

Кожен інженер, з яким я спілкувався, стикається з однією і тією ж дилемою: вам потрібна абсолютна впевненість у ваших пневматичних компонентах, але традиційне тестування надійності може затримати проекти на місяці. Тим часом, виробничі терміни наближаються, а тиск з боку керівництва, яке вимагає результатів вже вчора, зростає. Ця прогалина у перевірці надійності створює величезні ризики.
Ефективний пневматичний циліндр комбайни для перевірки надійності прискорені вібраційні випробування1 з відповідним підбором спектру, стандартизованими циклами впливу сольового розпилювача і всебічним аналізом режимів відмов, щоб скоротити місяці перевірки в реальних умовах до декількох тижнів, зберігаючи при цьому статистичну достовірність.
Минулого року я консультувався з виробником медичного обладнання у Швейцарії, який боровся з цією самою проблемою. Їх виробнича лінія була готова, але вони не могли запустити її без підтвердження того, що їхні безштокові пневматичні циліндри зберігатимуть точність протягом щонайменше 5 років. Використовуючи наш підхід до прискореної перевірки, ми скоротили 6-місячне тестування до 3 тижнів, що дозволило їм запустити виробництво за графіком, зберігаючи при цьому повну впевненість у надійності своєї системи.
Зміст
- Вибір спектру вібраційних випробувань
- Порівняння циклів випробувань сольового розпилювача
- Шаблон аналізу режимів та наслідків відмов
- Висновок
- Поширені запитання про перевірку надійності
Як вибрати правильний спектр прискорень для вібраційних випробувань?
Вибір неправильного спектру вібраційних випробувань - одна з найпоширеніших помилок, які я бачу при перевірці надійності. Спектр або занадто агресивний, що призводить до нереальних відмов, або занадто м'який, пропускаючи критичні слабкі місця, які з'являться в реальному використанні.
Оптимальний спектр прискорення вібраційних випробувань повинен відповідати вашому конкретному середовищу застосування, посилюючи зусилля для прискорення випробувань. Для пневматичних систем спектр, який охоплює 5-2000 Гц з відповідними коефіцієнтами множення сили G, заснованими на середовищі установки, забезпечує найбільш точні прогнозовані результати.
