

Introduktion
Din stempelstang er den mest sårbare komponent i dit pneumatiske system. 🎯 Hvert slag udsætter den for forurening, slid og korrosion – og den forkerte overfladebehandling kan betyde forskellen mellem 5 års pålidelig drift og katastrofal tætningssvigt på 18 måneder. De fleste indkøbschefer fokuserer på prisen, men den overfladebehandling, du vælger, vil afgøre dine reelle ejeromkostninger.
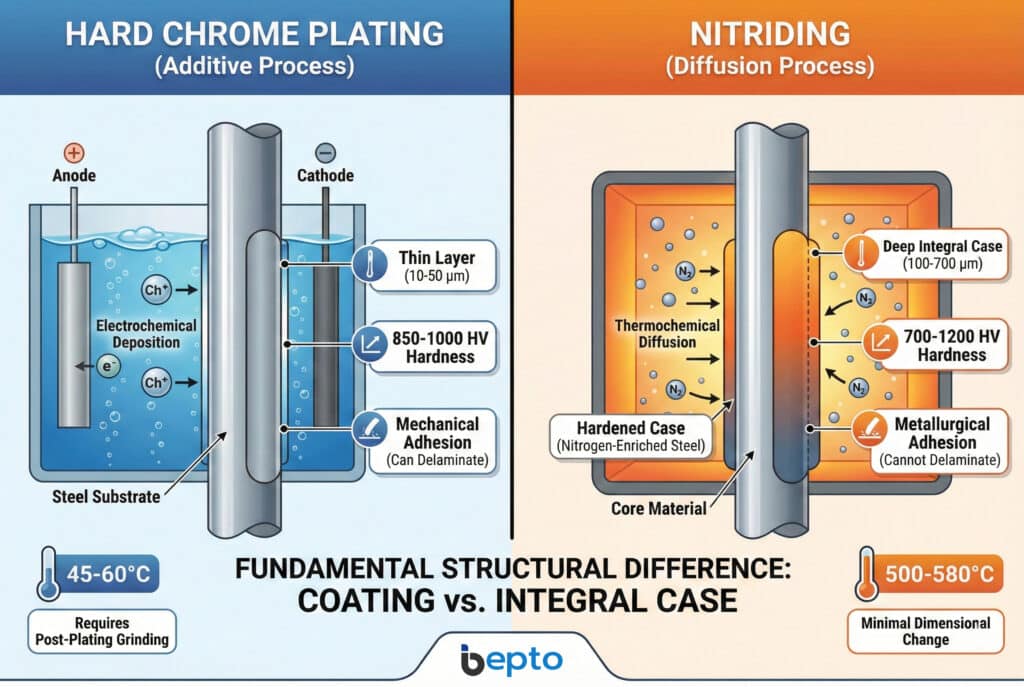
Hårdforkromning afsætter et 10-50 mikron tykt lag krom på stangens overflade, hvilket giver en hårdhed på 850-1000 HV, mens nitrering diffunderer nitrogen ind i stålunderlaget for at skabe et 0,1-0,7 mm cementeret lag, der når 700-1200 HV. Krom giver overlegen korrosionsbestandighed og lavere friktion, mens nitrering giver bedre træthedsbestandighed, ingen dimensionel vækst og eliminerer miljøproblemer forbundet med hexavalent krombehandling.
Sidste år arbejdede jeg sammen med Marcus, en fabrikschef hos en producent af hydraulisk udstyr i Pennsylvania. Hans fabrik oplevede for tidlige svigt i stangpakninger hver 8.-12. måned på deres standard forkromede cylindre. Stængerne så visuel perfekte ud, men mikroskopisk porøsitet i kromlaget gjorde det muligt for ætsende væsker at angribe stålbasen, hvilket forårsagede huller, der ødelagde tætningerne. Efter at have skiftet til vores Bepto-nitrerede stempelstænger blev hans tætningsudskiftningsinterval forlænget til over 4 år – og han undgik de miljømæssige problemer, der er forbundet med krombelægningsaffald.
