

Dårlig monteringspraksis ødelægger i al stilhed aktuatorer på industrianlæg verden over og forårsager for tidlige fejl, der koster virksomheder tusindvis af kroner i uventet nedetid. Problemer med forkert justering er skyld i over 60% af alle fejl på pneumatiske aktuatorer, men de fleste af disse problemer kan helt undgås med korrekt installationsteknik.
Korrekt montering og justering kan forlænge aktuatorens levetid fra 2-3 år til 8-10 år ved at eliminere sidebelastninger1Det reducerer internt slid og sikrer optimal kraftfordeling i hele aktuatorens slagcyklus. Nøglen ligger i at forstå belastningsveje, opretholde vinkelrette monteringsflader og implementere korrekte støttestrukturer.
I sidste uge fik jeg et opkald fra en frustreret vedligeholdelseschef i Ohio, hvis anlæg udskiftede aktuatorer hver 18. måned. Efter at have gennemgået deres installationspraksis opdagede vi enkle justeringsfejl, der kostede dem over $50.000 årligt i for tidlige udskiftninger. 😤
Indholdsfortegnelse
- Hvad er de kritiske krav til monteringsoverfladen for aktuatorens levetid?
- Hvordan eliminerer man skadelige sidebelastninger under installationen?
- Hvilke justeringsværktøjer og -teknikker sikrer optimal ydeevne?
- Hvilke almindelige monteringsfejl forårsager for tidlig svigt af aktuatoren?
Hvad er de kritiske krav til monteringsoverfladen for aktuatorens levetid?
Fundamentstabilitet og overfladepræcision er hjørnestenen i vellykkede aktuatorinstallationer og har direkte indflydelse på de interne komponenters slidmønstre.
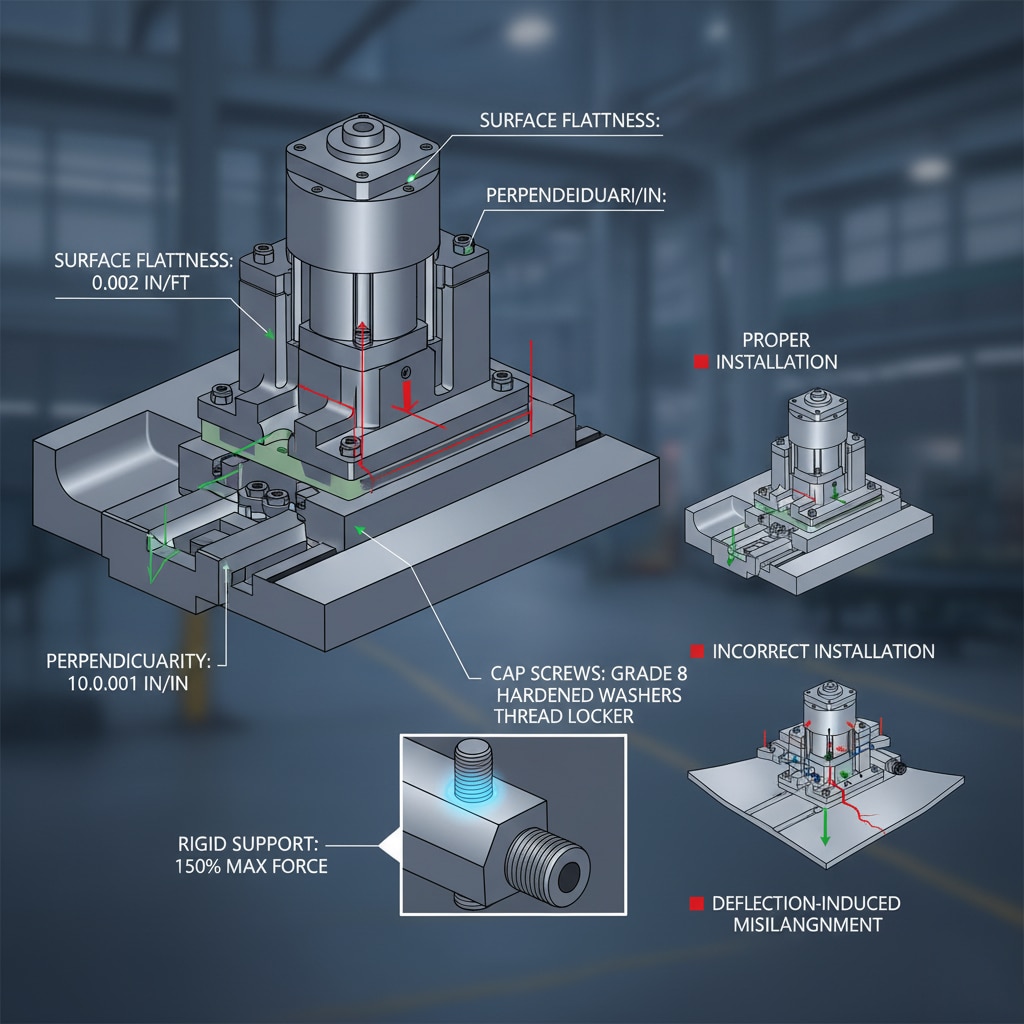
Monteringsoverflader skal være flade inden for 0,002″ pr. fod, vinkelrette inden for 0,001″ pr. tomme og give stiv støtte, der er i stand til at håndtere 150% af aktuatorens maksimale kraftoutput for at forhindre afbøjningsinduceret forskydning.
