

Huonot asennuskäytännöt tuhoavat toimilaitteita hiljaa kaikkialla maailmassa ja aiheuttavat ennenaikaisia vikoja, jotka maksavat yrityksille tuhansia tuhansia odottamattomia seisokkeja. Väärän suuntauksen ongelmat aiheuttavat yli 60% pneumaattisten toimilaitteiden vioista, mutta suurin osa näistä ongelmista on täysin estettävissä oikeilla asennustekniikoilla.
Oikeat asennus- ja kohdistuskäytännöt voivat pidentää toimilaitteen käyttöikää 2-3 vuodesta 8-10 vuoteen, koska ne poistavat seuraavat tekijät sivukuormat1, vähentää sisäistä kulumista ja varmistaa voiman optimaalisen jakautumisen koko toimilaitteen iskusyklin ajan. Tärkeintä on ymmärtää kuormitusreitit, säilyttää kohtisuorat asennuspinnat ja toteuttaa asianmukaiset tukirakenteet.
Viime viikolla sain puhelun Ohiossa asuvalta turhautuneelta huoltopäälliköltä, jonka laitoksessa toimilaitteet vaihdettiin 18 kuukauden välein. Tarkasteltuamme heidän asennuskäytäntöjään löysimme yksinkertaisia linjausvirheitä, jotka maksoivat heille yli $50 000 vuodessa ennenaikaisissa vaihdoissa. 😤
Sisällysluettelo
- Mitkä ovat toimilaitteen pitkäikäisyyden kannalta kriittiset asennuspintavaatimukset?
- Miten eliminoidaan haitalliset sivukuormat asennuksen aikana?
- Mitkä kohdistusmenetelmät ja -työkalut takaavat optimaalisen suorituskyvyn?
- Mitkä yleiset asennusvirheet aiheuttavat toimilaitteen ennenaikaisen vikaantumisen?
Mitkä ovat toimilaitteen pitkäikäisyyden kannalta kriittiset asennuspintavaatimukset?
Perustuksen vakaus ja pinnan tarkkuus ovat onnistuneiden toimilaiteasennusten kulmakivi, sillä ne vaikuttavat suoraan komponenttien sisäiseen kulumiseen.
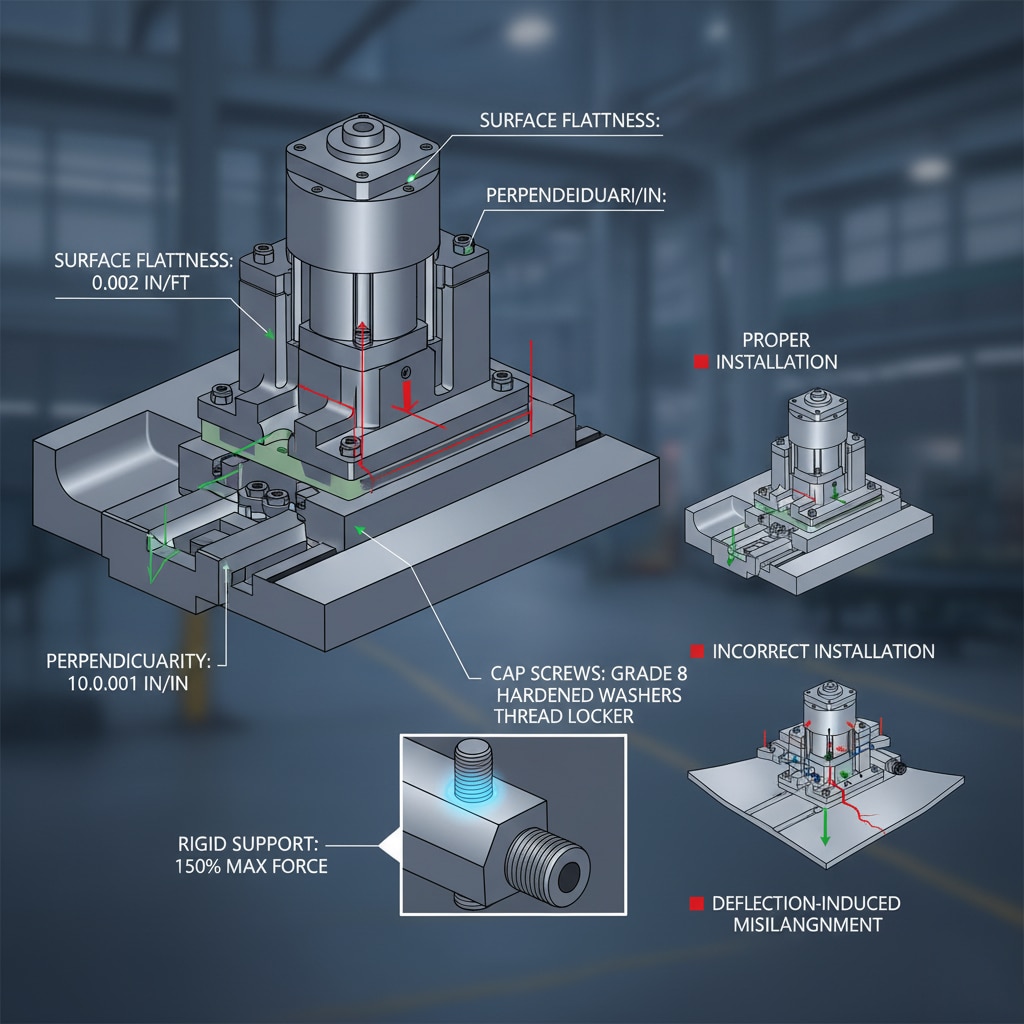
