

Minden mérnök, akivel beszéltem, ugyanazzal a dilemmával szembesül: abszolút bizalomra van szüksége a pneumatikus alkatrészek iránt, de a hagyományos megbízhatósági tesztek hónapokkal késleltethetik a projekteket. Eközben a gyártási határidők egyre közelednek, és a vezetőség egyre nagyobb nyomást gyakorol a tegnapi eredményekre. Ez a megbízhatósági ellenőrzési szakadék óriási kockázatot jelent.
Hatékony pneumatikus henger a megbízhatósági ellenőrzés kombinálja gyorsított rezgésvizsgálat1 megfelelő spektrumválasztással, szabványosított sós permetezési ciklusokkal és átfogó hibamód-elemzéssel, hogy a hónapokig tartó, valós körülmények között végzett validálás hetekbe sűríthető legyen, miközben a statisztikai megbízhatóság megmarad.
Tavaly konzultáltam egy svájci orvostechnikai eszközgyártóval, aki pontosan ezzel a problémával küzdött. A gyártósoruk már készen állt, de nem tudták elindítani anélkül, hogy a pálca nélküli pneumatikus hengerek legalább 5 évig megőriznék a pontosságot. Gyorsított hitelesítési módszerünkkel a 6 hónapos tesztelést mindössze 3 hétre csökkentettük, így a rendszer megbízhatóságába vetett teljes bizalom mellett a tervezett határidőn belül elindíthatták a rendszert.
Tartalomjegyzék
- Rezgésvizsgálati spektrum kiválasztása
- Sós permetezési tesztciklusok összehasonlítása
- Hibamód- és hatáselemzés sablon
- Következtetés
- GYIK a megbízhatósági ellenőrzésről
Hogyan válassza ki a megfelelő rezgésvizsgálati gyorsulási spektrumot?
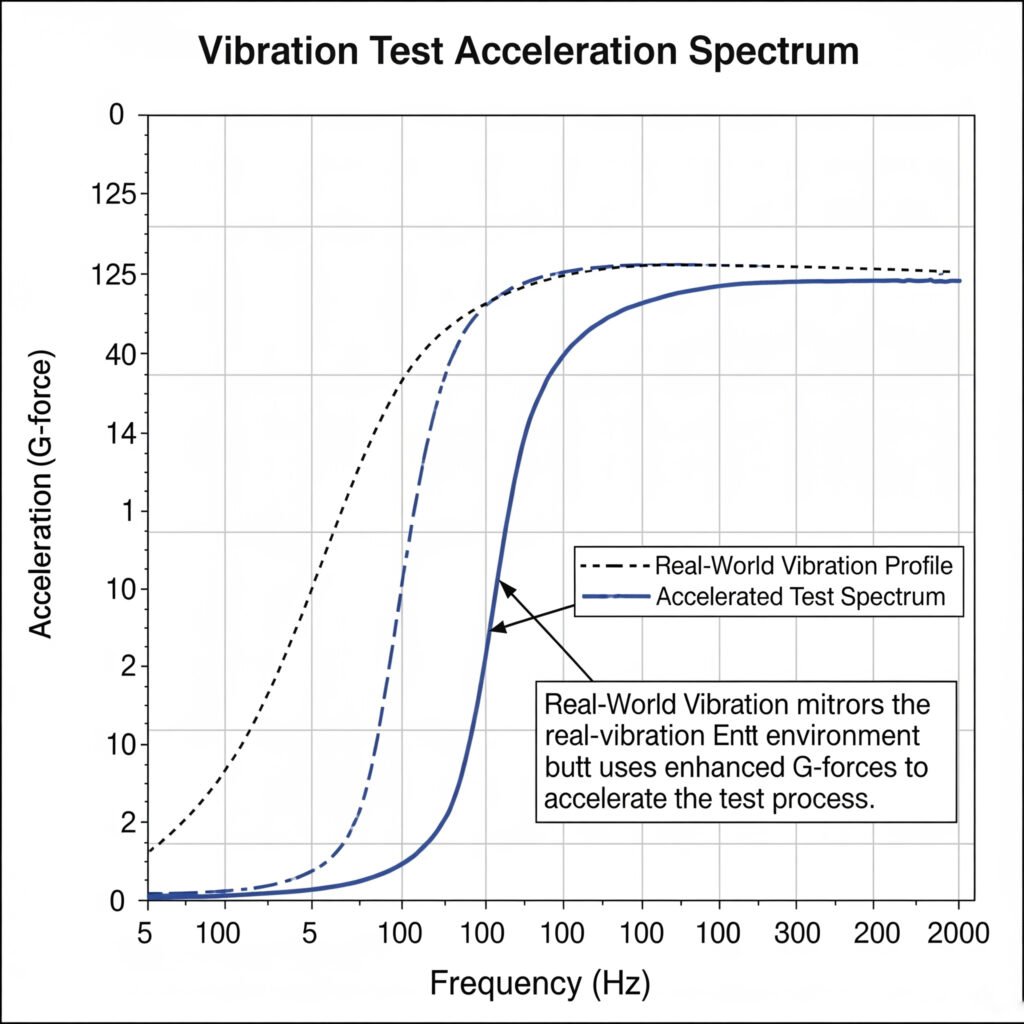
A nem megfelelő rezgésvizsgálati spektrum kiválasztása az egyik leggyakoribb hiba, amit a megbízhatósági ellenőrzés során látok. A spektrum vagy túl agresszív, ami irreális meghibásodásokat okoz, vagy túl gyengéd, és nem veszi észre a kritikus gyengeségeket, amelyek a valós használat során jelentkeznek.
