

Apakah Anda kesulitan menemukan silinder siap pakai yang memenuhi persyaratan khusus Anda? Banyak insinyur membuang waktu yang berharga untuk mencoba mengadaptasi komponen standar ke aplikasi unik, yang sering kali mengakibatkan kinerja dan keandalan yang terganggu. Tetapi ada pendekatan yang lebih baik untuk memecahkan masalah desain yang menantang ini.
Pneumatik khusus silinder memungkinkan solusi untuk kondisi operasi yang ekstrem melalui desain khusus yang menggabungkan fitur unik seperti rel pemandu berbentuk khusus yang dikerjakan dengan mesin CNC 5 sumbu1 dan kawat EDM2 proses, segel suhu tinggi yang terbuat dari bahan canggih seperti MENGINTIP3 dan senyawa PTFE yang mampu bertahan hingga 300°C, dan bala bantuan struktural yang mempertahankan keselarasan dan mencegah defleksi pada goresan yang melebihi 3 meter.
Saya secara pribadi telah mengawasi desain ratusan silinder khusus selama 15 tahun karier saya, dan saya telah belajar bahwa kesuksesan bergantung pada pemahaman tentang proses manufaktur yang kritis, faktor pemilihan material, dan prinsip-prinsip teknik struktural yang memisahkan silinder khusus yang luar biasa dari yang biasa-biasa saja. Izinkan saya berbagi pengetahuan orang dalam yang akan membantu Anda menciptakan solusi khusus yang benar-benar efektif.
Daftar Isi
- Bagaimana Rel Pemandu Berbentuk Khusus Diproduksi untuk Silinder Khusus?
- Bahan Segel Mana yang Berkinerja Paling Baik dalam Aplikasi Suhu Tinggi?
- Teknik Apa yang Mencegah Defleksi pada Silinder Stroke Ekstra Panjang?
- Kesimpulan
- Tanya Jawab Tentang Desain Silinder Khusus
Bagaimana Rel Pemandu Berbentuk Khusus Diproduksi untuk Silinder Khusus?
Sistem rel pemandu sering kali merupakan aspek yang paling menantang dalam desain silinder khusus, yang memerlukan proses manufaktur khusus untuk mencapai presisi dan performa yang diperlukan.
Rel pemandu berbentuk khusus untuk silinder khusus dibuat melalui proses multi-tahap yang biasanya melibatkan pemesinan CNC, pemotongan EDM kawat, penggilingan presisi, dan perlakuan panas. Proses ini dapat menghasilkan profil yang rumit dengan toleransi seketat ± 0,005 mm, menciptakan geometri khusus seperti pemandu pas, profil slot-T, dan permukaan kurva majemuk yang memungkinkan fungsi silinder yang unik yang tidak mungkin dilakukan dengan desain standar.

Perincian Proses Manufaktur
Membuat rel pemandu khusus melibatkan beberapa tahap produksi yang penting:
Urutan dan Kemampuan Proses
| Tahap Pembuatan | Peralatan yang Digunakan | Kemampuan Toleransi | Permukaan akhir | Aplikasi Terbaik |
|---|---|---|---|---|
| Pemesinan Kasar | Pabrik CNC 3-sumbu | ± 0,05mm | 3,2-6,4 Ra | Penghapusan material, pembentukan dasar |
| Pemesinan Presisi | Pabrik CNC 5-sumbu | ± 0,02mm | 1,6-3,2 Ra | Geometri kompleks, sudut majemuk |
| Kawat EDM | EDM Kawat CNC | ± 0,01mm | 1,6-3,2 Ra | Fitur internal, bahan yang diperkeras |
| Perlakuan Panas | Tungku Vakum | – | – | Peningkatan kekerasan, menghilangkan stres |
| Penggerindaan Presisi | Penggiling Permukaan CNC | ± 0,005mm | 0,4-0,8 Ra | Dimensi kritis, permukaan bantalan |
| Superfinishing | Mengasah / Mengetuk | ± 0,002mm | 0,1-0,4 Ra | Permukaan geser, area penyegelan |
Saya pernah bekerja dengan produsen peralatan semikonduktor yang membutuhkan silinder dengan pemandu pas terintegrasi yang mampu mendukung peralatan penanganan wafer yang presisi. Profil yang rumit memerlukan pemesinan 5-sumbu untuk bentuk dasar dan EDM kawat untuk menciptakan permukaan pengikatan yang tepat. Operasi penggerindaan akhir mencapai toleransi kelurusan 0,008 mm pada panjang 600 mm - sangat penting untuk pemosisian tingkat nanometer yang dibutuhkan oleh aplikasinya.
