Hızlı, üstel |
| Enerji dağıtımı | Düşük verimlilik | Yüksek verimlilik |
| Tipik Re aralığı | 500-2,000 | 5,000-25,000 |
İki Aşamalı Yastıklama Davranışı
Birçok silindir, yavaşlama sırasında rejim geçişi sergiler:
Aşama 1 – İlk Yavaşlama (Türbülanslı):
- Yüksek hız (1,0-2,0 m/s)
- Yüksek Reynolds sayısı (10.000-20.000)
- İğne deliğinden geçen türbülanslı akış
- Agresif sönümleme kuvveti
- Hızlı hız azaltma
Geçiş Bölgesi:
- Hız 0,3-0,5 m/s'ye düşer.
- Reynolds sayısı 2.000-4.000'e düşer.
- Akış dengesiz hale gelir
- Sönümleme özellikleri değişir
Aşama 2 – Nihai Çökelme (Laminer):
- Düşük hız (<0,3 m/s)
- Düşük Reynolds sayısı (<2.000)
- Laminer akış gelişir
- Daha yumuşak sönümleme kuvveti
- Daha yavaş son yaklaşma
Bu iki aşamalı davranış, doğru ayarlanmış yastıklamanın “sert ama pürüzsüz” hissettirmesinin nedenidir — agresif bir ilk yavaşlama ve ardından nazik bir son konumlandırma.
Hıza Bağlı Ayar Hassasiyeti
İğne ayarı farklı hızlarda farklı etkiler gösterir:
Düşük Hızda Çalışma (0,5 m/s):
- Laminer rejimde çalışabilir
- Doğrusal sönümleme: F ∝ v
- İğne ayarı orantılı kuvvet değişikliği yaratır
- 1 tur ayar → 30-50% kuvvet değişikliği
Yüksek Hızlı Çalışma (2,0 m/s):
- Türbülanslı rejimde çalışır
- Kare yasası sönümleme: F ∝ v²
- İğne ayarı, kare şeklinde kuvvet değişikliği yaratır.
- 1 tur ayar → 60-120% kuvvet değişikliği
Bu, Jennifer'ın Oregon tesisindeki sorunu açıklıyor: Düşük hızlarda (0,8 m/s), iğne ayarları sorunsuz çalışıyordu. Yüksek hızlarda (1,8 m/s) ise, aynı ayarlar türbülans rejiminin kare yasası davranışı nedeniyle beklenenden 3-4 kat daha fazla sönümleme kuvveti oluşturuyordu. 💡
Ses Akışı Koşulları
Çok yüksek basınç farklarında akış boğuldu5:
Sonic (Boğulmuş) Akış:
- ΔP > 0,5 × P_downstream olduğunda meydana gelir.
- Akış hızı ses hızına ulaşır (≈340 m/s)
- Basıncın daha fazla artması akış hızını artırmaz.
- Akış hızı şu şekilde hesaplanır: Q = Cd × A × P_upstream / √T
Yastıklama için sonuçlar:
- Maksimum akış hızı, basınçtan bağımsız olarak sınırlıdır.
- Çok küçük delikler, en yüksek sıkıştırma sırasında tıkanabilir.
- Boğulmuş akış maksimum sönümleme kuvveti oluşturur
- Boğulduğunda iğne ayarı daha az etkilidir
Boğulmuş Akış için Tipik Koşullar:
- Yastık basıncı: >600 psi
- Egzoz basıncı: <300 psi
- Basınç oranı: >2:1
- Yaygın olarak kullanıldığı yerler: Küçük delikler (<0,5 mm²), yüksek hızlı silindirler
İğne Ayar Hassasiyeti Neden Doğrusal Olmayan Bir Şekilde Değişir?
