

Bevezetés
A bányászati környezetben a hagyományos hengerrudak nem években, hanem hónapokban romlanak el. 🪨 A koptató por, a kődarabok és az ásványi szennyeződések minden mozdulatnál úgy hatnak, mint a csiszolópapír, és karcolásokat okoznak. krómozás1 és katasztrofális tömítésmeghibásodásokat okoz. Ha berendezése ilyen zord körülmények között működik, a hagyományos felületkezelések egyszerűen nem elegendőek.
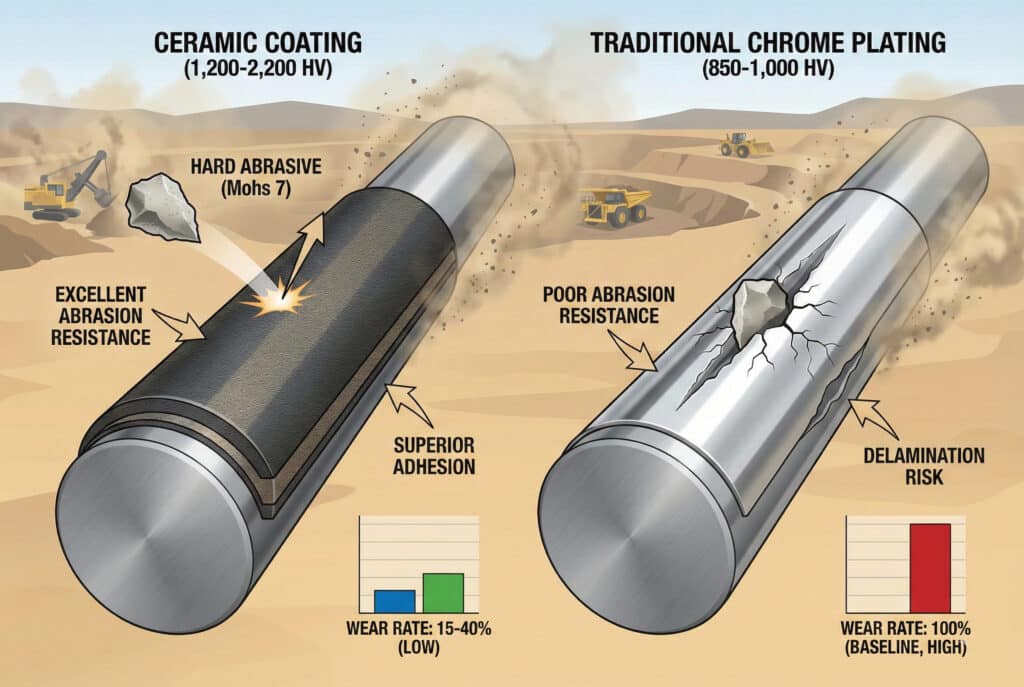
A hengerrudak kerámia bevonatai 1200–2200 HV keménységi fokozatot biztosítanak (szemben a kemény króm 850–1000 HV-jával), így rendkívül kemény, kopásálló réteget képeznek, amely 300–500%-vel meghosszabbítja a rudak élettartamát a kopásnak kitett bányászati alkalmazásokban. Ezeket a bevonatokat – beleértve a króm-karbidot, a volfrám-karbidot és az alumínium-oxidot – a következő módon viszik fel: hőspray2 vagy PVD3 25–150 mikron vastagságú folyamatok, amelyek kiváló részecskékkel szembeni ellenállást biztosítanak, miközben megőrzik a pneumatikus hengerek hatékony tömítéséhez szükséges sima felületi kivitelezést.
Az elmúlt negyedévben Stevennel, egy arizonai rézbányában dolgozó karbantartó mérnökkel dolgoztam együtt. Az ő üzemében a krómozott hengerrudakat 4-6 havonta cserélték a kopásnak kitett rézérc por miatt. Minden csere 8-12 órányi leállást jelentett a kritikus szállítószalag-pozicionáló rendszerekben, ami $15 000-20 000 dollárba került minden egyes esetben. Bepto rúd nélküli hengereket szállítottunk, amelyek vezetőrudain volfrámkarbid kerámia bevonat volt. 18 hónapos folyamatos üzemeltetés után ugyanazon a zord körülmények között a rudak kopása minimális volt – a cserélési ciklust 6 hónapról becslések szerint 3+ évre hosszabbítottuk, ami több mint $120 000 dollár megtakarítást jelentett.
