

Introduktion
Dine pneumatiske cylindre af aluminium er konstant udsat for angreb. 🛡️ Friktion, korrosion og slibende forurenende stoffer æder stille og roligt overfladen, hvilket forårsager for tidligt slid, tætningsfejl og dyre driftsstop. De fleste ingeniører er ikke klar over, at forskellen mellem en cylinder, der holder i 2 år, og en, der holder i 10 år, ofte kun er 25-50 mikron beskyttende belægning.
Hård anodisering skaber en tæt aluminiumoxid1 lag med en tykkelse på 25 til 100 mikron, der omdanner den bløde aluminiumsoverflade til en keramiklignende barriere med en hårdhed på 300-500 Vickers2, hvilket giver overlegen slidstyrke, korrosionsbeskyttelse og forlænget levetid. Oxidlagets tykkelse er direkte korreleret med beskyttelsesniveauet – tykkere lag giver eksponentielt bedre ydeevne i barske industrielle miljøer.
Jeg vil aldrig glemme samtalen med Robert, en vedligeholdelseschef hos en producent af bildele i Tennessee. Hans fabrik skiftede aluminiumscylindre uden stang ud hver 18.-24. måned på grund af det slibende metalstøv i deres slibeoperationer. OEM-cylindrene havde kun 15-20 mikron standardanodisering. Da vi leverede Bepto-cylindre med 50 mikron hård anodisering, blev hans udskiftningscyklus forlænget til over 5 år. Oxideringslagets tykkelse gjorde hele forskellen.
Indholdsfortegnelse
- Hvad er hård anodisering egentlig, og hvordan fungerer det?
- Hvordan påvirker oxidlagets tykkelse cylinderens ydeevne?
- Hvad er forskellen mellem standardanodisering og hård anodisering?
- Hvilke industrielle anvendelser kræver dybere anodiseringslag?
Hvad er hård anodisering egentlig, og hvordan fungerer det?
Hård anodisering er ikke en belægning – det er en transformation af selve aluminiummet. ⚡
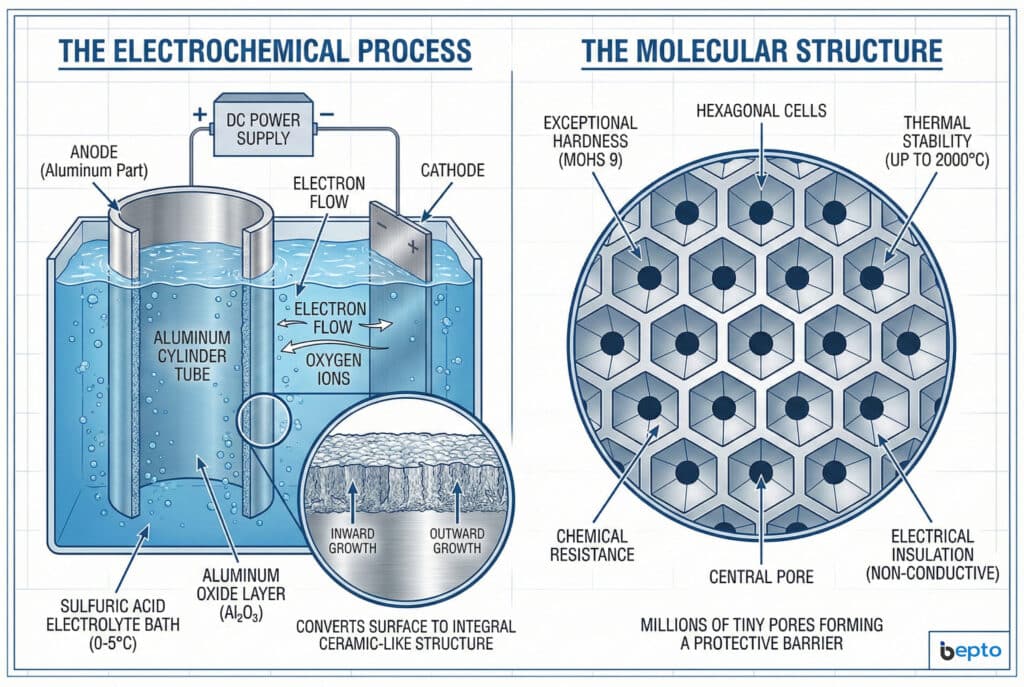
Hård anodisering er en elektrokemisk proces3 der omdanner den ydre aluminiumsoverflade til aluminiumoxid (Al₂O₃) gennem kontrolleret oxidation i et svovlsyreelektrolytbad ved temperaturer tæt på frysepunktet. I modsætning til maling eller plettering, der ligger oven på metallet, vokser oxidlaget både indad og udad fra den oprindelige overflade, hvilket skaber en integreret keramiklignende struktur, der ikke kan skalle af, flage eller adskille sig fra grundmaterialet.