Az optimális rezgésvizsgálati gyorsulási spektrumnak meg kell felelnie az adott alkalmazási környezetnek, miközben fel kell erősítenie az erőket a vizsgálat felgyorsítása érdekében. Pneumatikus rendszerek esetében az 5-2000 Hz közötti frekvenciatartomány a telepítési környezetnek megfelelő G-erő szorzótényezőkkel a legpontosabb előrejelző eredményeket biztosítja.
A rezgésprofil-kategóriák megértése
Több száz pneumatikus rendszer telepítésének elemzése után a vibrációs környezeteket a következő profilokba soroltam:
| Környezetvédelmi kategória | Frekvenciatartomány | Csúcs G-erő | A vizsgálat időtartamának tényezője |
|---|---|---|---|
| Könnyűipari | 5-500 Hz | 0.5-2G | 1x |
| Általános gyártás | 5-1000 Hz | 1-5G | 1.5x |
| Nehézipari | 5-2000 Hz | 3-10G | 2x |
| Szállítás/Mobil | 5-2000 Hz | 5-20G | 3x |
A spektrum kiválasztásának módszertana
Amikor segítek az ügyfeleknek kiválasztani a megfelelő rezgésspektrumot, ezt a háromlépcsős folyamatot követem:
1. lépés: A környezet jellemzése
Először is mérje meg vagy becsülje meg a tényleges rezgési profilt az alkalmazási környezetben. Ha a közvetlen mérés nem lehetséges, használjon kiindulási pontként ipari szabványokat:
- ISO 20816 ipari gépekhez
- MIL-STD-810G2 szállítási alkalmazásokhoz
- IEC 60068 általános elektronikai berendezésekre
2. lépés: A gyorsulási tényező meghatározása
A vizsgálati idő tömörítéséhez fel kell erősítenünk a rezgőerőket. Az összefüggés ezt az elvet követi:
Vizsgálati idő = (tényleges élettartam × tényleges G-erő²) ÷ (vizsgálati G-erő²)
Például, ha 5 év (43 800 óra) 2G-s működést szeretnénk szimulálni mindössze 168 óra (1 hét) alatt, akkor a következő értéken kell tesztelnünk:
G-erő = √[(43,800 × 2²) ÷ 168] = kb. 32,3G
3. lépés: Spektrum alakítása
Az utolsó lépés a frekvenciaspektrumnak az alkalmazásnak megfelelő alakítása. Ez a rúd nélküli pneumatikus hengerek esetében kritikus, mivel ezek a hengerek a kialakításuktól függően eltérő rezonanciafrekvenciával rendelkeznek.