Tartalomjegyzék
- Mi teszi a kerámia bevonatokat kiválóvá a bányászati alkalmazásokhoz?
- Melyik kerámia bevonat típusok a legalkalmasabbak a hengerrudakhoz?
- Hogyan viszonyulnak a kerámia bevonatú rudak a krómhoz a teljes költség tekintetében?
- Melyek a telepítés és karbantartás szempontjából kritikus tényezők?
Mi teszi a kerámia bevonatokat kiválóvá a bányászati alkalmazásokhoz?
A bányászati környezet az anyagok tartósságának végső próbája. ⛏️
A kerámia bevonatok a hagyományos krómozásnál jobb teljesítményt nyújtanak a bányászati alkalmazásokban, mert kristályszerkezetük 2-3-szor nagyobb keménységet biztosít (1200-2200 HV szemben 850-1000 HV-val), kiváló kopásállóságot biztosít az ásványi részecskékkel szemben, és jobb tapadási szilárdsággal rendelkezik, ami megakadályozza a bevonat rétegek szétválását ütéses terhelés esetén. A sűrű kerámia mátrix ellenáll a részecskék beágyazódásának, és önkenő felületet hoz létre, amely 30-40%-vel csökkenti a súrlódást, meghosszabbítva a rúd és a tömítés élettartamát, miközben -40 °C és +500 °C közötti hőmérsékleten megőrzi a méretstabilitást.
A kopásállóság előnye
A bányászati tevékenységek során a hengerrudak a földön található legkopásosabb anyagoknak vannak kitéve:
| Csiszolóanyag | Mohs-keménység | Krómozás kopási aránya | Kerámia bevonat kopási aránya |
|---|---|---|---|
| Szilícium-dioxid por (homok) | 7 | 100% (alaphelyzet) | 15-25% |
| Vasérc | 5-6 | 100% | 20-30% |
| Rézérc | 3-4 | 100% | 25-35% |
| Szénpor | 2-3 | 100% | 30-40% |
| Mészkő | 3-4 | 100% | 25-35% |
A keménység előnye drámai. A 850-1000 HV keménységű krómozás keményebb az acélnál, de puhább a legtöbb ásványi részecskénél. Az 1200-2200 HV keménységű kerámia bevonatok meghaladják a legtöbb koptató szennyeződés keménységét, megakadályozva a részecskék behatolását.
Ütés- és rázkódásállóság
A bányászati berendezések állandó rezgésnek, ütéses terhelésnek és ütéseknek vannak kitéve. A hagyományos krómozás ilyen körülmények között megrepedhet vagy lepattoghat, ami gyorsabb kopáshoz vezető kezdeti pontokat hozhat létre. A kerámia bevonatok, ha megfelelően alkalmazzák őket a megfelelő kötőrétegekkel, hatékonyabban osztják el az ütés energiáját.
Hőspray kerámia bevonatok felületi érdesítés és részecskék egymásba illeszkedése révén mechanikus kötést hoz létre, amely még ütéses terhelés esetén is kiváló tapadást biztosít. A bevonat réteges szerkezete elnyeli az ütközési energiát anélkül, hogy katasztrofális rétegleválás következne be.
Hőmérséklet stabilitás
A föld alatti bányászati tevékenységek során extrém hőmérséklet-ingadozások tapasztalhatók – a fagyos felszíni körülményektől a 40-50 °C-os föld alatti hőmérsékletig. A sivatagi régiókban végzett felszíni bányászat során a nappali hőmérséklet meghaladja az 50 °C-ot. A kerámia bevonatok az egész hőmérsékleti tartományban megőrzik tulajdonságaikat, míg a krómozás ismételt ciklusok során hőhatású repedéseket okozhat.
Melyik kerámia bevonat típusok a legalkalmasabbak a hengerrudakhoz?
