

Einführung
Ihr Pneumatiksystem verliert Druck, die Produktivität sinkt und die Wartungskosten steigen sprunghaft an. 💨 Sie haben die Dichtungen diesen Monat bereits zweimal ausgetauscht, aber sie versagen immer wieder innerhalb weniger Wochen. Der Grund dafür ist nicht die Qualität der Dichtungen, sondern die Physik des Extrusionsspaltes, die von den meisten Ingenieuren übersehen wird. Wenn der Druck das Dichtungsmaterial in mikroskopisch kleine Spalten drückt, ist ein katastrophaler Ausfall nur noch eine Frage der Zeit.
Extrusionsspalte sind die Abstände zwischen zusammenpassenden Zylinderkomponenten, in denen hoher Druck dazu führen kann, dass das Dichtungsmaterial fließt und sich verformt. Um ein Versagen der Dichtung zu verhindern, müssen die Spaltmaße unterhalb kritischer Schwellenwerte (in der Regel 0,1–0,3 mm, je nach Druck und Dichtungshärte) gehalten werden. Dies wird durch präzise Bearbeitungstoleranzen, die richtige Auswahl der Stützringe und die Materialverträglichkeit erreicht, um Ausfransungen, Risse und eine fortschreitende Verschlechterung der Dichtung zu verhindern.
Kürzlich habe ich Thomas, einem Wartungsleiter in einer Hochgeschwindigkeits-Abfüllanlage in Wisconsin, dabei geholfen, ein mysteriöses Problem mit defekten Dichtungen zu lösen. Seine stangenlosen Zylinder arbeiteten mit einem Druck von 12 bar, und trotz der Verwendung hochwertiger Polyurethan-Dichtungen fielen die Dichtungen alle 3–4 Wochen aus. Als wir die tatsächlichen Extrusionsspalte maßen, stellten wir einen Abstand von 0,45 mm fest – weit über den Sicherheitsgrenzen. Nach der Nachrüstung mit unseren Bepto-Zylindern, die mit maximalen Spalten von 0,15 mm und geeigneten Stützringen ausgestattet sind, verlängerte sich die Lebensdauer seiner Dichtungen auf über 18 Monate. 🔍
Inhaltsübersicht
- Was sind Extrusionsspalten und warum verursachen sie Dichtungsausfälle?
- Wie wirkt sich Druck auf das Verhalten von Dichtungsmaterial in Extrusionsspalten aus?
- Was sind die kritischen Spaltmaße für verschiedene Druckbereiche?
- Welche Konstruktionsmerkmale und Stützringe verhindern das Herausdrücken der Dichtung in stangenlosen Zylindern?
Was sind Extrusionsspalten und warum verursachen sie Dichtungsausfälle?
Das Verständnis der mechanischen Physik hinter der Dichtungsextrusion ist unerlässlich, um vorzeitige Ausfälle und kostspielige Ausfallzeiten zu vermeiden. ⚙️
Extrusionsspalten sind die radialen oder axialen Abstände zwischen Zylinderkomponenten (Kolben zu Zylinder, Stange zu Stopfbuchse), in denen unter Druck stehendes Dichtungsmaterial unter Belastung fließen kann. Wenn der Systemdruck die Verformungsfestigkeit der Dichtung übersteigt, extrudiert das Elastomer in diese Spalten und verursacht Nibbling (kleine Risse an den Dichtungskanten), fortschreitenden Materialverlust und schließlich einen vollständigen Dichtungsausfall durch Reißen oder Verlust der Dichtungsinterferenz.
Die Mechanik der Dichtungsextrusion
Stellen Sie sich Dichtungsmaterial wie dickflüssigen Honig unter Druck vor. Bei niedrigem Druck behält die Dichtung ihre Form und bleibt in ihrer Nut. Mit steigendem Druck wird das Material einer Belastung ausgesetzt, die es in jeden verfügbaren Raum zu drücken versucht. Der Extrusionsspalt wirkt wie eine Ventilöffnung – sobald die Druckkraft die Materialfestigkeit und den Reibungswiderstand der Dichtung überwindet, beginnt die Dichtung in den Spalt zu fließen.
Dies ist kein plötzlicher Ausfall. Es handelt sich um eine fortschreitende Verschlechterung, die mit einer mikroskopisch kleinen Materialverschiebung an der Dichtungskante beginnt. Bei jedem Druckzyklus wird ein kleines bisschen mehr Material in den Spalt gedrückt. Über Hunderte oder Tausende von Zyklen hinweg entstehen so sichtbare Abnutzungserscheinungen – kleine Risse, die aussehen, als hätte jemand winzige Bissen aus der Dichtungskante genommen.
