
Oplever du luftlækage i dine pneumatiske systemer? Det er du ikke alene om. Mange ingeniører kæmper med tætningssvigt, der forårsager effektivitetstab, øgede vedligeholdelsesomkostninger og uventet nedetid. Den rette viden om tætningsmekanismer kan løse disse vedvarende problemer.
Forseglingsmekanismer i pneumatiske systemer fungerer gennem kontrolleret deformation af elastomere materialer1 mod modstående overflader. Effektive tætninger opretholder kontakttrykket gennem kompression (statiske tætninger) eller gennem en balance mellem tryk, friktion og smøring (dynamiske tætninger), hvilket skaber en uigennemtrængelig barriere mod luftlækage.
Jeg har arbejdet med pneumatiske systemer i over 15 år hos Bepto, og jeg har set utallige tilfælde, hvor forståelse af tætningsprincipper har sparet virksomheder for tusindvis af kroner i vedligeholdelsesomkostninger og forhindret katastrofale systemfejl.
Indholdsfortegnelse
- Hvordan påvirker O-ringens kompressionsforhold tætningens ydeevne?
- Hvorfor er Stribeck-kurven vigtig for design af pneumatiske tætninger?
- Hvad forårsager friktionsopvarmning i dynamiske tætninger, og hvordan kan det kontrolleres?
- Konklusion
- Ofte stillede spørgsmål om pneumatiske tætningsmekanismer
Hvordan påvirker O-ringens kompressionsforhold tætningens ydeevne?
O-ringe er måske de mest almindelige tætningselementer i pneumatiske systemer, men deres enkle udseende skjuler komplekse tekniske principper. Kompressionsforholdet er afgørende for deres ydeevne og levetid.
O-ringens kompressionsforhold er den procentvise deformation fra det oprindelige tværsnit, når den er installeret. Optimal ydelse kræver typisk 15-30% kompression. For lidt kompression forårsager lækage, mens overdreven kompression fører til for tidlig svigt gennem ekstrudering, Kompressionssæt2eller accelereret slid.

At få det rigtige kompressionsforhold er mere nuanceret, end mange ingeniører er klar over. Lad mig dele nogle praktiske indsigter fra min erfaring med stangløse cylinderforseglingssystemer.
Beregning af det optimale O-ring-kompressionsforhold
Beregningen af kompressionsforholdet virker ligetil:
| Parameter | Formel | Eksempel |
|---|---|---|
| Kompressionsforhold (%) | [(d - g)/d] × 100 | For 2,5 mm O-ring i 2,0 mm rille: [(2,5 - 2,0)/2,5] × 100 = 20% |
| Klem (mm) | d - g | 2,5 mm - 2,0 mm = 0,5 mm |
| Udfyldning af riller (%) | [π(d/2)²]/[w × g] × 100 | For 2,5 mm O-ring i 3,5 mm bred, 2,0 mm dyb rille: [π(2,5/2)²]/[3,5 × 2,0] × 100 = 70% |
Hvor?
- d = O-ringens tværsnitsdiameter
- g = rillens dybde
- w = rillens bredde
Materialespecifikke retningslinjer for komprimering
Forskellige materialer kræver forskellige kompressionsforhold:
| Materiale | Anbefalet kompression | Anvendelse |
|---|---|---|
| NBR (nitril) | 15-25% | Almindelige formål, oliebestandig |
| FKM (Viton) | 15-20% | Høj temperatur, kemisk resistens |
| EPDM | 20-30% | Anvendelser med vand og damp |
| Silikone | 10-20% | Ekstreme temperaturområder |
| PTFE | 5-10% | Kemikalieresistens, lav friktion |
Sidste år arbejdede jeg sammen med Michael, en vedligeholdelsesingeniør på et fødevareforarbejdningsanlæg i Wisconsin. Han oplevede hyppige luftlækager i sine stangløse cylindersystemer på trods af, at han brugte førsteklasses O-ringe. Efter at have analyseret hans opsætning opdagede jeg, at hans rilledesign forårsagede overkompression (næsten 40%) af NBR O-ringene.
Vi redesignede rillernes dimensioner for at opnå et kompressionsforhold på 20%, og hans paknings levetid blev forbedret fra 3 måneder til over et år, hvilket sparede hans virksomhed for tusindvis af kroner i vedligeholdelsesomkostninger og nedetid.
