

Du strammer monteringsboltene i henhold til specifikationerne, kører din produktionslinje i tre måneder, og så – knæk. 💥 Din cylinders gevindport brækker under drift, sprøjter trykluft ud over arbejdscellen og tvinger en nødstop. Fejlanalysen afslører en klassisk spændingskoncentrationsbrud ved gevindroden. Denne usynlige dræber lurer i hver eneste gevindforbindelse på dit pneumatiske system.
Spændingskoncentrationsfaktorer i cylindergevindrødder repræsenterer multiplikationen af påført spænding ved gevindets base på grund af geometrisk diskontinuitet, typisk i området fra 2,5 til 4,0 gange den nominelle spænding. Disse lokaliserede spændingstoppe forårsager udmattelsessprækker og pludselige svigt i cylinderporte, monteringsgevind og stangender, hvilket gør korrekt gevinddesign, materialevalg og monteringsmoment afgørende for pålidelig drift.
Sidste måned konsulterede jeg David, en pålidelighedsingeniør hos en bilkomponentproducent i Ohio. Hans fabrik havde oplevet fire katastrofale cylinderfejl på seks uger – alle trådbrydninger ved monteringsbosserne. Svigtet kostede ham $8.000 pr. hændelse alene i nedetid, ikke medregnet de $1.200 OEM-erstatningscylindre med deres 8 ugers leveringstid. Hans frustration var tydelig: “Chuck, det er mærkevarecylindre, der er installeret nøjagtigt efter specifikationerne. Hvorfor svigter de?”
Indholdsfortegnelse
- Hvad er stresskoncentrationsfaktorer, og hvorfor er de vigtige?
- Hvordan beregner man spændingskoncentration i gevindforbindelser?
- Hvad forårsager trådrodsfejl i pneumatiske cylindre?
- Hvordan kan man forhindre fejl som følge af spændingskoncentration?
Hvad er stresskoncentrationsfaktorer, og hvorfor er de vigtige? 🔬
Hver eneste gevindforbindelse i dit pneumatiske system er et potentielt svigtpunkt – ikke fordi gevind er svage, men på grund af hvordan belastningen opfører sig ved geometriske diskontinuiteter.
Spændingskoncentrationsfaktor (Kt)1 er en dimensionsløs multiplikator, der kvantificerer, hvor meget spændingen øges ved geometriske træk som gevindrødder, huller og hak i forhold til den gennemsnitlige spænding i det omgivende materiale. I cylindergevind betyder Kt-værdier på 3,0-4,0, at en nominel spænding på 100 MPa bliver 300-400 MPa ved gevindroden – hvilket ofte overstiger materialets flydespænding og forårsager træthedsrevner.
