

您是否遇到不明原因的設備故障、氣動工具性能不穩定或耗氣量過大?這些常見問題通常可追溯至選擇或維護不當的 FRL(過濾器、調節器、潤滑器)單元。正確的 FRL 解決方案可以立即解決這些昂貴的問題。
理想的 FRL 裝置必須符合您系統的流量需求、提供適當的過濾而不會造成過大的壓降、提供精確的潤滑,並與您現有的設備完美整合。正確的選擇需要瞭解過濾與壓降的關係、油霧調整原理以及模組組裝的注意事項。
我記得去年造訪過俄亥俄州的一家製造廠,由於污染問題,他們每隔幾個月就要更換一次氣動工具。在分析了他們的應用並實施了適當大小的 FRL 裝置與適當的過濾之後,他們的工具壽命延長了 300%,耗氣量減少了 22%。讓我分享我在氣動產業 15 年以上的經驗。
目錄
- 瞭解過濾精度與壓降的關係
- 如何正確調整潤滑器的油霧輸送
- 模組化 FRL 組裝與安裝最佳實務
過濾精度如何影響氣動系統的壓降?
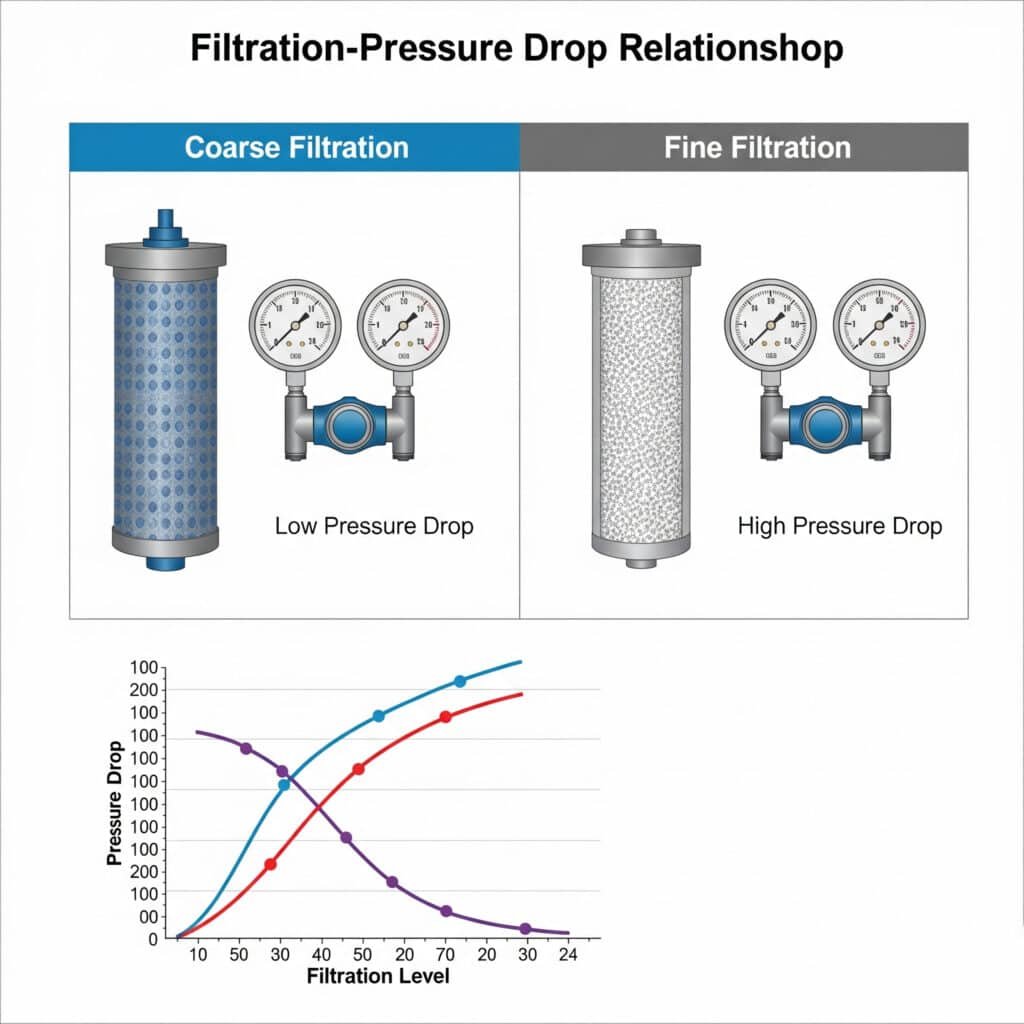
過濾精度與壓降之間的關係對於平衡空氣品質需求與系統效能要求至關重要。
更高的過濾精度(更小的微米等級)會產生更大的氣流阻力,導致過濾元件上的壓降增加。這種壓降降低了可用的下游壓力,可能會影響工具性能和能源效率。瞭解這種關係有助於為您的特定應用選擇最佳過濾等級。
瞭解過濾-壓降模型
過濾精度與壓降之間的關係遵循可預測的模式,並可以數學方式建模:
基本壓降公式
過濾器上的壓降可近似表示為:
ΔP = k × Q² × (1/A) × (1/d⁴)
在哪裡?
- ΔP = 壓力下降
- k = 濾波器系數 (取決於濾波器設計)
- Q = 流量
- A = 過濾器表面面積
- d = 平均孔隙直徑(與微米等級相關)
這個等式揭示了幾個重要的關係:
- 壓降隨著流速的平方而增加
- 更小的孔徑(更高的過濾精度)大幅增加壓降
- 濾網表面面積較大,可降低壓降
過濾等級及其應用
不同的應用需要特定的過濾等級:
| 過濾等級 | 微米等級 | 典型應用 | 預期壓降* |
|---|---|---|---|
