

Az Ön pneumatikus rögzítőeszközei helytelen igazítást, rezgés okozta minőségi problémákat vagy túlzott átállási időt okoznak? Ezek a gyakori problémák gyakran a rögzítőelemek nem megfelelő kiválasztásából erednek, ami termelési késedelmekhez, minőségi kifogásokhoz és megnövekedett karbantartási költségekhez vezet. A megfelelő pneumatikus rögzítőelem kiválasztása azonnal megoldhatja ezeket a kritikus problémákat.
Az ideális pneumatikus rögzítőnek pontos többpofás szinkronizálást, hatékony rezgéscsillapítást és a meglévő rendszerekkel való gyors cserélhetőséget kell biztosítania. A megfelelő kiválasztáshoz meg kell érteni a szinkronizálási pontossági szabványokat, a rezgéscsillapító dinamikai jellemzőket és a gyorsváltó mechanizmusok kompatibilitási követelményeit.
Nemrégiben konzultáltam egy autóipari alkatrészgyártóval, aki 4,2% selejtarányt tapasztalt az alkatrészek helytelen igazítása és a rezgés okozta hibák miatt. A megfelelően specifikált, fokozott szinkronizálással és rezgésszabályozással ellátott pneumatikus rögzítők bevezetése után a selejtarány 0,3% alá csökkent, és ezzel évente több mint $230 000 forintot takarítottak meg selejt és utómunka költségeiben. Engedje meg, hogy megosszam, mit tanultam a tökéletes pneumatikus rögzítőelem kiválasztásáról az Ön alkalmazásához.
Tartalomjegyzék
- Hogyan kell alkalmazni a többpofás szinkronizálási pontossági szabványokat a precíziós alkalmazásokhoz?
- Rezgéscsillapító szerkezet dinamikai elemzése az optimális stabilitás érdekében
- Gyorscsere-mechanizmus kompatibilitási útmutató a hatékony átállásokhoz
Hogyan kell alkalmazni a többpofás szinkronizálási pontossági szabványokat a precíziós alkalmazásokhoz?
A szinkronizálási pontosság a többpofás pneumatikus rögzítőkben közvetlenül befolyásolja az alkatrész pozicionálási pontosságát és az általános gyártási minőséget.
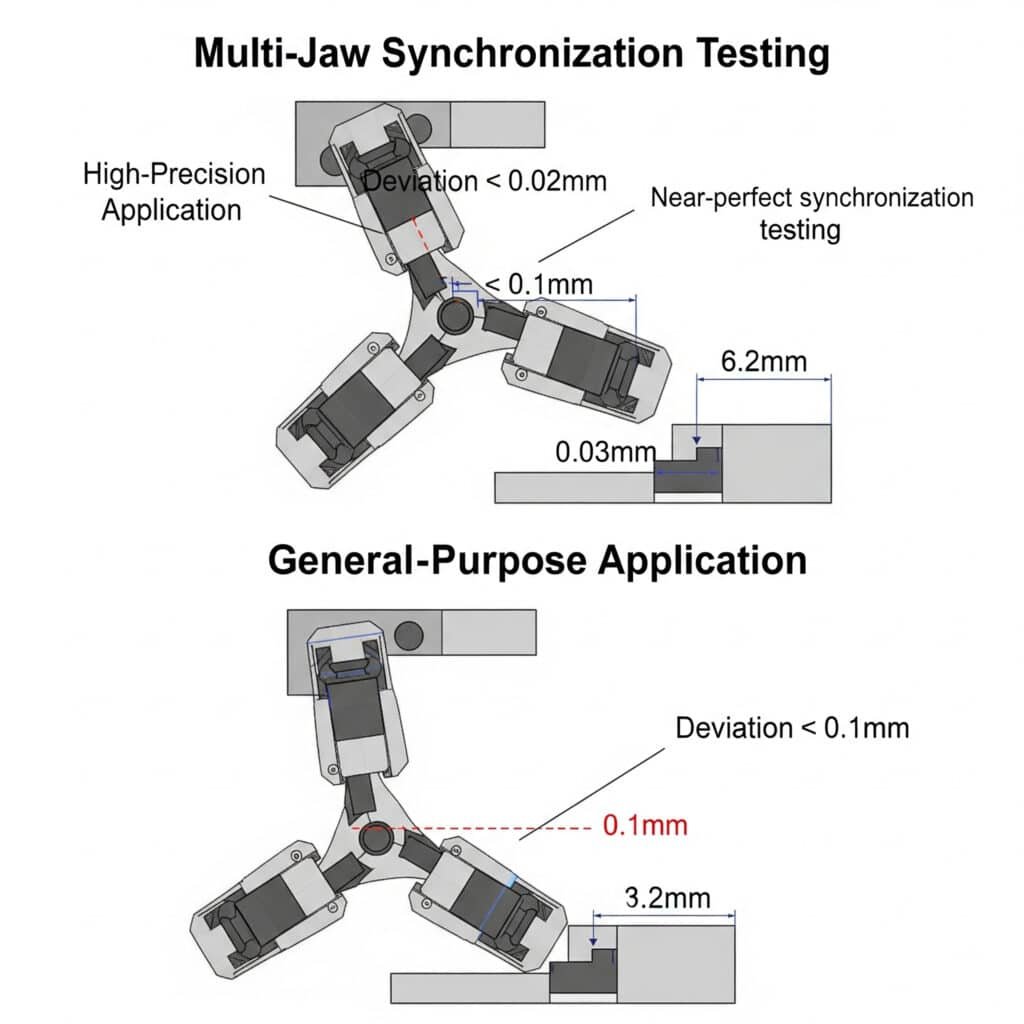
A többpofás szinkronizálási pontosság a szorítóciklus során bármely két pofa közötti maximális pozícióeltérésre utal, amelyet általában milliméter századrészekben mérnek. Az ipari szabványok az alkalmazás pontossági követelményei alapján határozzák meg az elfogadható szinkronizációs tűréseket, a nagy pontosságú alkalmazások 0,02 mm alatti eltéréseket követelnek meg, míg az általános célú alkalmazások akár 0,1 mm-t is tolerálhatnak.