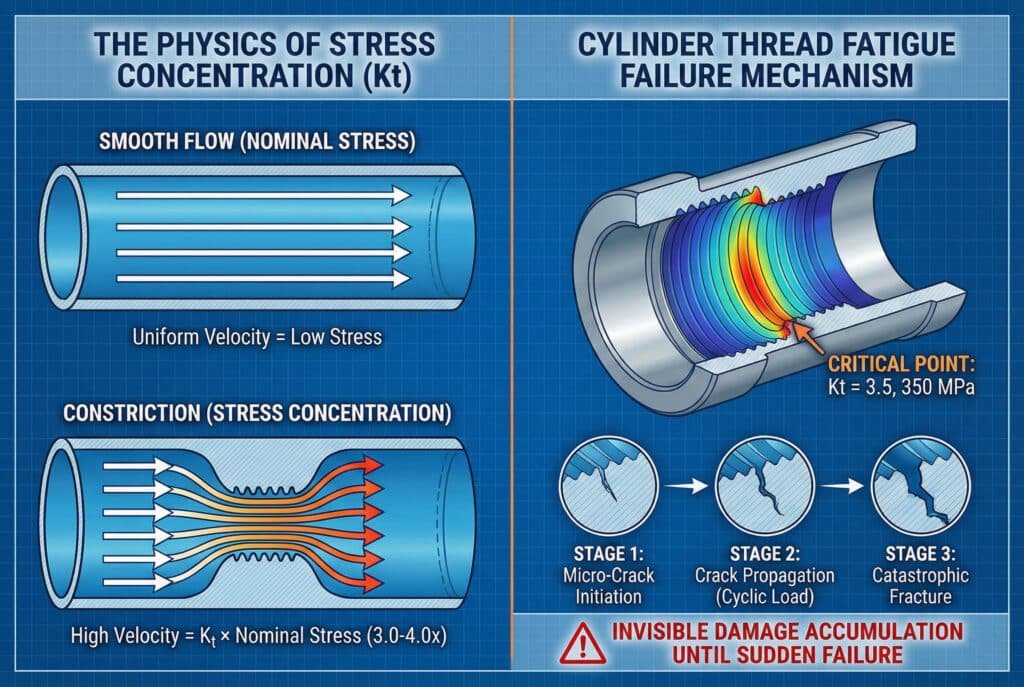
Fysikken bag spændingskoncentration
Forestil dig stress som vand, der strømmer gennem et rør. Når røret pludselig bliver smallere, øges vandets hastighed dramatisk ved indsnævringen. Stress opfører sig på samme måde – det “strømmer” gennem materialet, og når det støder på en skarp geometrisk ændring, såsom en gevindrod, koncentreres det intensivt på det punkt.
Jo skarpere den geometriske diskontinuitet er, jo højere er spændingskoncentrationen. Gevindrødder med deres små radier og pludselige ændringer i tværsnit skaber nogle af de højeste spændingskoncentrationer i mekaniske systemer.
Hvorfor tråde er særligt sårbare
Gevindforbindelser i pneumatiske cylindre udsættes for flere belastningskilder samtidigt:
- Trækforspænding fra monteringsmoment
- Cykliske trykbelastninger fra systemdrift
- Bøjningsmomenter fra fejljustering eller sidebelastninger
- Vibrationer fra maskindrift
- Termisk udvidelse fra temperaturudsving
Hver af disse spændinger multipliceres med spændingskoncentrationsfaktoren ved gevindets rod. Hvad der synes at være en beskeden nominel spænding på 50 MPa, kan blive til 150-200 MPa ved det kritiske punkt – nok til at forårsage udmattelsessprækker.
Mekanismen bag træthedsbrud
De fleste trådfelter er ikke pludselige overbelastningsbrud – det er gradvise udmattelsesfejl, der udvikler sig over tusinder eller millioner af cyklusser:
Fase 1: Mikroskopisk revne opstår ved spændingskoncentration ved gevindrod
Fase 2: Revnen breder sig langsomt med hver trykcyklus
Trin 3: Det resterende materiale kan ikke bære belastningen – pludselig katastrofal svigt
Derfor kan cylindre fungere perfekt i flere måneder og derefter svigte uden varsel. Skaden har ophobet sig usynligt hele tiden. 😰
Hvordan beregner man spændingskoncentration i gevindforbindelser? 📊
At forstå matematikken bag spændingskoncentration hjælper dig med at forudsige og forhindre fejl, før de opstår.