| 粗 | 40-5 μm | 一般工廠空氣、基本工具 | 0.03-0.08 巴 |
| 中型 | 5-1 μm | 氣壓缸、閥 | 0.05-0.15 巴 |
| 精美 | 1-0.1 μm | 精密控制系統 | 0.10-0.25 巴 |
| 超細 | 0.1-0.01 μm | 儀器、食品/製藥 | 0.20-0.40 巴 |
| 微型 | <0.01 μm | 電子、呼吸空氣 | 0.30-0.60 巴 |
*使用清潔元件時的額定流量
優化過濾-壓降平衡
選擇最佳過濾等級:
確定所需的最低過濾級別
- 參考設備製造商的規格
- 考慮產業標準 (ISO 8573-11)
- 評估環境條件計算系統流量需求
- 所有元件的消耗量總和
- 應用適當的多樣性因子
- 增加安全餘量(通常為 30%)適當調整過濾器尺寸
- 選擇流量超過要求的過濾器
- 考慮過大尺寸以降低壓降
- 評估多級過濾選項
實例:過濾-壓降分析
上個月,我諮詢了明尼蘇達州的一家醫療設備製造商,他們的組裝設備出現了性能不穩定的問題。他們現有的 5 微米過濾器在峰值流量時造成 0.4 bar 的壓降。
透過分析其應用:
- 要求的空氣品質:ISO 8573-1 2.4.2 級
- 系統流量需求:850 NL/min
- 最低操作壓力:5.5 巴
我們實施了兩級過濾解決方案:
- 第一階段:5 微米通用過濾器
- 第二階段:0.01 微米高效濾網
- 兩種過濾器的處理能力均為 1500 NL/min
結果令人印象深刻:
- 綜合壓降降至 0.25 巴
- 空氣品質改善至 ISO 8573-1 1.4.1 等級
- 設備效能穩定
- 能源消耗減少 8%
壓降監控與維護
維持最佳過濾效能:
安裝壓力差指示器
- 視覺指示器可顯示需要更換的元件
- 數位監視器提供即時資料
- 某些系統提供遠端監控功能建立定期維護計劃
- 在壓力下降過多之前更換元件
- 設定間隔時,請考慮流速和污染程度
- 記錄壓降趨勢實施自動排水系統
- 防止冷凝水積聚
- 降低維護需求
- 確保一致的效能
您應該如何調整油霧輸送以達到最佳的氣動工具潤滑效果?