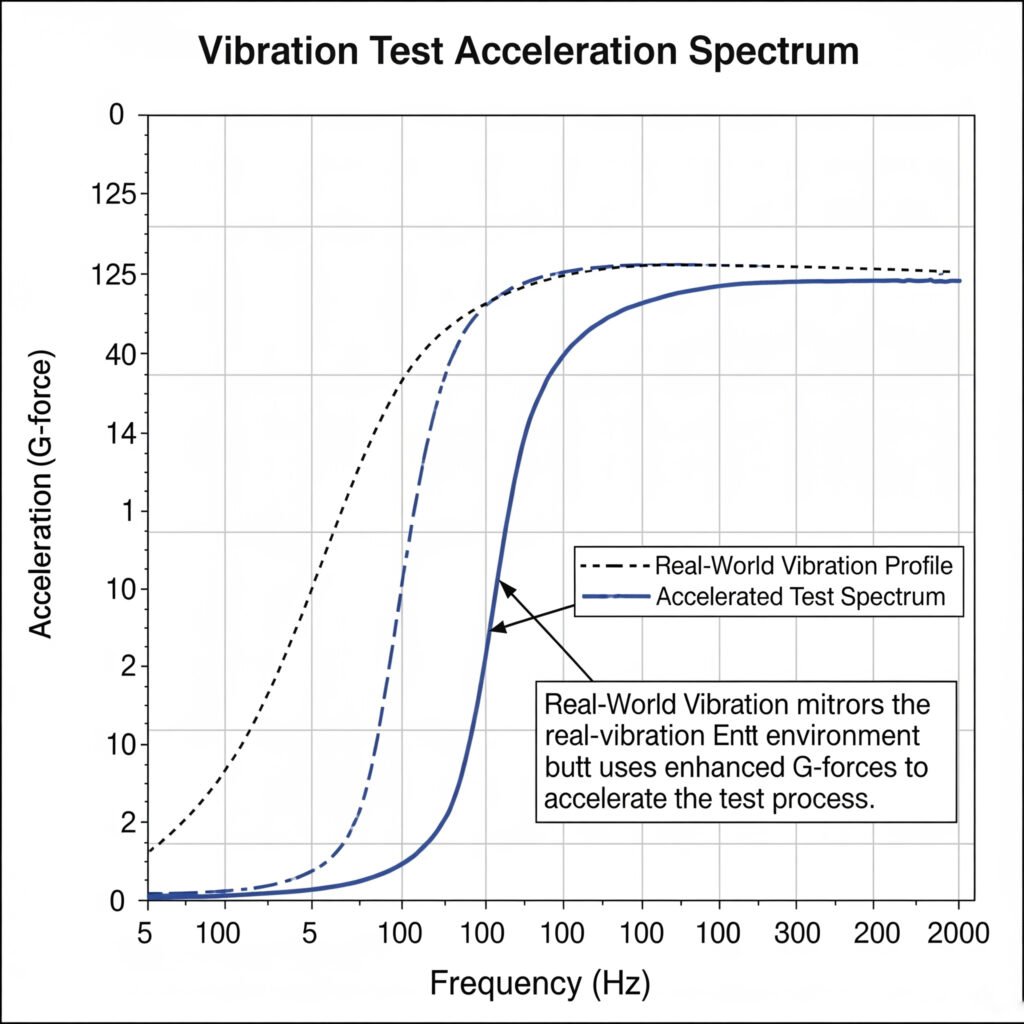
Розуміння категорій профілю вібрації
Проаналізувавши сотні установок пневматичних систем, я класифікував вібраційні середовища за цими профілями:
| Категорія навколишнього середовища | Діапазон частот | Пікова сила G | Фактор тривалості тесту |
|---|---|---|---|
| Легка промисловість | 5-500 Гц | 0.5-2G | 1x |
| Загальне виробництво | 5-1000 Гц | 1-5G | 1.5x |
| Важка промисловість | 5-2000 Гц | 3-10G | 2x |
| Транспорт/мобільний | 5-2000 Гц | 5-20G | 3x |
Методологія вибору спектру
Допомагаючи клієнтам вибрати правильний спектр вібрації, я дотримуюся цього триступеневого процесу:
Крок 1: Характеристика середовища
По-перше, виміряйте або оцініть фактичний профіль вібрації у вашому робочому середовищі. Якщо пряме вимірювання неможливе, використовуйте галузеві стандарти як відправну точку:
- ISO 20816 для промислового обладнання
- MIL-STD-810G2 для транспортних застосувань
- IEC 60068 для загального електронного обладнання
Крок 2: Визначення коефіцієнта прискорення
Щоб скоротити час тестування, нам потрібно посилити сили вібрації. Залежність відповідає цьому принципу:
Час випробування = (Фактичні години життя × Фактична сила G²) ÷ (Тестова сила G²)
Наприклад, для імітації 5 років (43 800 годин) роботи на швидкості 2G вам знадобиться всього 168 годин (1 тиждень):
G-сила = √[(43 800 × 2²) ÷ 168] = приблизно 32.3G
Крок 3: Формування спектру
Останнім кроком є формування частотного спектру відповідно до вашого застосування. Це дуже важливо для безштокових пневмоциліндрів, які мають специфічні резонансні частоти, що залежать від конструкції.
Практичний приклад: Перевірка пакувального обладнання
Нещодавно я працював з виробником пакувального обладнання в Німеччині, який зіткнувся з таємничими поломками в своїх безштокових циліндрах приблизно через 8 місяців роботи в польових умовах. Стандартне тестування не виявило проблеми.