Warum Standardtoleranzen nicht ausreichen
Viele Zylinderhersteller arbeiten mit allgemeinen Bearbeitungstoleranzen von ±0,2 mm oder sogar ±0,3 mm. Für Niederdruckanwendungen unter 6 bar mag dies akzeptabel sein. Bei 10–16 bar – wie sie in der modernen Industriepneumatik üblich sind – führen diese Toleranzen jedoch zu Extrusionsspalten, die ein Versagen der Dichtung garantieren.
Bei Bepto haben wir dies durch schmerzhafte Erfahrungen in der Praxis gelernt. Zu Beginn unserer Unternehmensgeschichte stellten wir Zylinder nach den branchenüblichen Toleranzen her und konnten nicht verstehen, warum Kunden bei hohen Drücken Dichtungsausfälle meldeten. Eine detaillierte Fehleranalyse deckte den Extrusionsmechanismus auf, und wir haben unsere Fertigungsprozesse komplett neu gestaltet, um engere Toleranzen einzuhalten.
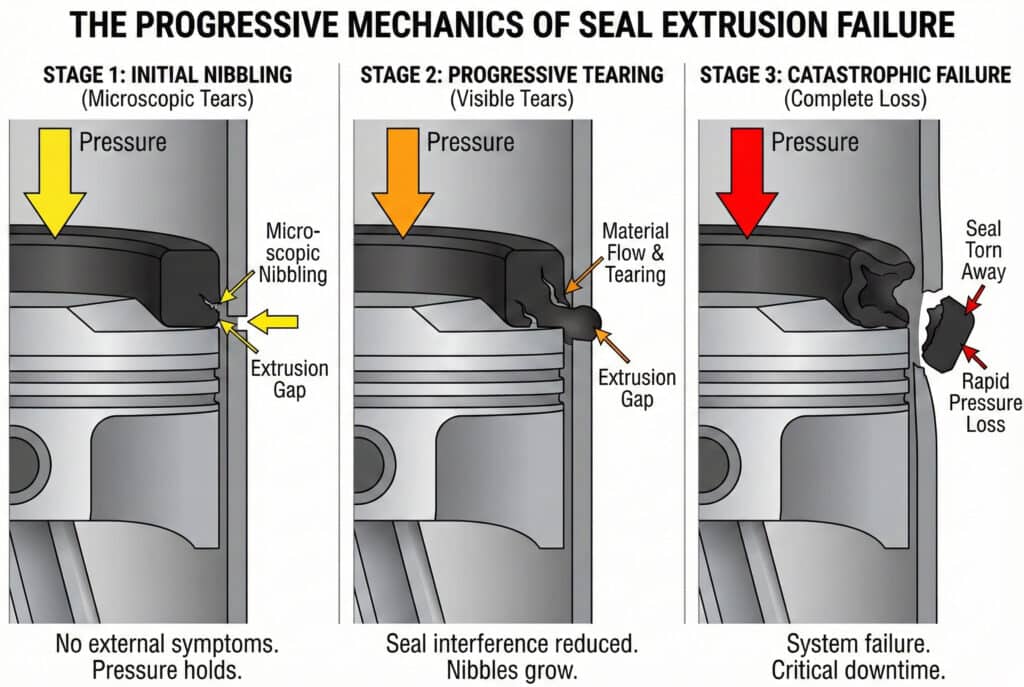
Die drei Phasen des Extrusionsfehlers
Ich habe Hunderte von defekten Dichtungen untersucht, und der Verlauf ist bemerkenswert konsistent:
- Anfängliches Knabbern (erste 10-20% der Dichtungslebensdauer): An den druckseitigen Dichtungskanten treten mikroskopisch kleine Risse auf.
- Fortschreitendes Zerreißen (Mitte 60-70% des Lebens): Knabbern werden zu sichtbaren Tränen, die Versiegelung beginnt zu bröckeln.
- Katastrophisches Versagen (letzte 10-20% des Lebens): Große Teile reißen ab und verursachen einen raschen Druckverlust.
Das Tückische daran ist, dass die Stadien 1 und 2 oft keine äußeren Symptome zeigen. Der Zylinder funktioniert noch, der Druck hält und alles scheint in Ordnung zu sein – bis Sie Stadium 3 erreichen und während eines kritischen Produktionslaufs einen plötzlichen, vollständigen Ausfall erleben.
Wie wirkt sich Druck auf das Verhalten von Dichtungsmaterial in Extrusionsspalten aus?