A szinkronizálási pontossági szabványok megértése
A szinkronizálási szabványok iparáganként és az alkalmazás pontossági követelményei szerint változnak:
| Iparág | Alkalmazás típusa | Szinkronizációs tolerancia | Mérési szabvány | Vizsgálati gyakoriság |
|---|---|---|---|---|
| Autóipar | Közgyűlés | ±0,05-0,1 mm | ISO 230-21 | Negyedévente |
| Autóipar | Precíziós alkatrészek | ±0,02-0,05mm | ISO 230-2 | Havi |
| Repülőgépipar | Általános összetevők | ±0,03-0,05mm | AS9100D | Havi |
| Repülőgépipar | Kritikus összetevők | ±0,01-0,02mm | AS9100D | Heti |
| Orvosi | Sebészeti műszerek | ±0,01-0,03mm | ISO 13485 | Heti |
| Elektronika | PCB összeszerelés | ±0,02-0,05mm | IPC-A-610 | Havi |
| Általános gyártás | Nem kritikus alkatrészek | ±0,08-0,15mm | ISO 9001 | Kétévente |
Szabványosított vizsgálati módszerek
Több bevett módszer létezik a többpofás szinkronizálás pontosságának mérésére:
Elmozdulásérzékelős módszer (ISO 230-2 szabványnak megfelelő)
Ez a legelterjedtebb és legmegbízhatóbb vizsgálati módszer:
Teszt beállítása
- Szerelje fel a nagy pontosságú elmozdulásérzékelőket (LVDT2 vagy kapacitív) egy referenciatartozékon
- Pozícióérzékelők, amelyek minden egyes állkapcsot azonos relatív helyzetben érintenek
- Érzékelők csatlakoztatása szinkronizált adatgyűjtő rendszerhez
- Hőmérséklet-stabilitás biztosítása (20°C ±1°C)Vizsgálati eljárás
- A rendszer inicializálása teljesen nyitott állásban lévő pofákkal
- Rögzítési ciklus aktiválása normál üzemi nyomáson
- Az összes állkapocs helyzetadatainak rögzítése a mozgás során
- Ismételje meg a vizsgálatot legalább 5 alkalommal
- Mérés különböző körülmények között:
- Szabványos üzemi nyomás
- Minimális előírt nyomás (-10%)
- Maximális előírt nyomás (+10%)
- Maximális névleges hasznos teherrel
- Különböző sebességgel (ha állítható)Adatelemzés
- Számítsa ki a legnagyobb eltérést bármely két állkapocs között az út egyes pontjainál
- A maximális szinkronizálási hiba meghatározása a teljes löket alatt
- Több vizsgálati cikluson keresztül történő megismételhetőség elemzése
- Azonosítsa az egyes állkapcsok közötti konzisztens ólom/elmaradás mintázatát.