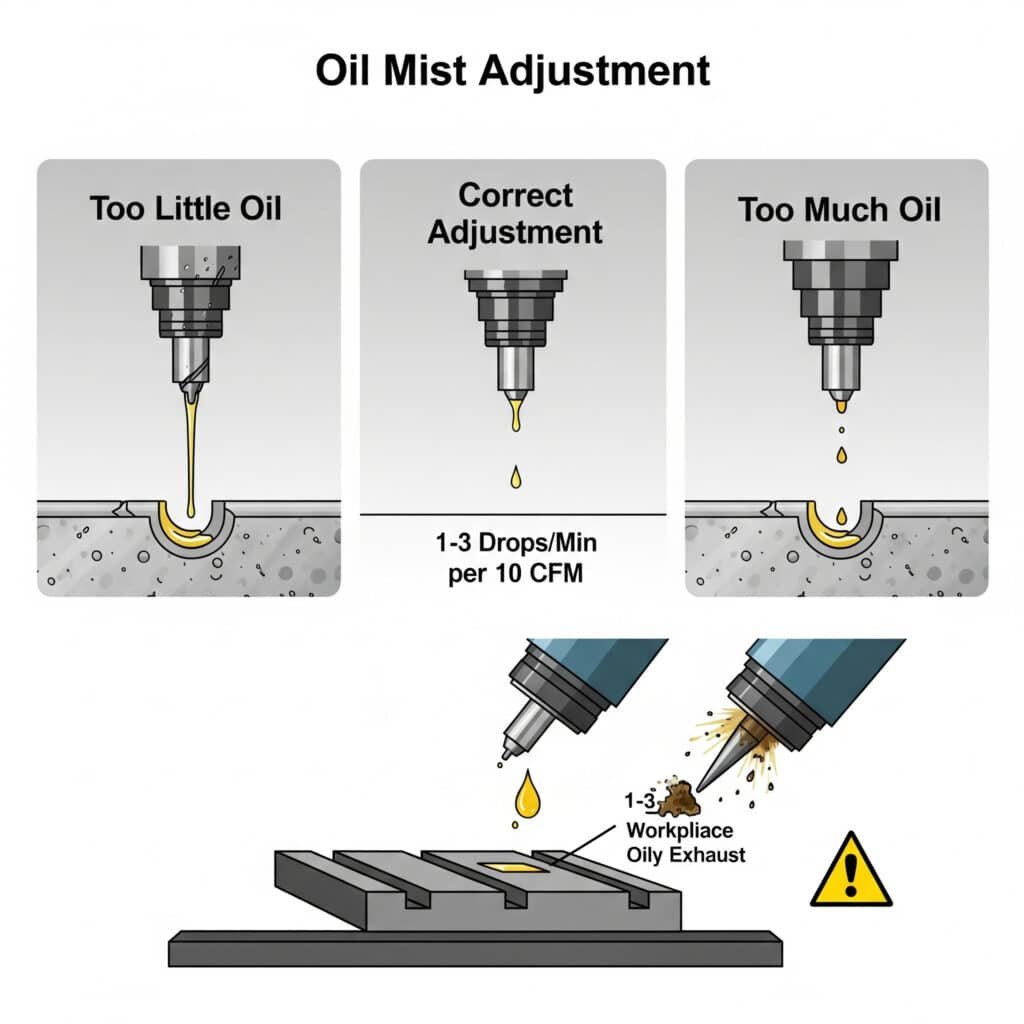
適當的油霧調整可確保氣動工具獲得足夠的潤滑,而不會過度耗油或污染環境。
在操作條件下,潤滑器中的油霧調節應為每 10 CFM(280 L/min)氣流每分鐘提供 1 至 3 滴油。油量太少會導致工具過早磨損,而油量過多則會浪費潤滑劑、污染工件,並造成環境問題。
瞭解氣動潤滑基本原理
適當的氣動元件潤滑對於以下方面至關重要:
- 減少摩擦和磨損
- 防止腐蝕
- 維護密封件
- 最佳化效能
- 延長設備壽命
油霧調整標準與準則
工業標準提供正確潤滑的指引:
ISO 8573-1 油含量分類
| ISO 等級 | 最大含油量 (mg/m³) | 典型應用 |
|---|---|---|
| 第一級 | 0.01 | 半導體、製藥 |
| 第二級 | 0.1 | 食品加工、重要儀器 |
| 第三級 | 1 | 一般氣動、標準自動化 |
| 第四級 | 5 | 重工業工具、一般製造業 |
| X 級 | >5 | 基本工具、非關鍵應用 |
建議供油率
輸油的一般準則是
- 每 10 CFM (280 L/min) 氣流每分鐘 1-3 滴
- 根據特定工具製造商的建議進行調整
- 針對高速或高負載應用略微增加
- 減少間歇性使用
逐步調整油霧程序
請遵循此標準程序進行精確的油霧調整:
確定所需的輸油速率
- 檢查工具製造商的規格
- 計算系統空氣消耗量
- 考慮工作週期和操作條件選擇適當的潤滑油
– ISO VG3 32 用於一般應用
- ISO VG 46 適用於較高溫應用
- 用於食品加工的食品級油品
- 適用於極端條件的合成機油設定初始調整
- 將潤滑器加注至建議液位
- 將調整旋鈕設定至中間位置
- 在正常壓力和流量下操作系統微調
- 透過觀察罩觀察滴水速率
- 操作期間每分鐘計數滴數
- 相應調整控制旋鈕
- 每次調整之間需等待 5-10 分鐘,以確保穩定性確認適當的潤滑
- 檢查工具排氣口是否有輕微油霧
- 磨合期結束後檢查工具內部
- 監控耗油率