Den elektrokemiske proces
Den hårde anodiseringsproces omfatter flere kritiske trin, der bestemmer den endelige oxidlagskvalitet:
Forberedelse af overflade: Aluminiumscylinderrøret rengøres og affedtes grundigt for at fjerne eventuelle forurenende stoffer, der kan forstyrre en ensartet oxiddannelse.
Elektrolytbade: Delen nedsænkes i en svovlsyreopløsning (typisk med en koncentration på 15-20%) ved en temperatur på 0-5 °C (32-41 °F). Den lave temperatur er afgørende, da den nedsætter opløsningshastigheden og gør det muligt at danne tykkere og tættere oxidlag.
Anvendelse af elektrisk strøm: Der tilføres en jævnstrøm på 24-36 volt, hvor aluminiumsdelen fungerer som anode (positiv elektrode). Strømtætheden varierer typisk fra 2-4 ampere pr. kvadratdecimeter.
Vækst af oxidlag: Når strømmen flyder, kombineres iltioner fra elektrolytten med aluminiumatomer på overfladen, hvilket skaber aluminiumoxid. Laget vokser med cirka 1-2 mikron pr. minut, afhængigt af parametrene.
Den molekylære struktur
Det, der gør hård anodisering speciel, er den struktur, den skaber. Oxidlaget består af millioner af små sekskantede celler, der hver indeholder en central pore. Denne bikagestruktur giver:
- Enestående hårdhed: Aluminiumoxidkrystalstrukturen har en værdi på 9 på Mohs skala4 (diamant er 10)
- Termisk stabilitet: Bevarer egenskaber op til 2000 °C
- Kemisk modstandsdygtighed: Meget modstandsdygtig over for syrer, baser og opløsningsmidler
- Elektrisk isolering: Ikke-ledende egenskaber
Hvorfor temperaturen er vigtig
Hos Bepto holder vi vores anodiseringsbade på 2-4 °C, da temperaturkontrol er afgørende. Højere temperaturer får oxidlaget til at opløses lige så hurtigt, som det dannes, hvilket begrænser tykkelsen. Lavere temperaturer gør det muligt for det beskyttende lag at opbygge sig til 50-100 mikron, før opløsningshastigheden bliver betydelig.
Hvordan påvirker oxidlagets tykkelse cylinderens ydeevne?
Tykkere er ikke altid bedre, men i barske miljøer er det afgørende. 📏
Oxidlagets tykkelse bestemmer direkte slidstyrke, korrosionsbeskyttelsesdybde og levetid — hver yderligere 10 mikron hård anodisering kan forlænge cylinderens levetid med 30-50% i slidende miljøer. Lag på over 75-100 mikron kan dog blive skøre og tilbøjelige til mikrorevner under høj mekanisk belastning, hvilket kræver omhyggelig specifikation baseret på anvendelseskrav.