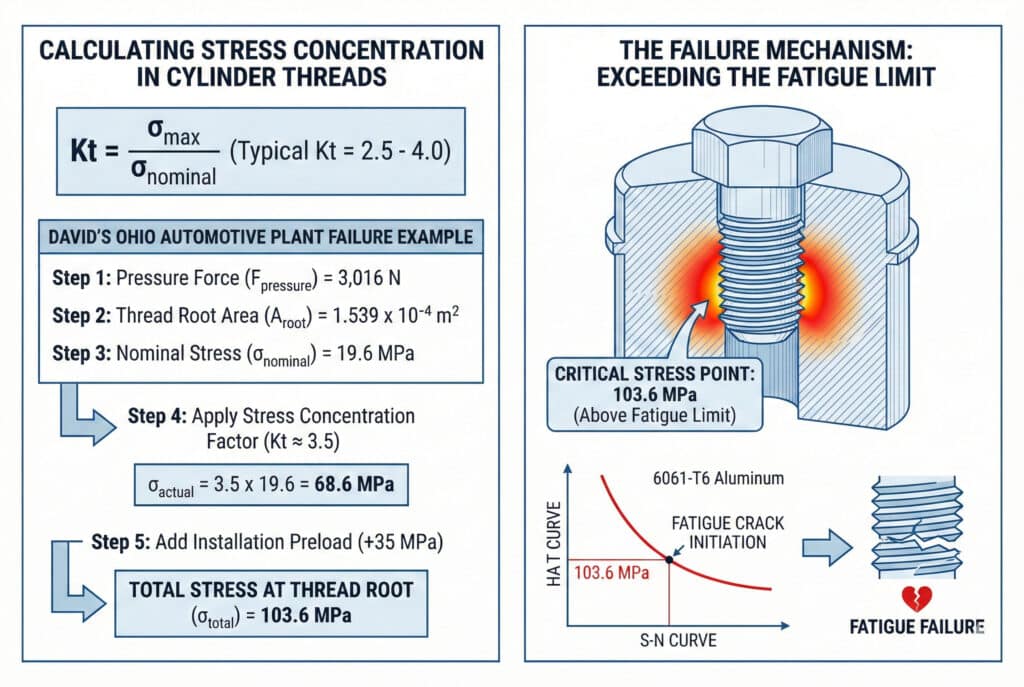
Beregn spændingskoncentration ved hjælp af , hvor er den maksimale spænding ved gevindets rod og er den gennemsnitlige spænding i det gevindskårne område. For standard V-gevind varierer Kt typisk fra 2,5 til 4,0 afhængigt af gevindstigning, rodradius og materiale. Den faktiske spænding ved gevindroden beregnes derefter som .
Faktorer, der påvirker stresskoncentrationsfaktoren
Kt-værdien er ikke konstant – den afhænger af flere geometriske og materielle faktorer:
Trådgeometri-faktorer
| Faktor | Effekt på Kt | Optimeringsstrategi |
|---|---|---|
| Rodradius | Mindre radius = Højere Kt | Brug rullede gevind (større radius) frem for skårne gevind |
| Trådhøjde | Finere stigning = Højere Kt | Brug grovere tråde, når det er muligt |
| Gevinddybde | Dybere tråde = højere Kt | Afvej styrkebehov med spændingskoncentration |
| Trådvinkel | Skarpere vinkel = Højere Kt | 60°-standarden er et kompromis |
Materiale- og produktionsfaktorer
Trådvalsning kontra skæring gør en enorm forskel:
- Skær tråde: Skarpe rødder, Kt = 3,5-4,5, overfladefejl
- Rullede tråde: Glattere rødder, Kt = 2,5-3,5, arbejdshærdet overflade, kornstrøm2 tilpasset
Derfor bruger kvalitetsproducenter som Bepto rullede gevind til alle kritiske forbindelser – det handler ikke kun om omkostninger, men også om udmattelseslevetid.
Praktisk eksempel på stressberegning
Lad os se nærmere på Davids fiasko med bilfabrikken i Ohio:
Hans ansøgning:
- Cylinderboring: 80 mm
- Driftstryk: 6 bar (0,6 MPa)
- Monteringstråd: M16 × 1,5
- Monteringsmoment: 40 Nm (i henhold til OEM-specifikation)
- Vibrationer til stede: Ja (stempelpresseanvendelse)
Trin 1: Beregn trykinduceret kraft
Trin 2: Beregn gevindrodens areal
For M16-gevind, mindre diameter ≈ 14,0 mm:
Trin 3: Beregn nominel spænding
Trin 4: Anvend spændingskoncentrationsfaktoren
For skårne gevind med standardgeometri, Kt ≈ 3,5:
Trin 5: Tilføj installationsforhåndsindlæsning
Installationsmomentet på 40 Nm tilføjer ca. 30-40 MPa trækbelastning:
Problemet afsløret
6061-T63 aluminiumslegering (almindelig i cylinderlegemer) har en træthedsgrænse4 omkring 90-100 MPa til applikationer med høj cyklus. Davids gevind fungerede over træthedsgrænsen på grund af spændingskoncentration, selvom den nominelle spænding syntes sikker.