Optikai mérőrendszer
Nagy pontosságú alkalmazásokhoz vagy összetett állkapocsmozgásokhoz:
Beállítás és kalibrálás
- Optikai céltáblák felszerelése mindkét pofára
- Nagysebességű kamerák elhelyezése az összes célpont egyidejű rögzítéséhez
- A rendszer kalibrálása a térbeli referencia megállapításáhozMérési folyamat
- Az állkapocs mozgásának rögzítése nagy képkockasebességgel (500+ fps)
- Képek feldolgozása a pozícióadatok kinyeréséhez
- Az egyes állkapcsok 3D pozíciójának kiszámítása a ciklus soránElemzési metrikák
- A pofák közötti legnagyobb helyzeti eltérés
- Szögszinkronizációs pontosság
- Pálya konzisztencia
A szinkronizálási pontosságot befolyásoló tényezők
A többpofás rögzítők szinkronizálási teljesítményét több kulcsfontosságú tényező befolyásolja:
Mechanikai tervezési tényezők
Kinematikai mechanizmus típusa
- Ék működtetésű: Jó szinkronizálás, kompakt kialakítás
- Tengelyes működtetésű: Kiváló szinkronizálás, összetett kialakítás
- Kapcsolódási rendszerek: Változó szinkronizálás, egyszerű kialakítás
- Közvetlen meghajtás: Gyenge természetes szinkronizáció, kompenzációt igényelÁllkapocsvezető rendszer
- Lineáris csapágyak: Nagy pontosságú, szennyeződésre érzékeny
- Fecskefarkú csúszkák: Mérsékelt pontosság, jó tartósság
- Görgős vezetők: Jó pontosság, kiváló tartósság
- Csapágyak: Egyszerűbb konstrukció: kisebb pontosság, egyszerűbb kivitelGyártási pontosság
- Komponensek tűrései
- Összeszerelési pontosság
- Anyagi stabilitás
Pneumatikus rendszer tényezői
Levegőelosztás kialakítása
- Kiegyensúlyozott gyűjtőcső kialakítás: kritikus az egyenletes nyomáseloszláshoz
- Egyenlő csőhosszúság: minimalizálja az időzítési különbségeket
- Áramláskorlátozó kiegyensúlyozása: Kompenzálja a mechanikai különbségeketMűködésvezérlés
- Nyomásszabályozási pontosság
- Áramlásszabályozás konzisztenciája
- Szelep válaszidőRendszerdinamika
- A levegő összenyomhatóságának hatásai
- Dinamikus nyomásváltozások
- Áramlási ellenállás különbségek
Szinkronizációs kompenzációs technikák
A kivételes szinkronizálást igénylő alkalmazásokban ezek a kompenzációs technikák alkalmazhatók:
Mechanikai kompenzáció
- Állítható összeköttetések a kezdeti szinkronizáláshoz
- Precíziós alátétek a pofák igazításához
- Cam profil optimalizálásPneumatikus kompenzáció
- Egyedi áramlásszabályozás minden egyes pofához
- Szekvenciaszelepek a szabályozott mozgáshoz
- Nyomáskiegyenlítő kamrákFejlett vezérlőrendszerek
- Szervopneumatikus pozíciószabályozás
- Elektronikus szinkronizációs felügyelet
- Adaptív szabályozási algoritmusok
Esettanulmány: Szinkronizáció javítása autóipari alkalmazásban
Nemrégiben együtt dolgoztam egy első osztályú autóipari beszállítóval, aki alumínium sebességváltóházakat gyárt. A megmunkáló berendezéseikben az alkatrészek ülése nem volt következetes, ami méretbeli eltéréseket és időnkénti ütközéseket eredményezett.
Az elemzés kimutatta:
- Meglévő 4-bütykös rögzítőelem ±0,08 mm szinkronizációs hibával
- Követelmény: ±0,03 mm maximális eltérés
- Kihívás: Retrofit megoldás a lámpatestek teljes cseréje nélkül
Átfogó megoldás bevezetésével:
- Precíziósan illeszkedő összekötőelemek frissítése
- Telepített kiegyensúlyozott pneumatikus elosztó elosztó
- Hozzáadott egyedi áramlásszabályozó szelepek reteszeléses beállítással
- Rendszeres ellenőrzés végrehajtása elmozdulásérzékelős teszteléssel
Az eredmények jelentősek voltak:
- ±0,025 mm-re javított szinkronizálási pontosság
- Csökkentett alkatrész pozícionálási eltérés 68%-vel
- Megszüntette a rögzítéssel kapcsolatos gépösszeomlásokat
- Csökkentett minőségi visszautasítások 71%-vel
- 7,5 hét alatt elért ROI
Rezgéscsillapító szerkezet dinamikai elemzése az optimális stabilitás érdekében
A pneumatikus rögzítők rezgése jelentősen befolyásolhatja a megmunkálás minőségét, a szerszámok élettartamát és a termelés hatékonyságát. A megfelelő rezgéscsillapítás kritikus fontosságú a nagy pontosságú alkalmazásoknál.