Ydeevne efter tykkelsesområde
Forskellige anvendelser kræver forskellige oxidlagsdybder:
| Anodiseringsdybde | Hårdhed (HV) | Bedste applikationer | Forventet levetid |
|---|---|---|---|
| 5-15 mikron (dekorativ) | 150-200 HV | Indendørs, rene miljøer | 1-2 år |
| 25-35 mikron (standard) | 250-350 HV | Generel industriel anvendelse | 3-5 år |
| 50-75 mikron (hård) | 400-500 HV | Slidende miljøer med høj slidtage | 7-10 år |
| 75-100 mikron (ekstra hård) | 450-550 HV | Ekstreme forhold, minedrift, kemikalier | 10-15 år |
Slidstyrkefaktoren
Jeg arbejdede sammen med Jennifer, der driver et træforarbejdningsanlæg i Oregon. Hendes pneumatiske cylindre var konstant udsat for savsmuld – et af de mest slibende materialer i industrielle miljøer. Standardanodiserede cylindre med 20 mikron belægning gik i stykker hver 14.-16. måned, da de fine partikler slibede gennem oxidlaget og begyndte at ridse aluminiumsunderlaget.
Vi leverede Bepto-stangløse cylindre med 60 mikron hård anodisering. Forskellen var dramatisk – efter 4 års kontinuerlig drift viste cylindrene minimal slitage. Det dybere oxidlag gav tilstrækkelig materialedybde til at absorbere den slidende slitage uden at nå det blødere aluminium nedenunder.
Korrosionsbeskyttelsesdybde
Oxidlaget fungerer som en barriere mod korrosive elementer:
- 25 mikrometer: Beskytter mod fugt og milde industrielle miljøer
- 50 mikron: Modstår saltsprøjt, kemiske dampe og sure miljøer
- 75+ mikron: Yder beskyttelse i marine miljøer, kemisk forarbejdning og udendørs installationer
Den dimensionelle afvejning
Her er noget, som mange ingeniører overser: hård anodisering ændrer dimensionerne. Oxidlaget vokser ca. 50% indad og 50% udad fra den oprindelige overflade. Et 50 mikron oxidlag betyder:
- 25 mikron tilføjet til den ydre diameter
- 25 mikron forbrugt fra basisaluminium
Ved præcisionsanvendelser skal dette indregnes i fremstillingstolerancerne. Hos Bepto bearbejder vi vores cylinderrør, så de bliver lidt mindre end den angivne størrelse for at tage højde for anodiseringens vækst, så de endelige dimensioner overholder specifikationerne.
Hvad er forskellen mellem standardanodisering og hård anodisering?
Procesparametrene gør hele forskellen. 🔬
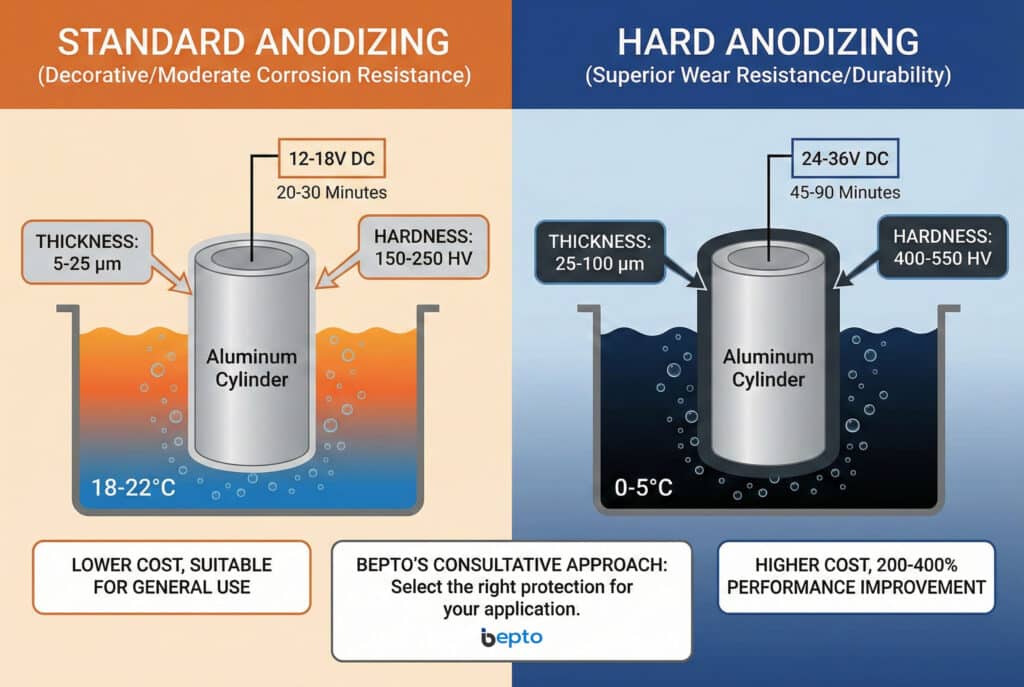
Hård anodisering bruger højere spændinger (24-36 V mod 12-18 V), koldere temperaturer (0-5 °C mod 18-22 °C) og længere behandlingstider (45-90 minutter mod 20-30 minutter) sammenlignet med standard anodisering, hvilket resulterer i oxidlag, der er 3-5 gange tykkere med betydeligt højere hårdhed og tæthed. Omkostningsforskellen er typisk 40-60% højere, men ydeevnen forbedres med 200-400% i slidkritiske applikationer.