Miljøfaktorer, der påvirker kompressionskravene
Det optimale kompressionsforhold er ikke statisk - det varierer afhængigt af:
- Temperatursvingninger: Højere temperaturer kræver lavere kompression for at tage højde for termisk udvidelse
- Trykforskelle: Højere tryk kan kræve højere kompression for at forhindre ekstrudering
- Dynamiske vs. statiske applikationer: Dynamiske tætninger har typisk brug for lavere kompression for at reducere friktion
- Installationsmetoder: Stræk under installationen kan reducere den effektive kompression
Hvorfor er Stribeck-kurven vigtig for design af pneumatiske tætninger?
Stribeck-kurven lyder måske akademisk, men den er faktisk et stærkt praktisk værktøj til at forstå og optimere tætningsydelsen i stangløse pneumatiske cylindre og andre dynamiske anvendelser.
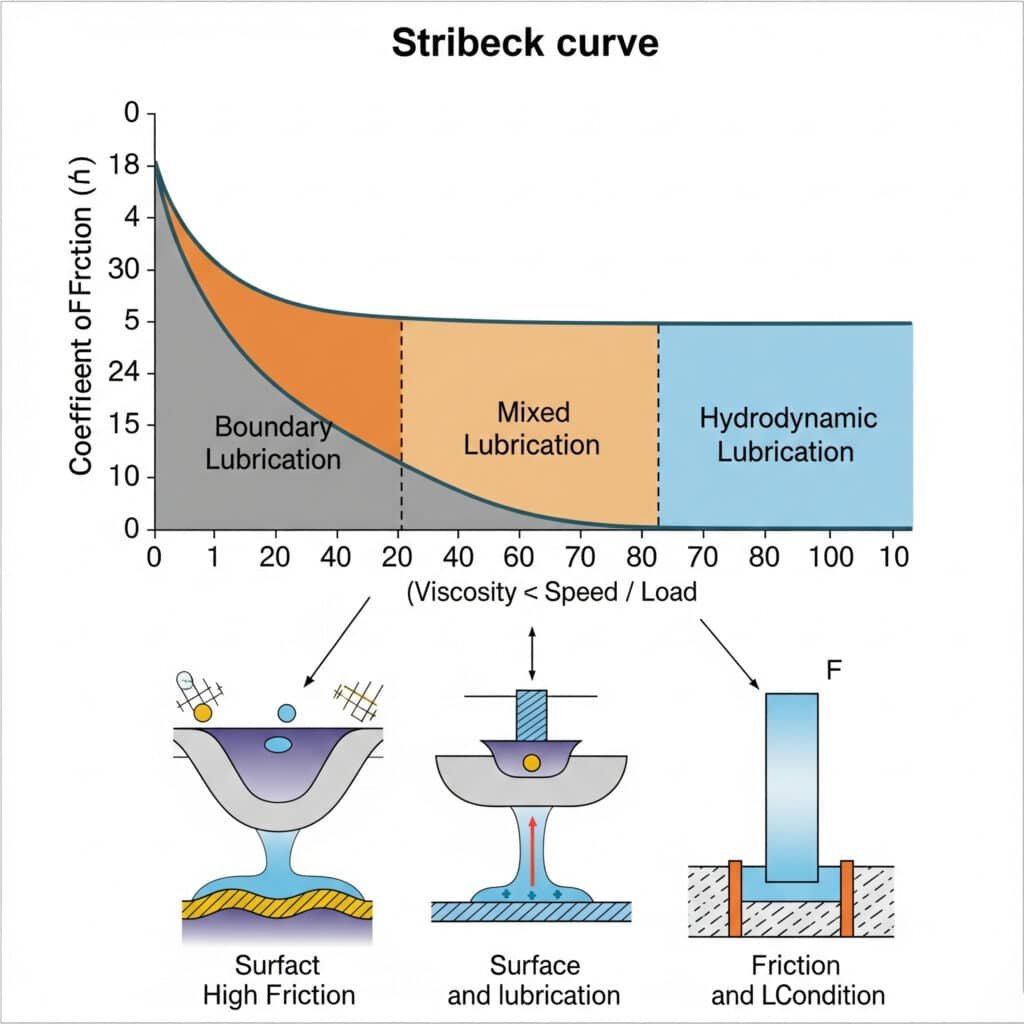
Den Stribeck-kurven3 illustrerer forholdet mellem friktionskoefficient, smøremiddelviskositet, hastighed og belastning i glidende overflader. I pneumatiske tætninger hjælper det ingeniører med at forstå overgangen mellem grænsesmøring, blandet smøring og hydrodynamisk smøring, hvilket er afgørende for at optimere tætningsdesignet til specifikke driftsforhold.
At forstå denne kurve har praktiske konsekvenser for, hvordan dine pneumatiske systemer fungerer i den virkelige verden.