Nem minden kerámia bevonat egyforma a pneumatikus alkalmazásokhoz. 🔬
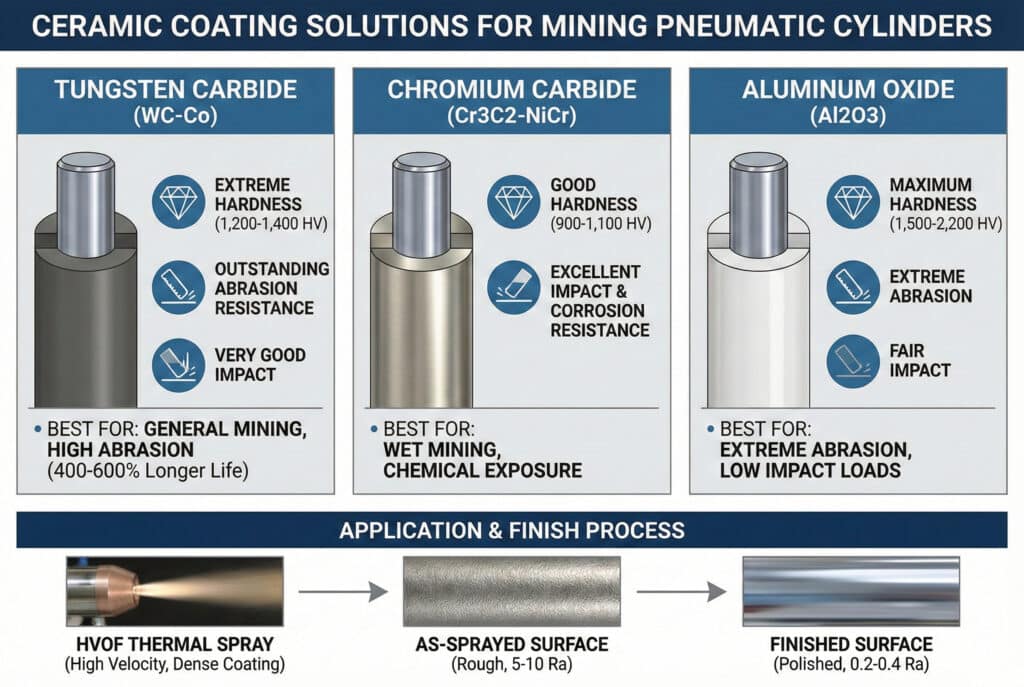
A volfrámkarbid (WC-Co) bevonatok a legjobb egyensúlyt biztosítják a rendkívüli keménység (1200-1400 HV), a szívósság és a felületi minőség között a bányászati hengerrudak esetében, és 400-600%-vel hosszabb élettartamot biztosítanak, mint a króm a szilícium-dioxidban gazdag környezetben. A krómkarbid (Cr3C2-NiCr) kiváló korrózióállóságot és jó keménységet (900–1100 HV) biztosít, ideális nedves bányászati műveletekhez. Az alumínium-oxid (Al2O3) maximális keménységet (1500–2200 HV) biztosít, de törékenység elkerülése érdekében gondos alkalmazást igényel, így minimális ütés terhelés mellett extrém kopásnak megfelelő.
Bevonatok összehasonlítása a bányászatban
| Bevonat típusa | Keménység (HV) | Kopásállóság | Ütésállóság | Korrózióállóság | Legjobb bányászati alkalmazás |
|---|---|---|---|---|---|
| Kemény króm (alapvonal) | 850-1,000 | Fair | Jó | Kiváló | Tiszta, csak beltéri használatra |
| Volfrámkarbid (WC-Co) | 1,200-1,400 | Kiváló | Nagyon jó | Jó | Általános bányászat, nagy kopás |
| Króm-karbid (Cr3C2) | 900-1,100 | Kiváló | Kiváló | Kiváló | Nedves bányászat, vegyi anyagoknak való kitettség |
| Alumínium-oxid (Al2O3) | 1,500-2,200 | Extreme | Fair | Kiváló | Extrém kopásállóság, alacsony ütéshatás |
| Titán-nitrid (TiN) | 2,000-2,400 | Nagyon jó | Fair | Jó | Precíziós alkalmazások, alacsonyabb terhelések |
A jelentkezési folyamat fontossága
Nagy sebességű oxigén-üzemanyag (HVOF) hőspray: A volfrámkarbid és krómkarbid bevonatok arany standardja. A HVOF rendkívül sűrű, jól kötődő bevonatokat hoz létre, minimális porozitással. A részecskék sebessége meghaladja a 600 m/s-ot, ami kiváló tapadást és bevonatsűrűséget eredményez.
Plazmaszórás: Alumínium-oxid és egyes karbid bevonatokhoz használják. Olcsóbb, mint a HVOF, de kissé porózusabb. A legtöbb bányászati alkalmazásban mégis kiváló teljesítményt nyújt.
PVD (fizikai gőzlerakódás): Rendkívül vékony (2-5 mikron), ultra kemény bevonatokat hoz létre, mint például a titán-nitrid. A vékony bevonatvastagság miatt csak alacsony kopású alkalmazásokra alkalmas, de kivételes felületi minőséget biztosít.