- 根據工具性能按需調整
常見油霧調整問題及解決方案
| 問題 | 可能的原因 | 解決方案 |
|---|---|---|
| 不輸油 | 調整過低、通道阻塞 | 增加設定值、清潔潤滑器 |
| 機油消耗過多 | 調整過高、視窗圓頂損壞 | 減少設定,更換損壞的零件 |
| 不一致的機油輸送 | 氣流波動、油位過低 | 穩定氣流,保持適當油位 |
| 油霧化不正常 | 機油黏度不正確、低空氣流量 | 使用建議的機油,確保最低流量 |
| 漏油 | 密封件損壞、碗蓋過度鎖緊 | 更換密封件,僅用手擰緊 |
個案研究:油霧最佳化
我最近與密西根州的一家汽車零件製造商合作,他們的衝擊扳手過早失效。他們現有的潤滑系統所提供的油霧不一致,導致工具損壞。
分析其應用之後:
- 耗氣量: 每個工具 25 CFM
- 佔空比:60%
- 操作壓力:6.2 巴
我們實施了這些變更:
- 安裝適當大小的 Bepto 潤滑器
- 選用 ISO VG 32 氣壓油
- 將初始輸送速率設定為每分鐘 3 滴
- 實施每週核實程序
結果很顯著:
- 工具壽命從 3 個月增加到 1 年以上
- 耗油量減少 40%
- 維護成本每年減少 $12,000
- 工具故障減少,生產力提高
不同應用的機油選擇指引
| 應用類型 | 建議機油類型 | 黏度範圍 | 交貨率 |
|---|---|---|---|
| 高速工具 | 合成氣壓油 | ISO VG 22-32 | 每 10 CFM 2-3 滴/分鐘 |
| 衝擊工具 | 氣動工具油,含 EP 添加劑4 | ISO VG 32-46 | 每 10 CFM 2-4 滴/分鐘 |
| 精密機構 | 低粘度合成 | ISO VG 15-22 | 每 10 CFM 1-2 滴/分鐘 |
| 低溫環境 | 低傾點合成物 | ISO VG 22-32 | 每 10 CFM 2-3 滴/分鐘 |
| 食品加工 | 食品級 (H1) 潤滑油 | ISO VG 32 | 每 10 CFM 1-2 滴/分鐘 |
模組化 FRL 組裝與安裝的最佳做法是什麼?
