

Špatné montážní postupy v tichosti ničí pohony v průmyslových zařízeních po celém světě a způsobují předčasná selhání, která stojí společnosti tisíce dolarů za neočekávané prostoje. Problémy s nesprávným seřízením jsou příčinou více než 60% poruch pneumatických pohonů, přesto lze většině těchto problémů zcela předejít správnými montážními technikami.
Správná montáž a seřízení může prodloužit životnost pohonu z 2-3 let na 8-10 let tím, že eliminuje boční zatížení1, což snižuje vnitřní opotřebení a zajišťuje optimální rozložení síly v celém zdvihovém cyklu pohonu. Klíčové je pochopit dráhy zatížení, zachovat kolmé montážní plochy a zavést správné podpůrné konstrukce.
Minulý týden mi volal frustrovaný manažer údržby z Ohia, jehož závod vyměňoval aktuátory každých 18 měsíců. Po přezkoumání jejich instalačních postupů jsme objevili jednoduché chyby v seřízení, které je stály více než $50 000 ročně za předčasné výměny. 😤
Obsah
- Jaké jsou kritické požadavky na montážní plochu pro dlouhou životnost aktuátoru?
- Jak eliminovat škodlivé boční zatížení při instalaci?
- Které nástroje a techniky vyrovnání zajišťují optimální výkon?
- Jaké běžné chyby při montáži způsobují předčasné selhání aktuátoru?
Jaké jsou kritické požadavky na montážní plochu pro dlouhou životnost aktuátoru?
Stabilita základů a přesnost povrchu jsou základem úspěšných instalací pohonů a přímo ovlivňují způsoby opotřebení vnitřních součástí.
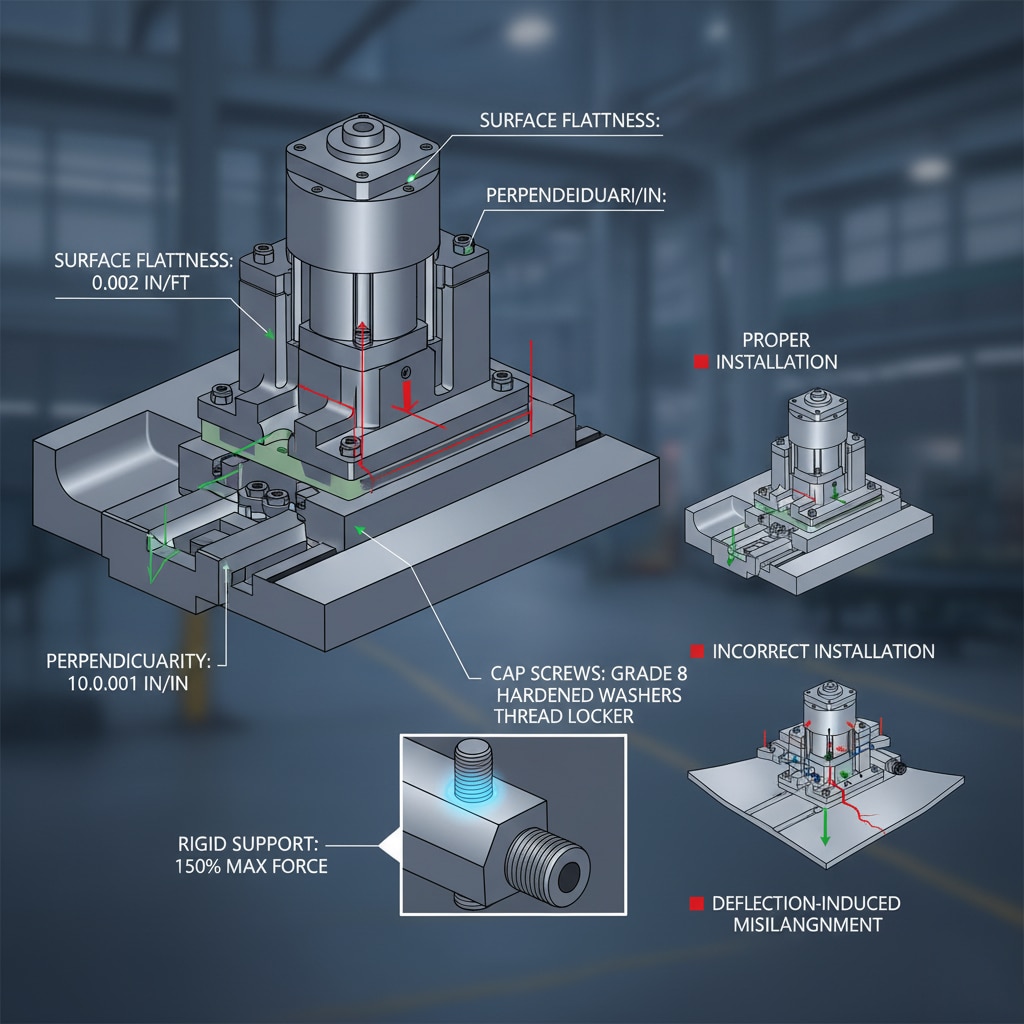
Montážní plochy musí být rovné v rozmezí 0,002″ na stopu, kolmé v rozmezí 0,001″ na palec a musí poskytovat tuhou podporu schopnou zvládnout 150% maximální výstupní síly pohonu, aby se zabránilo vychýlení způsobenému průhybem.