Geometrik ve akışkanlar dinamiği faktörlerini anlamak, ayarlama davranışının neden öngörülemez göründüğünü ortaya koyar. 📐
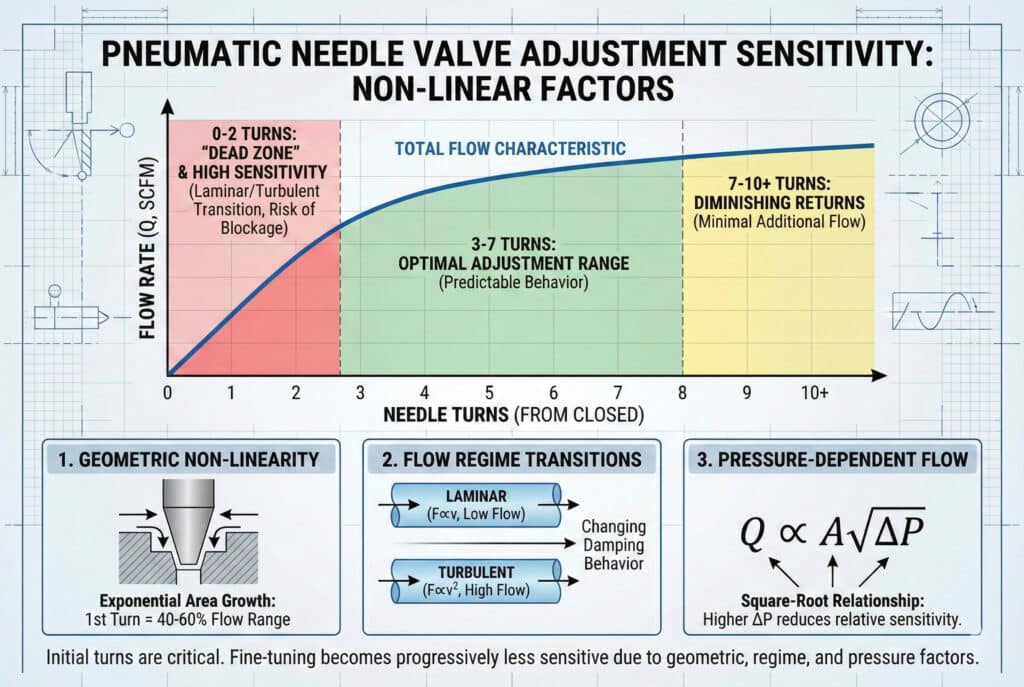
İğne ayar hassasiyeti, üç faktör nedeniyle doğrusal olmayan bir şekilde değişir: geometrik alan değişikliği (konik iğne, doğrusal konum değişikliği ile üstel alan artışı yaratır), akış rejimi geçişleri (türbülanstan laminer akışa geçiş, sönümlemeyi kare yasasından doğrusal hale getirir) ve basınca bağlı akış (daha yüksek basınçlar, karekök ilişkisi nedeniyle alan değişikliklerinin göreceli etkisini azaltır). Kapalı konumdan ilk 2-3 tur genellikle toplam akış aralığının 60-80%'sini kontrol ederken, son 5-7 tur sadece 20-40% ek akış sağlar, bu da ilk ayarlamayı kritik hale getirir ve ince ayarlamayı giderek daha az hassas hale getirir.
Geometrik Doğrusal Olmama
Konik iğne geometrisi, alanın katlanarak büyümesini sağlar:
İğne Valf Geometrisi:
- Konik açı: 30-60° tipik
- Koltuk çapı: 3 mm örnek
- Diş aralığı: 0,8 mm/tur örneği
Alan Hesaplama:
45° koni açısı için:
- 0,5 tur (0,4 mm kaldırma): A = π × 3 mm × 0,4 mm × sin(45°) = 2,7 mm²
- 1,0 tur (0,8 mm kaldırma): A = π × 3 mm × 0,8 mm × sin(45°) = 5,3 mm²
- 2,0 tur (1,6 mm kaldırma): A = π × 3 mm × 1,6 mm × sin(45°) = 10,7 mm²
Duyarlılık Analizi:
| Ayar Aralığı | Alan Değişikliği | Akış Değişimi | Hassasiyet |
|---|---|---|---|
| 0 → 1 dönüş | 0 → 5,3 mm² | 0 → 53 SCFM | Çok yüksek |
| 1 → 2 tur | 5,3 → 10,7 mm² | 53 → 107 SCFM | Yüksek |
| 2 → 3 tur | 10,7 → 16,0 mm² | 107 → 160 SCFM | Orta düzeyde |
| 3 → 5 tur | 16,0 → 26,7 mm² | 160 → 267 SCFM | Düşük |
| 5 → 10 tur | 26,7 → 53,3 mm² | 267 → 533 SCFM | Çok düşük |
İlk dönüş, 5-10. dönüşlerin toplamında olduğu kadar akış değişikliği yaratır!
Kapalı Pozisyonun Yakınındaki “Ölü Bölge”
Çok küçük delikler farklı davranır:
0,5 Tur'a Yakın:
- Delik alanı: 0,05-0,5 mm²
- Akış laminer olabilir (Re <2000)
- Akışı engelleme olasılığı yüksek kirlenme
- Ayar son derece hassas
- Genellikle “kullanılamayan aralık” olarak kabul edilir.”
