

標準的雙位氣缸限制了自動化的靈活性,迫使工程師使用複雜的機械系統或昂貴的氣缸。 伺服解決方案1,成本增加 200-400%,並增加維護的複雜性。 多位置油壓缸透過機械制動、氣動排序或電子位置控制系統來實現中間停止,這些系統可將活塞精確定位在沖程長度上的預定位置,從而使用單一執行器實現複雜的自動化順序。 上周,我幫助了來自威斯康辛州的包裝工程師 Marcus,他的分選系統需要三個不同的位置,但卻苦於多個圓筒排列的複雜性和成本。🎯
目錄
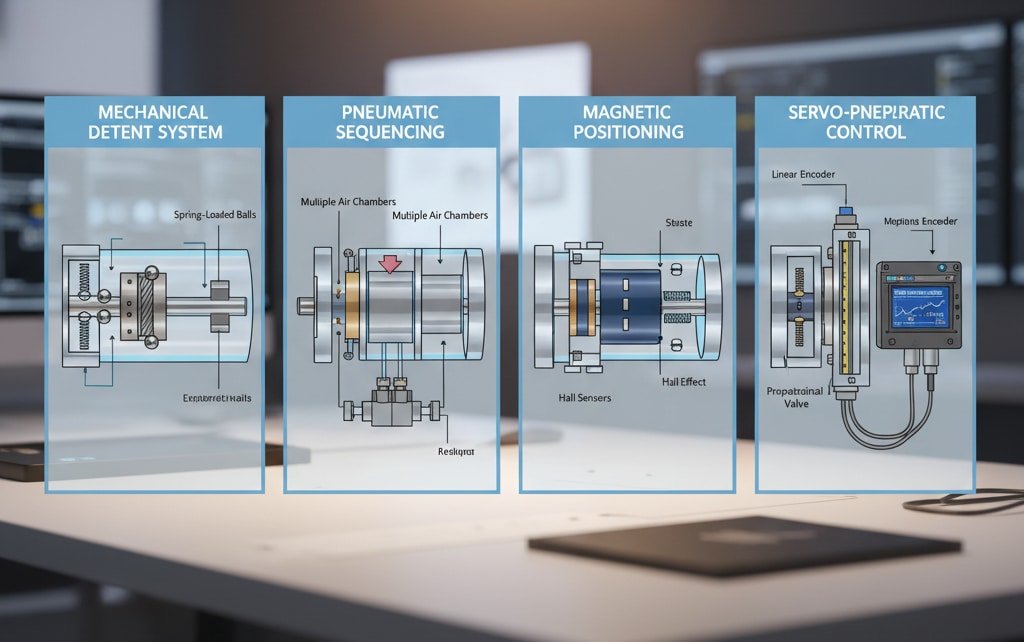
多工位氣缸技術有哪些不同類型?
瞭解各種多工位氣缸技術,有助於工程師針對特定的自動化要求和精度需求,選擇最佳的解決方案。
多位置氣缸利用帶彈簧球的機械制動系統、帶多個氣室的氣動排序、帶霍爾傳感器的磁性定位或帶電子回饋的伺服氣動控制,沿著氣缸行程實現精確的中間停止。
機械制動系統
彈簧式滾珠制動器:
- 活塞桿上的精密加工溝槽
- 彈簧球嚙合棘爪位置
- 緊急操作的機械超控功能
- 位置保持無需外部電源
凸輪驅動制動器:
- 旋轉凸輪機構控制位置選擇
- 每圈多個剎車位置
- 高保持力能力
- 適合重型應用
楔型制動器:
- 錐形楔形元件提供定位功能
- 自鎖設計可防止偏移
- 高精度和可重複性
- 適用於空間有限應用的精巧設計
氣動排序系統
Multi-Chamber 設計:
- 每個位置都有獨立的氣室
- 用於位置選擇的順序閥門控制
- 每個腔體獨立壓力控制
- 不同位置間的平順轉換
先導操作排序:
- 小型先導氣缸控制主氣缸位置
- 與多腔式相比,耗氣量更少
- 更快的回應時間
- 成本比全多腔室系統更低
電子位置控制
| 技術類型 | 定位精度 | 回應時間 | 電源需求 | 典型應用 |
|---|---|---|---|---|
| 機械制動 | ±0.1mm | 0.5-1.0 秒 | 無 | 組裝、分類 |
| 氣動順序 | ±0.5mm | 0.3-0.8 秒 | 壓縮空氣 | 材料處理 |