Вимірявши фактичний профіль вібрації їхнього обладнання, ми виявили резонансну частоту 873 Гц, яка збуджувала компонент у конструкції циліндра. Ми розробили спеціальний тестовий спектр, який підкреслював цей діапазон частот, і протягом 72 годин прискореного тестування ми відтворили несправність. Виробник модифікував свою конструкцію, і проблему було вирішено до того, як вона вплинула на інших клієнтів.
Поради щодо проведення вібраційних випробувань
Для отримання найточніших результатів дотримуйтесь цих рекомендацій:
Багатовісьове тестування
Перевіряйте послідовно по всіх трьох осях, оскільки несправності часто виникають в неочевидних напрямках. Зокрема, для безштокових циліндрів крутильна вібрація може спричинити несправності, які може пропустити чиста лінійна вібрація.
Температурні міркування
Проводьте вібраційні випробування як при температурі навколишнього середовища, так і при максимальній робочій температурі. Ми виявили, що поєднання підвищених температур з вібрацією може виявити несправності в 2,3 рази швидше, ніж тільки вібрація.
Методи збору даних
Використовуйте ці точки вимірювання для отримання вичерпних даних:
- Прискорення в точках кріплення
- Переміщення в середині прольоту та в кінцевих точках
- Коливання внутрішнього тиску під час вібрації
- Швидкість витоку до, під час та після тестування
Які цикли випробувань сольовим розпиленням насправді передбачають корозію в реальних умовах?
Випробування сольовим туманом часто неправильно розуміють і неправильно застосовують при перевірці пневматичних компонентів. Багато інженерів просто дотримуються стандартної тривалості випробувань, не розуміючи, як вони співвідносяться з реальними польовими умовами.
Найбільш передбачувані цикли випробувань сольовим розпиленням відповідають корозійним факторам вашого конкретного робочого середовища. Для більшості промислових пневматичних систем циклічне випробування, що чергує розпилення 5% NaCl (35°C) і сухі періоди, забезпечує значно кращу кореляцію з реальними показниками, ніж методи безперервного розпилення.

Кореляція між годинами випробувань та продуктивністю в польових умовах
Ця порівняльна таблиця показує, як різні методи тестування сольового розпилення співвідносяться з реальним впливом в різних середовищах:
| Навколишнє середовище | Безперервний ASTM B1173 | Циклічний ISO 9227 | Модифікований ASTM G85 |
|---|---|---|---|
| Внутрішні Промислові | 24 години = 1 рік | 8 годин = 1 рік | 12 годин = 1 рік |
| Відкритий міський | 48 годин = 1 рік | 16 год = 1 рік | 24 години = 1 рік |
| Прибережний | 96 годин = 1 рік | 32 години = 1 рік | 48 годин = 1 рік |
| Морська/офшорна промисловість | 200 годин = 1 рік | 72 години = 1 рік | 96 годин = 1 рік |
Структура вибору тестового циклу
Консультуючи клієнтів щодо тестування сольового розпилювача, я рекомендую ці цикли залежно від типу компонента та сфери застосування:
Стандартні компоненти (алюміній/сталь з базовою обробкою)
| Заявка | Метод випробування | Деталі циклу | Критерії проходження |
|---|---|---|---|
| Використання в приміщенні | ISO 9227 NSS | 24 години розпилення, 24 години висихання × 3 цикли | Без червоної іржі, <5% біла іржа |