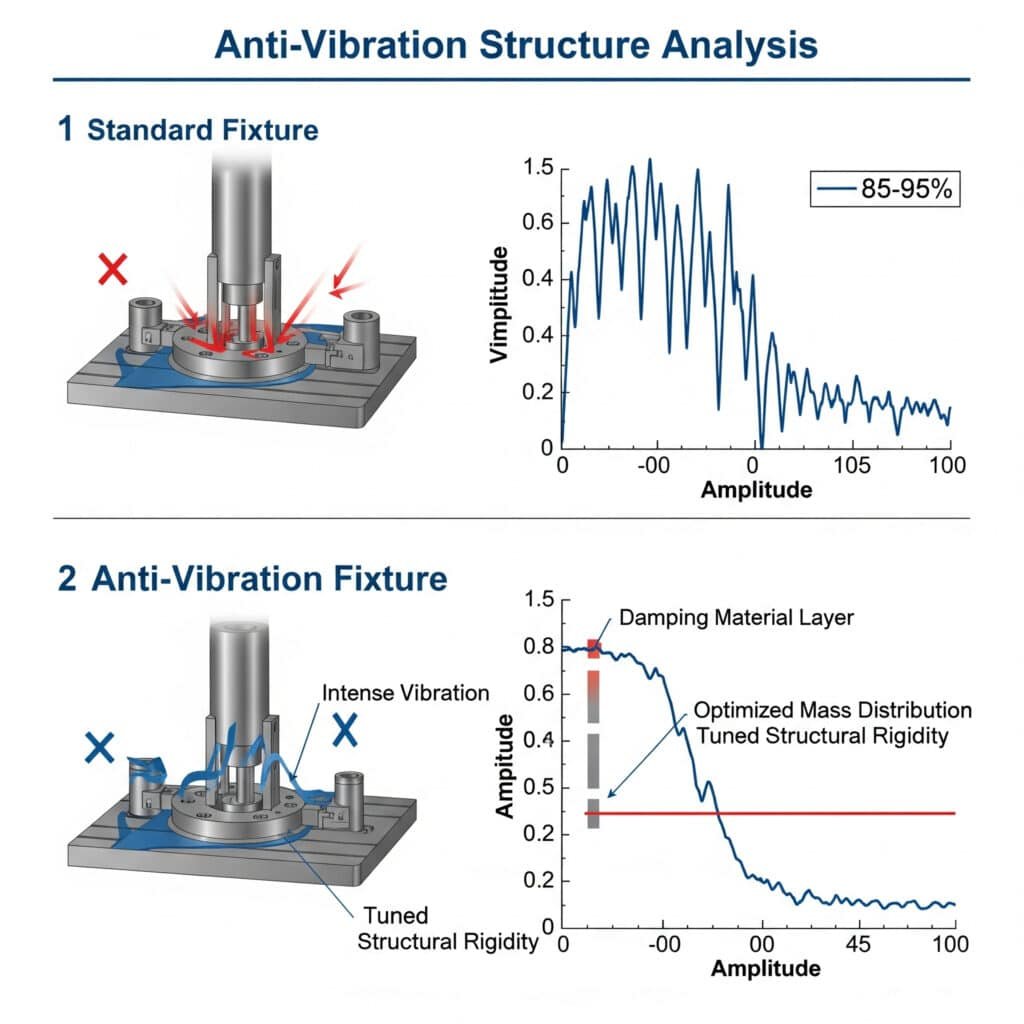
A pneumatikus szerelvények rezgésgátló szerkezetei célzott csillapító anyagokat, optimalizált tömegeloszlást és hangolt dinamikai jellemzőket használnak a káros rezgések minimalizálása érdekében. A hatékony konstrukciók 85-95%-vel csökkentik a rezgés amplitúdóját a kritikus frekvenciákon, miközben fenntartják a szükséges merevséget, ami jobb felületmegmunkálást, hosszabb szerszámélettartamot és nagyobb méretpontosságot eredményez.
A szerelvény rezgésdinamikájának megértése
A szerelvény rezgése több alkatrész és erő közötti összetett kölcsönhatást jelent:
Kulcsfontosságú rezgési fogalmak
- Természetes frekvencia: Az a saját frekvencia, amelyen egy szerkezet zavarás hatására rezgésre hajlamos.
- Rezonancia: A rezgés erősödése, ha a gerjesztési frekvencia megegyezik a sajátfrekvenciával
- Csökkentési arány: Annak mérése, hogy a rezgési energia milyen gyorsan oszlik el (minél nagyobb, annál jobb).