A Bepto-nál együttműködünk a következő partnerekkel: ISO 90014 HVOF volfrámkarbid bevonat alkalmazására szakosodott, tanúsított bevonatoló létesítmények. Szabványos, bányászati minőségű rúd nélküli hengerünk 75-100 mikronos WC-Co bevonattal rendelkezik, amelyet homokfúvott, feszültségmentesített aljzatra visznek fel a maximális tapadás és tartósság érdekében.
Felületkikészítési követelmények
A felvitt kerámia bevonatok felülete érdes (5-10 Ra), ezért nem alkalmasak pneumatikus tömítésekhez. A bevonat felvitele után elengedhetetlen a 0,2-0,4 Ra-ig történő csiszolás és polírozás. Ez a befejező folyamat eltávolítja a felületi kiemelkedéseket, miközben megőrzi a kemény kerámia mátrixot, így sima tömítőfelületet hoz létre, amely nem károsítja a tömítéseket, ugyanakkor megőrzi a kopásállóságot.
Hogyan viszonyulnak a kerámia bevonatú rudak a krómhoz a teljes költség tekintetében?
A kezdeti ár csak egy részét mutatja a bányászati alkalmazásoknak. 💰
A kerámia bevonatú hengerrudak kezdeti költsége 80-150%-vel magasabb, mint a krómozott alternatíváké ($300-600 vs. $150-250 a tipikus bányászati henger méretek esetében), de kopásnak kitett környezetben 300-500% hosszabb élettartamot biztosítanak, így 5 év alatt 40-60%-vel csökkentik a teljes tulajdonlási költséget, ha figyelembe vesszük a pótalkatrészek, a munkaerő és az állásidő költségeit. Azokban a műveletekben, ahol a henger meghibásodása $10 000-50 000 veszteséget okoz termeléskiesésként, a befektetés megtérülési ideje általában 6-12 hónap.
Valós költségelemzés
Forgatókönyv: Szénbányászati szállítószalag-pozicionáló rendszer
| Költségtényező | Krómozott (5 év) | Kerámia bevonatú (5 év) | Megtakarítás |
|---|---|---|---|
| Kezdeti rúd költsége | $220 | $450 | -$230 |
| Cserejátékosok (9x vs 2x) | $1,980 | $450 | +$1,530 |
| Munkaerő (11x @ $500) | $5,500 | $1,500 | +$4,000 |
| Leállás (11x @ $12 000) | $132,000 | $36,000 | +$96,000 |
| Tömítéscsere (extra kopás) | $880 | $320 | +$560 |
| Teljes 5 éves költség | $140,580 | $38,720 | $101,860 |
Ez az elemzés egy nyugat-virginiai ügyfél tényleges adatain alapul, amely magas szilícium-dioxid-tartalmú szénporral dolgozik.
A Bepto értékajánlat
Közvetlen OEM alternatív beszállítóként kerámia bevonatú, rúd nélküli hengereket kínálunk 25-35% áron, ami alacsonyabb a nagy márkák árainál. A volfrámkarbid bevonatunk körülbelül $180-280-at ad hozzá egy standard hengerhez, míg a prémium OEM márkák $400-600-at számolnak fel azonos védelemért.
Nemrégiben együtt dolgoztam Patricia-val, egy nevadai bányászati berendezésgyártó beszerzési vezetőjével. Ő olyan hengeres berendezéseket keresett, amelyek aranybányászatra alkalmasak, és Peruban és Chilében, rendkívül kopásnak kitett, nagy magasságú környezetben használhatók. Az OEM beszállítója $2800 árat ajánlott kerámia bevonatú, rúd nélküli hengerekért, 16 hetes szállítási határidővel.
Méreteikben kompatibilis Bepto hengereket szállítottunk HVOF volfrámkarbid bevonattal, darabonként $1,850 áron, 4 hét alatt. Cége most már minden bányászati alkalmazáshoz Bepto termékeket használ, ezzel 30-35%-t takarít meg alkatrész-költségeken, miközben javul a szállítás megbízhatósága.
Mikor érdemes kerámia bevonatot használni?