Das Verhältnis zwischen Druck, Materialeigenschaften und Spaltabmessungen bestimmt die Lebensdauer der Dichtung und die Zuverlässigkeit des Systems. 📈
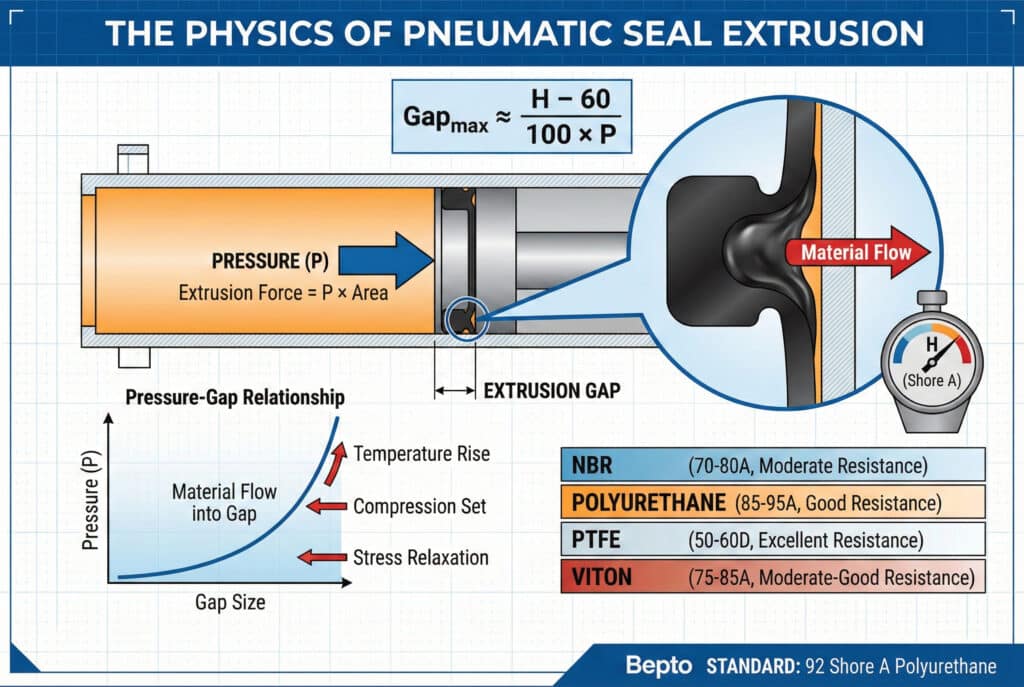
Die Extrusion von Dichtungen folgt einem druckabhängigen Verformungsmodell, bei dem der Materialfluss in Spalten oberhalb kritischer Druckschwellen exponentiell zunimmt – die Extrusionskraft entspricht dem Druck multipliziert mit der Dichtungsfläche, während der Widerstand von der Materialhärte abhängt (Härtegrad Shore A1), Temperatur und Reibungskoeffizient, wodurch ein Gleichgewichtspunkt entsteht, bei dem Spalten über 0,2–0,4 mm (abhängig von der Dichtungshärte und dem Druck) eine fortschreitende Materialverdrängung und ein Versagen ermöglichen.
Das Verhältnis zwischen Druck, Spalt und Härte
Es gibt eine wichtige Gleichung, die die Extrusion von Dichtungen regelt, obwohl die meisten Ingenieure sie nie zu Gesicht bekommen. Der maximale sichere Abstand (in mm) entspricht ungefähr: Gap_max = (H – 60) / (100 × P) wobei H die Shore-A-Härte und P der Druck in bar ist.
Für eine Standard-Polyurethan-Dichtung mit einer Shore-Härte von 90 A bei 10 bar: Gap_max = (90-60)/(100×10) = 0,03 mm – eine unglaublich enge Toleranz! Aus diesem Grund ist die richtige Konstruktion des Zylinders so wichtig.
Veränderungen der Materialeigenschaften unter Druck
Dichtungsmaterialien verhalten sich bei 1 bar und 15 bar nicht gleich. Unter hohem Druck treten mehrere Dinge gleichzeitig auf:
- Druckverformungsrest2: Die Dichtung wird zusammengedrückt, wodurch ihre effektive Härte verringert wird.
- TemperaturanstiegReibung erzeugt Wärme, wodurch das Elastomer weich wird.
- Entspannung von Stress: Anhaltender Druck führt zu einer Umordnung der Molekülketten.
- PlastifizierungEinige Dichtungsmaterialien werden unter anhaltendem Druck flüssiger.