Proces sammenligning
| Parameter | Standardanodisering | Hård anodisering |
|---|---|---|
| Badetemperatur | 18-22 °C (64-72 °F) | 0-5 °C (32-41 °F) |
| Spænding | 12-18 V DC | 24-36 V DC |
| Strømtæthed | 1-2 A/dm² | 2-4 A/dm² |
| Behandlingstid | 20-30 minutter | 45-90 minutter |
| Oxidtykkelse | 5-25 mikron | 25-100 mikron |
| Overfladens hårdhed | 150-250 HV | 400-550 HV |
| Farve | Klar til lysegrå | Mørkegrå til sort |
| Primært formål | Korrosionsbestandighed, udseende | Slidstyrke, holdbarhed |
Visuelle og taktile forskelle
Standardanodisering giver en relativt glat, ofte dekorativ overflade, der kan farves i forskellige farver. Hård anodisering skaber en mørkere, lidt ruere overflade med et karakteristisk kulgråt til sort udseende. Overfladen har en keramisk fornemmelse – hårdere og mindre “metallisk” end standardanodisering.
Cost-benefit-analyse
Prisforhøjelsen for hård anodisering er betydelig, men berettiget i de rigtige anvendelser:
Standardanodisering: Lavere startomkostninger, velegnet til 70% til generelle industrielle anvendelser, hvor slid og korrosion er moderate problemer.
Hård anodisering: Højere initialinvestering, der betaler sig gennem forlænget levetid, reduceret vedligeholdelse og eliminering af for tidlige fejl i krævende miljøer.
Hos Bepto tilbyder vi begge muligheder, fordi vi forstår, at ikke alle anvendelser kræver maksimal beskyttelse. Vores salgstilgang er rådgivende – vi hjælper dig med at vælge den passende anodiseringsdybde baseret på dine faktiske driftsforhold, ikke bare med at sælge den dyreste løsning.
Tætning og efterbehandling
Både standard- og hård anodisering drager fordel af forsegling – en efterbehandling, der lukker de mikroskopiske porer i oxidlaget:
- Varmtvandsforsegling: Omdanner oxid til hydreret aluminiumoxid, lukker porerne
- Nikkelacetatforsegling: Giver overlegen korrosionsbestandighed
- PTFE-imprægnering: Reducerer friktionskoefficienten for glidende anvendelser
Vores hårdanodiserede stangløse cylinderrør er som standard forseglet med nikkelacetat, hvilket giver et ekstra lag korrosionsbeskyttelse uden at gå på kompromis med slidstyrken.
Hvilke industrielle anvendelser kræver dybere anodiseringslag?
Ikke alle miljøer er ens. 🏭
Anvendelser, der involverer slibende partikler (træbearbejdning, minedrift, fødevareforarbejdning), korrosive atmosfærer (kemiske anlæg, kystfaciliteter, spildevandsrensning), højfrekvente operationer (emballering, bilmontering) eller udendørs installationer kræver 50-100 mikron hård anodisering for pålidelig langvarig ydeevne. Standard 25 mikron anodisering er tilstrækkelig til rene, indendørs, lavfrekvente anvendelser med minimal miljøpåvirkning.