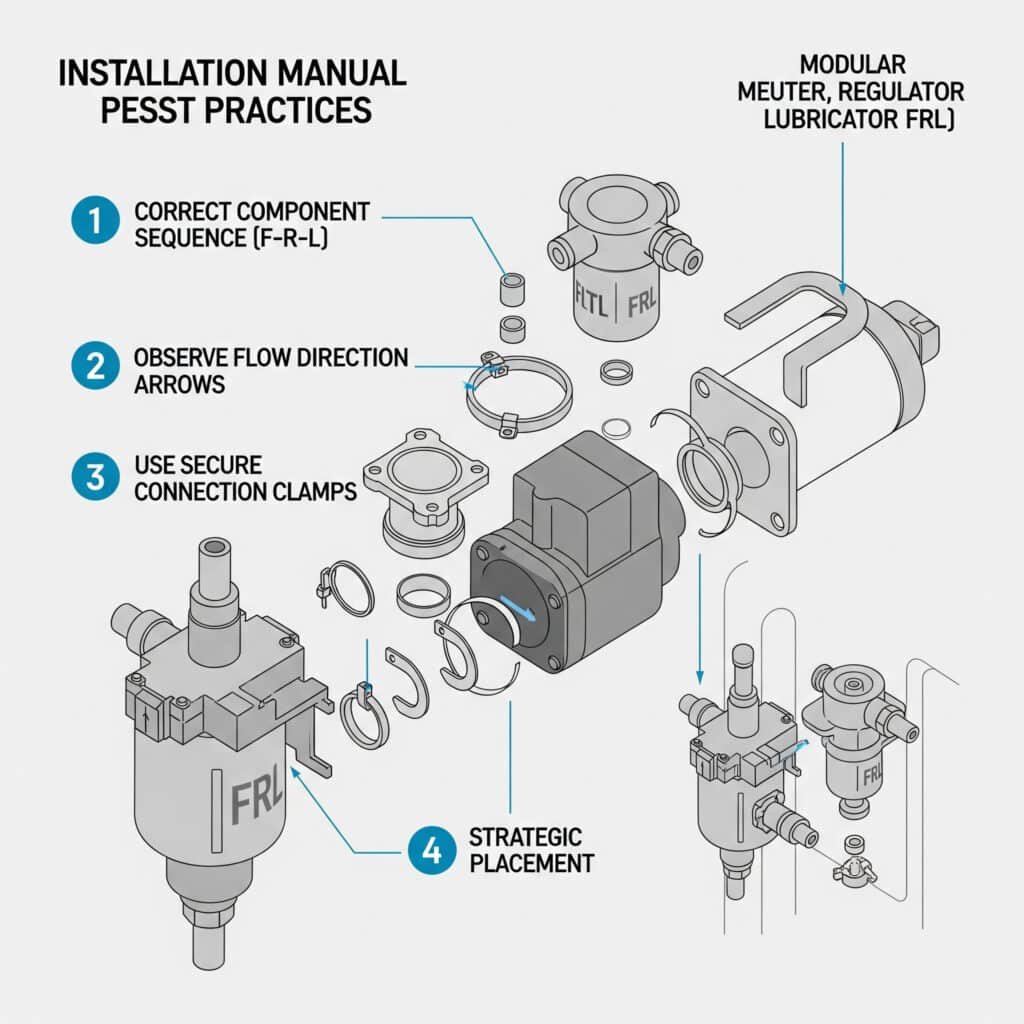
模組化 FRL 裝置的正確組裝與安裝,可確保最佳效能、易於維護及系統壽命長。
模組化 FRL 組裝需要仔細規劃組件順序、流向的正確定位、安全的連接方法,以及在氣動系統中的策略性放置。遵循組裝與安裝的最佳實務可防止洩漏、確保正常功能,並方便日後的維護。
瞭解模組化 FRL 元件
現代 FRL 裝置採用模組化設計,具有多項優點:
- 混搭功能
- 輕鬆擴充
- 簡化維護
- 節省空間的安裝方式
- 減少潛在洩漏點
元件順序與組態指南
FRL 組件的正確順序對於最佳效能至關重要:
標準配置(流向由左至右)
過濾器
- 去除污染物的第一個組件
- 保護下游元件
- 提供各種過濾等級調節器
- 控制並穩定壓力
- 位於濾波器之後,以提供保護
- 可能包括壓力錶或指示器潤滑器
- 組裝中的最後部件
- 在氣流中加入受控制的油霧
- 應在終端設備 10 英尺範圍內
附加元件
除了基本的 F-R-L 配置之外,還可以考慮這些額外的模組:
- 軟啟動閥門
- 閉鎖/暫停閥門
- 電子壓力開關
- 流量控制閥
- 增壓器
- 額外過濾級數
模組化組裝步驟指南
請按照以下步驟正確組裝模組化 FRL 裝置:
規劃配置
- 確定所需元件
- 驗證流量容量相容性
- 確保連接埠尺寸符合系統需求
- 考慮未來的擴充需求準備元件
- 檢查運送損壞
- 取下保護蓋
- 確認 O 形環已正確就位
- 確保活動零件運作自如組裝模組
- 對齊連接特性
- 插入接合夾或擰緊連接螺栓
- 遵循製造商的扭力規格
- 驗證模組間的安全連接安裝配件
- 安裝壓力錶
- 連接自動排水器
- 安裝壓力開關或感應器
- 如有需要,可增加安裝支架測試組裝
- 逐漸加壓
- 檢查洩漏
- 驗證每個元件的正常運作
- 進行必要的調整
安裝最佳實務
為達到最佳 FRL 效能,請遵循下列安裝指引:
安裝注意事項
- 高度:安裝在方便的高度 (通常距離地面 4-5 英尺)
- 無障礙:確保調整及維修時容易接近
- 導覽:垂直安裝,碗向下
- 清除:下方預留足夠空間,以便拆卸碗碟
- 支援:使用適當的壁掛架或面板安裝