| 磁性位置 | ±0.05mm | 0.2-0.5 秒 | 24V 直流 | 精密組裝 |
| 伺服氣壓 | ±0.01mm | 0.1-0.3 秒 | 24V DC + 反饋 | 高精度應用程式 |
磁定位技術
- 非接觸位置偵測
- 活塞上有多個磁性目標
- 電子位置驗證
- 可程式定位點
簧片開關陣列:
- 簡單的開關位置偵測
- 沿圓筒長度有多個開關
- 符合成本效益的基本定位
- 在惡劣環境下仍能可靠運作
伺服氣壓整合
位置回饋系統:
比例閥控制:
Marcus 的包裝應用完美地展現了對多位置技術的需求。他的系統需要三個精確的位置:產品拾取 (25mm)、檢查站 (75mm) 和最終放置 (125mm)。傳統的解決方案需要三個獨立的氣缸或複雜的機械連結。我們的 Bepto 機械棘爪氣缸以單一、可靠的裝置提供所有三個位置!📦
機械制動系統如何提供可靠的位置控制?
機械棘爪系統透過精密設計的機械介面,可將鎖定汽缸鎖定在預定位置,提供堅固耐用、不受電力影響的定位功能。
機械式剎車系統使用彈簧球或楔塊,嚙合汽缸桿上精密加工的溝槽或凹口,在中間位置提供正向機械鎖定,具有高重複性和保持力,而不需要外部電源或複雜的控制。
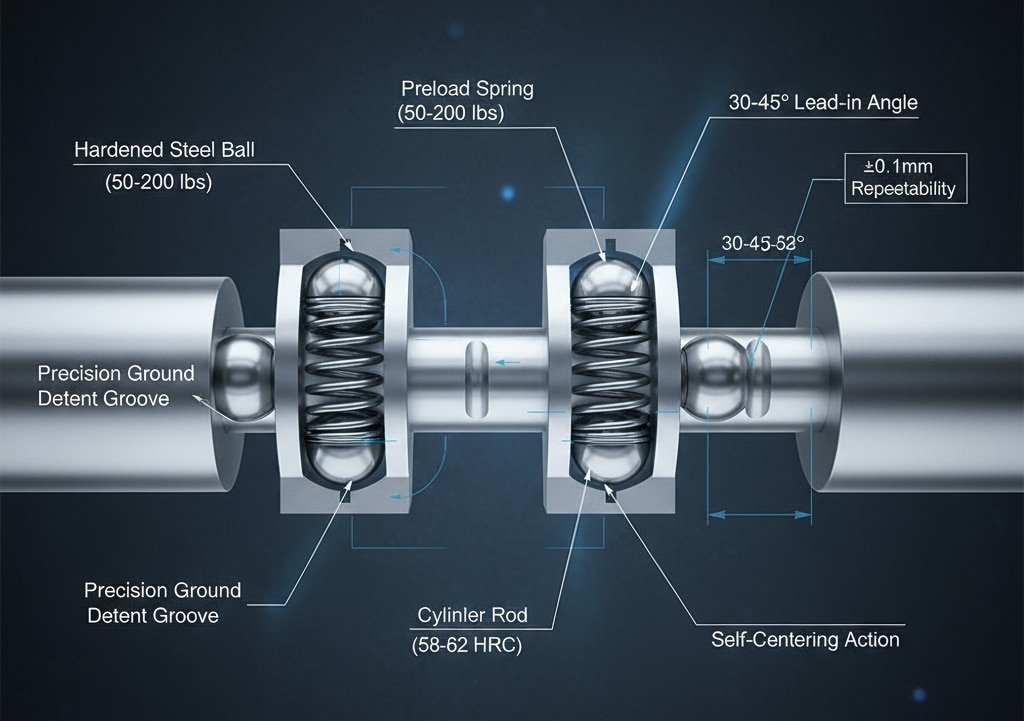
剎車機構設計
滾珠樞紐配置:
- 硬化鋼球(直徑通常為 6-12mm)
- 彈簧預壓力 50-200 lbs
- 精密研磨的制動槽
- 可重複性的自定心動作
訂婚幾何:
- 30-45 度的導入角度,讓嚙合更順暢
- 全半徑溝槽輪廓,提供最大接觸面
- 硬化表面 (58-62 HRC) 耐磨損
- 適當的間隙確保可靠的操作
位置精確度與重複性
機械精度:
- 溝槽加工公差 ±0.025mm
- 滾珠直徑公差 ±0.0025mm
- 彈力一致性 ±5%
- 整體位置重複性 ±0.1mm
影響精確度的因素:
- 制動元件的製造公差
- 長時間操作的磨損模式
- 影響嚙合力的負載變化
- 溫度對材料尺寸的影響
力分析和保持力
交戰部隊:
- 彈簧預壓決定齧合力
- 球接觸面積會影響應力分佈