De tre smøringsregimer i pneumatiske tætninger
Stribeck-kurven identificerer tre forskellige driftsregimer:
| Smøringsregime | Karakteristika | Konsekvenser for pneumatiske tætninger |
|---|---|---|
| Grænseoverskridende smøring | Høj friktion, direkte overfladekontakt | Opstår under opstart, lave hastigheder; forårsager stick-slip |
| Blandet smøring | Moderat friktion, delvis væskefilm | Overgangszone; følsom over for overfladefinish og smøremiddel |
| Hydrodynamisk smøring4 | Lav friktion, fuldstændig væskeseparation | Ideel til højhastighedsdrift; minimalt slid |
Praktiske anvendelser af Stribeck-kurven til udvælgelse af tætninger
Når vi vælger tætninger til stangløse cylindre, hjælper det os at forstå Stribeck-kurven:
- Tilpas tætningsmaterialerne til driftsbetingelserne: Forskellige materialer fungerer bedre i forskellige smøresystemer
- Vælg passende smøremidler: Kravene til viskositet ændres afhængigt af hastighed og belastning
- Design optimale overfladebehandlinger: Ruhed påvirker overgangen mellem smøreregimer
- Forudsig og forebyg stick-slip-fænomener: Afgørende for problemfri drift i præcisionsapplikationer
Casestudie: Eliminering af stick-slip i præcisionspositionering
Jeg kan huske, at jeg arbejdede sammen med Emma, en automationsingeniør fra en producent af medicinsk udstyr i Schweiz. Hendes stangløse cylindersystem oplevede rykvise bevægelser (stick-slip) under præcisionsbevægelser med lav hastighed, hvilket påvirkede produktkvaliteten.
Ved at analysere applikationen ud fra Stribeck-kurven fandt vi ud af, at hendes system arbejdede med grænsesmøring. Vi anbefalede at skifte til et PTFE-baseret tætningsmateriale med modificeret overfladestruktur og en anden smøremiddelformulering.
Hvad er resultatet? Jævn bevægelse selv ved 5 mm/sekund, hvilket eliminerer kvalitetsproblemerne og forbedrer produktionsudbyttet med 15%.
Hvad forårsager friktionsopvarmning i dynamiske tætninger, og hvordan kan det kontrolleres?
Friktionsopvarmning overses ofte, indtil den forårsager for tidlig tætningssvigt. Det er vigtigt at forstå dette fænomen for at kunne designe pålidelige pneumatiske systemer med lang levetid.
Opvarmning ved friktion5 i dynamiske tætninger opstår, når mekanisk energi omdannes til termisk energi ved kontaktfladen mellem tætningen og den modstående overflade. Denne opvarmning påvirkes af faktorer som overfladehastighed, kontakttryk, smøring og materialeegenskaber. Overdreven opvarmning fremskynder nedbrydningen af tætninger gennem termisk nedbrydning af materialer.