管道建議
- 入口管道:最小壓降的尺寸(通常比 FRL 端口大一號)
- 出口管道:最小匹配連接埠尺寸
- 旁路線:考慮安裝旁路進行維護
- 彈性連接:在有震動的地方使用
- 坡度:水流方向略微向下傾斜,有助於排出冷凝水
特殊安裝注意事項
- 高震動環境:使用彈性連接器並固定安裝
- 戶外安裝:提供保護,避免直接暴露在天氣中
- 高溫區:確保環境溫度在規格範圍內
- 多條支線:考慮具有單獨調節的多歧管系統
- 關鍵應用:安裝備援 FRL 路徑
模組化 FRL 疑難排解指南
| 問題 | 可能的原因 | 解決方案 |
|---|---|---|
| 模組間漏氣 | O 形環損壞、連接鬆動 | 更換 O 型環,重新鎖緊連接 |
| 壓力波動 | 調節器尺寸不足,流量過大 | 增大調節器尺寸,檢查是否有限制 |
| 儘管有過濾器,系統中仍有水 | 飽和元件,旁路流量 | 更換元件,驗證尺寸是否正確 |
| 組裝間的壓降 | 元件堵塞、元件尺寸不足 | 清潔或更換元件,增大元件尺寸 |
| 難以維持設定 | 震動、組件損壞 | 增加鎖定裝置、維修或更換組件 |
個案研究:模組化系統實施
我最近幫助賓夕法尼亞州的一家包裝設備製造商重新設計他們的氣動系統。他們現有的設定使用螺紋連接的獨立元件,導致經常漏氣和維護困難。
透過執行模組化的 Bepto FRL 系統:
- 每個工位的組裝時間從 45 分鐘縮短至 10 分鐘
- 洩漏點數減少 65%
- 減少 75% 的維護時間
- 系統壓力穩定性大幅提升
- 未來的修改變得更簡單
模組化設計讓他們可以
- 在多台機器上實現元件標準化
- 減少備用零件庫存
- 根據需要快速重新配置系統
- 增加功能而無需大幅修改
模組化擴充規劃
設計 FRL 系統時,請考慮未來的需求:
適合成長的尺寸
- 選擇具有未來擴充流量能力的元件
- 考慮空氣消耗量的預期增加為其他模組預留空間
- 規劃擴充的實體佈局
- 記錄目前的配置標準化模組平台
- 使用一致的製造商和系列
- 維護常用元件的庫存記錄系統
- 建立詳細的組裝圖
- 記錄壓力設定和規格
- 制定維護程序
總結