Asennuspintojen on oltava tasaisia 0,002″:n tarkkuudella jalkaa kohti, kohtisuorassa 0,001″:n tarkkuudella tuumaa kohti, ja niiden on tarjottava jäykkä tuki, joka kestää 150% toimilaitteen maksimivoiman ulostulon, jotta estetään taipuman aiheuttama vinoutuminen.
Olennaiset pintakäsittelystandardit
Asianmukainen kiinnitys alkaa huolellisella pinnan valmistelulla:
Tasaisuus- ja kohtisuoruusvaatimukset
- Pinnan tasaisuus: Enimmäispoikkeama 0,002″ koko asennuspituudella
- Suorakulmainen toleranssi: 0,001″:n sisällä tuumaa kohti asennuspinnasta.
- Pinnan viimeistely: 125 RMS2 tai parempi optimaalisen kosketuksen saavuttamiseksi
- Materiaalin paksuus: Vähintään 1,5x pultin halkaisija, jotta kierteet saadaan riittävästi kiinni.
Asennuslaitteiston tekniset tiedot
| Komponentti | Tekniset tiedot | Vääntömomentin arvo | Materiaaliluokka |
|---|---|---|---|
| Korkkiruuvit | Vähintään luokka-aste 8 | 75% ja koekuormitus3 | Seosteräs |
| Pesurit | Karkaistu litteä | N/A | SAE 1060+ |
| Asennuslevyt | 1/4″ vähimmäispaksuus | N/A | A36-teräs vähintään |
| Kierrelukko | Keskivahva | Valmistajan mukaan | Anaerobinen liima4 |
Todellisen maailman menestystarina
Työskentelin Jenniferin kanssa, joka on laitosinsinööri Charlotteen, Pohjois-Carolinaan sijaitsevassa pakkaamossa. Hänen tiiminsä Bepton sauvattomien sylintereiden sauvatiivisteiden vikaantui 6 kuukauden välein. Tarkastettuamme heidän kiinnitysasetelmansa huomasimme, että heidän alumiiniset kiinnityslevynsä taipuivat kuormituksen alla. Kun Jenniferin toimilaitteet vaihdettiin oikein mitoitettuihin teräslevyihin ja kiinnityspinnat työstettiin uudelleen, ne ovat nyt toimineet moitteettomasti yli 3 vuoden ajan. 🔧
Miten eliminoidaan haitalliset sivukuormat asennuksen aikana?