Tilføj vibrationer fra stemplingspressen, og du har de perfekte betingelser for dannelse af træthedssprækker. 💔
Hvad forårsager trådrodsfejl i pneumatiske cylindre? ⚠️
Trådfunktioner sker ikke tilfældigt – de følger forudsigelige mønstre baseret på design, installation og driftsforhold.
De fem primære årsager til skruerodssvigt er: (1) for højt drejningsmoment under montering, hvilket skaber for stor forspænding, (2) cyklisk trykbelastning kombineret med høje spændingskoncentrationsfaktorer, (3) dårlig gevindkvalitet med skarpe rødder og overfladefejl, (4) materialevalg, der er uegnet til det pågældende spændingsmiljø, og (5) fejljustering eller sidebelastning, der øger bøjningsspændingen på gevindforbindelsen.
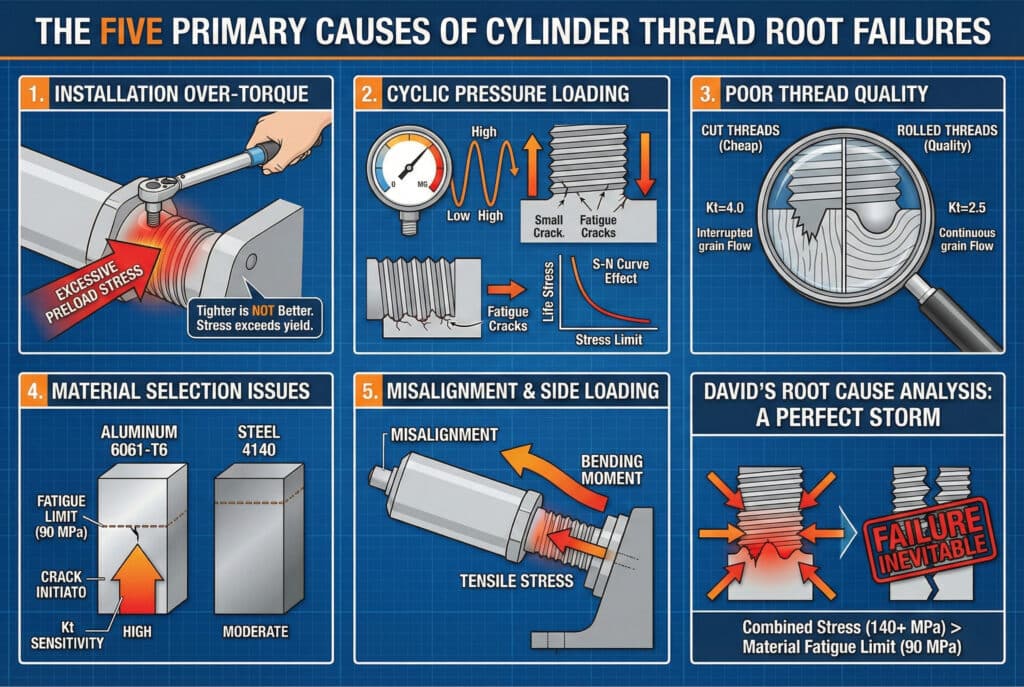
Årsag #1: Installation med for højt moment
Dette er den mest almindelige fejl, jeg ser i praksis. Ingeniører antager, at “strammere er bedre” og overskrider de anbefalede momentværdier.
Hvad sker der:
- Forbelastningsspændingen stiger lineært med drejningsmomentet
- Trådrodspændingen kan overstige flydespændingen under installationen.