En İyi Uygulama:
Aşağıdakileri önlemek için, tamamen kapalı konumdan 1,5-2 turdan daha yakın bir konumda asla çalıştırmayın:
- Öngörülemeyen laminer/türbülanslı geçişler
- Kontaminasyon tıkanma riski
- Aşırı ayar hassasiyeti
- Potansiyel tam akış tıkanıklığı
Basınca Bağlı Hassasiyet
Kare kök ilişkisi uyum etkisini etkiler:
Düşük Basınç Farkı (100 psi):
- Akış: Q = 0,5 × A × √100 = 5 × A
- Alan iki katına çıkarsa akış da iki katına çıkar
- Yüksek ayar hassasiyeti
Yüksek Basınç Farkı (400 psi):
- Akış: Q = 0,5 × A × √400 = 10 × A
- Alan iki katına çıktığında akış da iki katına çıkar (aynı mutlak hassasiyet)
- Ancak akış zaten 2 kat daha yüksek, bu nedenle göreceli hassasiyet daha düşük.
Pratik Etki:
Yüksek hızlarda (yüksek ΔP), iğne ayarının tamponlama davranışı üzerinde nispeten daha az etkisi vardır, çünkü temel akış zaten yüksektir. Bu, yüksek hızlı uygulamalarda belirgin değişiklikler elde etmek için genellikle daha büyük ayarlamalar gerekmesinin nedenini açıklamaktadır.
Optimum Ayar Aralığı
Kontrol edilebilir ayar için en etkili iğne konumları:
Önerilen Çalışma Aralığı:
- Minimum konum: Tamamen kapalı konumdan 2 tur
- Optimum aralık: Kapalı konumdan 3-7 tur
- Maksimum faydalı: Kapalı konumdan 10 tur
- 10 turdan fazla: Minimal ek etki
Neden Bu Serisi:
- 2 turdan az: Çok hassas, kirlenme riski
- 3-7 tur: İyi hassasiyet, öngörülebilir davranış
- 10 turdan fazla: Azalan getiri, “tamamen açık” duruma yaklaşma”
Bepto Hassas İğne Tasarımı
Daha iyi ayar doğrusallığı için iğne geometrisini optimize ettik:
Standart İğne (60° koni):
- Son derece doğrusal olmayan tepki
- İlk dönüş = toplam akış aralığının 40%'si
- İnce ayar yapmak zor
Bepto Progressive İğne (30° koni + kademeli tasarım):
- Ayar aralığı boyunca daha doğrusal tepki
- İlk dönüş = toplam akış aralığının 15%'si
- Daha kolay ince ayar ve tekrarlanabilirlik
- Premium silindir modellerinde mevcuttur (+$35) 🎯
Jennifer'ın Oregon tesisinde, 0,8-1,8 m/s hız aralığında öngörülebilir ayar imkanı sunan aşamalı iğne tasarımımıza geçilmesi büyük fayda sağladı.
Tutarlı Performans için İğne Ayarlarını Nasıl Optimize Edersiniz?
Sistematik optimizasyon metodolojisi, tüm çalışma koşullarında öngörülebilir yastıklama sağlar. 🔧
Q = V_chamber / t_deceleration (odacık hacmi istenen yavaşlama süresine bölünür) formülünü kullanarak gerekli akış hızını hesaplayın, ardından Q = 0,5 × A × √ΔP akış denklemini kullanarak iğne konumunu belirleyin. Orta aralıkta (4-5 tur açık) başlayın ve yerleşme süresini ve sıçramayı ölçerken yarım turluk artışlarla ayarlayın. 0,2-0,3 saniye hedef yerleşme süresi ve 2 mm'den az aşma ile. Değişken hız uygulamaları için, maksimum hızda (en kötü durum) optimize edin, ardından minimum hızda kabul edilebilir performansı doğrulayın, yüksek hızlarda yetersiz yastıklama yerine düşük hızlarda hafif aşırı yastıklamayı kabul edin.