選擇合適的 FRL 裝置需要瞭解過濾精度與壓降之間的關係、掌握油霧調節以獲得最佳潤滑效果,以及遵循模組化組裝與安裝的最佳實踐。運用這些原則,您可以優化氣動系統的性能、降低維護成本並延長設備壽命。
關於 FRL 單位選擇的常見問題
安裝過濾器、調節器和潤滑器單元的正確順序是什麼?
正確的安裝順序是先安裝過濾器,再安裝調壓器,最後安裝潤滑器 (F-R-L)。此順序可確保在空氣到達壓力調節器之前清除雜質,並在潤滑器添加機油之前保持調節後的空氣壓力穩定。以錯誤的順序安裝元件可能會導致調壓器損壞、壓力不穩定或潤滑不當。
如何為我的氣動系統確定合適尺寸的 FRL?
以 CFM 或 L/min 為單位計算您系統的最大氣流需求,從而確定合適的 FRL 大小,然後選擇流量至少高於此需求 25% 的 FRL。考慮 FRL 上的壓降(應該小於 10% 的管線壓力)、與您的管道相匹配的連接埠尺寸,以及根據您最敏感部件的過濾要求。
FRL 裝置的濾芯多久更換一次?
當壓差指示器顯示壓降過大時(通常為 10 psi/0.7 bar),或根據空氣品質和使用情況的時間維護計劃更換濾芯。在典型的工業環境中,這包括每月至每年一次。污染程度高的系統或關鍵應用可能需要更頻繁的更換。
氣動潤滑器可以使用任何類型的機油嗎?
不,您只能使用專為氣動系統設計的機油。這些潤滑油具有適當的黏度 (通常為 ISO VG 32 或 46)、含有防銹與抗氧化劑,並且經過適當的霧化處理。切勿使用液壓油、機油或一般用途的潤滑油,因為這些潤滑油會損壞密封件、產生沉澱物,而且在氣動系統中可能無法正確霧化。
是什麼原因導致 FRL 組件的壓降過大?
FRL 組件上的壓降過大通常是由於相對於流量要求而言元件尺寸不足、過濾元件堵塞、閥門部分關閉、連接器或轉接器中的限制、調節器調整不當或元件內部損壞造成的。定期維護、適當選型和監控壓差指示器有助於預防和識別這些問題。
我如何知道我的氣動工具是否獲得適當的潤滑?
潤滑適當的氣動工具會排出微細的油霧,在深色背景下可以看見,或在靠近排氣口的乾淨表面上感覺到輕微的油感。工具應順暢操作而不會過度發熱。潤滑太少會導致操作遲緩和過早磨損,而潤滑過多則會導致排氣口排出大量的油,並可能污染工件。