Diese Faktoren führen dazu, dass Dichtungen mit zunehmender Betriebsdauer anfälliger für Extrusion werden. Eine Dichtung, die die anfängliche Hochdruckprüfung übersteht, kann aufgrund kumulativer Veränderungen der Materialeigenschaften nach 100.000 Zyklen dennoch versagen.
Vergleichende Leistungsfähigkeit von Dichtungsmaterialien
| Material der Dichtung | Shore A Härte | Maximaler Druck (0,2 mm Spalt) | Maximaler Druck (0,3 mm Spalt) | Extrusionswiderstand |
|---|---|---|---|---|
| NBR (Nitril) | 70-80 | 6-8 bar | 4–5 bar | Mäßig |
| Polyurethan | 85-95 | 10–14 bar | 7–9 bar | Gut |
| PTFE | 50-60D (Shore D) | 16+ Bar | 12–16 bar | Ausgezeichnet |
| Viton (FKM) | 75-85 | 8-10 bar | 5-7 bar | Mäßig-Gut |
Diese Tabelle zeigt, warum wir bei Bepto für unsere Hochdruck-kolbenstangenlosen Zylinder Polyurethan mit einer Shore-Härte von 92 A spezifizieren – es bietet die beste Balance zwischen Dichtungsleistung, Verschleißfestigkeit und Extrusionsbeständigkeit für industrielle Pneumatikanwendungen.
Dynamisches vs. statisches Extrusionsverhalten
Statische Dichtungen (wie Endkappen-O-Ringe) sind einem konstanten Druck ausgesetzt und können etwas größere Spalten tolerieren, da keine zyklische Belastung auftritt. Dynamische Dichtungen (Kolben- und Stangendichtungen) sind wiederholten Druckzyklen, Temperaturschwankungen und Gleitreibung ausgesetzt, was insgesamt zu einer Beschleunigung der Extrusionsschäden führt.
Bei stangenlosen Zylindern ist dies besonders kritisch, da das gesamte Dichtungssystem des Schlittens dynamisch ist. Bei jedem Hub sind die Dichtungen Druckumkehrungen, Reibungserwärmung und mechanischer Beanspruchung ausgesetzt. Aus diesem Grund erfordert die Konstruktion stangenloser Zylinder eine noch strengere Kontrolle des Extrusionsspalts als bei Standardzylindern.
Was sind die kritischen Spaltmaße für verschiedene Druckbereiche?
Die genauen Maßanforderungen zu kennen, hilft Ihnen dabei, Zylinder korrekt zu spezifizieren und vorzeitige Ausfälle zu vermeiden. 🎯
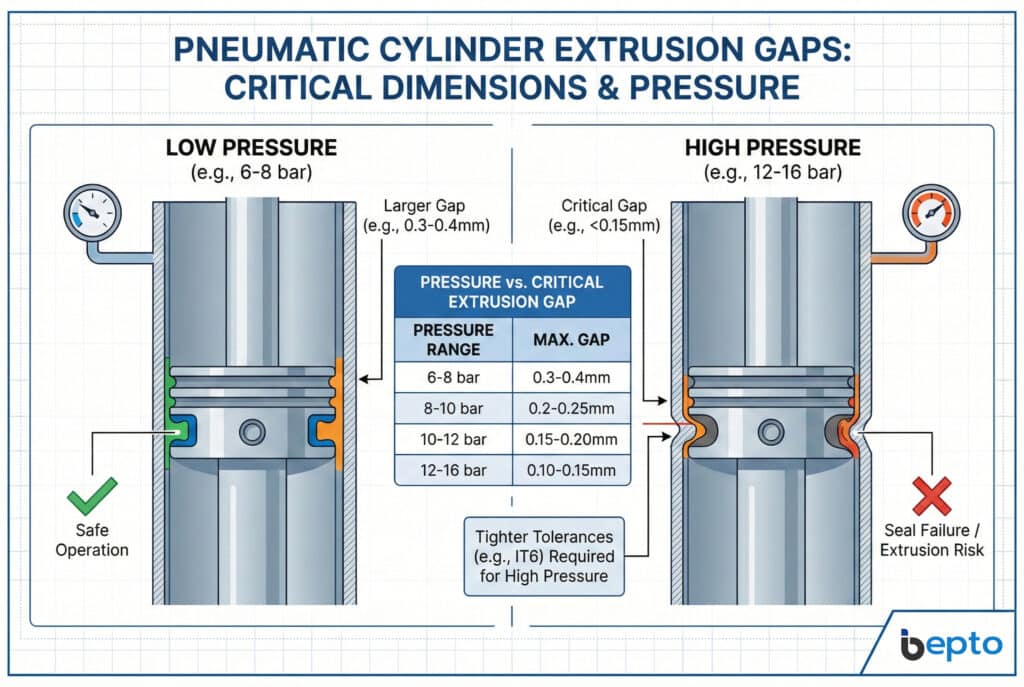
Die kritischen maximalen Extrusionsspalte variieren je nach Druckbereich: 0,3–0,4 mm für 6–8 bar, 0,2–0,25 mm für 8–10 bar, 0,15–0,20 mm bei 10–12 bar und 0,10–0,15 mm bei 12–16 bar. Diese Abmessungen müssen über den gesamten Dichtungsumfang hinweg eingehalten werden, wobei Wärmeausdehnung, Verschleiß und Fertigungstoleranzen zu berücksichtigen sind, was eine präzise Bearbeitung erfordert. IT73 oder bessere Toleranzklassen für Hochdruck-Pneumatiksysteme.