Debi Hesaplama Yöntemi
Yastık haznesi hacmine göre gerekli akışı belirleyin:
Adım 1: Oda Hacmini Hesaplayın
- Yastık odasının boyutlarını ölçün veya öğrenin
- Örnek: 80 mm çap, 25 mm tampon stroku
- Hacim = π × (40 mm)² × 25 mm = 125.664 mm³ = 125,7 cm³
Adım 2: İstenen Yavaşlama Süresini Belirleyin
- Hedef: Çoğu uygulama için 0,15-0,25 saniye
- Örnek: 0,20 saniye
Adım 3: Gerekli Akış Hızını Hesaplayın
- Q = Hacim / Zaman
- Q = 125,7 cm³ / 0,20 s = 628,5 cm³/s
- Dönüştür: 628,5 cm³/s × 0,00212 = 1,33 SCFM
Adım 4: Basınç Farkını Tahmin Edin
- Tipik tepe noktası: 400-600 psi
- Hesaplama için 500 psi kullanın
Adım 5: Gerekli Orifis Alanını Hesaplayın
- Q = 0,5 × A × √ΔP
- 1,33 = 0,5 × A × √500
- A = 1,33 / (0,5 × 22,4) = 0,119 mm²
Adım 6: İğne Pozisyonunu Belirleyin
- Valf kalibrasyon eğrisine bakın.
- Tipik valf için: 0,119 mm² ≈ kapalı konumdan 2,5 tur
Sistematik Ayarlama Prosedürü
Aşağıdaki adım adım süreci izleyin:
İlk Kurulum:
- İğne valfi 4-5 tur açık (orta aralık) konumda başlayın.
- Silindiri normal çalışma hızında ve yükte çalıştırın.
- Yastıklama davranışını gözlemleyin
Ayarlamalar:
| Gözlemlenen Davranış | Problem | Ayarlama | Beklenen Sonuç |
|---|---|---|---|
| Sert darbe, yavaşlama yok | Yetersiz yastıklama | 2 tur kapat | Daha yumuşak duruş |
| Sıçrama 5-15 mm, salınım | Aşırı yastıklı | 2 tur aç | Azaltılmış sıçrama |
| Hafif sıçrama 2-5 mm | Biraz fazla yastıklı | 1 tur aç | Minimum aşma |
| Pürüzsüz ancak yavaş çökelme | Biraz fazla yastıklı | 0,5 tur açın | Daha hızlı yerleşme |
| Pürüzsüz, hızlı çökelme | Optimal | Değişiklik yok | Ayarları koru |
İnce Ayar:
- Optimum seviyeye yakın olarak 0,5 turluk artışlarla ayarlamalar yapın.
- Her ayarlamadan sonra 5-10 döngü test edin.
- Gelecekte başvurmak üzere son ayarları belgelendirin
Değişken Hız Optimizasyonu
Hız değişimi olan uygulamalar için:
Strateji 1: En Kötü Durum Optimizasyonu
- Maksimum hız için optimize edin (en yüksek kinetik enerji)
- Düşük hızlarda hafif aşırı yastıklamayı kabul edin
- Artıları: Basit, güvenli, güvenilir
- Eksileri: Tüm hızlarda optimal değil
Strateji 2: Uzlaşma Ayarı
- Ortalama çalışma hızı için optimize edin
- Tüm aralıkta kabul edilebilir performans
- Artıları: Daha iyi ortalama performans
- Eksileri: Aşırı durumlarda optimal değil
Strateji 3: Ayarlanabilir Amortisörler
- Döner kadran ayarlı harici emiciler kullanın
- Farklı hızlar için hızlı ayarlama
- Avantajları: Tüm hızlarda optimum performans
- Dezavantajları: Daha yüksek maliyet (emici başına $150-300)
Basınç Dengeleme Teknikleri
Sistem basıncı değişikliklerini hesaba katın:
Sabit Basınç Sistemleri (±5 psi sapma):
- Tek iğne ayarı yeterli
- Tazminat gerekmez
Değişken Basınç Sistemleri (±15+ psi değişim):
- Basınç değişiklikleri yastıklamayı önemli ölçüde etkiler.
- Seçenekler:
1. Silindire giden basıncı düzenleyin (basınç regülatörü ekleyin)
2. Basınç dengelemeli amortisörler kullanın
3. Performans farklılıklarını kabul edin
4. Minimum basınç için optimize edin (konservatif)
Jennifer’ın Oregon Tesis Çözümü
Kapsamlı bir optimizasyon uyguladık:
Sorun Analizi:
- Hız aralığı: 0,8-1,8 m/s (2,25:1 varyasyon)
- Yük: 22 kg sabit
- Mevcut ayar: 3 tur açık
- Performans: 0,8 m/s'de iyi, 1,8 m/s'de şiddetli
Akış Hesaplamaları:
- Düşük hız KE: ½ × 22 × 0,8² = 7,0 J
- Yüksek hız KE: ½ × 22 × 1,8² = 35,6 J
- Enerji oranı: 5,1:1 (sorunu açıklıyor!)