Esettanulmány: Csomagolóberendezések ellenőrzése
Nemrégiben egy németországi csomagolóberendezés-gyártóval dolgoztam együtt, akinek a rúd nélküli hengereknél rejtélyes meghibásodásokat tapasztaltak körülbelül 8 hónap után a terepen. A szabványos tesztelésük nem azonosította a problémát.
A berendezésük tényleges rezgési profiljának mérésével felfedeztünk egy 873 Hz-es rezonanciafrekvenciát, amely a hengerük egyik alkatrészét gerjesztette. Kifejlesztettünk egy egyedi vizsgálati spektrumot, amely ezt a frekvenciatartományt emelte ki, és 72 órán belül a gyorsított tesztelés során megismételtük a meghibásodást. A gyártó módosította a konstrukcióját, és a probléma megoldódott, mielőtt további ügyfeleket érintett volna.
Tippek a rezgésvizsgálat végrehajtásához
A legpontosabb eredmények érdekében kövesse az alábbi irányelveket:
Többtengelyes tesztelés
Mindhárom tengelyen egymás után végezzen vizsgálatot, mivel a hibák gyakran nem nyilvánvaló irányokban jelentkeznek. Különösen a rúd nélküli hengerek esetében a torziós rezgés olyan meghibásodásokat okozhat, amelyeket a tisztán lineáris rezgés nem vesz észre.
Hőmérsékleti megfontolások
Végezzen rezgésvizsgálatot mind környezeti, mind maximális üzemi hőmérsékleten. Azt tapasztaltuk, hogy a megemelt hőmérséklet és a rezgés kombinációja 2,3x gyorsabban fedezi fel a meghibásodásokat, mint a rezgés önmagában.
Adatgyűjtési módszerek
Használja ezeket a mérési pontokat az átfogó adatokhoz:
- Gyorsulás a szerelési pontokon
- Elmozdulás a gerenda közepén és a végpontokon
- Belső nyomásingadozás rezgés közben
- Szivárgás mértéke a vizsgálat előtt, alatt és után
Milyen sópermetezési vizsgálati ciklusok jelzik előre a valós korróziót?
A sópermetvizsgálatot gyakran félreértik és rosszul alkalmazzák a pneumatikus alkatrészek validálásában. Sok mérnök egyszerűen követi a szabványos vizsgálati időtartamokat, anélkül, hogy megértené, hogy azok hogyan viszonyulnak a tényleges terepi körülményekhez.
A legelőrejelzőbb sós permetezési vizsgálati ciklusok megfelelnek az Ön egyedi működési környezetének korróziós tényezőinek. A legtöbb ipari pneumatikus alkalmazás esetében az 5% NaCl permetezés (35°C) és a száraz időszakok váltakozásával végzett ciklikus teszt lényegesen jobb korrelációt biztosít a valós teljesítményhez, mint a folyamatos permetezési módszerek.