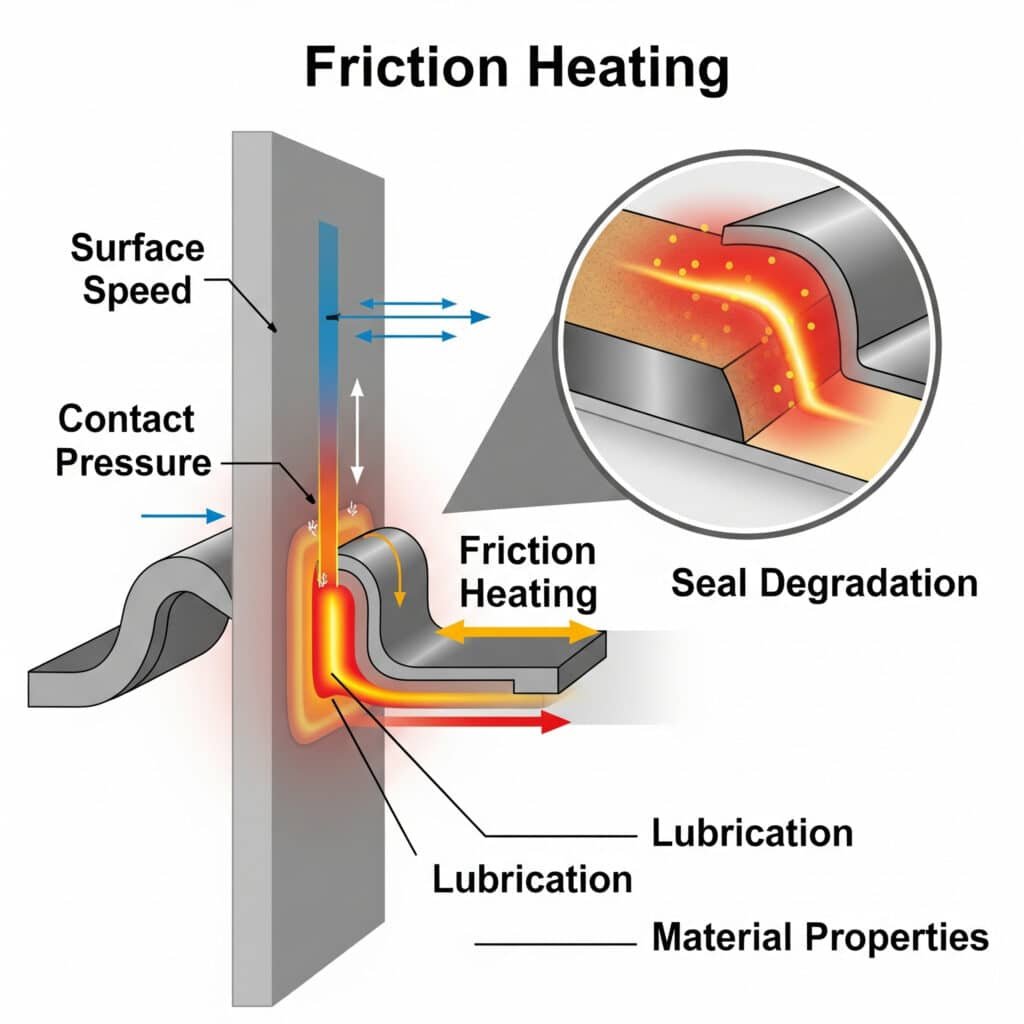
Konsekvenserne af friktionsopvarmning kan være alvorlige, fra reduceret levetid for pakninger til katastrofale fejl. Lad os se nærmere på dette fænomen.
Kvantificering af friktionsvarmeudvikling
Den varme, der genereres af friktion, kan estimeres ved hjælp af:
| Parameter | Formel | Eksempel |
|---|---|---|
| Varmeproduktion (W) | Q = μ × F × v | For μ=0,2, F=100N, v=0,5m/s: Q = 0,2 × 100 × 0,5 = 10W |
| Temperaturstigning (°C) | ΔT = Q/(m × c) | For 10W varme, 5g tætning, c=1,7J/g°C: ΔT = 10/(5 × 1,7) = 1,18°C/s |
| Stabil temperatur | Tss = Ta + (Q/hA) | Afhænger af varmeoverførselskoefficient og overfladeareal |
Hvor?
- μ = friktionskoefficient
- F = normalkraft
- v = glidehastighed
- m = masse
- c = specifik varmekapacitet
- Ta = omgivelsestemperatur
- h = varmeoverførselskoefficient
- A = overfladeareal
Kritiske temperaturgrænser for almindelige tætningsmaterialer
Forskellige tætningsmaterialer har forskellige temperaturgrænser:
| Materiale | Maksimal kontinuerlig temperatur (°C) | Tegn på termisk nedbrydning |
|---|---|---|
| NBR (nitril) | 100-120 | Hærdning, revnedannelse, nedsat elasticitet |
| FKM (Viton) | 200-250 | Misfarvning, nedsat modstandskraft |
| PTFE | 260 | Dimensionsændringer, reduceret trækstyrke |
| TPU | 80-100 | Blødgøring, deformation, misfarvning |
| UHMW-PE | 80-90 | Deformation, reduceret slidstyrke |
Strategier til at mindske friktionsopvarmning
Baseret på min erfaring med stangløse cylindre er her nogle effektive strategier til at kontrollere friktionsopvarmning:
- Optimer kontakttrykket: Reducer tætningsinterferens, hvor det er muligt, uden at gå på kompromis med tætningen
- Forbedre smøring: Vælg smøremidler med passende viskositet og temperaturstabilitet
- Valg af materiale: Vælg materialer med lavere friktionskoefficienter og højere termisk stabilitet
- Overfladeteknik: Angiv passende overfladefinish og belægninger for at reducere friktion
- Design af varmeafledning: Indarbejde funktioner, der forbedrer varmeoverførslen væk fra tætningerne
Anvendelse i den virkelige verden: Design af stangløs højhastighedscylinder
En af vores kunder i Tyskland bruger højhastighedsemballeringsudstyr med stangløse cylindre, der kører med hastigheder på op til 2 m/s. Deres originale tætninger svigtede efter blot 3 millioner cyklusser på grund af friktionsopvarmning.