- Materialet giver lidt efter, hvilket skaber restspænding.
- Driftsbelastninger øger den i forvejen høje belastning
- Træthedens levetid falder dramatisk
Reelt drejningsmoment vs. anbefalet:
| Trådstørrelse | Anbefalet drejningsmoment | Typisk over-moment | Forøgelse af stress |
|---|---|---|---|
| M10 × 1,5 | 15 Nm | 25 Nm | +67% |
| M16 × 1,5 | 40 Nm | 60 Nm | +50% |
| M20 × 1,5 | 70 Nm | 100 Nm | +43% |
Årsag #2: Cyklisk trykbelastning
Hver trykcyklus udøver belastning på gevindforbindelser. I applikationer med mange cyklusser (>100.000 cyklusser) forårsager selv moderate belastningsniveauer træthed.
S-N-kurven (spænding kontra cyklusser til brud) viser, at spændingskoncentration reducerer udmattelseslevetiden dramatisk:
- Uden spændingskoncentration: 1 million cyklusser ved 150 MPa
- Med Kt = 3,5: 1 million cyklusser ved kun 43 MPa nominel spænding
Årsag #3: Dårlig trådkvalitet
Ikke alle tråde er ens. Fremstillingsmetoden har enorm betydning:
Skær tråde (billigt):
- Skarpe rødder med små radier
- Overfladeruhed fra skæreværktøj
- Kornstrøm afbrudt
- Kt = 3,5-4,5
Rullede gevind (kvalitet):
- Glattere rødder med større radier
- Arbejdshærdet overflade (30% stærkere)
- Kornstrømmen følger trådens kontur
- Kt = 2,5-3,5
Forskellen i udmattelseslevetid kan være 5-10 gange for det samme nominelle spændingsniveau.
Årsag #4: Problemer med materialevalg
Aluminiumslegeringer er populære til cylinderlegemer på grund af deres lette vægt og korrosionsbestandighed, men de har lavere udmattelsesstyrke end stål:
| Materiale | Udbyttestyrke | Træthedsgrænse | Kt-følsomhed |
|---|---|---|---|
| Aluminium 6061-T6 | 275 MPa | 90-100 MPa | Høj |
| Aluminium 7075-T6 | 505 MPa | 160 MPa | Høj |
| Stål 4140 | 415 MPa | 290 MPa | Moderat |
| Rustfri 316 | 290 MPa | 145 MPa | Moderat |
Aluminium er særligt følsomt over for spændingskoncentration – Kt-effekten er mere skadelig end i stål.
Årsag #5: Forkert justering og sidebelastning
Når cylindre ikke er monteret perfekt på linje, øger bøjningsmomenter trækbelastningen på gevindene:
Selv en fejlindstilling på 2-3° kan øge spændingen i gevindets rod med 30-50%. I Davids tilfælde opdagede vi, at hans monteringsbeslag havde forskudt sig en smule, hvilket skabte en lille, men betydelig fejlindstilling.
Davids analyse af årsagen
Da vi undersøgte Davids fiaskoer grundigt, fandt vi en perfekt storm:
- ✗ Skårne tråde (ikke rullede) – Kt = 4,0
- ✗ Installationsmoment 50% over specifikation – Tilføjet 50% forspænding
- ✗ Aluminium 6061-T6-krop – Lavere træthedsgrænse
- ✗ Anvendelse med høj cyklus – over 500.000 cyklusser om året
- ✗ Let fejljustering – Tilføjet 30% bøjningsspænding
Resultat: Trådrodspænding på over 140 MPa i et materiale med en træthedsgrænse på 90 MPa. Svigt var uundgåeligt. 😞
Hvordan kan du forhindre fejl som følge af stresskoncentration? 🛡️
Det er kun værdifuldt at forstå stresskoncentration, hvis man kan forhindre de fejl, den forårsager – her er gennemprøvede strategier fra 15 års erfaring i feltet.