Indholdsfortegnelse
- Hvad er de grundlæggende forskelle mellem forkromning og nitrering?
- Hvordan påvirker disse behandlinger tætningernes levetid og systemets ydeevne?
- Hvilken behandling giver bedre langsigtet værdi og pålidelighed?
- Hvilke miljømæssige og lovgivningsmæssige faktorer bør påvirke dit valg?
Hvad er de grundlæggende forskelle mellem forkromning og nitrering?
Det er ikke bare forskellige belægninger – det er fundamentalt forskellige metallurgiske processer. 🔬
Hårdforkromning er en elektrokemisk afsætningsproces, der tilføjer et tyndt kromlag til stangens overflade, mens nitrering er en termokemisk proces. diffusion1 proces, der ændrer stålets overfladekemi ved at indføre nitrogenatomer i den krystallinske struktur. Krom skaber en belægning, der potentielt kan adskille sig fra underlaget, mens nitrering skaber en integreret hærdet skal, der ikke kan delaminere, fordi den ER basismaterialet, kemisk transformeret.
Hård forkromningsproces
Hårdforkromning indebærer, at stempelstangen nedsænkes i et elektrolytisk bad indeholdende kromsyre og svovlsyre. Når der tilføres elektrisk strøm, afsættes kromioner på stangens overflade, hvor de atom for atom opbygger et lag.
Vigtige processtrin:
- Forberedelse af overflade: Slibning og polering for at opnå den krævede overfladefinish (typisk 0,2-0,4 Ra)
- Rengøring: Alkalisk rengøring efterfulgt af syreaktivering for at sikre vedhæftning
- Plating: Nedsænkning i kromsyrebad ved 45-60 °C med en strømtæthed på 30-60 A/dm²
- Efterbehandling: Slibning til endelige dimensioner og overfladefinish (0,1-0,2 Ra)
Det resulterende kromlag er ekstremt hårdt (850-1000 HV2), korrosionsbestandig og giver en overflade med lav friktion. Det er dog en additiv proces – der tilføjes materiale til stangen, hvilket kræver slibning efter plettering for at opnå de endelige dimensioner.
Nitrideringsproces
Nitrering er en varmebehandlingsproces, hvor nitrogen diffunderer ind i ståloverfladen ved temperaturer under materialets omdannelsespunkt (typisk 500-580 °C for stål).
Vigtige processtrin:
- Forberedelse af overflade: Bearbejdning til næsten endelige dimensioner og rengøring
- Maskering: Beskyttelse af områder, der ikke må nitreres (gevind, tætningsriller)
- Nitrering: Udsættelse for nitrogenrig atmosfære (gas, plasma eller saltbad) i 10-90 timer
- Køling: Langsom afkøling for at forhindre forvrængning
- Endelig efterbehandling: Let polering, hvis nødvendigt (minimal fjernelse af materiale)
Nitrogenatomerne diffunderer ind i stålet, danner jernnitrider og skaber en hærdet skal, der gradvist overgår til kernematerialet. Dette er en omdannelsesproces – der tilføjes ikke noget materiale, så dimensionel vækst er minimal (typisk <5 mikron).
Strukturel sammenligning
| Karakteristisk | Hård forkromning | Nitrering |
|---|---|---|
| Proces type | Elektrokemisk afsætning | Termokemisk diffusion |
| Lagtykkelse | 10-50 mikron | 100-700 mikron |
| Hårdhed | 850-1000 HV | 700-1200 HV (overflade) |
| Dimensionel ændring | +20-100 mikron (kræver slibning) | <5 mikron (minimal) |
| Adhæsion | Mekanisk (kan delaminere) | Metallurgisk (integreret) |
| Behandlingstid | 4-12 timer | 10-90 timer |
| Behandlingstemperatur | 45-60 °C | 500-580 °C |
| Substratkrav | Ethvert stål | Mellemhøjt kulstof- eller legeret stål |
Hvorfor forskellen er vigtig
Hos Bepto har vi testet begge behandlinger grundigt på tusindvis af cylindre. Den grundlæggende strukturelle forskel – belægning kontra konvertering – bestemmer ydeevnen i virkelige anvendelser. Chroms tynde, hårde overflade er fremragende i rene miljøer med god smøring. Nitreringens dybe, integrerede overflade håndterer stødbelastninger, træthed og forurenede miljøer bedre, fordi hårdheden strækker sig langt under overfladen.