| Загальнопромислові | ISO 9227 NSS | 48 годин розпилення, 24 години висихання × 4 цикли | Без червоної іржі, <10% біла іржа |
| Суворі умови навколишнього середовища | ASTM G85 A5 | 1 година розпилення, 1 година сухого × 120 циклів | Відсутність корозії основного металу |
Преміум-компоненти (покращений захист від корозії)
| Заявка | Метод випробування | Деталі циклу | Критерії проходження |
|---|---|---|---|
| Використання в приміщенні | ISO 9227 NSS | 72 години розпилення, 24 години висихання × 3 цикли | Відсутність видимої корозії |
| Загальнопромислові | ISO 9227 NSS | 96 годин розпилення, 24 години сушіння × 4 цикли | Без червоної іржі, <5% біла іржа |
| Суворі умови навколишнього середовища | ASTM G85 A5 | 1 година розпилення, 1 година сухого × 240 циклів | Відсутність видимої корозії |
Інтерпретація результатів тестування
Ключем до цінних тестів сольового розпилення є правильна інтерпретація результатів. Ось на що слід звернути увагу:
Візуальні індикатори
- Біла іржа: Ранній індикатор на цинкових поверхнях, як правило, не має функціонального значення
- Червона/коричнева іржа: Корозія основного металу, вказує на пошкодження покриття
- Пухирі.: Вказує на порушення адгезії покриття або підповерхневу корозію
- Creep від Scribe: Заходи щодо захисту покриття на пошкоджених ділянках
Оцінка впливу на результати діяльності
Після тестування сольового розпилювача завжди оцінюйте ці функціональні аспекти:
- Цілісність печатки: Виміряйте швидкість витоку до і після впливу
- Сила спрацьовування: Порівняйте необхідне зусилля до і після тестування
- Оздоблення поверхні: Оцініть зміни, які можуть вплинути на компоненти спарювання
- Стабільність розмірів: Перевірте, чи немає здуття або деформації, спричинених корозією
Практичний приклад: Випробування автомобільних компонентів
Великий постачальник автомобільних запчастин зіткнувся з передчасною корозією пневматичних компонентів в автомобілях, що експортуються до країн Близького Сходу. Стандартне 96-годинне випробування сольовим розпилювачем не виявило проблеми.
Ми застосували модифікований циклічний тест, який включав
- 4 години сольового розпилення (5% NaCl при 35°C)
- 4 години висихання при 60°C з вологістю 30%
- 16 годин вологості при 50°C при вологості 95% RH
- Повторюється протягом 10 циклів
Це випробування успішно визначило механізм відмови протягом 7 днів, показавши, що поєднання високої температури і солі руйнує певний матеріал ущільнення. Після переходу на більш підходящу суміш кількість відмов у роботі зменшилася на 94%.
Як ви можете створити FMEA4 Що насправді запобігає збоям у польових умовах?
Аналіз режимів та наслідків відмов (FMEA) часто розглядається як паперова робота, а не як потужний інструмент забезпечення надійності. Більшість FMEA, які я переглядаю, або занадто загальні, або настільки складні, що не можуть бути використані на практиці.
Ефективний FMEA для пневматичних систем фокусується на специфічних для застосування режимах відмов, кількісно оцінює ймовірність і наслідки, використовуючи рейтинги, засновані на даних, і безпосередньо пов'язаний з методами перевірочних випробувань. Такий підхід зазвичай визначає на 30-40% більше потенційних режимів відмов, ніж загальні шаблони.