Uygulanan Çözüm:
Standart iğneleri Bepto aşamalı tasarımla değiştirdi
– Ayar aralığı boyunca daha iyi doğrusallık
– Daha öngörülebilir davranışYüksek hızlı çalışma için optimize edilmiştir
– İğne ayarı: 5,5 tur açık (önceden 3 turdu)
– Yüksek hızlı performans: Düzgün, 0,18 saniye yerleşme süresi
– Düşük hız performansı: Kabul edilebilir, 0,28 saniye yerleşme süresi6 kritik istasyona harici amortisörler eklendi
– Hızlı hız değişiklikleri için döner kadran ayarı
– Tüm hızlarda optimum performans
– Maliyet: 6 ünite için $1.800
Optimizasyon Sonrası Sonuçlar:
- Yüksek hızlı darbeler: Ortadan kaldırıldı
- Yerleşme süresi tutarlılığı: Hız aralığı boyunca ±0,05 saniye
- Hız değişiklikleri için ayarlama süresi: <30 saniye
- Döngü süresi iyileştirmesi: 18% (daha hızlı yerleşme)
- Ürün hasarı: 94% azaltıldı (3,2%'den 0,2%'ye)
- Yıllık tasarruf: Atıkların azaltılmasıyla $127.000
- Yatırım geri dönüş süresi: 2,1 hafta 💰
Bepto Optimizasyon Desteği
Yastıklama optimizasyonu için teknik destek sağlıyoruz:
Sunulan Hizmetler:
- Akış hesaplama çalışma sayfaları
- İğne pozisyonu önerileri
- Yerinde optimizasyon desteği (belirli bölgeler)
- Telefon/video danışmanlığı
- Özel iğne valfi kalibrasyonu
Optimizasyon Paketleri:
- Temel: Hesaplama desteği ve öneriler (Ücretsiz)
- Standart: Telefon danışmanlığı + özel hesaplamalar ($150)
- Premium: Yerinde optimizasyon hizmeti ($800-1.500)
Sonuç
Yastık iğne valflerindeki delik akış dinamiği, öngörülebilir akışkanlar mekaniği ilkelerine uyar — türbülanslı akış denklemini, geometrik doğrusal olmayanlığı ve akış rejimi geçişlerini anlamak, görünüşte gizemli ayar davranışını sistematik, optimize edilebilir bir performansa dönüştürür. Gerekli akış hızlarını hesaplayarak, basınç farklarını dikkate alarak ve metodik ayar prosedürlerini izleyerek, değişen hızlar, yükler ve çalışma koşulları arasında tutarlı bir yastıklama elde edebilirsiniz. Bepto olarak, pnömatik sistemlerinizde yastıklama performansını en iyi şekilde kullanmanıza yardımcı olmak için hassas iğne valfler, teknik hesaplama desteği ve optimizasyon uzmanlığı sunuyoruz.
Yastık İğne Akış Dinamiği Hakkında Sıkça Sorulan Sorular
Neden ilk ayar dönüşü sonraki dönüşlerden çok daha fazla etkiye sahiptir?
Kapalı konumdan ilk dönüş, konik iğne geometrisi nedeniyle sonraki dönüşlere göre katlanarak daha fazla delik alanı değişikliği yaratır. İlk dönüş genellikle 0,1-0,5 mm² açılırken, konik şekil nedeniyle onuncu dönüş sadece 0,05-0,1 mm² ekler. Bu geometrik doğrusal olmayanlık, ilk 2-3 turun toplam akış kapasitesinin -80'ini kontrol ettiği anlamına gelir. En iyi uygulama: Bu aşırı hassas bölgeyi ve kirlenme tıkanma riskini önlemek için, tamamen kapalı konumdan 1,5-2 turdan daha yakın bir konumda asla çalıştırmayın. Öngörülebilir, kontrol edilebilir davranış için ayarlamalara 4-5 tur açık konumda başlayın.
Belirli bir uygulama için doğru iğne valfi ayarını nasıl hesaplarsınız?