Druckbasierte Spaltspezifikationen
Bei Bepto wenden wir diese Konstruktionsregeln für unsere stangenlosen Zylinder an:
Niederdruck (bis zu 6 bar):
- Maximaler radialer Abstand: 0,35 mm
- Empfohlen: 0,25–0,30 mm
- Toleranzklasse: IT8 (±0,046 mm bei 50 mm Durchmesser)
Mittlerer Druck (6–10 bar):
- Maximaler radialer Spalt: 0,20 mm
- Empfohlen: 0,15–0,18 mm
- Toleranzklasse: IT7 (±0,030 mm bei 50 mm Durchmesser)
Hochdruck (10–16 bar):
- Maximaler radialer Spalt: 0,15 mm
- Empfohlen: 0,10–0,12 mm
- Toleranzklasse: IT6 (±0,019 mm bei 50 mm Durchmesser)
Dies sind keine theoretischen Zahlen – sie stammen aus Feldtests mit Tausenden von Installationen und Millionen von Betriebsstunden.
Berücksichtigung der Wärmeausdehnung
Hier ist ein Faktor, den viele Ingenieure übersehen: Aluminium dehnt sich pro Meter und °C um etwa 23 μm aus. Bei einem 1 Meter langen stangenlosen Zylinder, der bei Temperaturen zwischen 20 °C und 60 °C betrieben wird (was in industriellen Umgebungen üblich ist), dehnt sich der Zylinder um 0,92 mm in der Länge und proportional dazu auch im Durchmesser aus.
Bei einem Zylinder mit 63 mm Bohrung entspricht dies einer Durchmessererhöhung von etwa 0,058 mm. Wenn Ihr Spalt im kalten Zustand 0,15 mm beträgt und Sie nicht berücksichtigen, dass Wärmeausdehnungskoeffizient4, wird Ihr Spalt im heißen Zustand 0,208 mm groß – was bei hohem Druck möglicherweise in den Ausfallbereich führt.
Wir konstruieren unsere Bepto-Zylinder unter Berücksichtigung der thermischen Kompensation und verwenden Materialkombinationen und Maßspezifikationen, die über den gesamten Betriebstemperaturbereich hinweg sichere Abstände gewährleisten.
Verschleißfortschritt und Spaltenwachstum
Selbst bei perfekten Anfangsabmessungen vergrößern sich die Extrusionsspalte durch Verschleiß allmählich. In unseren Tests haben wir Folgendes festgestellt:
- Fassverschleiß: 0,01–0,02 mm pro Million Zyklen (harteloxiertes Aluminium)
- Kolbenverschleiß: 0,02–0,03 mm pro Million Zyklen (Aluminium mit Beschichtung)
- Verschleiß der Dichtung: 0,05–0,10 mm Höhenreduktion pro Million Zyklen
Das bedeutet, dass ein Zylinder mit anfänglichen Spalten von 0,15 mm nach 500.000 Zyklen Spalten von 0,20 mm erreichen kann. Wenn man diese Entwicklung bei der Konstruktion berücksichtigt und mit geringeren Anfangsspalten beginnt, verlängert sich die Gesamtlebensdauer der Dichtung erheblich.