Kategorier af højrisiko-miljøer
Miljøer med slibende partikler:
- Savværker og træforarbejdning (savsmuld)
- Fødevareforarbejdning (mel, sukker, kornstøv)
- Minedrift og tilslagsmaterialer (mineralt støv, sand)
- Metalbearbejdning (slibestøv, metalspåner)
- Tekstilproduktion (fiberpartikler)
Disse miljøer kræver mindst 50 mikron hård anodisering. De slibende partikler fungerer som mikroskopisk sandpapir, der gradvist slider de tyndere oxidlag ned.
Ætsende atmosfærer:
- Kemiske forarbejdningsanlæg (syredampe, eksponering for alkali)
- Kyst- og marinefaciliteter (saltstøv)
- Spildevandsrensning (hydrogensulfid, ammoniak)
- Landbrugsdrift (gødning, animalsk affald)
- Udendørs installationer (sur regn, industriel forurening)
Korrosion angriber fra flere vinkler – overfladekorrosion, intergranulær korrosion og galvanisk korrosion. Dyb anodisering (60-100 mikron) giver den nødvendige barriere tykkelse for at forhindre korrosive stoffer i at nå ned til aluminiumsunderlaget.
Applikationsspecifikke anbefalinger
Pakkelinjer: 40-50 mikron
Høje cyklusfrekvenser (millioner af cyklusser årligt) kombineret med produktrester kræver god slidstyrke. Hård anodisering i mellemdybde giver den optimale balance.
Montering af biler: 50-75 mikron
Metalpartikler, svejsesprøjt og krav om høj præcision kræver bedre beskyttelse. Investeringen betaler sig selv tilbage gennem færre produktionsstop.
Mad og drikke: 50-60 mikron
Overholdelse af FDA5, Hyppig rengøring med ætsende rengøringsmidler og nul tolerance over for forurening gør hård anodisering nødvendig. Det forseglede oxidlag forhindrer aluminium i at migrere ind i produkterne.
Farmaceutisk produktion: 60-75 mikron
Krav til renrum, aggressive rengøringsprotokoller og overholdelse af lovgivningen kræver maksimal beskyttelse. Det hårde oxidlag modstår både mekanisk slid og kemiske angreb.
Bepto-specifikationsmetoden
Når kunder kontakter os for at få udskiftet stangløse cylindre, spørger vi ikke kun om dimensioner – vi undersøger også driftsforholdene:
- Hvordan er det omgivende miljø? (temperatur, fugtighed, forurenende stoffer)
- Hvilke materialer behandles? (slibepotentiale)
- Hvad er det forventede antal cyklusser? (årlige operationer)
- Hvilke rengørings- eller vedligeholdelsesprotokoller anvendes? (kemisk eksponering)
- Hvad var fejltilstanden for den forrige cylinder? (analyse af slidmønster)
Baseret på disse faktorer anbefaler vi den passende anodiseringsdybde. Denne rådgivende tilgang er årsagen til, at vores kunder opnår en 30-40% længere levetid sammenlignet med generiske OEM-udskiftninger – vi tilpasser beskyttelsesniveauet til de faktiske anvendelseskrav.
Når standardanodisering er tilstrækkelig
For at være fair skal det siges, at ikke alle anvendelser retfærdiggør omkostningerne ved hård anodisering:
- Indendørs, klimatiserede faciliteter med minimal forurening
- Anvendelser med lav cyklus (<100.000 cyklusser årligt)
- Ikke-kritiske operationer hvor planlagt udskiftning er acceptabel
- Budgetbegrænsede projekter hvor de oprindelige omkostninger er det primære problem
I disse tilfælde giver vores standardanodisering på 25-35 mikron tilstrækkelig beskyttelse til en lavere pris.
Konklusion
Oxidlagets dybde på dine aluminiumscylindre er ikke kun en teknisk specifikation – det er en strategisk beslutning, der har indflydelse på pålidelighed, vedligeholdelsesomkostninger og driftskontinuitet. Når du forstår sammenhængen mellem anodiseringsdybde og ydeevne, kan du specificere det rigtige beskyttelsesniveau til din specifikke anvendelse. 🎯
Ofte stillede spørgsmål om hård anodisering af pneumatiske cylindre
Spørgsmål: Kan hård anodisering anvendes på eksisterende cylindre som en renoveringsmulighed?