A vizsgálati órák és a terepi teljesítmény közötti összefüggés
Ez az összehasonlító táblázat azt mutatja, hogy a különböző sós permetezési vizsgálati módszerek hogyan korrelálnak a különböző környezetekben való valós expozícióval:
| Környezetvédelem | Folyamatos ASTM B1173 | Ciklikus ISO 9227 | Módosított ASTM G85 |
|---|---|---|---|
| Beltéri ipari | 24h = 1 év | 8h = 1 év | 12h = 1 év |
| Kültéri városi | 48h = 1 év | 16h = 1 év | 24h = 1 év |
| Tengerparti | 96h = 1 év | 32h = 1 év | 48h = 1 év |
| Tengeri/Offshore | 200h = 1 év | 72h = 1 év | 96h = 1 év |
Tesztciklus kiválasztási keretrendszer
Amikor tanácsot adok az ügyfeleknek a sós permetlé tesztelésével kapcsolatban, ezeket a ciklusokat ajánlom az alkatrész típusától és az alkalmazástól függően:
Standard alkatrészek (alumínium/acél alapfelületekkel)
| Alkalmazás | Vizsgálati módszer | Kerékpár részletek | Átmenési kritériumok |
|---|---|---|---|
| Beltéri használat | ISO 9227 NSS | 24 óra permetezés, 24 óra szárítás × 3 ciklus | Nincs vörös rozsda, <5% fehér rozsda |
| Általános ipari | ISO 9227 NSS | 48 óra permetezés, 24 óra szárítás × 4 ciklus | Nincs vörös rozsda, <10% fehér rozsda |
| Kemény környezet | ASTM G85 A5 | 1 óra permetezés, 1 óra szárítás × 120 ciklus | Nincs nemesfém korrózió |
Prémium alkatrészek (fokozott korrózióvédelem)
| Alkalmazás | Vizsgálati módszer | Kerékpár részletek | Átmenési kritériumok |
|---|---|---|---|
| Beltéri használat | ISO 9227 NSS | 72 óra permetezés, 24 óra szárítás × 3 ciklus | Nincs látható korrózió |
| Általános ipari | ISO 9227 NSS | 96 óra permetezés, 24 óra szárítás × 4 ciklus | Nincs vörös rozsda, <5% fehér rozsda |
| Kemény környezet | ASTM G85 A5 | 1 óra permetezés, 1 óra szárítás × 240 ciklus | Nincs látható korrózió |
A teszteredmények értelmezése
Az értékes sóspray-vizsgálatok kulcsa az eredmények megfelelő értelmezése. A következőkre kell figyelni:
Vizuális mutatók
- Fehér rozsda: Korai indikátor a cinkfelületeken, általában nem funkcionális probléma.
- Piros/barna rozsda: Nemesfém korrózió, a bevonat meghibásodását jelzi
- Blistering: A bevonat tapadási hibáját vagy felszín alatti korróziót jelez.
- Kúszás a Scribe-tól: A sérült területek bevonatvédelmét szolgáló intézkedések
Teljesítmény hatásvizsgálat
A sóspray tesztelés után mindig értékelje ezeket a funkcionális szempontokat:
- Pecsét sértetlensége: Szivárgási arányok mérése az expozíció előtt és után
- Meghajtóerő: Hasonlítsa össze a szükséges erőt a vizsgálat előtt és után
- Felületkezelés: Értékelje az illeszkedő alkatrészeket esetlegesen érintő változtatásokat
- Méretbeli stabilitás: Ellenőrizze a korrózió okozta duzzadást vagy torzulást.
Esettanulmány: Autóipari alkatrészek tesztelése
Egy nagy autóipari beszállító a közel-keleti országokba exportált járművek pneumatikus alkatrészeinek idő előtti korróziós meghibásodását tapasztalta. A szabványos 96 órás sós permetezéses tesztjük nem azonosította a problémát.
Módosított ciklikus tesztet hajtottunk végre, amely a következőket tartalmazta:
- 4 órás sós permetezés (5% NaCl 35°C-on)
- 4 óra száradás 60°C-on, 30% páratartalom mellett
- 16 órás páratartalomnak való kitettség 50°C-on 95% RH mellett
- 10 cikluson keresztül megismételve
Ez a vizsgálat 7 napon belül sikeresen azonosította a meghibásodási mechanizmust, és kimutatta, hogy a magas hőmérséklet és a só kombinációja egy bizonyos tömítőanyagot bontott le. A megfelelőbb keverékre való áttérés után a helyszíni meghibásodások száma 94%-vel csökkent.