Jenis dan Aplikasi Profil Khusus
Profil rel pemandu yang berbeda memiliki tujuan fungsional yang spesifik:
Profil Umum Berbentuk Khusus
| Jenis Profil | Penampang Melintang | Tantangan Manufaktur | Keuntungan Fungsional | Aplikasi Khas |
|---|---|---|---|---|
| Pas | Trapesium | Pemotongan sudut yang tepat | Kapasitas beban tinggi, tanpa reaksi balik | Pemosisian presisi |
| T-slot | Berbentuk T | Pemesinan sudut internal | Komponen yang dapat disesuaikan, desain modular | Sistem yang dapat dikonfigurasi |
| Kurva Senyawa | Kurva berbentuk S | Pemesinan kontur 3D | Jalur gerak khusus, kinematika khusus | Gerakan non-linear |
| Multi-Saluran | Beberapa trek paralel | Mempertahankan keselarasan paralel | Beberapa gerbong independen | Aktuasi multi-titik |
| Heliks | Alur spiral | Pemotongan simultan 4/5 sumbu | Gerakan gabungan rotasi-linear | Aktuator putar-linear |
Pemilihan Bahan untuk Rel Pemandu
Bahan dasar secara signifikan memengaruhi pemilihan proses manufaktur dan performa:
Perbandingan Properti Material
| Bahan | Kemampuan mesin (1-10) | Kompatibilitas EDM | Perlakuan Panas | Ketahanan aus | Ketahanan Korosi |
|---|---|---|---|---|---|
| 1045 Baja Karbon | 7 | Bagus. | Luar biasa | Sedang | Miskin |
| 4140 Baja Paduan | 6 | Bagus. | Luar biasa | Bagus. | Sedang |
| Tahan karat 440C | 4 | Bagus. | Bagus. | Sangat baik | Luar biasa |
| Baja Perkakas A2 | 5 | Luar biasa | Luar biasa | Luar biasa | Sedang |
| Perunggu Aluminium | 6 | Miskin | Terbatas | Bagus. | Luar biasa |
| Aluminium Lapisan Keras | 8 | Miskin | Tidak Diperlukan | Sedang | Bagus. |
Untuk produsen peralatan pemrosesan makanan, kami memilih baja tahan karat 440C untuk rel pemandu khusus mereka meskipun kemampuan mesinnya lebih menantang. Lingkungan pencucian dengan bahan pembersih kaustik akan dengan cepat menimbulkan korosi pada opsi baja standar. Material 440C dikerjakan dalam kondisi anil, kemudian dikeraskan hingga 58 HRC dan di-finish-ground untuk menciptakan sistem pemandu yang tahan korosi dan tahan lama.
Opsi Perawatan Permukaan
Perawatan pasca-pemesinan meningkatkan karakteristik kinerja:
Metode Peningkatan Permukaan
| Perawatan | Proses | Peningkatan Kekerasan | Peningkatan Keausan | Perlindungan Korosi | Ketebalan |
|---|---|---|---|---|---|
| Pelapisan Chrome Keras | Elektroplating | +20% | 3-4× | Bagus. | 25-50μm |
| Nitridasi | Mandi Gas / Plasma / Garam | +30% | 5-6× | Sedang | 0.1-0.5mm |
| Lapisan PVD (TiN) | Deposisi Vakum | +40% | 8-10× | Bagus. | 2-4μm |
| Lapisan DLC | Deposisi Vakum | +50% | 10-15× | Luar biasa | 1-3μm |
| Impregnasi PTFE | Infus Vakum | Minimal | 2-3× | Bagus. | Hanya permukaan |
Pertimbangan Toleransi Manufaktur
Mencapai kualitas yang konsisten membutuhkan pemahaman tentang hubungan toleransi:
Faktor Toleransi Kritis
Toleransi Kelurusan
- Sangat penting untuk kelancaran pengoperasian dan karakteristik keausan
- Biasanya 0,01-0,02 mm per panjang 300 mm
- Diukur menggunakan pengukur tepi lurus dan pengukur peraba yang presisiToleransi Profil
- Menentukan deviasi yang diperbolehkan dari profil teoretis
- Biasanya 0,02-0,05 mm untuk permukaan pengikatan
- Diverifikasi menggunakan pengukur khusus atau pengukuran CMMPersyaratan Permukaan Akhir
- Mempengaruhi gesekan, keausan, dan efektivitas penyegelan
- Permukaan bantalan: 0,4-0,8 Ra
- Permukaan penyegelan: 0,2-0,4 Ra
- Diukur menggunakan profilometerDistorsi Perlakuan Panas
- Dapat memengaruhi dimensi akhir sebesar 0,05-0,1 mm
- Membutuhkan operasi penyelesaian pasca perlakuan panas
- Diminimalkan melalui pemasangan yang tepat dan penghilang stres
Bahan Segel Mana yang Berkinerja Paling Baik dalam Aplikasi Suhu Tinggi?