- Átvihetőség: A kimeneti rezgés és a bemeneti rezgés aránya
- Modális elemzés: A rezgésmódok és jellemzőik azonosítása
- Frekvenciaválasz funkció: A bemenet és a kimenet közötti kapcsolat különböző frekvenciákon
Kritikus rezgési paraméterek
| Paraméter | Jelentőség | Mérési módszer | Céltartomány |
|---|---|---|---|
| Természetes frekvencia | Meghatározza a rezonanciapotenciált | Ütésvizsgálat, modális elemzés | >30% működési frekvencia felett/alatt |
| Csökkentési arány | Energiaelosztó képesség | Logaritmikus dekrementum, félteljesítmény | 0,05-0,15 (a magasabb érték jobb) |
| Átvihetőség | A rezgésszigetelés hatékonysága | Gyorsulásmérő összehasonlítás | <0,3 üzemi frekvencián |
| Merevség | Teherbírás és alakváltozási ellenállás | Statikus terheléses vizsgálat | Alkalmazásspecifikus |
| Dinamikus megfelelés | Egységnyi erőre jutó elmozdulás | Frekvencia válasz funkció | Minimalizálás vágási frekvenciáknál |
Dinamikus elemzési módszerek
Számos bevált módszer létezik a rögzítőelemek rezgési jellemzőinek elemzésére:
Kísérleti modális elemzés3
Az arany standard a tényleges rögzítési dinamika megértéséhez:
Teszt beállítása
- Szerelje fel a lámpatestet tényleges üzemállapotban
- Gyorsulásmérők telepítése stratégiai helyekre
- Kalibrált ütveütő kalapács vagy rázógép használata gerjesztéshez
- Csatlakozás többcsatornás dinamikus jelelemzőhözVizsgálati eljárás
- Alkalmazzon ütés- vagy szinuszos gerjesztést
- A válasz több ponton történő mérése
- Frekvenciaválasz függvények kiszámítása
- A modális paraméterek (frekvencia, csillapítás, módusformák) kinyerése.Elemzési metrikák
- Természetes frekvenciák és azok közelsége a működési frekvenciákhoz
- Csökkentési arányok a kritikus üzemmódoknál
- Módusformák és a munkadarab lehetséges interferenciája
- Frekvenciaválasz tipikus megmunkálási frekvenciákon
Működési elhajlás alakelemzés
A tényleges üzemi körülmények közötti viselkedés megértéséhez:
Mérési folyamat
- Gyorsulásmérők felszerelése a rögzítőelemre és a munkadarabra
- A rezgés rögzítése a tényleges megmunkálási műveletek során
- Fázisreferenciás mérések használataElemzési technikák
- Animálja az elhajlási alakzatokat a problémás frekvenciákon
- A maximális alakváltozás helyének azonosítása
- Az összetevők közötti fázisviszonyok meghatározása
- Összefüggés a minőségi kérdésekkel
Rezgéscsillapító tervezési stratégiák
A hatékony rezgésgátló szerelvények több stratégiát tartalmaznak:
Szerkezeti tervezési megközelítések
Tömegeloszlás optimalizálása
- Tömegnövelés a kritikus helyeken
- Egyensúlyi tömegeloszlás a minimális nyomaték érdekében
- Használat végeselemes analízis4 optimalizálniMerevség fokozása
- Háromszögelt tartószerkezetek
- Stratégiai bordázás a nagy terhelhetőségű területeken
- Anyagválasztás az optimális merevség-súly arány érdekébenCsökkentés integrálása
- Korlátozott rétegcsillapítás stratégiai helyeken
- Hangolt tömegű csillapítók meghatározott frekvenciákra
- Viszkoelasztikus anyagbetétek a határfelületeken
Anyagválasztás a rezgésszabályozáshoz
| Anyag típusa | Csökkentési kapacitás | Merevség | Súly | Legjobb alkalmazások |
|---|---|---|---|---|
| Öntöttvas | Kiváló | Nagyon jó | Magas | Általános célú szerelvények |
| Polimer beton | Kiváló | Jó | Magas | Precíziós megmunkálási rögzítők |
| Alumínium csillapító betétekkel | Jó | Jó | Mérsékelt | Könnyű súly, mérsékelt pontosság |
| Acél kényszercsillapítással | Nagyon jó | Kiváló | Magas | Nehéz megmunkálás |
| Kompozit anyagok | Kiváló | Változó | Alacsony | Különleges alkalmazások |
Rezgésszigetelési technikák
A rögzítőelem rezgésforrásoktól való elválasztására:
Passzív szigetelőrendszerek
- Elasztomer szigetelők (természetes gumi, neoprén)
- Pneumatikus szigetelők
- Rugócsillapító rendszerekAktív szigetelő rendszerek
- Piezoelektromos aktuátorok
- Elektromágneses működtetők
- Visszajelző vezérlőrendszerekHibrid rendszerek
- Kombinált passzív/aktív megoldások
- Adaptív hangolási képességek
Esettanulmány: A rezgéscsillapítás javítása a precíziós megmunkálásban
Nemrégiben konzultáltam egy titán implantátum alkatrészeket gyártó orvostechnikai eszközgyártóval. A nagysebességű marási műveletek során következetlen felületi felülettel és a szerszám élettartamának ingadozásával szembesültek.
Az elemzés kimutatta:
- A 220 Hz-es sajátfrekvencia szorosan illeszkedik az orsó frekvenciájához.