Ja, aluminiumsflasker kan renses for gammel anodisering og anodiseres igen, men dette kræver specialudstyr og ekspertise. Processen omfatter kemisk rensning, forberedelse af overfladen og ny anodisering. Hver rense- og anodiseringscyklus fjerner dog 10-15 mikron af basisaluminium, så flasker kan typisk kun renoveres 2-3 gange, før dimensionstolerancerne kompromitteres. Hos Bepto tilbyder vi renoveringstjenester til cylindre af høj værdi, selvom udskiftning med nye enheder med de rette specifikationer ofte er mere omkostningseffektivt.
Spørgsmål: Har hård anodisering indflydelse på den indre boring i pneumatiske cylindre?
Den indre boring i aluminiumscylinderrør er typisk slebet til præcise tolerancer efter anodisering, ikke anodiseret i sig selv. Anodisering af boringen ville skabe dimensionelle uoverensstemmelser og potentielt forstyrre tætningsfunktionen. I stedet får den udvendige overflade en hård anodisering for at beskytte mod miljøpåvirkninger, mens boringen bevarer den præcise, glatte aluminiumsoverflade, der er nødvendig for korrekt tætningsfunktion og minimal friktion.
Spørgsmål: Hvordan kan jeg kontrollere den faktiske anodiseringstykkelse på en cylinder?
Oxidlagets tykkelse kan måles ikke-destruktivt ved hjælp af hvirvelstrømsmålere, der er specielt designet til anodiseringsmåling, og som giver målinger med en nøjagtighed på ±2 mikron. Alternativt giver destruktiv tværsnitsmikroskopi en definitiv måling. Hos Bepto gennemgår hvert produktionsparti en tykkelsesverifikation, og vi leverer certificeringsdokumentation med de faktiske målte værdier. Hvis du vurderer konkurrerende produkter, kan uafhængige testlaboratorier verificere anodiseringsdybden for $50-150 pr. prøve.
Spørgsmål: Vil hård anodisering gøre det sværere at montere eller installere mine cylindre?
Nej – hård anodisering påvirker ikke monteringsgrænseflader eller installationsprocedurer. Oxidlaget tilføjer kun 0,025-0,050 mm (25-50 mikron) til de ydre dimensioner, hvilket ligger inden for normale toleranceområder for pneumatiske komponenter. Monteringshuller, gevind og grænseflader maskeres typisk under anodisering eller bearbejdes bagefter for at opretholde præcise dimensioner. Vores Bepto-cylindre er direkte dimensionelle erstatninger for større OEM-mærker, uanset anodiseringsdybde.
Spørgsmål: Hvad er den typiske prisforskel mellem standardcylindre og hårdanodiserede cylindre?
Hård anodisering øger typisk produktionsomkostningerne for cylindre med 15-25% sammenlignet med standardanodisering, hvilket svarer til ca. $30-80 pr. cylinder afhængigt af størrelsen. Denne initialinvestering giver dog 2-4 gange længere levetid i krævende applikationer, hvilket resulterer i 40-60% lavere samlede ejeromkostninger over udstyrets levetid. Hos Bepto prissætter vi vores hårdanodiserede stangløse cylindre 25-35% under tilsvarende OEM-produkter, hvilket giver dig overlegen beskyttelse til konkurrencedygtige priser.
-
Udforsk de kemiske egenskaber og industrielle anvendelser af aluminiumoxid som beskyttende lag. ↩
-
Få indsigt i Vickers-hårdhedstesten og hvordan den måler modstanden i industrielle overflader. ↩
-
Lær om de elektrokemiske principper, der driver omdannelsen af aluminiumsoverflader under anodisering. ↩
-
Lær mere om Mohs-skalaen for mineralhårdhed, og hvordan den kan sammenlignes med industrielle materialer. ↩
-
Få adgang til retningslinjer om FDA's overholdelse af krav til stoffer, der kommer i kontakt med fødevarer, for fremstillingskomponenter. ↩