Hvordan påvirker disse behandlinger tætningernes levetid og systemets ydeevne?
Stangens overflade er der, hvor gummiet møder metallet – bogstaveligt talt. ⚙️
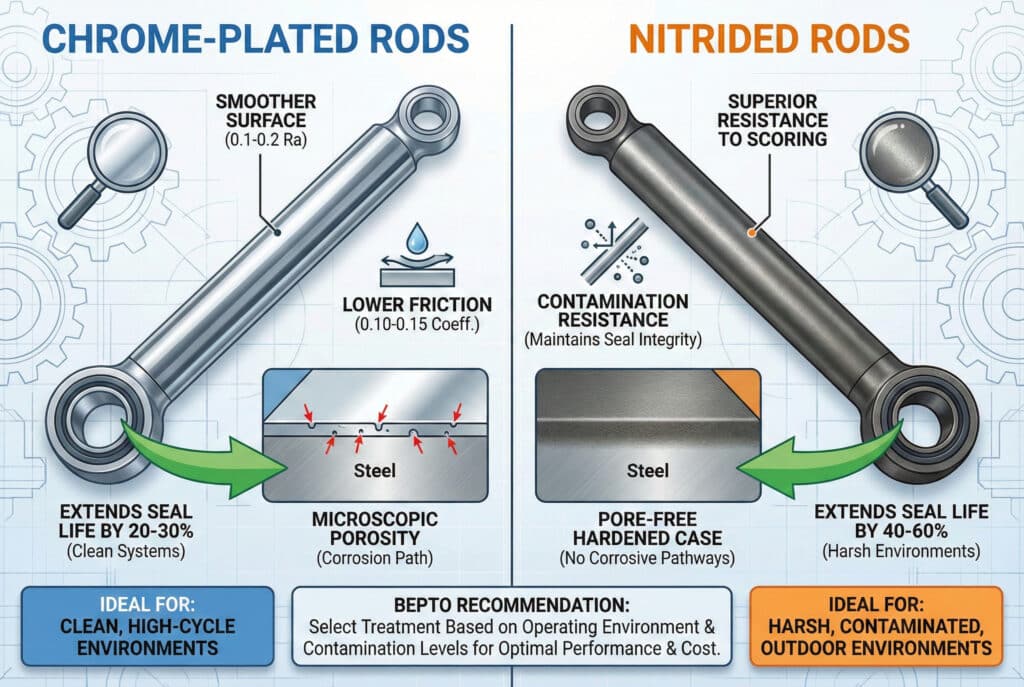
Forkromede stænger har lavere friktionskoefficienter (0,10-0,15) og glattere overflader (0,1-0,2 Ra), hvilket reducerer slid på tætninger i rene, velolierede systemer og forlænger tætningernes levetid med 20-30% sammenlignet med ubehandlet stål. Nitrerede stænger tilbyder imidlertid overlegen modstandsdygtighed over for ridser og slid, hvilket opretholder tætningens integritet, selv når forurenede partikler trænger ind i systemet, hvilket kan forlænge tætningens levetid med 40-60% i barske industrielle miljøer, hvor det er umuligt at opretholde perfekt renhed.