Vigtige standarder for overfladebehandling
Korrekt montering begynder med omhyggelig forberedelse af overfladen:
Krav til planhed og vinkelrethed
- Overfladens fladhed: Maksimal afvigelse på 0,002″ på tværs af monteringslængden
- Vinkelret tolerance: Inden for 0,001″ pr. tomme af monteringsfladen
- Overfladefinish: 125 RMS2 eller bedre for optimal kontakt
- Materialets tykkelse: Minimum 1,5x boltdiameter for tilstrækkelig gevindindgreb
Specifikationer for monteringshardware
| Komponent | Specifikation | Momentværdi | Materialekvalitet |
|---|---|---|---|
| Hætteskruer | Minimum 8. klasse | 75% af prøvebelastning3 | Legeret stål |
| Skiver | Hærdet flad | N/A | SAE 1060+ |
| Monteringsplader | 1/4″ minimumstykkelse | N/A | A36 stål minimum |
| Trådboks | Medium styrke | Per producent | Anaerob klæber4 |
Succeshistorie fra den virkelige verden
Jeg arbejdede sammen med Jennifer, en fabriksingeniør på en emballagefabrik i Charlotte, North Carolina. Hendes team oplevede fejl i stangtætningen hver 6. måned på deres Bepto stangløse cylindre. Efter at have inspiceret deres monteringsopsætning opdagede vi, at deres aluminiumsmonteringsplader bøjede under belastning. Ved at opgradere til korrekt dimensionerede stålplader og ombearbejde monteringsfladerne har Jennifers aktuatorer nu fungeret fejlfrit i over 3 år. 🔧
Hvordan eliminerer man skadelige sidebelastninger under installationen?
Sidebelastninger udgør den mest destruktive kraft, der virker på pneumatiske aktuatorer, og forårsager accelereret slid og katastrofale tætningsfejl.
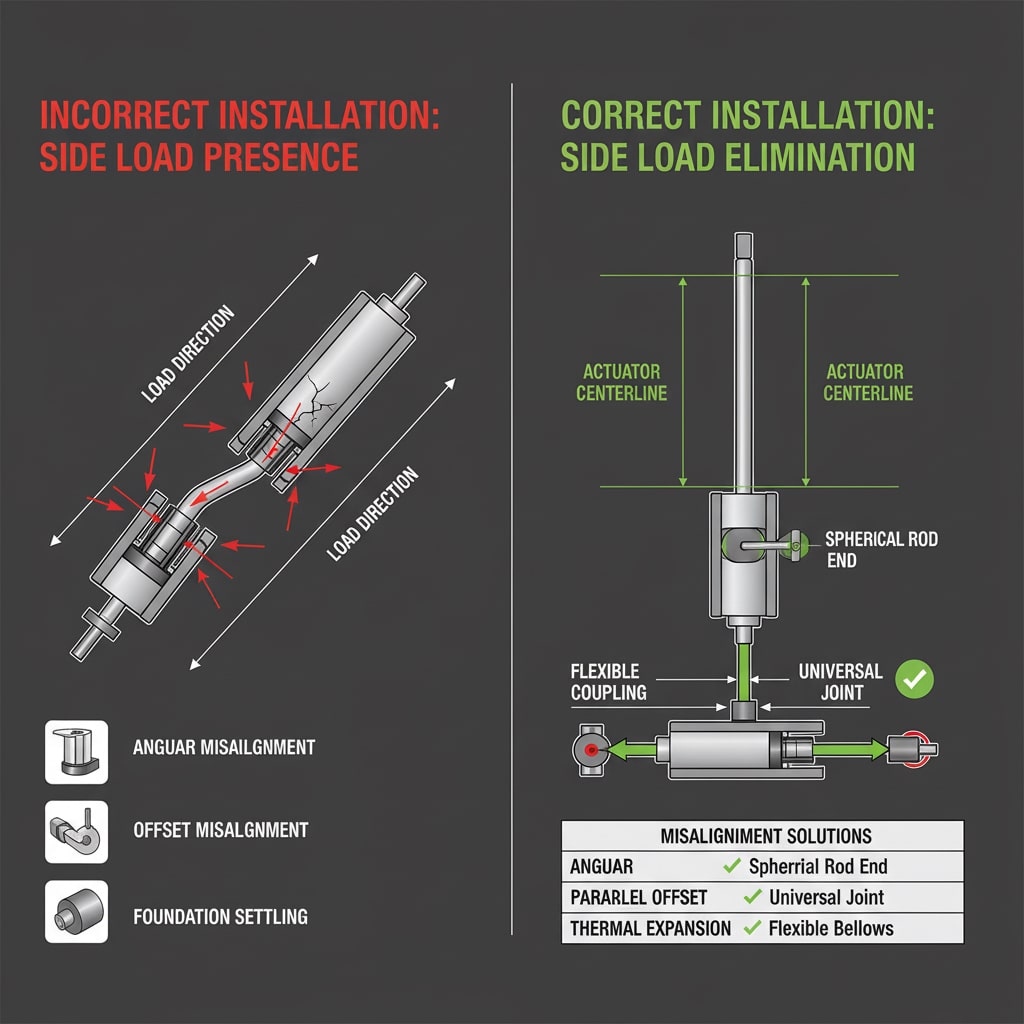
Eliminering af sidebelastninger kræver perfekt tilpasning mellem aktuatorens centerlinje og belastningsretningen, brug af fleksible koblinger, hvor det er nødvendigt, og sikring af, at alle tilsluttede komponenter bevæger sig i parallelle planer gennem hele slagcyklussen.
Forståelse af kilder til sidebelastning
Sidebelastninger stammer fra flere installationsfejl:
Årsager til belastning på primærsiden
- Vinkelforskydning: Stangaksen er ikke parallel med belastningsretningen
- Forskydning af forskydning: Stangens midterlinje forskudt fra lastens midterlinje
- Termisk udvidelse: Differentiel ekspansion mellem aktuator og belastning
- Sætning af fundament: Gradvis bevægelse af monteringsflader
Teknikker til eliminering af sidebelastning
Fleksible koblingsløsninger