Hogyan hozhat létre egy FMEA4 Ami valóban megelőzi a terepi meghibásodásokat?
A hibamód- és hatáselemzést (FMEA) gyakran inkább papírmunkának tekintik, mint hatékony megbízhatósági eszköznek. A legtöbb általam vizsgált FMEA vagy túlságosan általános, vagy annyira összetett, hogy a gyakorlatban használhatatlan.
A pneumatikus rendszerek hatékony FMEA-ja az alkalmazásspecifikus hibamódokra összpontosít, adatvezérelt minősítésekkel számszerűsíti mind a valószínűséget, mind a következményt, és közvetlenül kapcsolódik a hitelesítési vizsgálati módszerekhez. Ez a megközelítés jellemzően 30-40% több lehetséges hibamódot azonosít, mint az általános sablonok.
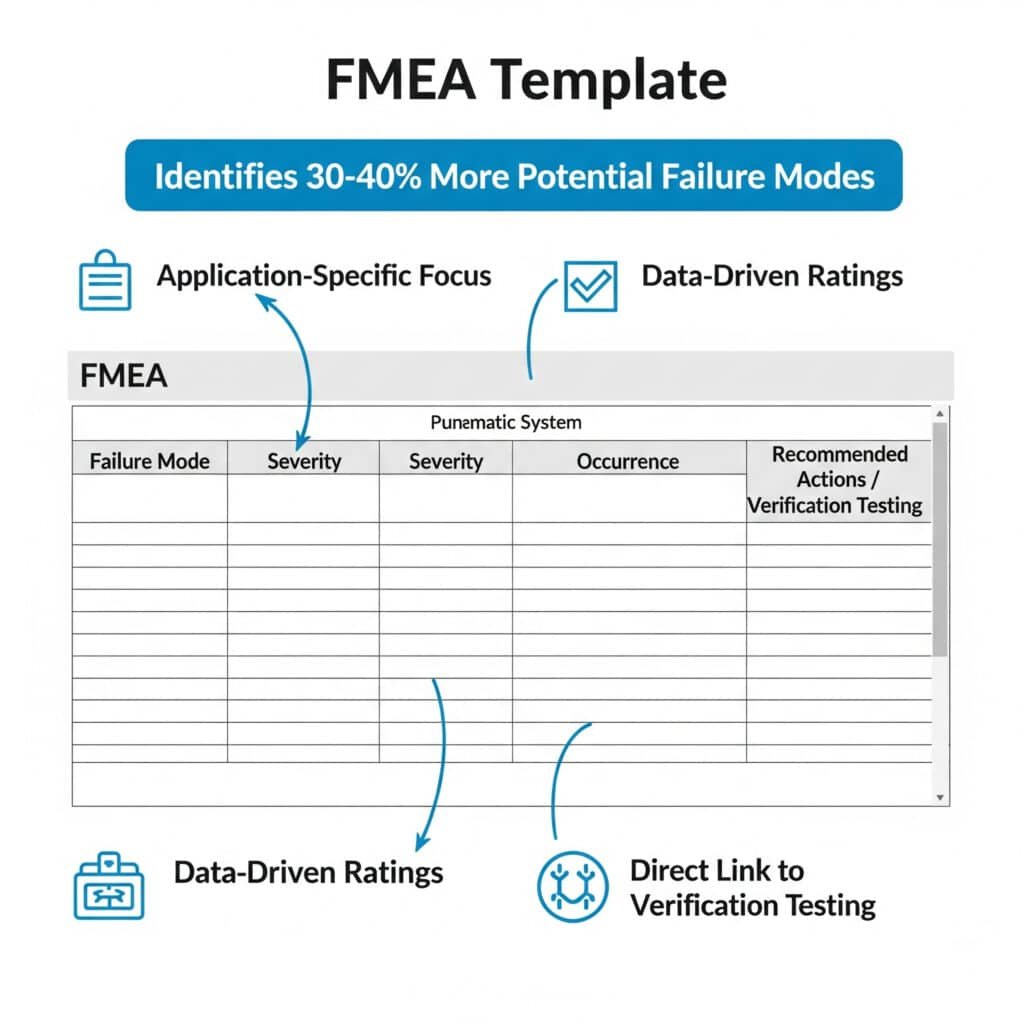
FMEA struktúra pneumatikus alkatrészekhez
A pneumatikus rendszerek leghatékonyabb FMEA-sablona a következő kulcselemeket tartalmazza:
| Szekció | Cél | Kulcselőny |
|---|---|---|
| Komponensek lebontása | Azonosítja az összes kritikus alkatrészt | Biztosítja az átfogó elemzést |
| Funkció Leírás | Meghatározza a tervezett teljesítményt | Tisztázza, hogy mi minősül kudarcnak |
| Meghibásodási módok | Felsorolja, hogy a funkció hogyan hibásodhat meg | Irányítja a célzott tesztelést |
| Hatáselemzés | Leírja a rendszerre és a felhasználóra gyakorolt hatást | Prioritást ad a kritikus kérdéseknek |
| Okok elemzése | Azonosítja a kiváltó okokat | Megelőző intézkedéseket irányít |
| Jelenlegi vezérlők | Dokumentálja a meglévő biztosítékokat | Megakadályozza a párhuzamos erőfeszítéseket |
| Kockázati prioritási szám5 | Az általános kockázat számszerűsítése | Az erőforrásokat a legnagyobb kockázatokra összpontosítja |
| Ajánlott intézkedések | Meghatározza az enyhítési lépéseket | Cselekvőképes tervet készít |
| Ellenőrzési módszer | Konkrét tesztekhez vezető linkek | Biztosítja a megfelelő érvényesítést |
Alkalmazásspecifikus hibamódok kidolgozása
Az általános FMEA-k gyakran kihagyják a legfontosabb hibamódokat, mivel nem veszik figyelembe az Ön egyedi alkalmazását. Ezt a megközelítést ajánlom az átfogó hibamódok kidolgozásához:
1. lépés: Funkcióelemzés
Bontsa le az egyes komponensfunkciókat konkrét teljesítménykövetelményekre:
A rúd nélküli pneumatikus henger esetében a funkciók közé tartoznak:
- Lineáris mozgás biztosítása meghatározott erővel
- A pozíció pontosságának fenntartása a tűréshatáron belül
- Szivárgás nélkül tartalmazza a nyomást
- A sebességparamétereken belül működik
- Az igazítás fenntartása terhelés alatt
2. lépés: Környezeti tényezők feltérképezése
Minden egyes funkció esetében vizsgálja meg, hogy ezek a környezeti tényezők hogyan okozhatnak meghibásodást:
| Tényező | Potenciális hatás |
|---|---|
| Hőmérséklet | Anyagi tulajdonságok változása, hőtágulás |
| Páratartalom | Korrózió, elektromos problémák, súrlódási változások |
| Rezgés | Lazulás, fáradtság, rezonancia |
| Szennyezés | Kopás, eltömődés, tömítéskárosodás |
| Nyomásváltozás | Feszültség, deformáció, tömítés meghibásodása |
| Ciklus Gyakoriság | Fáradtság, hőfelhalmozódás, kenés meghibásodása |
3. lépés: Interakcióelemzés
Vegye figyelembe, hogy az összetevők hogyan hatnak egymásra és a rendszerre:
- Az alkatrészek közötti kapcsolódási pontok
- Energiaátviteli útvonalak
- Jel/vezérlő függőségek
- Anyagi kompatibilitási problémák
Kockázatértékelési módszertan
A hagyományos RPN (Risk Priority Number) számítás gyakran nem képes pontosan rangsorolni a kockázatokat. Ezt a továbbfejlesztett megközelítést ajánlom:
Súlyossági besorolás (1-10)
E kritériumok alapján:
1-2: Elhanyagolható hatás, nincs érzékelhető hatás
3-4: Kisebb hatás, enyhe teljesítménycsökkenés
5-6: Mérsékelt hatás, csökkentett funkcionalitás
7-8: Jelentős hatás, jelentős teljesítménycsökkenés
9-10: Kritikus hatás, biztonsági probléma vagy teljes meghibásodás
Előfordulás értékelése (1-10)
Adatvezérelt valószínűség alapján:
1: <1 millió ciklusonként
2-3: 1-10 millió ciklusonként
4-5: 1-10 100 000 ciklusonként
6-7: 1-10 10 000 ciklusonként
8-10: >1 per 1,000 ciklus
Észlelési besorolás (1-10)
Az ellenőrzési képesség alapján:
1-2: Bizonyos felismerés az ügyfélre gyakorolt hatás előtt
3-4: Nagy valószínűséggel észlelhető
5-6: Mérsékelt észlelési esély
7-8: A felismerés alacsony valószínűsége
9-10: A jelenlegi módszerekkel nem kimutatható
Az FMEA és a verifikációs tesztelés összekapcsolása