Friktion og slid på tætninger
Friktionskoefficienten mellem stangen og tætningen har direkte indflydelse på tætningens levetid, systemets effektivitet og løsrivningskraft:
| Overfladebehandling | Friktionskoefficient | Typisk overfladebehandling | Slid på pakninger |
|---|---|---|---|
| Ubehandlet stål | 0.25-0.35 | 0,4-0,8 Ra | 100% (basislinje) |
| Hård krom | 0.10-0.15 | 0,1-0,2 Ra | 30-40% |
| Nitrering | 0.15-0.20 | 0,2-0,3 Ra | 40-50% |
| Krom + PTFE-tætning | 0.08-0.12 | 0,1-0,2 Ra | 20-30% |
| Nitrering + polyuretanforsegling | 0.12-0.18 | 0,2-0,3 Ra | 35-45% |
Chroms glattere overflade og lavere friktion gør det til det foretrukne valg til applikationer med høj cyklus og rent miljø, hvor tætningens levetid er af afgørende betydning. Den spejlblanke overflade minimerer slid på tætningen ved hvert slag.
Modstandsdygtighed over for forurening
Det er her nitrering kommer til sin ret. Jeg husker, at jeg arbejdede sammen med Linda, der ledede et betonblandingsanlæg i Arizona. Hendes pneumatiske cylindre fungerede i et miljø fyldt med cementstøv – et af de mest slibende stoffer i industrielle miljøer. Forkromede stænger blev ridset inden for 6-8 måneder, da hårde partikler, der sad fast i tætningerne, skrabede gennem det tynde kromlag og blotlagde det blødere stål nedenunder.
Vi udskiftede hendes cylindre med Bepto-enheder med nitrerede stænger. Den dybere hærdede kappe (0,4 mm) betød, at selv når partikler skabte mikroskopiske ridser, nåede de aldrig det bløde underlagsmateriale. Efter 3 års drift viste stængerne slid på overfladen, men ingen katastrofale ridser. Pakningens levetid blev forbedret fra 8 måneder til over 36 måneder.
Porøsitet og korrosionens indvirkning
Chrombelægning har trods sin korrosionsbestandighed en iboende svaghed: mikroskopisk porøsitet. Belægningsprocessen skaber små porer og mikrorevner i hele kromlaget. I korrosive miljøer tillader disse porer fugt og kemikalier at trænge ind til stålunderlaget, hvilket forårsager korrosion under overfladen, der til sidst løfter kromlaget.
Nitrering skaber en kontinuerlig, porøs hærdet overflade. Der er ingen veje, hvor korrosive stoffer kan omgå det beskyttende lag. Dette gør nitrerede stænger overlegne i:
- Udendørs installationer, der er udsat for vejrliget
- Kemiske behandlingsmiljøer
- Marine- og kystfaciliteter
- Fødevareforarbejdning med hyppige afvaskninger
Temperatur og ydeevne
Driftstemperaturen påvirker de to behandlinger forskelligt:
Hård krom: Bevarer egenskaberne op til 400 °C, men termiske cyklusser kan forårsage mikrorevner på grund af forskellige termiske udvidelsesgrader mellem krom og stålunderlag.
Nitrering: Stabil op til 500 °C+, da det nitrerede lag og kernen er af samme materiale med gradvis egenskabsovergang, hvilket eliminerer termiske spændingsgrænseflader.
Til anvendelser ved høje temperaturer (>150 °C kontinuerligt) giver nitrering en mere pålidelig langtidseffektivitet.
Hvilken behandling giver bedre langsigtet værdi og pålidelighed?
De oprindelige omkostninger fortæller kun en del af historien. 💰
Hårdforkromning koster 30-40% mindre i starten ($50-120 pr. stang) og tilbyder fremragende ydeevne i rene, kontrollerede miljøer, hvilket gør det ideelt til indendørs produktion med regelmæssig vedligeholdelse. Nitrering koster 60-80% mere i starten ($120-250 pr. stang), men leverer 2-3 gange længere levetid under barske forhold, eliminerer behovet for genbelægning og giver overlegen træthedsmodstand, hvilket resulterer i 40-50% lavere samlede ejeromkostninger over 10 år i krævende industrielle applikationer.