Undgå skruegrundfejl ved hjælp af fem vigtige strategier: (1) brug rullede gevind med større grundradier for at reducere Kt med 25-30%, (2) kontroller monteringsmomentet nøje ved hjælp af kalibrerede værktøjer, (3) vælg materialer med tilstrækkelig udmattelsesstyrke til dit antal cyklusser, (4) design med henblik på korrekt justering og minimer sidebelastning, og (5) overvej alternative forbindelsesmetoder som flanger eller trækstangsdesign, der eliminerer gevind med høj belastning på kritiske steder.
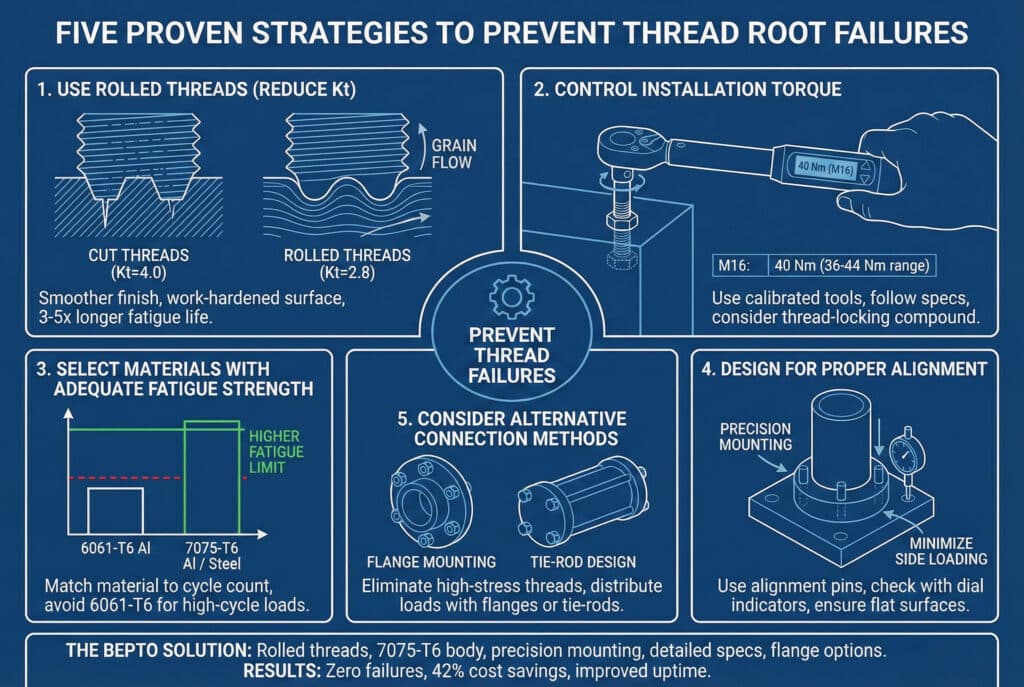
Strategi #1: Angiv rullede gevind
Dette er den mest effektive forbedring for trådens levetid:
Fordele ved rullede gevind:
- 25-30% reduktion i spændingskoncentrationsfaktoren
- 30% stigning i overfladehårdhed fra arbejdshærdning
- Kornstrømmen følger trådkonturen (stærkere)
- Glattere overfladefinish (færre steder, hvor der opstår revner)
- 3-5 gange længere levetid for samme stressniveau
Hos Bepto bruger vi som standard rullede gevind på alle vores cylindergevindforbindelser – det er et ufravigeligt kvalitetskrav. Mange OEM-producenter skærer gevind for at spare $2-3 pr. cylinder og opkræver derefter $1.200 for udskiftning, når de går i stykker. 🤔
Strategi #2: Kontrol af monteringsmoment
Brug kalibrerede momentnøgler og følg specifikationerne nøje:
Bedste praksis for drejningsmomentstyring:
| Trådstørrelse | Anbefalet drejningsmoment | Acceptabel rækkevidde | Aldrig overskride |
|---|---|---|---|
| M10 × 1,5 | 15 Nm | 13-17 Nm | 20 Nm |
| M12 × 1,5 | 25 Nm | 22-28 Nm | 32 Nm |
| M16 × 1,5 | 40 Nm | 36-44 Nm | 50 Nm |
| M20 × 1,5 | 70 Nm | 63-77 Nm | 85 Nm |
Profftip: Brug gevindlåsemiddel (medium styrke) i stedet for at spænde for hårdt for at forhindre, at gevindet løsner sig. Det er langt mere sikkert for gevindets integritet.