- Sfæriske stangender: Kan rumme op til 25° vinkelforskydning
- Universelle samlinger: Håndter både vinkel- og parallelforskydning
- Fleksibel bælg: Absorberer forskelle i varmeudvidelse
- Glidende guider: Forhindrer binding under slagcyklusser
| Type af forskydning | Maksimal tolerance | Anbefalet løsning | Indvirkning på omkostninger |
|---|---|---|---|
| Vinkelformet | 0.5° | Sfærisk stangende | Lav |
| Parallel forskydning | 0,010″ | Kardanled | Medium |
| Termisk udvidelse | Variabel | Fleksibel kobling | Medium |
| Sætning af fundament | 0,005″ | Justerbare holdere | Høj |
Hvilke justeringsværktøjer og -teknikker sikrer optimal ydeevne?
Præcisionsjustering kræver specialværktøj og systematiske måleteknikker for at opnå de tolerancer, der er nødvendige for at forlænge aktuatorens levetid.
Professionel justering bruger lasersystemer til applikationer med lange slaglængder, måleinstrumenter til præcisionsmålinger og systematiske trinvise procedurer, der kontrollerer justeringen ved flere slaglængder for at sikre ensartet ydelse i hele driftsområdet.
Professionelt værktøjssæt til justering
Vigtigt måleudstyr
- Laseropretningssystemer: ±0,001″ nøjagtighed over 10+ fod
- Skiveindikatorer: 0,0001″ opløsning til præcisionsarbejde
- Præcisionsfirkanter: Verificerede referencer for vinkelrethed
- Følermålere: Spaltmåling og verifikation af overfladekontakt
Trin-for-trin justeringsprocedure
Første opsætningsfase
- Monter aktuator Brug af midlertidige fastgørelseselementer
- Position belastning i midten af slaget
- Tjek parallelitet ved hjælp af laser eller lineal
- Bekræft vinkelrethed med præcisionsfirkant
- Mål afstande ved alle forbindelsespunkter
Proces for finjustering
- Juster monteringsskiverne for at opnå parallelitet
- Flyt aktuatorens position til justering af centerlinje
- Bekræft justering ved begge slagtilfælde
- Tjek for indbinding gennem hele cyklussen
- Påfør endeligt drejningsmoment til al monteringshardware
Hos Bepto Pneumatics leverer vi detaljerede justeringsprocedurer med hver aktuatorforsendelse, og vores tekniske supportteam tilbyder fjernkonsultation for at sikre korrekt installation. 📐
Hvilke almindelige monteringsfejl forårsager for tidlig svigt af aktuatoren?
Hvis man forstår og undgår hyppige installationsfejl, kan man forhindre 90% af for tidlige aktuatorfejl i industrielle applikationer.