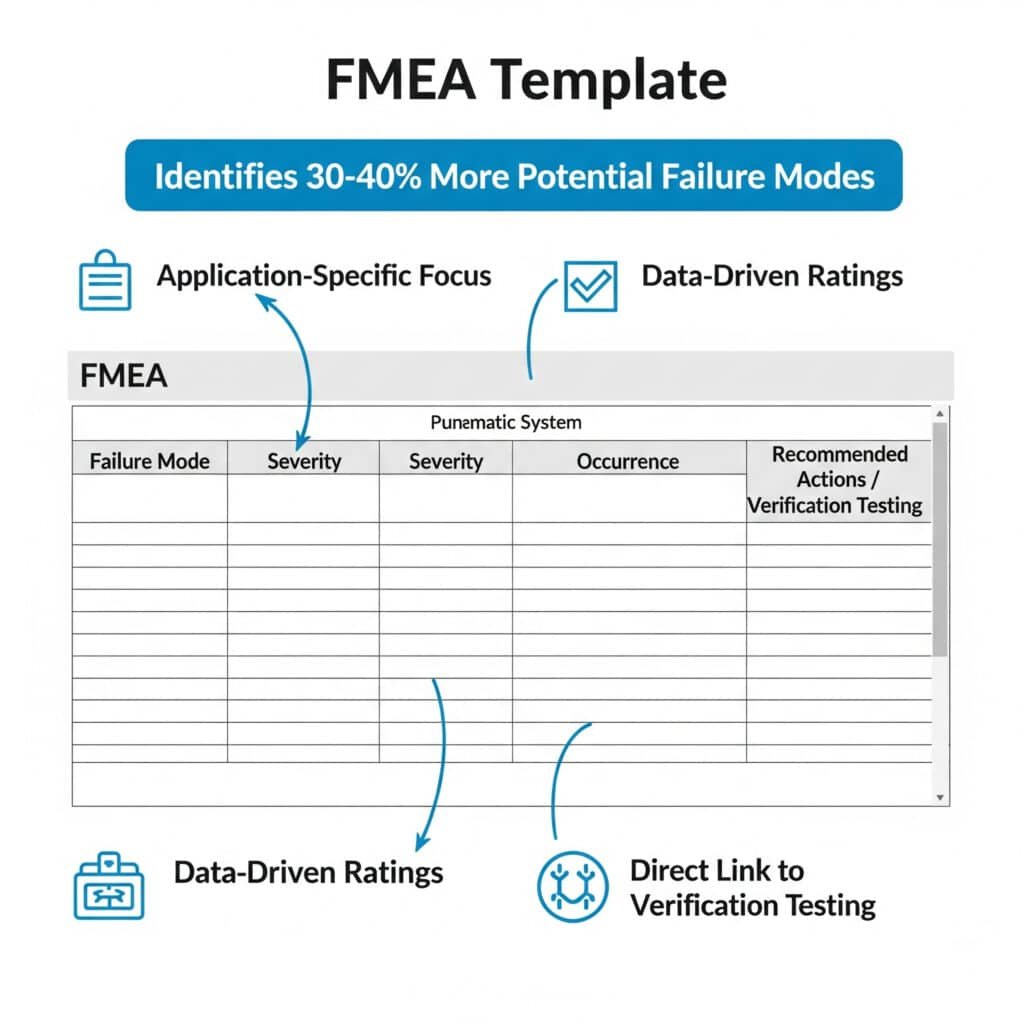
Структура FMEA для пневматичних компонентів
Найбільш ефективний шаблон FMEA для пневматичних систем включає ці ключові елементи:
| Розділ | Мета | Ключова перевага |
|---|---|---|
| Розподіл за компонентами | Ідентифікує всі критичні частини | Забезпечує комплексний аналіз |
| Опис функції | Визначає заплановану продуктивність | Роз'яснює, що таке відмова |
| Режими відмов | Перелічує конкретні причини, через які функція може вийти з ладу | Спрямовує цільове тестування |
| Аналіз ефектів | Описує вплив на систему та користувача | Визначає пріоритети критично важливих питань |
| Аналіз причин | Виявлення першопричин | Керує превентивними заходами |
| Поточний контроль | Документування існуючих гарантій | Запобігає дублюванню зусиль |
| Пріоритетність ризику Номер ризику5 | Кількісно оцінює загальний ризик | Фокусує ресурси на найвищих ризиках |
| Рекомендовані дії | Визначає кроки щодо пом'якшення наслідків | Створює план дій |
| Метод перевірки | Посилання на конкретні тести | Забезпечує належну валідацію |
Розробка специфічних для додатків режимів відмов
Типові FMEA часто не враховують найважливіші режими відмов, оскільки вони не враховують специфіку вашого застосування. Я рекомендую цей підхід для розробки комплексних режимів відмов:
Крок 1: Аналіз функцій
Розбийте кожну функцію компонента на конкретні вимоги до продуктивності:
Для безштокового пневматичного циліндра функції включають
- Забезпечити лінійний рух із заданою силою
- Підтримуйте точність позиціонування в межах допуску
- Утримують тиск без витоків
- Працюйте в межах швидкісних параметрів
- Підтримувати вирівнювання під навантаженням
Крок 2: Картування факторів навколишнього середовища
Для кожної функції розгляньте, як ці фактори навколишнього середовища можуть спричинити збій:
| Фактор | Потенційний вплив |
|---|---|
| Температура | Зміна властивостей матеріалу, теплове розширення |
| Вологість | Корозія, електричні проблеми, зміни тертя |
| Вібрація | Розслаблення, втома, резонанс |
| Забруднення | Знос, засмічення, пошкодження ущільнень |
| Зміна тиску | Напруга, деформація, пошкодження ущільнення |
| Частота циклу | Втома, накопичення тепла, поломка мастила |
Крок 3: Аналіз взаємодії
Розглянемо, як компоненти взаємодіють один з одним і з системою:
- Точки дотику між компонентами
- Шляхи передачі енергії
- Залежності сигнал/керування
- Питання сумісності матеріалів
Методологія оцінки ризиків