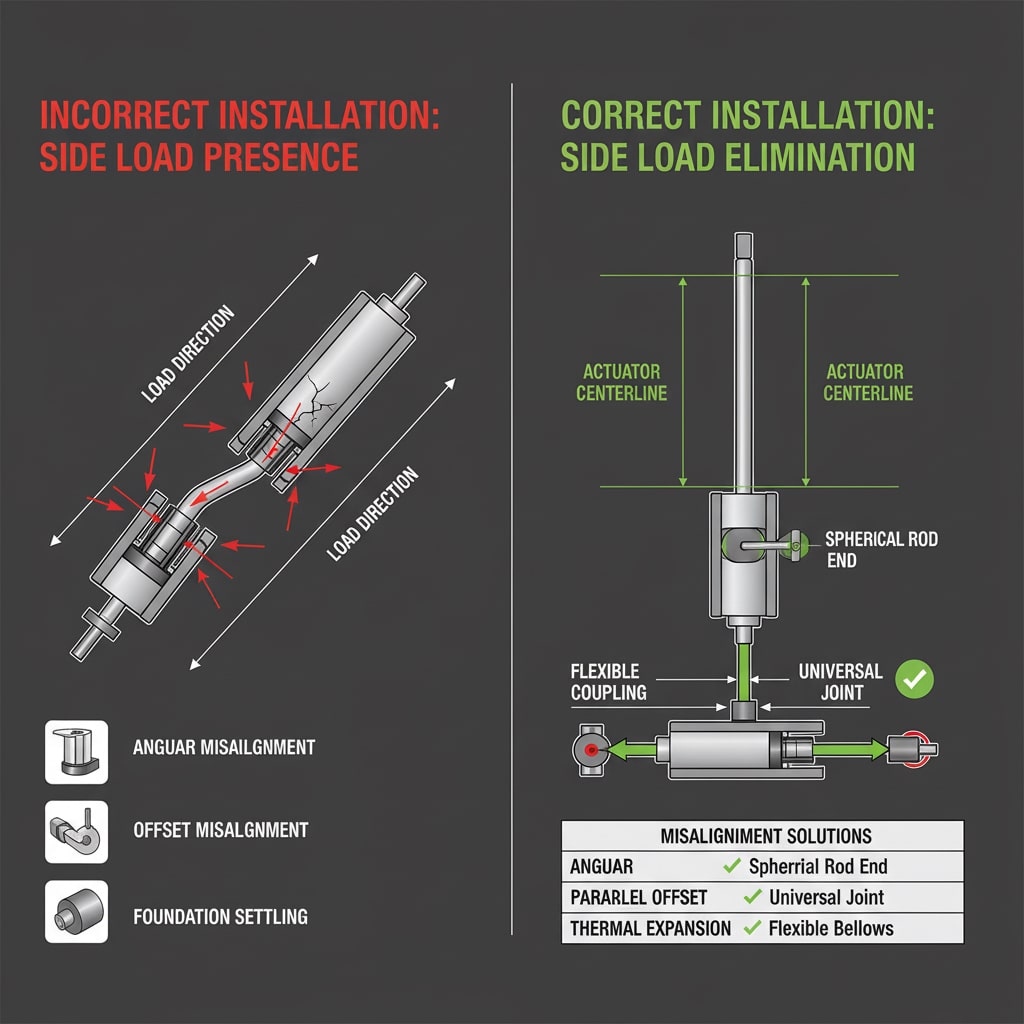
Sivukuormat ovat pneumaattisiin toimilaitteisiin kohdistuva tuhoisin voima, joka aiheuttaa nopeutunutta kulumista ja katastrofaalisia tiivistevikoja.
Sivukuormien poistaminen edellyttää toimilaitteen keskilinjan ja kuorman suunnan täydellistä kohdistamista, joustavien kytkentöjen käyttämistä tarvittaessa ja sen varmistamista, että kaikki liitetyt komponentit liikkuvat yhdensuuntaisissa tasoissa koko iskusyklin ajan.
Sivukuormituslähteiden ymmärtäminen
Sivukuormat johtuvat useista asennusvirheistä:
Ensisijaisen puolen kuormituksen syyt
- Kulmavirhe: Sauvan akseli ei ole samansuuntainen kuorman suunnan kanssa
- Offset-kohdistusvirhe: Tangon keskilinja on siirtynyt kuorman keskilinjasta
- Lämpölaajeneminen: Toimilaitteen ja kuorman välinen erilaajeneminen
- Säätiön laskeutuminen: Asennuspintojen asteittainen liike
Sivukuormituksen poistotekniikat
Joustavat kytkentäratkaisut
- Pallomaiset tangonpäät: Sopeutuu jopa 25° kulmavääristymiin.