Základní normy pro přípravu povrchu
Správná montáž začíná pečlivou přípravou povrchu:
Požadavky na rovinnost a kolmost
- Rovinnost povrchu: Maximální odchylka 0,002″ po celé délce montáže
- Kolmá tolerance: V rozmezí 0,001″ na palec od montážní plochy
- Povrchová úprava: 125 RMS2 nebo lepší pro optimální kontakt
- Tloušťka materiálu: Minimálně 1,5násobek průměru šroubu pro dostatečný záběr závitu.
Specifikace montážního hardwaru
| Komponenta | Specifikace | Hodnota točivého momentu | Stupeň materiálu |
|---|---|---|---|
| Šrouby s uzávěrem | Minimální stupeň 8 | 75% z zkušební zatížení3 | Legovaná ocel |
| Podložky | Tvrzená plochá | NEUPLATŇUJE SE | SAE 1060+ |
| Montážní desky | Minimální tloušťka 1/4″ | NEUPLATŇUJE SE | Minimální množství oceli A36 |
| Zámek na nitě | Střední síla | Podle výrobce | Anaerobní lepidlo4 |
Úspěšný příběh z reálného světa
Pracovala jsem s Jennifer, inženýrkou v závodě na výrobu obalů v Charlotte v Severní Karolíně. Její tým zaznamenával každých šest měsíců poruchy tyčového těsnění na beztlakových válcích Bepto. Po kontrole jejich montážního nastavení jsme zjistili, že se jejich hliníkové montážní desky při zatížení ohýbají. Díky přechodu na správně dimenzované ocelové desky a opětovnému opracování montážních ploch nyní pohony Jennifer fungují bezchybně již více než 3 roky. 🔧
Jak eliminovat škodlivé boční zatížení při instalaci?
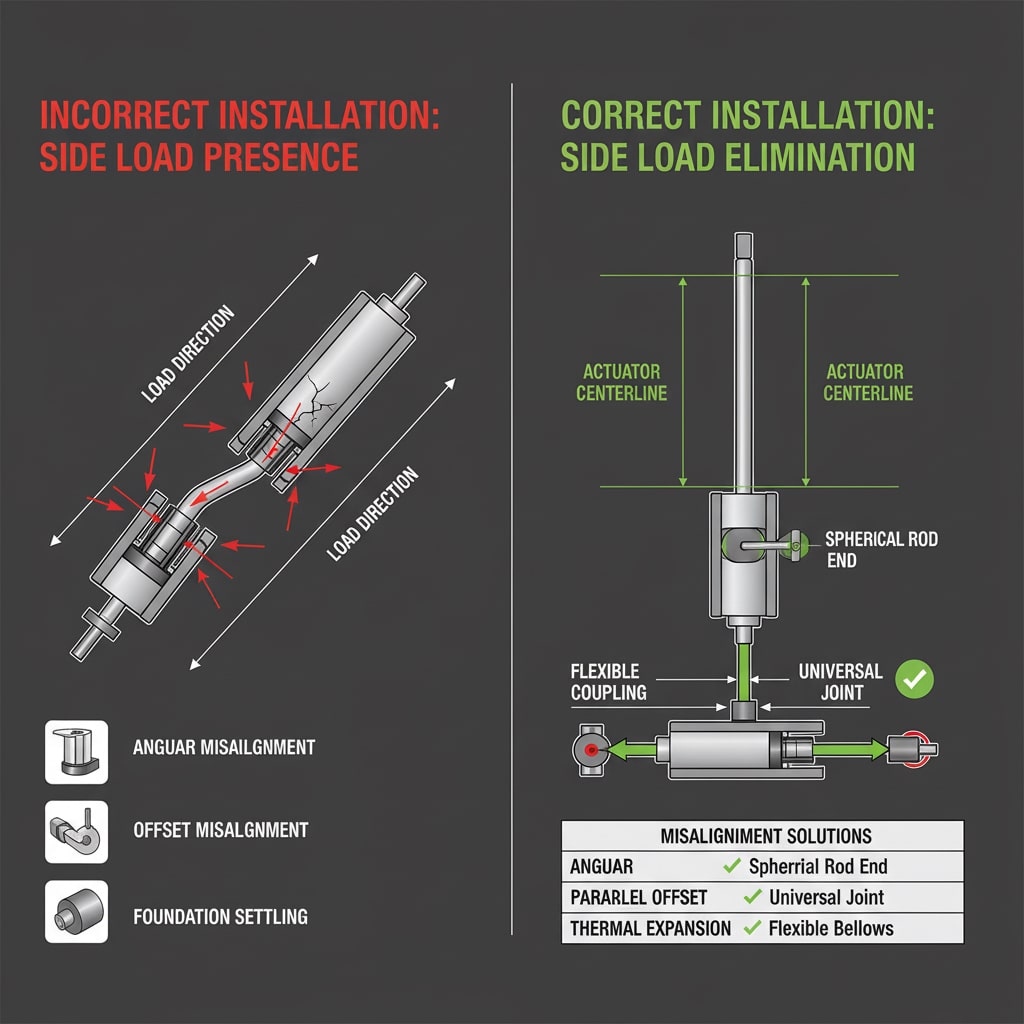
Boční zatížení představuje nejničivější sílu působící na pneumatické pohony, která způsobuje zrychlené opotřebení a katastrofální selhání těsnění.