Традиційний розрахунок RPN (Risk Priority Number) часто не дозволяє точно визначити пріоритетність ризиків. Я рекомендую цей розширений підхід:
Оцінка серйозності (1-10)
Виходячи з цих критеріїв:
1-2: Незначний вплив, без помітного ефекту
3-4: Незначний вплив, незначне зниження продуктивності
5-6: Помірний вплив, знижена функціональність
7-8: Серйозний вплив, значна втрата продуктивності
9-10: Критичний вплив, загроза безпеці або повна відмова
Рейтинг поширеності (1-10)
На основі ймовірності, керованої даними:
1: <1 на мільйон циклів
2-3: 1-10 на мільйон циклів
4-5: 1-10 на 100 000 циклів
6-7: 1-10 на 10 000 циклів
8-10: >1 на 1000 циклів
Рейтинг виявлення (1-10)
На основі можливостей перевірки:
1-2: Певне виявлення до впливу на клієнта
3-4: Висока ймовірність виявлення
5-6: Помірна ймовірність виявлення
7-8: Низька ймовірність виявлення
9-10: Неможливо виявити поточними методами
Зв'язок FMEA з верифікаційними випробуваннями
Найціннішим аспектом правильного FMEA є створення прямих зв'язків з перевірочними випробуваннями. Для кожного режиму відмови вкажіть:
- Метод випробування: Конкретний тест, який перевірить цей режим відмови
- Параметри тесту: Точні необхідні умови
- Критерії успішності/неуспішності: Кількісні стандарти прийнятності: Кількісні стандарти прийнятності
- Розмір вибірки: Вимоги до статистичної достовірності
Практичний приклад: Вдосконалення проектування на основі FMEA
Виробник медичного обладнання в Данії розробляв новий пристрій з використанням безштокових пневматичних циліндрів для точного позиціонування. Початковий FMEA був загальним і не враховував декілька критичних режимів відмов.
Використовуючи наш процес FMEA для конкретного застосування, ми визначили потенційний режим відмови, коли вібрація може спричинити поступове зміщення підшипникової системи циліндра. Це не було виявлено під час стандартного тестування.
Ми розробили комбіноване вібраційне та циклічне випробування, яке імітувало 5 років експлуатації за 2 тижні. Випробування виявило поступове погіршення експлуатаційних характеристик, що було б неприйнятним у медичному застосуванні. Змінивши конструкцію підшипника та додавши вторинний механізм вирівнювання, проблему було вирішено ще до запуску продукту у виробництво.
Висновок
Ефективна перевірка надійності пневматичних систем вимагає ретельно підібраних спектрів вібраційних випробувань, відповідних циклів випробувань сольовим туманом і всебічного аналізу режимів відмов. Інтегруючи ці три підходи, ви можете значно скоротити час перевірки, одночасно підвищуючи впевненість у довгостроковій надійності.