Q (SCFM) = Hazne Hacmi (cm³) / Yavaşlama Süresi (saniye) / 472 kullanarak gerekli akışı hesaplayın, ardından A (mm²) = Q / (0,5 × √ΔP) formülünden delik alanını belirleyin ve son olarak vana kalibrasyon eğrisini referans alarak iğne konumunu bulun. Örneğin: 120 cm³ hazne, 0,20 saniye yavaşlama, 500 psi basınç farkı: Q = 120/0,20/472 = 1,27 SCFM, A = 1,27/(0,5×√500) = 0,113 mm², bu da tipik vanalarda yaklaşık 2-3 tur açılmaya karşılık gelir. Bepto, hassas optimizasyon için hesaplama çalışma sayfaları ve teknik destek sağlar.
Yastıklama, farklı silindir hızlarında neden farklı şekilde çalışır?
Hız, iki mekanizma aracılığıyla sönümlemeyi etkiler: daha yüksek hızlar daha yüksek basınç farkları yaratır (√ΔP ilişkisiyle akışı artırır) ve akış rejimi düşük hızlarda laminer (doğrusal sönümleme) durumundan yüksek hızlarda türbülanslı (kare yasası sönümleme) duruma geçer, bu da aynı iğne ayarlarında yüksek hızda sönümlemeyi düşük hıza göre 2-4 kat daha agresif hale getirir. Bu, silindirlerin neden 0,5 m/s hızında mükemmel bir şekilde tamponlama yaparken 1,5 m/s hızında şiddetli bir şekilde çarpma yaptığını açıklar. Çözüm: Maksimum çalışma hızı için iğne ayarını optimize edin, düşük hızlarda hafif bir aşırı tamponlamayı kabul edin veya değişken hızlı uygulamalar için ayarlanabilir harici amortisörler kullanın.
Kontaminasyon, yastık iğne valfinin performansını etkileyebilir mi?
Evet, kirlenme iğne valfinin performansını önemli ölçüde etkiler. 50-100 mikron kadar küçük parçacıklar, 0,5 mm²'nin altındaki delikleri (kapalı konumdan ilk 1-2 tur) kısmen tıkayabilir, akışı -80% oranında azaltabilir ve düzensiz, öngörülemez bir yastıklama davranışı yaratabilir. Belirtiler şunlardır: aralıklı sert darbeler, döngüden döngüye değişen yastıklama veya ani performans değişiklikleri. Önleme: 5-10 mikron filtreleme takın, tamamen kapalı konumdan 2 turdan daha yakın bir konumda asla çalıştırmayın ve iğne valflerini periyodik olarak temizleyin (yıllık veya 1 milyon döngüde bir). Bepto iğne valfleri, kontaminasyon hassasiyetini azaltan genişletilmiş ilk delik geometrisine sahiptir.
Yastık iğnelerini ve harici amortisörleri ayarlamanın arasındaki fark nedir?
Yastık iğneleri, egzoz akışını kısıtlayarak (karşı basınç oluşturarak) iç hava yastıklamasını kontrol ederken, harici amortisörler hava basıncından bağımsız hidrolik sönümleme sağlar. İğneler basınca bağlıdır (performans sistem basıncı ve hızına göre değişir), ancak kaliteli harici amortisörler pnömatik koşullardan bağımsız olarak tutarlı kuvvet-hız özellikleri sağlar. İğneler $0 (silindir dahil) maliyetlidir, ancak sınırlı ayar aralığı ve basınca bağlı davranış sunar. Harici amortisörler $80-300 maliyetlidir, ancak üstün kontrol, daha geniş ayar aralığı (5-10:1) ve basınca bağlı olmayan performans sağlar. Kritik uygulamalar veya geniş çalışma aralıkları için, harici amortisörler daha yüksek maliyetlerine rağmen daha iyi sonuçlar verir.
-
Akışkanların (sıvılar, gazlar ve plazmalar) mekaniği ve üzerlerindeki kuvvetlerle ilgilenen fizik dalını keşfedin. ↩
-
Farklı akışkan akış durumlarında akış modellerini tahmin etmek için kullanılan boyutsuz miktar hakkında bilgi edinin. ↩
-
Akış ölçüm cihazları için gerçek deşarjın teorik deşarja oranını anlayın. ↩
-
Sıvının akış ve kesme gerilimine karşı iç direncinin ölçüsü hakkında bilgi edinin. ↩
-
Akışkan hızının ses hızı ile sınırlandırıldığı sıkıştırılabilir akış etkisi hakkında bilgi edinin. ↩