Eliminace bočního zatížení vyžaduje udržování dokonalé souososti mezi osou pohonu a směrem zatížení, v případě potřeby použití pružných spojek a zajištění pohybu všech připojených součástí v paralelních rovinách v průběhu celého zdvihového cyklu.
Porozumění zdrojům bočního zatížení
Vedlejší zatížení vzniká v důsledku vícenásobných chyb při instalaci:
Příčiny primárního bočního zatížení
- Úhlová nesouosost: Osa tyče není rovnoběžná se směrem zatížení
- Posunutí nesouososti: Osa tyče posunutá od osy zatížení
- Tepelná roztažnost: Diferenciální roztažnost mezi pohonem a zátěží
- Usazování základů: Postupný pohyb montážních ploch
Techniky eliminace bočního zatížení
Řešení flexibilních spojů
- Sférické koncovky tyčí: Přizpůsobení úhlové nesouososti až 25°.
- Univerzální klouby: Zpracování úhlového i rovnoběžného posunu
- Pružný měch: Absorbovat rozdíly tepelné roztažnosti
- Posuvná vodítka: Zabraňuje vázání během zdvihových cyklů
| Typ nesouososti | Maximální tolerance | Doporučené řešení | Dopad na náklady |
|---|---|---|---|
| Angular | 0.5° | Kulový konec tyče | Nízká |
| Paralelní posun | 0,010″ | Univerzální kloub | Střední |
| Tepelná roztažnost | Proměnná | Pružná spojka | Střední |
| Usazování základů | 0,005″ | Nastavitelné držáky | Vysoká |
Které nástroje a techniky vyrovnání zajišťují optimální výkon?
Přesné seřízení vyžaduje specializované nástroje a systematické měřicí techniky, aby bylo dosaženo tolerancí nezbytných pro prodloužení životnosti pohonu.
Profesionální seřizování využívá laserové systémy pro aplikace s dlouhým zdvihem, číselníkové indikátory pro přesná měření a systematické postupy krok za krokem, které ověřují seřízení ve více polohách zdvihu, aby byl zajištěn konzistentní výkon v celém pracovním rozsahu.
Profesionální sada nástrojů pro vyrovnávání
Základní měřicí zařízení
- Laserové systémy pro vyrovnávání: přesnost ±0,001″ na více než 10 stopách
- Indikátory číselníku: Rozlišení 0,0001″ pro přesnou práci
- Přesné čtverce: Ověřené odkazy na kolmost
- Hmatová měřidla: Měření mezer a ověřování povrchového kontaktu
Postup vyrovnání krok za krokem
Počáteční fáze nastavení
- Montáž aktuátoru použití dočasných spojovacích prvků
- Zatížení polohy v polovině zdvihu
- Kontrola souběžnosti pomocí laseru nebo pravítka
- Ověření kolmosti s přesným čtvercem
- Měření vůlí na všech přípojných místech
Proces jemného nastavení
- Nastavení montážních podložek k dosažení paralelismu
- Přemístění polohy pohonu pro vyrovnání osy
- Ověření zarovnání v obou krajních polohách zdvihu
- Kontrola vázání v průběhu celého cyklu
- Použití konečného krouticího momentu na veškerý montážní hardware
Ve společnosti Bepto Pneumatics poskytujeme ke každé dodávce pohonu podrobný postup seřízení a náš tým technické podpory nabízí konzultace na dálku pro zajištění správné instalace. 📐
Jaké běžné chyby při montáži způsobují předčasné selhání aktuátoru?