- 溝槽幾何形狀會影響握持力
- 覆蓋力通常是齧合力的 2-3 倍
保持力計算:
- 軸向保持力 = 彈簧力 × sin(溝槽角度)
- 動態負載的安全係數通常為 3:1
- 彈簧力變化的溫度補償
- 透過測試驗證負載能力
設計變異與配置
| 剎車類型 | 可提供的職位 | 保持力 | 推翻力 | 最佳應用 |
|---|---|---|---|---|
| 滾珠制動器 | 2-8 位置 | 100-500 磅 | 200-1000 磅 | 一般自動化 |
| 楔形鎖 | 2-4 職位 | 500-2000 磅 | 1000-4000 磅 | 重型應用程式 |
| 凸輪樞軸 | 3-12 位置 | 200-800 磅 | 400-1600 磅 | 多步驟製程 |
| 磁性樞紐 | 2-6 個位置 | 50-300 磅 | 100-600 磅 | 清潔環境 |
安裝與調整程序
初始設定:
- 驗證制動器位置是否符合應用需求
- 調整彈簧預壓以獲得適當的嚙合力
- 測試緊急操作的超控力
- 記錄位置設定以供維護參考
維護要求:
- 定期檢查制動槽磨損
- 每年進行彈力驗證
- 移動部件的潤滑
- 更換磨損的剎車元件
常見問題的疑難排解
位置漂移:
- 檢查制動槽磨損模式
- 驗證彈力規格
- 檢查剎車機構是否受污染
- 評估負載條件與保持力
訂婚問題:
- 檢查鋼珠或楔塊磨損
- 檢查溝槽表面光潔度
- 確認適當的潤滑
- 評估元件之間的一致性
環境考量
溫度影響:
- 彈簧力隨溫度變化
- 制動元件的熱膨脹
- 溫度範圍的材料選擇
- 極端條件下的補償技術
污染防護:
- 適用於髒污環境的密封制動機構
- 供氣的過濾要求
- 外部元件的保護蓋
- 保養清潔程序
來自北卡羅萊納州的機器設計師 Jennifer 需要為她在惡劣製造環境下運作的焊接夾具提供可靠的定位。標準的氣動定位系統因污染和電源中斷而失效。無論電源狀態如何,我們的機械棘爪系統都能提供一致的定位,並證明其對焊接環境的影響免疫。 電磁干擾5!⚡
為什麼 Bepto 多工位氣缸是複雜自動化的明智選擇?