Analyse af samlede ejeromkostninger
Lad mig gennemgå de reelle økonomiske forhold baseret på vores kundedata fra forskellige brancher:
Scenarie: Standard industriel cylinder (50 mm boring, 1000 mm slag)
| Omkostningsfaktor | Hård krom (10 år) | Nitrering (10 år) | Forskel |
|---|---|---|---|
| Indledende behandling | $85 | $180 | -$95 |
| Genbehandling (2 gange for krom) | $170 | $0 | +$170 |
| Udskiftning af tætninger | $320 (8x @ $40) | $160 (4x @ $40) | +$160 |
| Arbejdskraft til vedligeholdelse | $800 (16 timer @ $50/time) | $400 (8 timer @ $50/time) | +$400 |
| Omkostninger ved nedetid | $3.200 (8 hændelser @ $400) | $1.600 (4 hændelser @ $400) | +$1,600 |
| Bortskaffelse/Miljø | $150 (farligt affald) | $0 | +$150 |
| Samlede omkostninger over 10 år | $4,725 | $2,340 | $2.385 besparelser |
Sammenligning af levetid efter miljø
Miljøet afgør, hvilken behandling der giver den bedste værdi:
Ren indendørs produktion (elektronik, lægemidler, fødevareforarbejdning):
- Chrome: 7-10 års typisk levetid
- Nitrering: 10-15 års typisk levetid
- Dom: Chrome tilbyder tilstrækkelig ydeevne til en lavere startomkostning.
Tung industri (metalbearbejdning, minedrift, entreprenørmaskiner):
- Krom: 2-4 år før genbelægning er nødvendig
- Nitrering: 8-12 år med minimal nedbrydning
- Dom: Nitrering giver et markant bedre investeringsafkast
Udendørs/maritim (kystfaciliteter, mobilt udstyr, offshore):
- Chrome: 3-5 år med korrosionsproblemer
- Nitrering: 10-15 år med overlegen korrosionsbestandighed
- Dom: Nitrering er afgørende for pålideligheden
Anvendelser med høj cyklus (emballage, bilmontering):
- Chrome: 5-7 år med korrekt vedligeholdelse
- Nitrering: 8-12 år med bedre træthedsmodstand
- Dom: Nitrering reducerer livscyklusomkostningerne med 35-45%
Fordelen ved Bepto
Som direkte OEM-alternativleverandør tilbyder vi både forkromede og nitrerede stempelstænger til 25-35% til priser, der ligger under de store mærkers priser. Men endnu vigtigere er det, at vi hjælper dig med at vælge den rigtige behandling til din specifikke anvendelse.
Jeg har for nylig konsulteret Thomas, der driver en emballagelinje i North Carolina. Hans OEM-leverandør tilbød kun forkromede stænger til høje priser. Hans anvendelse – højfrekvent indendørs drift med fremragende vedligeholdelse – var faktisk perfekt til forkromning. Vi leverede dimensionelt kompatible Bepto-forkromede stænger til 30%-besparelser, og han har kørt dem med succes i 3 år.
Omvendt, når kunder fra barske miljøer kontakter os, anbefaler vi aktivt nitrering, selvom det er dyrere, fordi vi ved, at det vil spare dem penge på lang sigt gennem reduceret vedligeholdelse og nedetid.
Træthedsmodstand
En ofte overset fordel ved nitrering: overlegen træthedsmodstand. Den gradvise hårdhedsovergang fra overflade til kerne fordeler belastningen mere effektivt end kroms bratte overgang.
For cylindre, der oplever:
- Stødbelastninger
- Hurtig cykling (>60 cyklusser/minut)
- Indlæsning fra siden
- Vibrationer
Nitrering kan forlænge stangens levetid med 100-200% sammenlignet med forkromning ved at forhindre udmattelsesrevnedannelse.
Hvilke miljømæssige og lovgivningsmæssige faktorer bør påvirke dit valg?