Pochopení a předcházení častým chybám při instalaci může zabránit 90% předčasným poruchám pohonů v průmyslových aplikacích.
Mezi nejničivější chyby při montáži patří nedostatečné podepření základů, nesprávná volba spojovacího materiálu, zanedbání tepelné roztažnosti a neověření vyrovnání po první instalaci, přičemž každá z těchto chyb může snížit životnost pohonu o 50-80%.
Kritické chyby instalace
Chyby nadace a podpory
- Poddimenzované montážní desky: Způsobuje průhyb při zatížení
- Nedostatečný krouticí moment šroubu: Umožnění pohybu během provozu
- Smíšené třídy spojovacích prostředků: Vytváření nerovnoměrných upínacích sil
- Ignorování tepelných vlivů: Nezohlednění expanze/kontrakce
Chyby zarovnání a cesty zatížení
- Měření v jednom bodě: Nekontrolovat zarovnání v průběhu zdvihu
- Ignorování připojeného zařízení: Nezohlednění navazujícího zarovnání
- Nedostatečné odstupy: Vytváření rušení během provozu
- Špatná dokumentace: Nezaznamenávání rozměrů podle stavby
Nedávno jsem pomáhal Michaelovi, vedoucímu údržby v továrně na automobilové součástky v Detroitu. Jeho tým každý měsíc vyměňoval těsnění pohonů, protože se zdálo, že jde o běžné opotřebení. Šetření odhalilo, že znovu používají starý montážní hardware s roztaženými závity, což vytváří nestejné upínací síly. Po zavedení našich doporučených montážních postupů a použití správného spojovacího materiálu třídy 8 se intervaly výměny těsnění u Michaela prodloužily na více než 18 měsíců. 🚗
Kontrolní seznam prevence
| Check Point | Frekvence | Tolerance | Požadovaná opatření |
|---|---|---|---|
| Utahovací moment montážního šroubu | Instalace + 30 dní | ±10% specifikace | V případě potřeby znovu dotáhněte |
| Rovinnost povrchu | Před instalací | 0,002″/ft | Stroj v případě překročení |
| Ověření zarovnání | Instalace + 90 dní | Podle specifikace výrobce | V případě potřeby upravte |
| Mezery tepelné roztažnosti | Sezónní | Volný prostor pro návrh | Upravit, pokud dojde k vazbě |
Závěr
Správné postupy montáže a seřízení jsou základem spolehlivého výkonu pohonů a přímo určují, zda vaše zařízení bude fungovat měsíce nebo desetiletí.
Časté dotazy k montáži a seřízení akčního členu
Otázka: Jak často bych měl po instalaci kontrolovat seřízení pohonu?
Odpověď: Zkontrolujte seřízení do 30 dnů od instalace, poté čtvrtletně během prvního roku a následně jednou ročně. Aplikace s vysokým cyklem mohou vyžadovat častější kontrolu.
Otázka: Mohu na všechny montážní spojovací prvky použít přípravek pro zajištění závitů?
Odpověď: Na montážní šrouby použijte středně silné závitové těsnění, ale vyhněte se mu na seřizovacích šroubech nebo často servisovaných spojích. Vždy dodržujte specifikace výrobce pro konkrétní aplikaci.
Otázka: Jaké je maximální přípustné boční zatížení pneumatických pohonů?
Odpověď: Většina pneumatických pohonů zvládne 2-5% své tlakové síly jako boční zatížení, ale úplné odstranění bočního zatížení správným seřízením výrazně prodlužuje životnost.
Otázka: Jak zohlednit tepelnou roztažnost při montáži pohonu?
O: Vypočítejte očekávanou roztažnost na základě teplotního rozsahu a materiálových koeficientů. Zajistěte odpovídající vůle a použijte pružné spoje, pokud tepelný pohyb přesahuje 0,005″.
Otázka: Jsou náhradní pohony Bepto kompatibilní se stávajícím montážním kováním?
Odpověď: Ano, naše pohony zachovávají rozměrovou kompatibilitu s hlavními značkami OEM a zároveň nabízejí vynikající flexibilitu montáže a komplexní podporu při instalaci, což zajišťuje bezproblémovou výměnu s vyšší spolehlivostí.
-
Porozumět technické definici bočního zatížení (nebo radiálního zatížení) a jeho vlivu na ložiska a lineární pohybové systémy. ↩
-
Zjistěte, jak se k měření a určování mikroskopické drsnosti obrobeného povrchu používá efektivní střední kvadratická hodnota (RMS). ↩
-
Objevte definici zkušebního zatížení spojovacího prvku, maximální síly, kterou může vydržet bez trvalé deformace. ↩
-
Prozkoumejte vědecké poznatky o anaerobních lepidlech, která vytvrzují za nepřístupu vzduchu a zajišťují a utěsňují závitové spojovací prvky. ↩