Mess- und Verifizierungsmethoden
Wenn ich Kundenstandorte besuche, um Dichtungsausfälle zu beheben, bringe ich immer Präzisionsmessgeräte mit. Was man nicht misst, kann man auch nicht verwalten. Wir überprüfen Extrusionsspalten mit:
- Stiftlehren für schnelle Go/No-Go-Prüfungen
- Bohrungsmikrometer für präzise Innenmessungen
- Koordinatenmessgeräte (CMM) für die vollständige Geometrieüberprüfung
Ich erinnere mich an einen Besuch bei Laura, einer Qualitätsmanagerin bei einem Hersteller von Automatisierungsgeräten in Ontario. Sie war frustriert über die uneinheitliche Lebensdauer der Dichtungen bei vermeintlich identischen Zylindern. Als wir die tatsächlichen Spalte maßen, stellten wir Abweichungen von 0,12 mm bis 0,38 mm in derselben Produktionscharge ihres früheren Lieferanten fest. Nach der Umstellung auf Bepto-Zylinder mit geprüften Spalten von 0,15 mm ±0,02 mm wurde die Lebensdauer ihrer Dichtungen vorhersehbar und gleichbleibend. 📏
Welche Konstruktionsmerkmale und Stützringe verhindern das Herausdrücken der Dichtung in stangenlosen Zylindern?
Geeignete technische Lösungen kombinieren Maßkontrolle mit mechanischen Stützsystemen, um die Lebensdauer der Dichtung zu maximieren. 🔧
Die Verhinderung der Dichtungsextrusion erfordert integrierte Konstruktionsansätze, darunter präzisionsgefertigte Dichtungsnuten mit optimierten Tiefen- und Breitenverhältnissen sowie Extrusionsschutz. Sicherungsringe5 (PTFE oder verstärktes Polyurethan) auf der Druckseite positioniert, abgeschrägte Kanten, um Beschädigungen der Dichtung während der Montage zu vermeiden, und Materialauswahl, die die Dichtungshärte an den Betriebsdruck anpasst – bei stangenlosen Zylindern reduzieren Doppeldichtungskonfigurationen mit druckausgeglichenen Designs das Extrusionsrisiko weiter und sorgen gleichzeitig für geringe Reibung.

Optimierte Dichtungsnutgeometrie
Die Dichtungsnut ist nicht nur ein rechteckiger Schlitz – ihre Abmessungen haben einen entscheidenden Einfluss auf die Extrusionsfestigkeit. Wir konstruieren unsere Bepto-Dichtungsnuten nach folgenden Grundsätzen:
Rillentiefe: 70-80% Dichtungsquerschnitt (ermöglicht kontrollierte Kompression)
Nutbreite: 90-95% des Dichtungsquerschnitts (verhindert Überkompression)
Eckenradius: 0,2–0,4 mm (verhindert Spannungskonzentration)
OberflächengüteRa 0,4–0,8 μm (optimiert die Reibung der Dichtung)
Diese Verhältnisse stellen sicher, dass die Dichtung ausreichend komprimiert wird, um eine Dichtkraft zu erzeugen, ohne das Material zu überbeanspruchen, was die Extrusion beschleunigen würde.
Auswahl und Platzierung des Sicherungsrings
Stützringe sind die stillen Helden der Hochdruckabdichtung. Diese starren oder halbstarren Ringe sitzen neben der Dichtung auf der Druckseite und blockieren physisch den Extrusionsspalt. Stellen Sie sich diese Ringe wie einen Damm vor, der verhindert, dass Dichtungsmaterial in den Spalt fließt.
PTFE-Sicherungsringe (unser Standard bei Bepto für 10+ Bar):
- Shore D-Härte 50-60 (wesentlich härter als Elastomere)
- Kann Lücken bis zu 0,4 mm bei 16 bar überbrücken
- Niedriger Reibungskoeffizient (0,05–0,10)
- Temperaturbeständig bis 200 °C
Verstärkte Polyurethan-Stützringe (für mäßigen Druck):
- Shore-Härte 95-98
- Wirksam bei Spalten bis zu 0,3 mm bei 10 bar
- Bessere Elastizität als PTFE
- Wirtschaftlicher für Mitteldruckanwendungen
Der Schlüssel ist die Positionierung: Der Stützring muss auf der Druckseite der Dichtung angebracht werden. Ich habe Installationen gesehen, bei denen Stützringe verkehrt herum eingebaut wurden und somit keinerlei Schutz boten – ein kostspieliger Fehler, der mit einer angemessenen Schulung leicht vermieden werden kann.
Spezifische Herausforderungen bei kolbenstangenlosen Zylindern
Kolbenstangenlose Zylinder stellen besondere Herausforderungen an die Extrusion, da die Schlittenabdichtungen den Druck aufrechterhalten müssen, während sie über die gesamte Länge des Zylinders gleiten. Bei Bepto verwenden wir eine Doppelabdichtungskonfiguration:
- Primärdichtung: 92 Shore A Polyurethan-U-Cup mit optimierter Lippengeometrie
- SekundärdichtungPTFE-Stützring mit Federkraftvorrichtung
- WischerdichtungEntfernt Verunreinigungen, die die Primärdichtung beschädigen könnten.