- 8,5-szeres erősítési tényező rezonancia esetén
- Elégtelen csillapítás (0,03 arány)
- Egyenetlen rezgéseloszlás a szerelvényen
Átfogó megoldás bevezetésével:
- Újratervezett rögzítőelem optimalizált bordázási mintázattal
- Kényszerített rétegcsillapítás hozzáadása az elsődleges felületekhez
- Beépített hangolt tömegcsillapító, amely 220 Hz-re céloz
- Telepített pneumatikus szigetelőrendszer
Az eredmények jelentősek voltak:
- A sajátfrekvencia 380 Hz-re eltolva (a működési tartománytól távolabb)
- A csillapítási arányt 0,12-re növelte
- Csökkentett rezgés amplitúdó 91% által
- Javított felületi konzisztencia a 78% által
- A szerszám élettartamának 2,3x-os meghosszabbítása
- 15%-vel csökkentett ciklusidő magasabb vágási paraméterek révén
Gyorscsere-mechanizmus kompatibilitási útmutató a hatékony átállásokhoz
A gyorsváltó mechanizmusok jelentősen csökkentik a beállítási időt és növelik a gyártási rugalmasságot, de csak akkor, ha megfelelően illeszkednek az Ön egyedi követelményeihez.
A pneumatikus rögzítők gyorsváltó mechanizmusai szabványosított interfészrendszereket használnak, hogy a pontosság és stabilitás feláldozása nélkül lehetővé tegyék a rögzítők gyors cseréjét. A kompatibilis rendszerek kiválasztásához meg kell ismerni a csatlakozási szabványokat, az ismételhetőségi előírásokat és az interfészkövetelményeket, hogy a meglévő berendezésekkel való zökkenőmentes integráció biztosítható legyen a szükséges pozicionálási pontosság fenntartása mellett.

A gyorsváltó rendszer típusainak megértése
Számos szabványosított gyorsváltó rendszer létezik, mindegyiknek különböző jellemzői vannak:
Fő gyorsváltó szabványok
| Rendszer típusa | Interfész szabvány | Helymeghatározási pontosság | Terhelhetőség | Zárómechanizmus | Legjobb alkalmazások |
|---|---|---|---|---|---|
| Nulla ponton történő rögzítés5 | AMF/Stark/Schunk | ±0,005mm | Magas | Mechanikus/pneumatikus | Precíziós megmunkálás |
| Raklapos rendszerek | 3R rendszer/Erowa | ±0,002-0,005mm | Közepes | Mechanikus/pneumatikus | EDM, csiszolás, marás |
| T-nyílás alapú | Jergens/Carr Lane | ±0,025mm | Magas | Mechanikus | Általános megmunkálás |
| Ball-lock | Jergens/Halder | ±0,013mm | Közepesen magas | Mechanikus | Sokoldalú alkalmazások |
| Mágneses | Maglock/Eclipse | ±0,013mm | Közepes | Elektromágneses | Lapos munkadarabok |
| Piramis/kúp | VDI/ISO | ±0,010mm | Magas | Mechanikus/hidraulikus | Nehéz megmunkálás |
Összeegyeztethetőségi értékelési tényezők
A gyorscserélő rendszer kompatibilitásának értékelésekor vegye figyelembe ezeket a kulcsfontosságú tényezőket:
Mechanikus interfész kompatibilitás
Fizikai csatlakozási szabványok
- Szerelési minta méretei
- A vevőegységre/csapágyra vonatkozó előírások
- Engedélyezési követelmények
- Igazítási jellemzők kialakításaTerhelhetőségi megfeleltetés
- Statikus terhelhetőség
- Dinamikus terhelhetőség
- Momentumterhelési korlátozások
- Biztonsági tényezőre vonatkozó követelményekKörnyezeti kompatibilitás
- Hőmérséklet-tartomány
- Hűtőanyag/szennyezőanyag expozíció
- Tisztaszobai követelmények
- Mosási igények
Teljesítmény Kompatibilitás
Pontossági követelmények
- Ismételhetőségi előírások
- Abszolút pozicionálási pontosság
- Hőstabilitási jellemzők
- Hosszú távú stabilitásMűködési tényezők
- A le-/felfeszítés ideje
- A működtetési nyomás követelményei
- Monitoring képességek
- Hibamód viselkedés
Átfogó kompatibilitási mátrix
Ez a mátrix keresztkompatibilitást biztosít a főbb gyorsváltó rendszerek között:
| Rendszer | AMF | Schunk | Stark | 3R rendszer | Erowa | Jergens | Carr Lane | Maglock |
|---|---|---|---|---|---|---|---|---|
| AMF | Született | Adapter | Közvetlen | Adapter | Nem | Adapter | Adapter | Nem |
| Schunk | Adapter | Született | Adapter | Nem | Nem | Adapter | Adapter | Nem |
| Stark | Közvetlen | Adapter | Született | Nem | Nem | Adapter | Adapter | Nem |
| 3R rendszer | Adapter | Nem | Nem | Született | Adapter | Nem | Nem | Nem |
| Erowa | Nem | Nem | Nem | Adapter | Született | Nem | Nem | Nem |
| Jergens | Adapter | Adapter | Adapter | Nem | Nem | Született | Közvetlen | Adapter |
| Carr Lane | Adapter | Adapter | Adapter | Nem | Nem | Közvetlen | Született | Adapter |
| Maglock | Nem | Nem | Nem | Nem | Nem | Adapter | Adapter | Született |
Pneumatikus interfész követelmények