Поширені запитання про перевірку надійності
Який мінімальний обсяг вибірки необхідний для надійного тестування пневматичних компонентів?
Для пневматичних компонентів, таких як безштокові циліндри, статистична достовірність вимагає тестування щонайменше 5 одиниць для кваліфікаційних випробувань і 3 одиниць для поточної перевірки якості. Для критичних застосувань можуть знадобитися більші вибірки з 10-30 одиниць, щоб виявити малоймовірні режими відмов.
Як визначити відповідний коефіцієнт прискорення для тестування надійності?
Відповідний коефіцієнт прискорення залежить від механізмів руйнування, що випробовуються. Для механічного зносу типовими є коефіцієнти 2-5 разів. Для теплового старіння - 10-кратний. Для вібраційних випробувань можна застосовувати коефіцієнти 5-20 разів. Більш високі коефіцієнти ризикують викликати нереалістичні режими руйнування.
Чи можуть результати випробувань сольовим розпиленням передбачити фактичну корозійну стійкість через роки?
Випробування сольовим розчином дає відносні, а не абсолютні прогнози корозійної стійкості. Співвідношення між годинами випробувань і фактичними роками значно варіюється залежно від середовища. Для промислових приміщень 24-48 годин безперервного впливу сольового розпилення зазвичай відповідає 1-2 рокам впливу.
У чому різниця між DFMEA і PFMEA для пневматичних компонентів?
Аналіз проектування FMEA (DFMEA) зосереджується на недоліках, притаманних пневматичним компонентам, тоді як аналіз процесу FMEA (PFMEA) розглядає потенційні несправності, що виникають під час виробництва. Обидва підходи є необхідними - DFMEA забезпечує надійність конструкції, а PFMEA - стабільну якість виробництва.
Як часто слід повторювати тестування для перевірки надійності під час виробництва?
Повна перевірка надійності повинна проводитися під час первинної кваліфікації та щоразу, коли відбуваються значні зміни в конструкції або технологічному процесі. Скорочену перевірку (з фокусом на критичних параметрах) слід проводити щоквартально, зі статистичною вибіркою на основі обсягу виробництва та рівня ризику.
Які фактори навколишнього середовища мають найбільший вплив на надійність безштокових пневмоциліндрів?
Найважливішими факторами навколишнього середовища, що впливають на надійність безштокових пневмоциліндрів, є коливання температури (впливають на роботу ущільнень), забруднення твердими частинками (спричиняють прискорений знос) і вібрація (впливає на вирівнювання підшипників і цілісність ущільнень). На ці три фактори припадає приблизно 70% передчасних відмов.
-
Пояснює принципи прискорених випробувань на довговічність (ALT) - процесу випробування виробу шляхом впливу на нього умов (таких як навантаження, деформація, температура, напруга, швидкість вібрації), що перевищують його звичайні експлуатаційні параметри, з метою визначення терміну його служби за коротший проміжок часу. ↩
-
Надає огляд MIL-STD-810, військового стандарту США, який описує екологічні інженерні міркування та лабораторні випробування, зосереджуючись на широко використовуваних методах випробувань на вібрацію, що імітують реальні умови експлуатації обладнання. ↩
-
Детально описує стандарт ASTM B117, який забезпечує стандартизовану процедуру роботи з апаратом нейтрального сольового розпилення (туману) - поширеного і давнього корозійного випробування, що використовується для оцінки відносної корозійної стійкості матеріалів і покриттів. ↩
-
Пропонує всебічне пояснення аналізу режимів і наслідків відмов (FMEA) - систематичного, проактивного підходу до визначення потенційних режимів відмов у конструкції, процесі або продукті, а також оцінки ризику, пов'язаного з цими відмовами. ↩
-
Описує метод розрахунку числа пріоритетності ризику (RPN) у FMEA, який є кількісним ранжуванням ризику, розрахованим шляхом множення балів за серйозність, виникнення та виявлення, що використовується для визначення пріоритетності коригувальних дій. ↩