Dieses dreiteilige System bietet Redundanz: Wenn die Primärdichtung Extrusionsschäden aufweist, verhindert der Sicherungsring einen Totalausfall und verschafft Ihnen Zeit, um Wartungsarbeiten zu planen, anstatt einen Notfallstillstand hinnehmen zu müssen.
Materialverträglichkeit und chemische Beständigkeit
Die Extrusion von Dichtungen ist kein rein mechanischer Vorgang – die chemische Verträglichkeit beeinflusst die Materialeigenschaften und den Extrusionswiderstand. Der Kontakt mit unverträglichen Flüssigkeiten oder Schmiermitteln kann:
- Schwellung die Dichtung, wodurch Reibung und Wärmeentwicklung zunehmen
- Weich machen das Material, wodurch der Extrusionswiderstand verringert wird
- Härten die Dichtung, was zu Rissen und zum Verlust der Dichtigkeit führt
Bei Bepto legen wir unsere Dichtungsmaterialien auf der Grundlage gängiger industrieller Umgebungen fest:
- Standard-LuftPolyurethan-Dichtungen (hervorragende Allround-Leistung)
- Mit Öl kontaminierte Luft: NBR-Dichtungen (ölbeständig)
- Hochtemperaturanwendungen: Viton-Dichtungen (hitzebeständig bis 200 °C)
- Lebensmittel/Pharma: FDA-konformes Polyurethan oder PTFE
Vorbeugende Wartung und Überwachung
Selbst bei einem perfekten Design verhindert die Überwachung des Dichtungszustands unerwartete Ausfälle. Wir empfehlen folgende Vorgehensweisen:
Visuelle Kontrolle alle 100.000 Zyklen oder alle 6 Monate:
- Auf sichtbare Knabberspuren an den Dichtungskanten prüfen
- Auf austretendes Öl oder Luftlecks achten
- Überprüfen Sie den reibungslosen Betrieb ohne Verklemmen.
Leistungsüberwachung:
- Zykluszeiten verfolgen (eine Verlängerung der Zeit deutet auf einen Anstieg der Reibung hin)
- Luftverbrauch überwachen (Anstieg deutet auf Leckage hin)
- Notieren Sie alle ungewöhnlichen Geräusche oder Vibrationen.
Vorausschauender Austausch:
- Dichtungen bei 70-80% der erwarteten Lebensdauer ersetzen
- Warten Sie nicht auf den vollständigen Misserfolg.
- Ersatztermine während geplanter Ausfallzeiten
Bei Bepto bieten wir unseren Kunden Tools zur Vorhersage der Lebensdauer von Dichtungen, die auf ihren spezifischen Betriebsbedingungen basieren – Druck, Zyklusrate, Temperatur und Umgebung. Dadurch entfällt das Rätselraten bei der Wartungsplanung und es werden kostspielige Notfälle verhindert, die den Produktionsplan stören.
Schlussfolgerung
Die Physik der Extrusionsspalte ist nicht nur akademische Theorie – sie ist der Unterschied zwischen zuverlässigen Pneumatiksystemen und kostspieligen, frustrierenden Dichtungsausfällen. Durch die Einhaltung präziser Spaltmaße unterhalb kritischer Schwellenwerte, die Verwendung geeigneter Stützringe und die Auswahl von Materialien, die auf die Betriebsbedingungen abgestimmt sind, können Sie die Lebensdauer der Dichtung im Vergleich zu schlecht konstruierten Systemen um das 5- bis 10-fache verlängern. Bei Bepto werden diese Prinzipien zur Verhinderung von Extrusion in jedem von uns hergestellten kolbenstangenlosen Zylinder berücksichtigt, da wir wissen, dass Ihre Produktion sich keine unerwarteten Ausfallzeiten leisten kann. Geben Sie sich bei der Spezifizierung von Zylindern nicht mit vagen Zusicherungen zufrieden – verlangen Sie Maßangaben, Spaltmaße und Details zum Dichtungssystem, die die Extrusionsbeständigkeit belegen. 🛡️
Häufig gestellte Fragen zu Extrusionsspalten und Dichtungsfehlern
F: Wie kann ich Extrusionsspalten in eingebauten Zylindern ohne Demontage messen?