Magas értékű alkalmazások:
- Berendezések leállási ideje >$5000 óránként
- Cserélési ciklus <12 hónap krómmal
- Magas szilícium-dioxid- vagy ásványi por expozíció
- Nehéz megközelíthetőségű távoli helyszínek
Margóalkalmazások:
- Alacsony ciklusú berendezések (<50 000 ciklus/év)
- Tiszta vagy közepesen poros környezet
- Könnyű hozzáférés karbantartáshoz
- Költségvetési korlátokkal rendelkező projektek
Segítünk ügyfeleinknek, hogy a tényleges működési feltételek és a teljes költségelemzés alapján hozzanak megalapozott döntéseket, és ne csak minden alkalmazáshoz prémium bevonatokat adjunk el nekik.
Melyek a telepítés és karbantartás szempontjából kritikus tényezők?
A kerámia bevonatok maximális teljesítményének elérése érdekében speciális kezelést igényelnek. 🔧
A kerámia bevonatú rudak gondos beszerelést igényelnek, beleértve az összeszerelés során az ütéses sérülések elkerülését, a megfelelő tömítőanyagok (poliuretán vagy töltött PTFE a szokásos NBR helyett) használatát, a megfelelő kenést alacsony súrlódású zsírokkal, valamint hatékony rúdvédő burkolatok vagy törlők alkalmazását a részecskék felhalmozódásának megakadályozása érdekében. A rendszeres ellenőrzésnek a bevonat integritására kell összpontosítania, nem pedig a kopás mélységére, mivel még a kisebb bevonatkárosodások is felgyorsíthatják a helyi kopást. A megfelelő tárolás védőhüvelyekben megakadályozza a beszerelés előtti kezelési sérüléseket.

A telepítés legjobb gyakorlatai
Óvatosan kezelendő: A kerámia bevonatok rendkívül kemények, de fém szerszámokkal megkarcolódhatnak vagy megrepedhetnek. A felszerelés során műanyag vagy gumival bevont szerszámokat használjon. Soha ne szorítsa közvetlenül a bevonatos felületeket – használjon védőhüvelyeket.
Pecsét kompatibilitás: A standard NBR tömítések nem biztosítanak optimális teljesítményt kerámia bevonatokkal. Javasoljuk:
- Poliuretán tömítések: Legjobb kopásállóság és kompatibilitás
- Töltött PTFE: Kiválóan alkalmas magas hőmérsékletű alkalmazásokhoz
- HNBR (hidrogénezett NBR): Jó tulajdonságok egyensúlya
Megfelelő kenés: Míg a kerámia bevonatok csökkentik a súrlódást, a kezdeti bejáratási kenés kritikus fontosságú. Használjon molibdén-diszulfidot vagy PTFE-alapú zsírokat, amelyek nem vonzzák a koptató részecskéket.
Karbantartás és ellenőrzés
Vizuális ellenőrzési protokoll:
- Havonta: Ellenőrizze, hogy nincs-e látható bevonatkárosodás, lepattogzás vagy rétegleválás.
- Negyedéves: Mérje meg a tömítés kopási arányát, mint a rúd állapotának mutatóját.
- Évente: Részletes vizsgálat nagyítással a mikrorepedések észlelése érdekében
Tisztítási eljárások: Használjon puha keféket és sűrített levegőt – soha ne használjon drótkefét vagy csiszolószivacsot, amelyek károsíthatják a bevonatot. Kerülje a nagynyomású vízsugarak közvetlen hatását a bevont felületre.
Környezetvédelem
Még a kerámia bevonatú rudak is részesülnek a környezetvédelem előnyeiből:
Rod csizmák: Az akordeon típusú csizmák megakadályozzák a részecskék 80-90%-es érintkezését a rúd felületével, így a kerámia bevonat élettartamát 2-3-szorosára növelik.
Ablaktörlők: A nagy hatékonyságú poliuretán törlők eltávolítják a részecskéket, mielőtt azok érintkezésbe kerülnének a tömítésekkel, így védve mind a bevonatot, mind a tömítések felületét.
Légszűrés: Megfelelő sűrített levegő szűrés (ISO 8573-15 6. osztály vagy annál jobb osztályú részecskék) megakadályozza a belső szennyeződést, amely belülről károsíthatja a tömítéseket.
A Bepto-nál kifejezetten bányászati alkalmazásokhoz tervezett, teljes körű környezetvédelmi csomagokat kínálunk, beleértve a nagy teherbírású rúdcsatlakozókat, kettős ablaktörlő szerelvényeket és ütés- és rezgésálló rögzítőelemeket.