Strategi #3: Materialevalg til anvendelse
Tilpas cylinderens materiale til dine driftsforhold:
Til applikationer med høj cyklusfrekvens (>100.000 cyklusser/år):
- Foretrækker stål eller højstyrke aluminium (7075-T6)
- Undgå 6061-T6 aluminium til gevindforbindelser under cyklisk belastning
- Overvej rustfrit stål til korrosive miljøer
Til applikationer med moderat cyklus:
- 6061-T6 aluminium, der kan accepteres med rullede gevind
- Sørg for korrekt monteringsmoment
- Overvåg for tidlige tegn på slitage
Strategi #4: Design med henblik på tilpasning
Fejlindstilling er en stille dræber af gevindforbindelser:
Tilpasningsstrategier:
- Brug præcisionsbearbejdede monteringsflader (planhed <0,05 mm)
- Brug justeringsstifter eller dyvler til gentagelig positionering
- Kontroller justeringen med måleur under installationen.
- Brug fleksible koblinger, hvor en let fejlindstilling er uundgåelig.
- Overvej selvjusterende monteringsbeslag til vanskelige anvendelser
Strategi #5: Alternative forbindelsesmetoder
Nogle gange er den bedste løsning at undgå tråde med høj stress helt:
Flange montering:
- Fordeler belastningen på flere bolte
- Reducerer spændingskoncentrationen ved hver forbindelse
- Lettere at opnå korrekt justering
- Standard på større cylindre (>100 mm boring)
Tie-rod design:
- Eksterne trækstænger bærer primære belastninger
- Porttråde forsegler kun, bærer ikke strukturelle belastninger
- Iboende mere modstandsdygtig over for træthed
- Almindelig i tunge applikationer
Fordele ved stangløse cylindre:
- Færre gevindforbindelser samlet set
- Forskelligt fordelt monteringsbelastning
- Lavere spændingskoncentration i kritiske områder
Bepto-løsningen til David
Vi udskiftede Davids defekte cylindre med vores kraftige stangløse cylindre, der har følgende egenskaber:
✅ Rullede tråde overalt (Kt = 2,8 mod 4,0)
✅ 7075-T6 aluminiumskrop (75% højere træthedsstyrke)
✅ Præcisionsmonteringsgrænseflader (forbedret tilpasning)
✅ Detaljerede specifikationer for drejningsmoment med gevindlåsemiddel inkluderet
✅ Flange-monteringsmulighed (fordelte belastninger)
Resultater efter 6 måneder:
- Ingen trådfejl
- 42% omkostningsbesparelser i forhold til OEM-udskiftninger
- Levering på 5 dage mod 8 uger
- Produktionens oppetid forbedret med 3,21 TP3T
David har siden konverteret yderligere 18 cylindre til Bepto – og han sover bedre om natten. 😊
Inspektion og vedligeholdelse
Selv med korrekt design forhindrer periodisk inspektion overraskelser:
Månedlige kontroller:
- Visuel inspektion for revner omkring gevindforbindelser
- Kontroller for løsning (indikerer træthed eller forkert indledende moment)
- Se efter olielækager ved gevind (forringelse af tætningen på grund af bevægelse)
Årlige kontroller:
- Farvestofpenetrant5 eller magnetisk partikelinspektion af kritiske gevind
- Efterstram forbindelserne, hvis der konstateres løsning
- Udskift cylindre, der viser tegn på revnedannelse
Tidlig påvisning af trådproblemer kan forhindre katastrofale fejl og kostbare driftsstop.