De mest ødelæggende monteringsfejl omfatter utilstrækkelig understøttelse af fundamentet, forkert valg af fastgørelseselementer, forsømmelse af hensynet til varmeudvidelse og manglende kontrol af justeringen efter den første installation, og hver fejl kan potentielt reducere aktuatorens levetid med 50-80%.
Kritiske installationsfejl
Fejl ved fundament og støtte
- Underdimensionerede monteringsplader: Forårsager nedbøjning under belastning
- Utilstrækkeligt drejningsmoment for bolte: Tillader bevægelse under drift
- Blandede fastgørelseskvaliteter: Skaber ujævne spændekræfter
- Ignorerer termiske effekter: Tager ikke højde for ekspansion/kontraktion
Fejl i justering og belastningssti
- Enkeltpunktsmålinger: Kontrollerer ikke justeringen gennem hele slaget
- Ignorerer tilsluttet udstyr: Undlader at overveje downstream-tilpasning
- Utilstrækkelig frihøjde: Skaber interferens under drift
- Dårlig dokumentation: Registrerer ikke dimensioner som bygget
For nylig hjalp jeg Michael, en vedligeholdelsesleder på en fabrik for bildele i Detroit. Hans team udskiftede aktuatorpakninger hver måned på grund af noget, der så ud til at være normalt slid. En undersøgelse viste, at de genbrugte gammelt monteringsudstyr med strakte gevind, hvilket skabte uensartede klemkræfter. Efter at have implementeret vores anbefalede monteringsprocedurer og brugt korrekte Grade 8-fastgørelseselementer, blev Michaels intervaller for udskiftning af tætninger forlænget til over 18 måneder. 🚗
Tjekliste til forebyggelse
| Kontrolpunkt | Frekvens | Tolerance | Handling påkrævet |
|---|---|---|---|
| Tilspændingsmoment for monteringsbolte | Installation + 30 dage | ±10% af specifikation | Drej til igen, hvis det er nødvendigt |
| Overfladens fladhed | Før-installation | 0,002″/ft | Maskine hvis overskredet |
| Verifikation af justering | Installation + 90 dage | I henhold til producentens specifikationer | Juster om nødvendigt |
| Spalter til termisk udvidelse | Sæsonbestemt | Designgodkendelse | Ændre, hvis der opstår binding |
Konklusion
Korrekt montering og justering er grundlaget for en pålidelig aktuatorydelse og er direkte afgørende for, om dit udstyr fungerer i måneder eller årtier.
Ofte stillede spørgsmål om montering og justering af aktuatorer
Q: Hvor ofte skal jeg kontrollere aktuatorens justering efter installationen?
Sv: Kontrollér justeringen inden for 30 dage efter installationen, derefter hvert kvartal det første år og derefter hvert år. Anvendelser med høj cyklus kan kræve hyppigere kontrol.
Q: Kan jeg bruge gevindsikring på alle monteringsbeslag?
A: Brug mellemstærk gevindsikring på monteringsbolte, men undgå det på justeringsskruer eller forbindelser, der ofte serviceres. Følg altid producentens specifikationer for din specifikke anvendelse.
Q: Hvad er den maksimalt acceptable sidebelastning for pneumatiske aktuatorer?
Svar: De fleste pneumatiske aktuatorer kan håndtere 2-5% af deres trykkraft som sidebelastning, men hvis man helt eliminerer sidebelastninger ved hjælp af korrekt justering, forlænges levetiden dramatisk.
Q: Hvordan tager jeg højde for varmeudvidelse ved montering af aktuatorer?
A: Beregn forventet udvidelse baseret på temperaturområde og materialekoefficienter. Sørg for passende afstand og brug fleksible koblinger, hvor termisk bevægelse overstiger 0,005 ″.
Q: Er Bepto-erstatningsaktuatorer kompatible med eksisterende monteringshardware?
Svar: Ja, vores aktuatorer er dimensionelt kompatible med de største OEM-mærker, samtidig med at de tilbyder overlegen monteringsfleksibilitet og omfattende installationssupport, hvilket sikrer problemfri udskiftning med forbedret pålidelighed.
-
Forstå den tekniske definition af en sidebelastning (eller radial belastning), og hvordan den påvirker lejer og lineære bevægelsessystemer. ↩
-
Lær, hvordan Root Mean Square (RMS) bruges til at måle og specificere den mikroskopiske ruhed af en bearbejdet overflade. ↩
-
Opdag definitionen af et befæstelseselements prøvebelastning, den maksimale kraft, det kan modstå uden permanent deformation. ↩
-
Udforsk videnskaben bag anaerobe klæbemidler, som hærder i fravær af luft for at låse og forsegle gevindforbindelser. ↩