A gyorscserés rendszerek működéséhez megfelelő pneumatikus csatlakozásokra van szükség:
Pneumatikus csatlakozási szabványok
| Rendszer típusa | Csatlakozás Szabvány | Üzemi nyomás | Áramlási követelmény | Vezérlő interfész |
|---|---|---|---|---|
| Nulla pont | M5/G1/8 | 5-6 bar | 20-40 l/min | 5/2 vagy 5/3 szelep |
| Raklap | M5 | 6-8 bar | 15-25 l/min | 5/2 szelep |
| Ball-lock | G1/4 | 5-7 bar | 30-50 l/min | 5/2 szelep |
| Piramis | G1/4 | 6-8 bar | 40-60 l/min | 5/2 szelep nyomásfokozóval |
A vegyes rendszerek végrehajtási stratégiája
Több gyorsváltó szabványt alkalmazó létesítményekhez:
Szabványosítási értékelés
- A meglévő rendszerek leltározása
- Teljesítménykövetelmények értékelése
- Az áttérés megvalósíthatóságának meghatározásaÁtmeneti megközelítések
- Közvetlen helyettesítési stratégia
- Adapter-alapú integráció
- Hibrid rendszer megvalósítása
- Fokozatos átállási tervDokumentációs követelmények
- Interfész specifikációk
- Adapter követelmények
- Nyomás/áramlási előírások
- Karbantartási eljárások
Esettanulmány: Gyorsváltó rendszerintegráció
Nemrégiben egy olyan szerződéses gyártóval dolgoztam együtt, amely több iparág számára gyárt alkatrészeket. Túl hosszú átállási időkkel és következetlen pozicionálással küzdöttek a különböző termékcsaládok közötti váltáskor.
Az elemzés kimutatta:
- Három nem kompatibilis gyorscserélő rendszer 12 gépen keresztül
- Átlagos átállási idő 42 perc
- Helymeghatározás megismételhetőségi problémák az átállás után
- Pneumatikus csatlakozási komplikációk
Átfogó megoldás bevezetésével:
- Standardizált nullpontos rögzítési rendszer
- Egyedi adapterek kifejlesztése régi lámpatestekhez
- Létrehozott szabványosított pneumatikus interfész panel
- Színkódolt csatlakozási rendszer bevezetése
- Vizuális munkautasítások kidolgozása
Az eredmények lenyűgözőek voltak:
- 8,5 percre csökkentette az átlagos átállási időt
- ±0,008 mm-re javított pozicionálási ismételhetőség
- Megszűntek a kapcsolati hibák
- Növelte a gépkihasználtságot 14%
- 4,2 hónap alatt elért ROI
Átfogó pneumatikus szerelvény kiválasztási stratégia
Az optimális pneumatikus rögzítőelem kiválasztásához bármely alkalmazáshoz kövesse ezt az integrált megközelítést:
A pontossági követelmények meghatározása
- A szükséges alkatrész pozicionálási pontosság meghatározása
- A kritikus méretek és tűrések azonosítása
- Elfogadható rezgéshatárok megállapítása
- Átállási időcélok meghatározásaMűködési feltételek elemzése
- Megmunkáló erők és rezgések jellemzése
- Környezeti tényezők dokumentálása
- Munkafolyamatok és átállási követelmények feltérképezése
- Kompatibilitási korlátozások azonosításaMegfelelő technológiák kiválasztása
- Válassza ki a szinkronizációs mechanizmust a pontossági igények alapján
- Vibrációgátló funkciók kiválasztása dinamikai elemzés alapján
- Gyorscserélő rendszer meghatározása a kompatibilitás alapjánA kiválasztás érvényesítése
- Prototípus-tesztelés, ahol megvalósítható
- Összehasonlítás az iparági szabványokkal
- Számítsa ki a várható ROI-t és a teljesítményjavulást
Integrált kiválasztási mátrix
| Alkalmazási követelmények | Ajánlott szinkronizálás | Rezgéscsillapító megközelítés | Gyorsváltó rendszer |
|---|---|---|---|
| Nagy pontosságú, könnyű megmunkálás | Bütyökvezérlésű (±0,01-0,02 mm) | Összetett szerkezet hangolt csillapítással | Precíziós nullpont |
| Közepes pontosságú, nehéz megmunkálás | Ékvezérlésű (±0,03-0,05 mm) | Öntöttvas, kényszerített rétegcsillapítással | Gömbzár vagy piramis |
| Általános célú, gyakori változtatások | Összekötő rendszer (±0,05-0,08 mm) | Acél stratégiai bordázással | T-nyílás alapú rendszer |
| Nagy sebességű, rezgésérzékeny | Közvetlen meghajtás kompenzációval | Aktív csillapító rendszer | Precíziós raklaprendszer |
| Nagyméretű alkatrészek, közepes pontosság | Pneumatikus szinkronizálás | Tömegoptimalizálás és izolálás | Nagy teherbírású nullpont |
Következtetés
Az optimális pneumatikus rögzítőelem kiválasztásához meg kell érteni a többpofás szinkronizálási szabványokat, a rezgésgátló dinamikai jellemzőket és a gyorscserével való kompatibilitási követelményeket. Ezen elvek alkalmazásával pontos alkatrészpozicionálást érhet el, minimalizálhatja a káros rezgéseket, és csökkentheti az átállási időt bármilyen gyártási alkalmazásban.