Eine direkte Messung erfordert eine Demontage, aber Sie können übermäßige Spalte anhand von Leistungssymptomen erkennen: schneller Verschleiß der Dichtung (unter 100.000 Zyklen), sichtbare Abnutzung an entfernten Dichtungen, steigender Luftverbrauch im Laufe der Zeit und Druckabfall unter Last. Für kritische Anwendungen empfehlen wir bei Bepto planmäßige Inspektionen alle 500.000 Zyklen, bei denen die Dichtungen untersucht und die Spalte mit Präzisionsmessgeräten überprüft werden.
F: Kann ich Ausgleichsringe verwenden, um Zylinder mit übermäßigen Extrusionsspalten auszugleichen?
Stützringe helfen zwar, sind jedoch keine vollständige Lösung für schlecht konstruierte Zylinder – sie können Lücken von 0,1 bis 0,15 mm über die optimalen Abmessungen hinaus überbrücken, aber Lücken von mehr als 0,4 mm führen selbst mit Stützringen zu Ausfällen. Darüber hinaus erhöhen übergroße Lücken die Reibung und den Verschleiß der Stützringe selbst. Eine ordnungsgemäße Zylinderkonstruktion mit korrekten Anfangslücken ist immer besser als der Versuch, dies mit Stützringen auszugleichen.
F: Warum versagen meine Dichtungen bei höheren Zyklusgeschwindigkeiten schneller, selbst bei gleichem Druck?
Höhere Zyklusgeschwindigkeiten erzeugen mehr Reibungswärme, wodurch Dichtungsmaterialien weicher werden und der Extrusionswiderstand sinkt – eine Dichtung, die aufgrund von Hochgeschwindigkeitsreibung bei 90 °C betrieben wird, hat effektiv eine um 10 bis 15 Shore A Punkte geringere Härte als dasselbe Material bei 40 °C. Darüber hinaus entstehen durch schnelle Druckzyklen dynamische Spannungskonzentrationen, die die Entstehung von Nibbling beschleunigen. Für Hochgeschwindigkeitsanwendungen über 1 Meter/Sekunde sollten Sie Dichtungen mit einer um eine Härtegradstufe höheren Härte spezifizieren und die maximalen Spalte um 0,02–0,03 mm reduzieren.
F: Gibt es Dichtungsmaterialien, die Probleme mit der Extrusion vollständig beseitigen?
PTFE und gefüllte PTFE-Verbindungen bieten die höchste Extrusionsbeständigkeit und funktionieren zuverlässig bei 16+ bar mit 0,3–0,4 mm Spalt, erfordern jedoch höhere Dichtkräfte und weisen im Vergleich zu Polyurethan oder Gummi eine begrenzte Elastizität auf. Für die meisten pneumatischen Anwendungen bieten richtig konstruierte Polyurethan-Dichtungssysteme mit Stützringen eine bessere Gesamtleistung – geringere Reibung, bessere Abdichtung beim Anlaufen und ausreichende Extrusionsbeständigkeit, wenn die Spalte richtig kontrolliert werden.
F: Wie gebe ich die Anforderungen an den Extrusionsspalt bei der Bestellung von Sonderzylindern an?
Fordern Sie in Ihrer Bestellung explizite Maßangaben an: “Maximaler Radialspielraum zwischen Kolbenaußendurchmesser und Zylinderinnendurchmesser: 0,15 mm, gemessen bei 20 °C” und “Das Dichtungssystem muss PTFE-Stützringe mit einer Nennleistung von [Ihr Druck] bar enthalten.” Bei Bepto liefern wir zu jedem kundenspezifischen Zylinder Maßprüfberichte mit den tatsächlich gemessenen Spalten und den Spezifikationen des Dichtungssystems, damit Sie Zylinder erhalten, die genau auf Ihre spezifischen Druck- und Leistungsanforderungen zugeschnitten sind.
-
Erfahren Sie mehr über die Shore-A-Härteskala, die zur Messung der Widerstandsfähigkeit von Elastomeren und Gummi verwendet wird. ↩
-
Verstehen Sie den Begriff „Druckverformungsrest“, also die bleibende Verformung eines Materials nach einer Belastung. ↩
-
Sehen Sie sich das ISO-System der Grenzmaße und Passungen an, das Standardtoleranzklassen wie IT7 definiert. ↩
-
Lesen Sie, wie sich Materialien aufgrund ihrer physikalischen Eigenschaften bei Temperaturänderungen ausdehnen und zusammenziehen. ↩
-
Entdecken Sie, wie Sicherungsringe das Herausdrücken verhindern, indem sie die Lücke zwischen Metallkomponenten schließen. ↩