- Nivelet: Käsittele sekä kulma- että yhdensuuntainen offset
- Joustavat palkeet: Vaimentaa lämpölaajenemiseroja
- Liukuohjaimet: Estää sitoutumisen iskujaksojen aikana
| Kohdistusvirhe tyyppi | Suurin sallittu poikkeama | Suositeltu ratkaisu | Kustannusvaikutus |
|---|---|---|---|
| Kulmikas | 0.5° | Pallomainen tankopää | Matala |
| Rinnakkainen offset | 0,010″ | Yleisnivel | Medium |
| Lämpölaajeneminen | Muuttuva | Joustava kytkin | Medium |
| Säätiön laskeutuminen | 0,005″ | Säädettävät kiinnikkeet | Korkea |
Mitkä kohdistusmenetelmät ja -työkalut takaavat optimaalisen suorituskyvyn?
Tarkka kohdistaminen vaatii erikoistyökaluja ja järjestelmällisiä mittaustekniikoita, jotta toimilaitteen käyttöiän pidentämiseksi tarvittavat toleranssit saavutetaan.
Ammattimaisessa kohdistuksessa käytetään laserjärjestelmiä pitkien iskujen sovelluksiin, mittakelloja tarkkuusmittauksiin ja systemaattisia vaiheittaisia menettelyjä, joilla tarkistetaan kohdistus useissa iskuasennoissa, jotta varmistetaan tasainen suorituskyky koko käyttöalueella.
Professional Alignment Tool Kit -työkalusarja
Välttämättömät mittauslaitteet
- Laserkohdistusjärjestelmät±0.001″ tarkkuus yli 10 jalan matkalla.
- Dial-ilmaisimet: 0.0001″ resoluutio tarkkuutta varten
- Tarkkuusneliöt: Tarkistetut kohtisuoruusviitteet
- Tuntomittarit: Aukon mittaus ja pintakosketuksen todentaminen
Vaiheittainen kohdistusmenettely
Alkuperäinen asennusvaihe
- Asenna toimilaite väliaikaisten kiinnikkeiden käyttö
- Asemakuorma lyönnin puolivälissä
- Tarkista rinnakkaisuus laserilla tai viivoittimella
- Tarkista kohtisuoruus tarkkuusneliöllä
- Mittaa etäisyydet kaikissa liitäntäkohdissa
Hienosäätöprosessi
- Säädä kiinnityslevyjä rinnakkaisuuden saavuttamiseksi
- Toimilaitteen asennon siirtäminen keskilinjan suuntaamista varten
- Tarkista kohdistus molemmissa iskujen ääripäissä
- Tarkista sitovuus koko syklin ajan
- Käytä lopullista vääntömomenttia kaikkiin kiinnitystarvikkeisiin
Bepto Pneumatics toimittaa yksityiskohtaiset kohdistusmenettelyt jokaisen toimilaitteen toimituksen mukana, ja tekninen tukitiimimme tarjoaa etäkonsultointia asianmukaisen asennuksen varmistamiseksi. 📐
Mitkä yleiset asennusvirheet aiheuttavat toimilaitteen ennenaikaisen vikaantumisen?
Usein esiintyvien asennusvirheiden ymmärtäminen ja välttäminen voi estää 90% toimilaitteen ennenaikaisten vikojen syntymisen teollisissa sovelluksissa.
Tuhoisimpia asennusvirheitä ovat riittämätön perustustuki, vääränlainen kiinnikkeiden valinta, lämpölaajenemiseen liittyvien näkökohtien laiminlyönti ja se, ettei linjausta ole tarkistettu ensimmäisen asennuksen jälkeen, ja kukin virhe saattaa lyhentää toimilaitteen käyttöikää 50-80%.