Overholdelse af lovgivningen er ikke valgfrit – og kravene bliver stadig strengere. 🌍
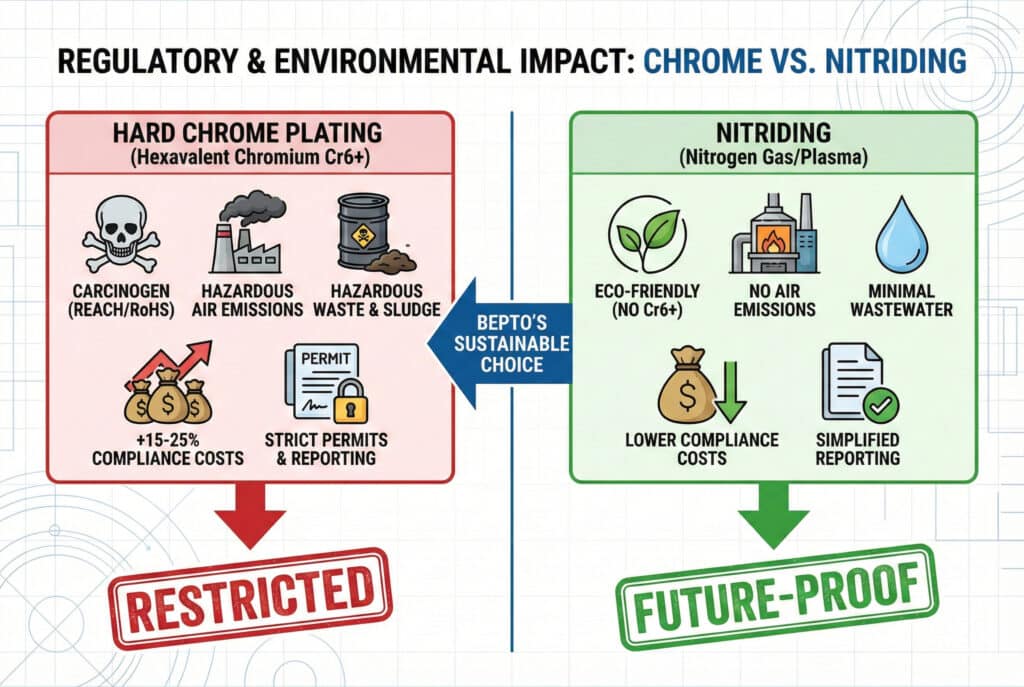
Anvendelse af hårdforkromning hexavalent krom3 (Cr6+), et kendt kræftfremkaldende stof, der er reguleret i henhold til REACH4 i Europa, RoHS globalt og stigende restriktioner i Nordamerika, hvilket kræver dyr affaldsbehandling, foranstaltninger til beskyttelse af arbejdstagere og miljøtilladelser, der øger forarbejdningsomkostningerne med 15-25%. Nitrering er en miljøvenlig proces, der bruger nitrogengas eller plasma uden generering af farligt affald, vandforurening og krav om lovpligtig rapportering, hvilket gør det til det foretrukne valg for virksomheder med stærke ESG-forpligtelser eller virksomheder, der opererer i jurisdiktioner med strenge miljøregler.
Regulativt landskab
Den Europæiske Union (REACH-forordningen):
Hexavalent krom er opført som et særligt bekymrende stof (SVHC). Virksomheder, der anvender forkromning, skal:
- Indhent tilladelse til fortsat brug
- Demonstrere tilstrækkelig risikostyring
- Bevis, at der ikke findes egnede alternativer
- Indsend detaljerede brugsrapporter
Mange europæiske producenter er i gang med at skifte fra forkromning for at undgå disse overholdelsesbyrder.
USA (EPA og OSHA):
- Nationale emissionsstandarder for farlige luftforurenende stoffer (NESHAP) regulerer forkromningsanlæg
- OSHA kræver omfattende foranstaltninger til beskyttelse af arbejdstagere
- Tilladelser til udledning af spildevand med strenge grænseværdier for krom
- Stigende restriktioner på statsniveau (California Prop 65, andre)
Asien-Stillehavsområdet:
Kina, Japan og Sydkorea har indført eller er i færd med at indføre restriktioner svarende til REACH, hvilket gør forkromning stadig vanskeligere og dyrere.