我們先進的多位置氣缸技術結合了精密的工程設計、彈性的組態選項和具成本效益的解決方案,可簡化複雜的自動化挑戰。
Bepto 多工位氣缸具有精密加工的夾持系統、可客製化的位置配置、適用於工業環境的堅固結構,以及全面的技術支援,提供可靠的多工位操作,成本比伺服替代品低 60%,同時保持卓越的精度和耐用性。
進階工程功能
精密製造:
- 公差 ±0.01mm 的 CNC 精密加工脫離槽
- 淬硬並研磨的制動表面 (60+ HRC)
- 精密匹配的彈簧組件
- 經過品質測試的位置重複性
客製化功能:
- 提供 2 至 8 個位置配置
- 自訂位置間距從 10 公釐到 500 公釐不等
- 50 至 2000 磅的可變握持力
- 適用於惡劣環境的特殊材料
配置選項與彈性
標準配置:
- 3 位元氣缸 (最普遍)
- 等間距或自訂位置間距
- 多種孔徑尺寸,從 1.5″ 到 8″ 不等
- 行程長度可達 60 英吋
自訂解決方案:
- 不對稱位置間距
- 每個位置的可變制動力
- 特殊安裝配置
- 整合式感測器與回授系統
性能規格
| 汽缸徑 | 最大位置 | 定位精度 | 保持力 | 操作壓力 |
|---|---|---|---|---|
| 1.5 吋 (40 公釐) | 6 個位置 | ±0.1mm | 200 磅 | 80-150 PSI |
| 2.5 吋 (63 公釐) | 8 職位 | ±0.1mm | 400 磅 | 80-150 PSI |
| 4 吋 (100 公釐) | 6 個位置 | ±0.05mm | 800 磅 | 80-150 PSI |
| 6 吋 (160 公釐) | 4 個位置 | ±0.05mm | 1500 磅 | 80-150 PSI |
品質與可靠性優勢
測試標準:
- 5 百萬次循環壽命測試
- 位置重複性驗證
- 保持力驗證
- 環境耐久性測試
可靠性功能:
- 密封剎車機構
- 耐腐蝕材料
- 溫度穩定彈簧
- 抗污染設計
成本效益分析
初始投資節省:
- 60% 成本比伺服氣壓系統更低
- 40% 少於多汽缸排列
- 降低安裝複雜度
- 較低的控制系統需求
營運成本效益:
- 位置保持無需外部電源
- 最低的維護需求
- 減少備用零件庫存
- 降低能源消耗
技術支援與服務
工程協助:
- 應用分析和汽缸尺寸
- 自訂位置配置設計
- 安裝與設定指南
- 故障排除與最佳化支援
文件與訓練:
- 全面的安裝手冊
- 維護程序文件
- 技術訓練計畫
- 線上支援資源
整合與相容性
控制系統整合:
- 與標準氣動閥相容
- 選購的位置回饋感測器
- PLC 整合能力
- 標準工業安裝介面
改造應用:
- 直接替換現有汽缸
- 與主要品牌的安裝相容性
- 連接埠螺紋選項 (NPT、G、M5)
- 提供客製化轉接器解決方案
成功案例與應用
經過驗證的應用:
- 組裝線定位系統
- 材料處理設備
- 包裝機械自動化
- 測試與檢驗設備
客戶結果:
- 95% 降低定位系統複雜度
- 80% 改善週期時間一致性
- 70% 降低維護需求
- 99.9% 位置重複性成就
我們的多位置氣缸技術為全球 800 多家客戶帶來了自動化的革命性改變,省去了對複雜機械系統的需求,同時以氣缸成本提供精確定位。我們不僅製造氣壓缸,還提供完整的定位解決方案,以簡化自動化並提昇生產力!🚀
總結
多位置氣缸省去了複雜的機械系統和昂貴的伺服解決方案,以簡單的氣動控制和可靠的機械操作提供精確的中間定位。
有關多工位氣缸的常見問題
問:單一多位置氣缸可提供多少個位置?
Bepto 多工位氣缸可提供 2 到 8 個不同的工位,視內孔尺寸和行程長度而定。大多數應用使用 3-4 個位置,以達到功能性與可靠性之間的最佳平衡,並可針對特定需求進行客製化配置。
問:如果汽缸在兩個位置之間卡住,會發生什麼情況?
我們的機械制動系統包含超控功能,可讓手動或氣動力將氣缸移至下一個位置。彈簧制動設計可在操作期間自然引導活塞到最近的穩定位置。
問:多位置氣缸能否承受與標準氣缸相同的負荷?
是的,Bepto 多位置油壓缸在所有位置都能保持完全的力。制動機構增加了保持力,而不是減少保持力,保持力範圍從 200 到 2000 磅,視配置而定。
問:如何使用現有的控制系統編程不同的位置?
多位置氣缸使用標準的氣動閥和定時控制。每個位置都需要特定的閥門順序和定時。我們提供詳細的程式設計指南,並可協助您針對特定應用進行控制系統整合。
問:多位置氣缸棘爪系統需要哪些維護?
維護工作極少 - 每年檢查制動器的嚙合情況、定期潤滑移動零件,以及驗證位置精確度。機械設計消除了需要經常校正或更換的電子元件。