A megfelelő FMEA legértékesebb szempontja a közvetlen kapcsolat létrehozása a verifikációs teszteléssel. Minden egyes hibamódra vonatkozóan adja meg:
- Vizsgálati módszer: A konkrét teszt, amely ellenőrzi ezt a hibamódot
- Vizsgálati paraméterek: A szükséges pontos feltételek
- Megfelelő/nem megfelelt kritériumok: Mennyiségi elfogadási szabványok
- Minta mérete: Statisztikai megbízhatósági követelmények
Esettanulmány: FMEA-vezérelt tervezési fejlesztés
Egy dániai orvostechnikai berendezésgyártó egy új készüléket fejlesztett ki, amely rúd nélküli pneumatikus hengereket használ a pontos pozicionáláshoz. A kezdeti FMEA általános volt, és számos kritikus hibamódot kihagyott.
Alkalmazásspecifikus FMEA-folyamatunk segítségével azonosítottunk egy lehetséges hibamódot, ahol a rezgés a henger csapágyrendszerének fokozatos elmozdulását okozhatja. Ezt a szabványos tesztelésük nem rögzítette.
Kifejlesztettünk egy kombinált rezgés- és ciklusvizsgálatot, amely 2 hét alatt 5 évnyi működést szimulált. A teszt fokozatos teljesítményromlást mutatott ki, ami az orvosi alkalmazásban elfogadhatatlan lett volna. A csapágy kialakításának módosításával és egy másodlagos igazító mechanizmus hozzáadásával a problémát még a termék bevezetése előtt megoldottuk.
Következtetés
A pneumatikus rendszerek hatékony megbízhatósági ellenőrzése átgondoltan kiválasztott rezgésvizsgálati spektrumokat, az alkalmazásnak megfelelő sóspray-tesztciklusokat és átfogó hibamód-elemzést igényel. E három megközelítés integrálásával drasztikusan csökkentheti az ellenőrzési időt, miközben ténylegesen növelheti a hosszú távú megbízhatóságba vetett bizalmat.
GYIK a megbízhatósági ellenőrzésről
Mekkora a megbízható pneumatikus alkatrészvizsgálathoz szükséges minimális mintaméret?
Az olyan pneumatikus alkatrészek esetében, mint a rúd nélküli hengerek, a statisztikai megbízhatóság érdekében legalább 5 darabot kell tesztelni a minősítő teszteléshez és 3 darabot a folyamatos minőségellenőrzéshez. Kritikus alkalmazásoknál nagyobb, 10-30 darabos mintákra lehet szükség az alacsonyabb valószínűségű hibamódok kimutatásához.
Hogyan határozza meg a megfelelő gyorsulási tényezőt a megbízhatósági vizsgálatokhoz?