Sammenligning af miljøpåvirkning
| Miljømæssig faktor | Hård forkromning | Nitrering |
|---|---|---|
| Farlige kemikalier | Kromsyre, svovlsyre | Ingen (nitrogengas) |
| Kræftfremkaldende stoffer | Ja (Cr6+) | Nej |
| Generering af spildevand | Høj (kræver behandling) | Minimal |
| Luftemissioner | Kromtåge (kræver skrubning) | Ingen |
| Fast affald | Farligt slam | Ingen |
| Energiforbrug | Moderat | Moderat-høj |
| Arbejdssikkerhedsrisiko | Høj (kræver PPE, overvågning) | Lav |
| Bortskaffelsesomkostninger | $500-2000/ton (farligt) | Standard industriaffald |
Overvejelser vedrørende virksomheders ansvar
Mange af vores Bepto-kunder skifter til nitrering, ikke kun af hensyn til ydeevnen, men også af hensyn til virksomhedens sociale ansvar:
Gennemsigtighed i forsyningskæden: Store OEM-producenter (bilindustrien, luftfartsindustrien, medicinsk udstyr) kræver, at leverandører fjerner hexavalent krom fra deres processer. Hvis du leverer til disse brancher, kan nitrering blive obligatorisk.
ESG-rapportering: Virksomheder med forpligtelser inden for miljø, samfund og ledelse søger aktivt efter alternativer til forkromning for at forbedre deres bæredygtighedsmål.
Arbejdstagernes sundhed: Ved at eliminere eksponering for hexavalent krom beskytter du dine medarbejdere og reducerer risikoen for erstatningskrav.
Fremtidssikring: Lovgivningsmæssige tendenser peger klart i retning af yderligere begrænsninger for forkromning. Ved at investere i nitrering nu undgår man tvungne overgange senere.
Alternative kromteknologier
Det er værd at bemærke, at “trivalent krom” belægning findes som et mindre giftigt alternativ til hexavalent krom. Trivalent krom opnår dog ikke samme hårdhed eller slidstyrke som hård krom (hexavalent) eller nitrering, hvilket gør det uegnet til krævende stempelstangsanvendelser.
Den praktiske virkelighed
Hos Bepto tilbyder vi stadig hårdforkromning, da det fortsat er lovligt og passende til mange anvendelsesformål. Vi er dog åbne om den lovgivningsmæssige udvikling. For kunder, der planlægger en udstyrs levetid på mere end 10 år eller opererer i miljøfølsomme regioner, anbefaler vi kraftigt nitrering som det mere bæredygtige valg på lang sigt.
Vi har også set kunder blive konfronteret med uventede omkostninger, når deres leverandører af forkromning pludselig hæver priserne med 30-50% på grund af nye miljøkrav. Nitrering giver prisstabilitet, fordi den ikke er underlagt de samme lovgivningsmæssige krav.
Konklusion
Valget mellem hårdforkromning og nitridering handler ikke kun om hårdhedstal – det handler om at tilpasse behandlingen til dit driftsmiljø, forventninger til levetid og virksomhedens værdier. Begge teknologier har deres berettigelse, men ved at forstå fordele og ulemper kan du træffe den beslutning, der optimerer ydeevne, omkostninger og overholdelse af reglerne i din specifikke situation. 🎯
Ofte stillede spørgsmål om overfladebehandling af stempelstænger
Spørgsmål: Kan en forkromet stang omdannes til nitrering, hvis vi ønsker at opgradere?