Konklusion
Spændingskoncentration ved gevindrødder er ikke et teoretisk problem – det er en reel fejlmekanisme, der koster producenter tusindvis af kroner i nedetid og udskiftningsdele. Forstå faktorerne, beregne risiciene, specificer kvalitetskomponenter med rullede gevind og monter dem korrekt. Din produktionslinjes pålidelighed afhænger af disse usynlige stressmultiplikatorer. 🎯
Ofte stillede spørgsmål om spændingskoncentration i cylindergevind
Spørgsmål: Kan jeg bruge Loctite eller gevindforsegling til at styrke gevindene?
Gevindlåsemidler og tætningsmidler øger ikke gevindets styrke – de forhindrer, at det løsner sig, og tætner mod lækager. De hjælper dog ved at gøre det muligt at anvende det korrekte moment (ikke for højt moment) og samtidig forhindre, at det løsner sig. Brug gevindlåsemidler med medium styrke til aftagelige forbindelser, aldrig gevindlåsemidler med permanent styrke på cylinderporte.
Spørgsmål: Hvordan ved jeg, om min cylinder har rullede eller skårne gevind?
Valsede gevind har et glattere, blankere udseende med let afrundede rødder. Skårne gevind viser synlige værktøjsspor og skarpere rodprofiler. Hvis du har en gevindmåler eller et mikroskop, vil valsede gevind vise hærdede overflader og kornstrømning, der følger gevindkonturen. Hvis du er i tvivl, så spørg din leverandør – kvalitetsproducenter vil med stolthed specificere valsede gevind.
Spørgsmål: Hvad er den typiske udmattelseslevetid for korrekt konstruerede cylindergevind?
Med rullede gevind, de rette materialer og korrekt installation bør cylindergevindene holde længere end cylinderens andre komponenter (tætninger, lejer). I velkonstruerede systemer ser vi typisk 2-5 millioner trykcyklusser, før der opstår gevindrelaterede problemer. Skårne gevind eller overdrevent tilspændte forbindelser kan svigte efter 100.000-500.000 cyklusser under de samme betingelser.
Spørgsmål: Skal jeg bruge stålindsatser i aluminiumscylinderhus?
Stålgevindindsatser (Helicoils, Keenserts) kan hjælpe i reparationssituationer, men de eliminerer ikke spændingskoncentrationen – de flytter den blot til et andet sted. For nye designs er korrekt gevindrulning og materialevalg mere effektivt. Vi bruger primært indsatser til reparationer af beskadigede gevind i marken, ikke som originale designfunktioner.
Spørgsmål: Hvordan sikrer Bepto trådkvaliteten i jeres cylindre?
Alle Bepto-cylindre bruger udelukkende rullede gevind til strukturelle forbindelser, med gevindrodradier 40%, der er større end branchestandarden. Vi bruger 7075-T6 aluminium til applikationer med høj belastning og leverer detaljerede moment specifikationer med hver cylinder. Vores gevindkvalitet verificeres gennem regelmæssige udmattelsestests – vi har dokumenteret en 3-5 gange længere levetid end tilsvarende designs med skårne gevind. Desuden får du bedre kvalitet til en lavere investering, da prisen ligger 35-45% under OEM-prisen.
-
Lær mere om stresskoncentrationsfaktoren (Kt) og hvordan geometriske egenskaber påvirker materialebrud. ↩
-
Opdag, hvordan kornstrømmen adskiller sig mellem rullede og skårne gevind, og hvordan det påvirker den mekaniske styrke. ↩
-
Udforsk de specifikke mekaniske egenskaber og udmattelsesegenskaber ved 6061-T6 aluminiumslegering. ↩
-
Forstå begrebet træthedsgrænse og hvordan materialer opfører sig under millioner af belastningscyklusser. ↩
-
Få adgang til en detaljeret vejledning om farvestofpenetreringsmetoden til påvisning af overfladebrud. ↩