A megfelelő gyorsulási tényező a vizsgált meghibásodási mechanizmusoktól függ. Mechanikai kopás esetén a 2-5-szörös tényező a jellemző. Termikus öregedés esetén a 10x-es tényező a szokásos. A rezgésvizsgálathoz 5-20-szoros faktorok alkalmazhatók. A nagyobb tényezőknél fennáll a veszélye, hogy irreális meghibásodási módokat idéznek elő.
A sós permetezési teszteredmények előre jelzik a tényleges korrózióállóságot évek múlva?
A sópermetezéses vizsgálat relatív, nem pedig abszolút korrózióállósági előrejelzéseket ad. A vizsgálati órák és a tényleges évek közötti korreláció környezetenként jelentősen változik. Ipari beltéri környezetben a 24-48 órás folyamatos sós permetezés általában 1-2 éves expozíciót jelent.
Mi a különbség a DFMEA és a PFMEA között a pneumatikus alkatrészek esetében?
A tervezési FMEA (DFMEA) a pneumatikus alkatrészek eredendő tervezési gyengeségeire összpontosít, míg a folyamat FMEA (PFMEA) a gyártás során felmerülő lehetséges hibákkal foglalkozik. Mindkettőre szükség van - a DFMEA biztosítja a tervezés robusztusságát, míg a PFMEA a következetes gyártási minőséget.
Milyen gyakran kell megismételni a megbízhatósági ellenőrző vizsgálatokat a gyártás során?
A teljes megbízhatósági ellenőrzést a kezdeti minősítés során és minden olyan esetben el kell végezni, amikor jelentős tervezési vagy folyamatbeli változásokra kerül sor. A rövidített ellenőrzést (a kritikus paraméterekre összpontosítva) negyedévente kell elvégezni, a gyártási mennyiség és a kockázati szint alapján történő statisztikai mintavétellel.
Milyen környezeti tényezők befolyásolják leginkább a rúd nélküli pneumatikus hengerek megbízhatóságát?
A rúd nélküli pneumatikus hengerek megbízhatóságát befolyásoló legjelentősebb környezeti tényezők a hőmérséklet-ingadozás (a tömítés teljesítményét befolyásolja), a részecskeszennyezés (gyorsabb kopást okoz) és a rezgés (hatással van a csapágyazásra és a tömítés integritására). Ez a három tényező felelős a korai meghibásodások körülbelül 70%-ért.
-
Elmagyarázza a gyorsított élettartam-vizsgálat (ALT) elveit, amely egy olyan eljárás, amelynek során egy terméket a normál üzemi paramétereket meghaladó körülményeknek (például stressz, igénybevétel, hőmérséklet, feszültség, rezgésszám) tesznek ki, hogy rövidebb idő alatt meghatározzák az élettartamát. ↩
-
Áttekintést nyújt a MIL-STD-810, egy amerikai katonai szabványról, amely a környezettechnikai szempontokat és a laboratóriumi vizsgálatokat ismerteti, a széles körben használt rezgésvizsgálati módszerekre összpontosítva, amelyek a berendezések valós körülményeit szimulálják. ↩
-
Részletesen ismerteti az ASTM B117 szabványt, amely szabványosított eljárást biztosít a semleges sópermet (köd) készülék működtetésére, amely egy gyakori és régóta alkalmazott korrózióvizsgálat, amelyet az anyagok és bevonatok relatív korrózióállóságának értékelésére használnak. ↩
-
Átfogó magyarázatot nyújt a hibamód- és hatáselemzésről (FMEA), amely egy szisztematikus, proaktív megközelítés a lehetséges hibamódok azonosítására egy tervben, folyamatban vagy termékben, és az ezekhez a hibákhoz kapcsolódó kockázatok értékelésére. ↩
-
Leírja a kockázati prioritási szám (RPN) kiszámításának módszerét egy FMEA-ban, amely a kockázat mennyiségi rangsorolása, amelyet a súlyosság, az előfordulás és az észlelés pontszámainak szorzatából számítanak ki, és amelyet a korrekciós intézkedések rangsorolásához használnak. ↩