Kriittiset asennusvirheet
Säätiön ja tuen virheet
- Alimitoitetut asennuslevyt: Aiheuttaa taipumista kuormituksen alla
- Riittämätön pultin vääntömomentti: Liikkumisen salliminen käytön aikana
- Sekalaiset kiinnityslaadut: Epätasaisten puristusvoimien luominen
- Lämpövaikutusten huomiotta jättäminen: Laajenemista/supistumista ei oteta huomioon
Kohdistus- ja kuormituspolun virheet
- Yhden pisteen mittaukset: Kohdistusta ei tarkisteta koko iskun ajan
- Liitettyjen laitteiden huomiotta jättäminen: Ei oteta huomioon tuotantoketjun loppupään linjausta
- Riittämättömät välykset: Häiriöiden aiheuttaminen käytön aikana
- Huono dokumentointi: Rakennuksen mittoja ei kirjata
Autoin hiljattain Michaelia, Detroitissa sijaitsevan autonosatehtaan kunnossapitopäällikköä. Hänen tiiminsä vaihtoi kuukausittain toimilaitteen tiivisteet, jotka näyttivät olevan normaalia kulumista. Tutkimus paljasti, että he käyttivät uudelleen vanhoja kiinnitystarvikkeita, joiden kierteet olivat venyneet, mikä aiheutti epäjohdonmukaisia puristusvoimia. Suositeltujen kiinnitysmenetelmiemme käyttöönoton ja asianmukaisten Grade 8 -kiinnikkeiden käytön jälkeen Michaelin tiivisteiden vaihtoväli pidentyi yli 18 kuukauteen. 🚗
Ennaltaehkäisyn tarkistuslista
| Check Point | Taajuus | Suvaitsevaisuus | Tarvittava toiminta |
|---|---|---|---|
| Kiinnityspultin vääntömomentti | Asennus + 30 päivää | ±10% erittelystä | Kiristä tarvittaessa uudelleen |
| Pinnan tasaisuus | Ennen asennusta | 0,002″/ft | Kone, jos arvo ylittyy |
| Kohdistamisen todentaminen | Asennus + 90 päivää | Valmistajan spesifikaatioiden mukaan | Säädä tarvittaessa |
| Lämpölaajenemisaukot | Kausi | Suunnitteluvara | Muokkaa, jos sitoutuminen tapahtuu |
Päätelmä
Asianmukaiset asennus- ja kohdistuskäytännöt ovat toimilaitteen luotettavan toiminnan perusta, ja ne ratkaisevat suoraan, toimiiko laitteesi kuukausia vai vuosikymmeniä.
Usein kysytyt kysymykset toimilaitteen asennuksesta ja kohdistuksesta
K: Kuinka usein toimilaitteen kohdistus on tarkistettava asennuksen jälkeen?
V: Tarkista kohdistus 30 päivän kuluessa asennuksesta, neljännesvuosittain ensimmäisen vuoden ajan ja sen jälkeen vuosittain. Korkeasykliset sovellukset saattavat vaatia tiheämpää tarkistusta.
K: Voinko käyttää kierrelukitusainetta kaikissa kiinnikkeissä?
V: Käytä keskivahvaa kierrelukitetta kiinnityspultteihin, mutta vältä sitä säätöruuveissa tai usein huollettavissa liitännöissä. Noudata aina valmistajan antamia ohjeita sovellusta varten.
K: Mikä on suurin hyväksyttävä sivukuormitus pneumaattisille toimilaitteille?
V: Useimmat pneumaattiset toimilaitteet voivat käsitellä 2-5% työntövoimastaan sivukuormituksena, mutta sivukuormien poistaminen kokonaan asianmukaisella linjauksella pidentää käyttöikää huomattavasti.
K: Miten otan huomioon lämpölaajenemisen toimilaitteen asennuksessa?
A: Laske odotettu laajeneminen lämpötila-alueen ja materiaalikertoimien perusteella. Varmistetaan asianmukaiset välykset ja käytetään joustavia kytkimiä, jos lämpöliike ylittää 0,005″.
K: Ovatko Bepton korvaavat toimilaitteet yhteensopivia olemassa olevien kiinnityslaitteiden kanssa?
V: Kyllä, toimilaitteemme säilyttävät mittasuhteiden yhteensopivuuden tärkeimpien OEM-merkkien kanssa ja tarjoavat samalla ylivoimaista asennusjoustavuutta ja kattavaa asennustukea, mikä takaa saumattoman vaihdon ja paremman luotettavuuden.
-
Ymmärtää sivukuormituksen (tai säteittäisen kuormituksen) teknisen määritelmän ja sen vaikutuksen laakereihin ja lineaarisiin liikejärjestelmiin. ↩
-
Opi, miten RMS-arvoa (Root Mean Square) käytetään koneistetun pinnan mikroskooppisen karheuden mittaamiseen ja määrittämiseen. ↩
-
Tutustu kiinnittimen koekuormituksen määritelmään, joka on suurin voima, jonka kiinnitin kestää ilman pysyvää muodonmuutosta. ↩
-
Tutustu anaerobisten liimojen taustalla olevaan tieteeseen, sillä ne kovettuvat ilman ilmaa ja lukitsevat ja tiivistävät kierteitetyt kiinnittimet. ↩