Ja, men det kræver først en fuldstændig fjernelse af krom, hvilket indebærer kemisk afrensning eller slibning tilbage til basisstål. Stangen skal derefter være fremstillet af nitreringskvalitetsstål (mellemkulstof- eller legeret stål) – hvis den oprindelige stang er lavkulstofstål, vil nitrering ikke opnå tilstrækkelig hårdhed. Hos Bepto anbefaler vi typisk udskiftning med korrekt specificerede nitrerede stænger frem for konvertering, da prisforskellen er minimal, og du får optimeret grundmateriale. For stænger med stor diameter eller specialfremstillede stænger kan konvertering dog være omkostningseffektivt.
Spørgsmål: Hvordan kan jeg se, om en eksisterende stang er forkromet eller nitreret?
Visuel inspektion giver ledetråde: forkromede stænger har en lys, spejllignende sølvfinish, mens nitrerede stænger fremstår mørkere grå eller sorte med en let mat overflade. Hårdhedstest er afgørende – krom måler 850-1000 HV på overfladen, men falder umiddelbart nedenunder, mens nitrering viser en gradvis hårdhedsovergang med høj hårdhed, der strækker sig 0,1-0,7 mm dybt. En simpel filetest virker også: en fil vil bide sig lettere ind i nitrering end i krom på grund af kroms lidt højere overfladehårdhed, selvom begge modstår filning langt bedre end ubehandlet stål.
Spørgsmål: Virker nitrering på stempelstænger af rustfrit stål?
Standardnitrering er mindre effektiv på austenitiske rustfrie stål (304, 316), fordi processtemperaturen kan forårsage udfældning af kromkarbid, hvilket reducerer korrosionsbestandigheden. Imidlertid kan specialiserede lavtemperatur-nitreringsprocesser (350-450 °C) med succes hærde rustfrit stål uden at kompromittere korrosionsbestandigheden og opnå en overfladehårdhed på 900-1200 HV. Hos Bepto tilbyder vi lavtemperatur-plasmanitrering til rustfrie stålstænger i fødevareforarbejdning og farmaceutiske applikationer, hvor både korrosionsbestandighed og slidstyrke er afgørende.
Spørgsmål: Hvilke forskelle er der mellem vedligeholdelse af forkromede og nitrerede stænger?
Forkromede stænger kræver hyppigere inspektion for overfladeskader – enhver skår, ridser eller huller, der trænger igennem kromlaget, kan føre til hurtig korrosion af basisstålet. Mindre skader på krom kræver ofte øjeblikkelig genbelægning for at forhindre svigt. Nitrerede stænger er mere tolerante, fordi den hærdede overflade strækker sig dybt ind i materialet; overfladeridser blotter ikke det bløde underlag. Begge typer har fordel af, at stangbeskyttere/skrabere holdes rene og smøres korrekt, men nitrerede stænger tåler forurening og manglende vedligeholdelse bedre end krom.
Spørgsmål: Kan beskadiget forkromning repareres på stedet, eller kræver det fuldstændig genforkromning?
Lokale skader på krom kan ikke repareres effektivt i marken – forkromning kræver kontrollerede elektrokemiske forhold, som er umulige at opnå uden for et galvaniseringsanlæg. Små defekter vil sprede sig gennem korrosion og slid på tætninger. Komplet afrensning og genbelægning er den eneste pålidelige reparationsmetode, som typisk koster 60-80% af den oprindelige belægningsomkostning plus forsendelse og nedetid. Dette er en af grundene til, at nitreringens integrerede hærdede overflade giver bedre langsigtet værdi – den lider ikke under den samme katastrofale svigt, når der opstår overfladeskader.
-
Opdag, hvordan termokemisk diffusion ændrer materialegenskaber på molekylært niveau for forbedret slidstyrke. ↩
-
Forstå Vickers-hårdhedsskalaen (HV), der bruges til at måle overfladens holdbarhed på industrielle komponenter. ↩
-
Lær mere om sundhedsrisici og strenge miljøkrav vedrørende hexavalent krom (Cr6+). ↩
-
Få adgang til de officielle retningslinjer for REACH, EU-forordningen, der sikrer sikker brug af kemikalier i produktionen. ↩