GYIK a pneumatikus szerelvények kiválasztásáról
Milyen gyakran kell tesztelni a többpofás szinkronizálást a termelési környezetben?
Általános gyártási alkalmazásokhoz negyedévente tesztelje a szinkronizálást. Precíziós alkalmazásoknál (orvosi, űrkutatási) havonta tesztelje. Kritikus, szűk tűréshatárokkal (<0,02 mm) rendelkező alkalmazások esetén végezzen heti ellenőrzést. Minden karbantartás, nyomásváltoztatás vagy minőségi problémák felmerülése után mindig végezzen vizsgálatot. Használjon kalibrált elmozdulásérzékelőket, és dokumentálja az eredményeket a minőségbiztosítási rendszerében. Fontolja meg egyszerű go/no-go tesztek bevezetését a formális mérések közötti napi üzemeltetői ellenőrzéshez.
Mi a legköltséghatékonyabb rezgéscsillapító megoldás a meglévő berendezési tárgyakhoz?
Meglévő lámpatestek esetében a korlátozott rétegű csillapítás általában a legköltséghatékonyabb utólagos felszerelési megoldás. Viszkoelasztikus polimerlemezeket alkalmazzon vékony fém korlátozó réteggel a csapvizsgálat vagy modális elemzés során azonosított nagy rezgésszámú területekre. Koncentráljon a problémás rezgési módoknál a maximális elhajlással rendelkező területekre. Ez a megközelítés jellemzően 50-70%-rel csökkenti a rezgést szerény költségek mellett. A nagyobb hatékonyság érdekében fontolja meg a tömeg hozzáadását a stratégiai helyeken, valamint a rögzítés és a gépasztal közötti szigetelőtartók alkalmazását.
Keverhetek különböző gyorscserélő rendszereket ugyanabban a gyártócellában?
Igen, de ez gondos tervezést és adaptációs stratégiát igényel. Először is határozza meg az "elsődleges" rendszert a pontossági követelmények és a meglévő beruházások alapján. Ezután használjon dedikált adaptereket a másodlagos rendszerek integrálásához. Dokumentálja az adapterek egymásra helyezésének hatását a pontosságra és a merevségre, mivel minden egyes interfész potenciális hibát okozhat. Hozzon létre egyértelmű vizuális azonosító rendszereket az össze nem illesztések megelőzése és a pneumatikus csatlakozások szabványosítása érdekében minden rendszerben. A hosszú távú hatékonyság érdekében dolgozzon ki egy átállási tervet, hogy a szerelvények cseréjekor egyetlen rendszerre szabványosíthasson.
-
Áttekintést nyújt az ISO 230-2 szabványról, amely meghatározza a numerikusan vezérelt szerszámgépek pozicionálási pontosságának és ismételhetőségének vizsgálati módszereit. ↩
-
Ismerteti a lineáris változó differenciál transzformátor (LVDT) működési elvét, amely egy olyan típusú elektromos transzformátor, amelyet lineáris elmozdulás nagy pontosságú és megbízható mérésére használnak. ↩
-
Ismerteti a kísérleti modális analízist (EMA), amely egy szerkezet modális paramétereinek (sajátfrekvenciák, csillapítási arányok és módusalakok) meghatározására szolgáló eljárás rezgésvizsgálati adatok alapján. ↩
-
Magyarázatot ad a végeselem-elemzésre (FEA), amely egy hatékony számítási módszer annak szimulálására, hogy egy termék vagy alkatrész hogyan reagál a valós erőkre, rezgésekre, hőre és egyéb fizikai hatásokra a tervezési fázisban. ↩
-
Részletesen ismerteti a nullponti rögzítő rendszerek elveit, egy olyan moduláris munkadarab-befogási technológia, amely rendkívül pontos, megismételhető és gyors módszert biztosít a rögzítőeszközök vagy munkadarabok pozicionálására és rögzítésére. ↩