Vi udførte en termisk analyse og opdagede lokale temperaturer på op til 140 °C ved tætningsoverfladen - langt over grænsen på 100 °C for deres NBR-tætninger. Ved at skifte til en komposit PTFE-tætning med optimeret kontaktgeometri og forbedre cylinderens varmeafledning forlængede vi tætningens levetid til over 20 millioner cyklusser.
Konklusion
Forståelse af videnskaben bag O-ringers kompressionsforhold, Stribeck-kurvens praktiske anvendelser og friktionsopvarmningsmekanismer er grundlaget for at designe pålidelige, langtidsholdbare pneumatiske tætningssystemer. Ved at anvende disse principper kan du vælge de rigtige tætninger til dine stangløse cylinderapplikationer, fejlfinde eksisterende problemer og forhindre dyre fejl, før de opstår.
Ofte stillede spørgsmål om pneumatiske tætningsmekanismer
Hvad er det ideelle kompressionsforhold for O-ringe i pneumatiske applikationer?
Det ideelle kompressionsforhold for O-ringe i pneumatiske applikationer er typisk 15-25% for statiske tætninger og 10-20% for dynamiske tætninger. Dette interval giver tilstrækkelig tætningskraft, samtidig med at man undgår overdreven kompression, der kan føre til for tidlig svigt, især i stangløse cylinderapplikationer.
Hvordan hjælper Stribeck-kurven med at vælge den rigtige tætning til min applikation?
Stribeck-kurven hjælper med at identificere, hvilket smøresystem din applikation vil fungere i baseret på hastighed, belastning og smøremidlets egenskaber. Til applikationer med lav hastighed og høj belastning skal du vælge tætninger, der er optimeret til grænsesmøring. Til højhastighedsapplikationer skal du vælge tætninger, der er designet til hydrodynamiske smøreforhold.
Hvad forårsager stick-slip-bevægelse i pneumatiske cylindre, og hvordan kan det forhindres?
Stick-slip-bevægelse skyldes forskellen mellem statiske og dynamiske friktionskoefficienter, især ved grænsesmøring. Undgå det ved at bruge PTFE-baserede eller andre tætningsmaterialer med lav friktion, anvende passende smøremidler, optimere overfladefinishen og sikre korrekt tætningskompression til din stangløse cylinderapplikation.
Hvor stor en temperaturstigning er acceptabel for dynamiske tætninger?
Den acceptable temperaturstigning afhænger af tætningsmaterialet. Som en generel regel skal driftstemperaturen holdes mindst 20 °C under materialets maksimale kontinuerlige temperatur. For NBR-tætninger (nitril), der er almindelige i stangløse cylindre, skal temperaturen holdes under 80-100 °C for at forlænge levetiden.
Hvad er forholdet mellem tætningshårdhed og kompressionskrav?
Hårdere tætningsmaterialer (højere durometer) kræver typisk mindre kompression for at opnå effektiv tætning. For eksempel behøver et 90 Shore A-materiale måske kun 10-15% kompression, mens et blødere 70 Shore A-materiale måske kræver 20-25% kompression for at opnå samme tætningseffektivitet i pneumatiske applikationer.
Hvordan beregner jeg rillens dimensioner for en O-ringstætning?
Beregn rillens dimensioner ved at bestemme det nødvendige kompressionsforhold for din anvendelse og dit materiale. For en standard 25%-komprimering af en 2,5 mm O-ring vil rilledybden være 1,875 mm (2,5 mm × 0,75). Rillebredden skal give mulighed for 60-85% rillefyldning for at tillade kontrolleret deformation uden overdreven stress.
-
Giver en grundlæggende forklaring på elastomerer (polymerer med viskoelasticitet), som er de primære materialer, der bruges til pneumatiske tætninger på grund af deres evne til at deformere og vende tilbage til deres oprindelige form. ↩
-
Giver en teknisk definition af kompressionssæt, den permanente deformation af en tætning efter langvarig trykbelastning, som er en primær årsag til statisk tætningssvigt. ↩
-
Beskriver principperne for Stribeck-kurven, en grundlæggende graf inden for tribologi, der illustrerer, hvordan friktion mellem to smurte overflader er en funktion af viskositet, belastning og hastighed. ↩
-
Forklarer ordningen med hydrodynamisk smøring, en ideel tilstand, hvor en fuld, kontinuerlig væskefilm adskiller to bevægelige overflader fuldstændigt, hvilket resulterer i minimal friktion og slid. ↩
-
Beskriver fysikken i friktionsopvarmning, den proces, hvor mekanisk energi omdannes til termisk energi ved en glidende grænseflade, en kritisk faktor i den termiske nedbrydning af dynamiske tætninger. ↩