Következtetés
A kerámia bevonatok a hengerrudakat a bányászati alkalmazásokban fogyó alkatrészekből hosszú távú eszközökké alakítják, és kiváló kopásállóságuknak és tartósságuknak köszönhetően jelentősen csökkentik a cserélési gyakoriságot, a karbantartási költségeket és a nem tervezett leállásokat. 🏆
Gyakran ismételt kérdések a bányászati hengerek kerámia bevonatairól
K: A kerámia bevonatok felvihetők-e a meglévő krómozott rudakra, mint felújítás?
Igen, de először a krómot teljesen el kell távolítani csiszolással vagy kémiai lecsupaszítással, hogy elérhető legyen az alap acélszubsztrátum. Ezután a rudat homokfúvással kezelik, hogy megteremtsék a kerámia bevonat tapadásához szükséges felületi profilt, majd bevonják és véglegesen csiszolják. Ez a felújítás egy új kerámia bevonatú rúd 60-70%-jének megfelelő költségekkel jár, és nagy átmérőjű vagy egyedi rudak esetében gazdaságos, bár általában a standard méretek cseréjét javasoljuk.
K: Mi történik, ha a kerámia bevonat megsérül vagy lepattogzik a működés során?
A kisebb felületi repedések (átmérőjük <2 mm) általában nem terjednek tovább, ha a kötőréteg sértetlen marad – a környező kerámia továbbra is védi az aljzatot. Azonban az alapacélt felfedő sérülés helyi kopási pontot hoz létre, amely gyorsulhat. A sérült rudakat a következő ütemezett karbantartás során ki kell cserélni, ahelyett, hogy katasztrofális meghibásodásra várnánk. Ezért javasoljuk a negyedéves ellenőrzéseket a zord bányászati környezetben.
K: A kerámia bevonatokhoz speciális bejáratási eljárásokra van szükség?
Igen, a kerámia bevonatú rudak előnyös hatással bírnak egy 50-100 ciklusos bejáratási időszakra, csökkentett sebességgel (a normál 50-60% helyett) és nyomással (a működési nyomás 70-80% helyett), megfelelő kenéssel. Ez lehetővé teszi a tömítéseknek, hogy alkalmazkodjanak a bevonat felületéhez, és kialakítsák a kezdeti kenőréteget. A bejáratás kihagyása a működés első óráiban a tömítések korai kopásához vezethet.
K: Hogyan viselkednek a kerámia bevonatok nedves bányászati alkalmazásokban, vízhatásnak kitéve?
A kerámia bevonatok nedves körülmények között kiválóan teljesítenek – a króm-karbid és volfrám-karbid bevonatok rendkívül korrózióállóak, és nem szenvednek a krómbevonatot felemelő felület alatti korróziótól. A víz azonban hatékonyabban szállítja a koptató részecskéket, mint a száraz por, ezért a környezeti tömítés (rudak csizmái, hatékony ablaktörlők) még fontosabbá válik. Megfelelő rendszertervezés mellett kiváló teljesítményt tapasztaltunk nedves bányászati alkalmazásokban.
K: A kerámia bevonatú rudak kopás után javíthatók vagy újra bevonhatók?
A kerámia bevonatú rudak lecsiszolhatók és újra bevonhatók, bár minden ciklus során a felület előkészítése során 0,1–0,2 mm alapanyag kerül eltávolításra. A rudak általában 2–3 alkalommal újra bevonhatók, mielőtt a méretbeli tűréshatárok megsérülnének. Az újrabevonás költsége az új rúd árának 50–60%-je. A Bepto-nál rúdfelújítási szolgáltatásokat kínálunk nagy értékű vagy egyedi alkalmazásokhoz, bár a standard henger méretek esetében a csere gyakran gazdaságosabb megoldás.
-
Ismerje meg a kemény krómozás tulajdonságait és hagyományos alkalmazásait az ipari gépek területén. ↩
-
Fedezze fel a nagy teljesítményű védőbevonatok felviteléhez használt különböző hőspray technikákat. ↩
-
Ismerje meg a fizikai gőzlerakódás (PVD) folyamatát és annak szerepét az ultravékony, kopásálló rétegek létrehozásában. ↩
-
Fedezze fel a minőségirányítási rendszerek nemzetközi szabványait, amelyek biztosítják a termékek és szolgáltatások állandó minőségét. ↩
-
Tekintse át a sűrített levegő tisztaságára vonatkozó nemzetközi szabványokat, amelyek meghatározzák az ipari rendszerek szennyezőanyag-határértékeit. ↩