Memilih bahan penyegelan yang tepat sangat penting untuk silinder khusus yang beroperasi di lingkungan bersuhu ekstrem.
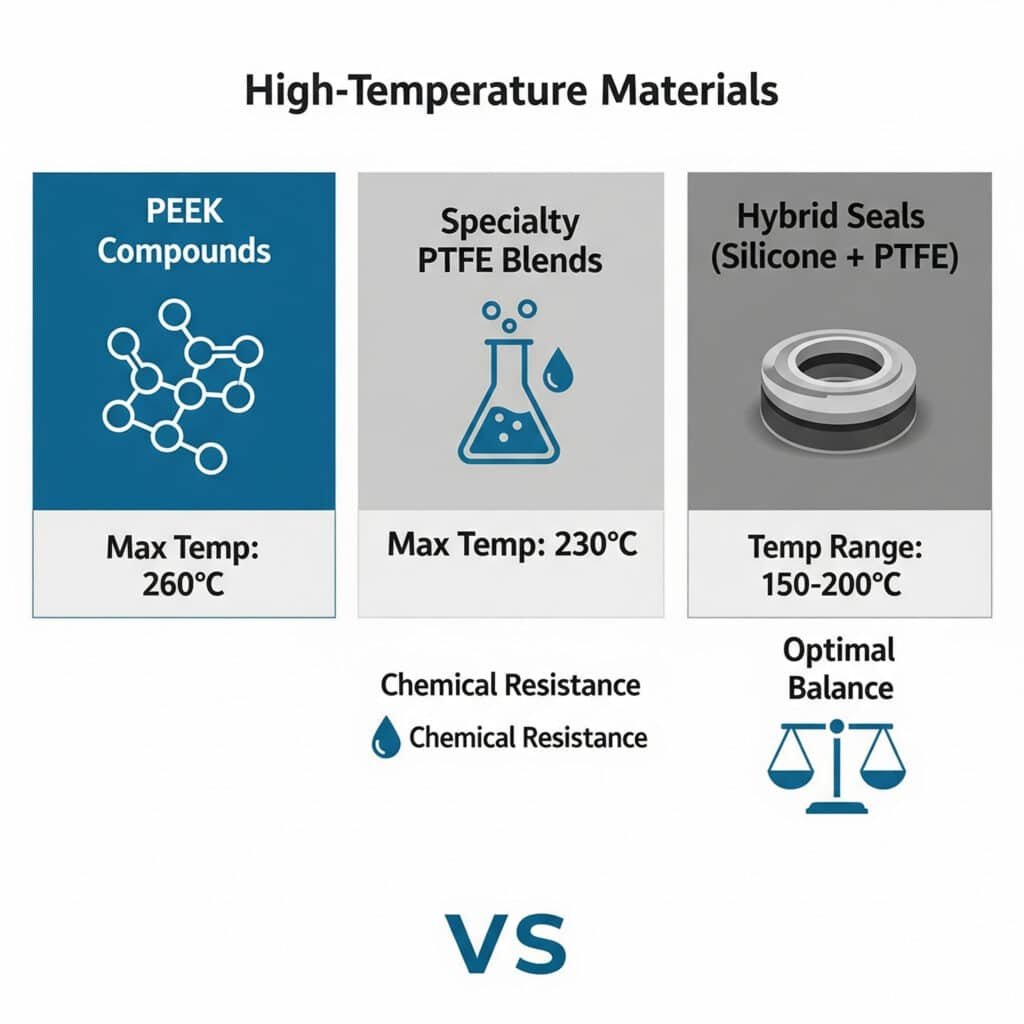
Aplikasi pneumatik suhu tinggi memerlukan bahan seal khusus yang menjaga elastisitas, ketahanan aus, dan stabilitas kimiawi pada suhu tinggi. Polimer canggih seperti senyawa PEEK dapat berfungsi terus menerus pada suhu hingga 260 ° C, sementara campuran PTFE khusus menawarkan ketahanan kimia yang luar biasa hingga 230 ° C. Segel hibrida yang menggabungkan elastomer silikon dengan permukaan PTFE memberikan keseimbangan optimal antara kesesuaian dan daya tahan untuk suhu antara 150-200 ° C.
Matriks Bahan Segel Suhu Tinggi
Perbandingan komprehensif ini membantu memilih bahan yang optimal untuk kisaran suhu tertentu:
Perbandingan Kinerja Suhu
| Bahan | Suhu Kontinu Maks | Suhu Intermiten Maks | Kemampuan Tekanan | Resistensi Kimia | Biaya Relatif |
|---|---|---|---|---|---|
| FKM (Viton®) | 200°C | 230°C | Sangat baik (35 MPa) | Sangat baik | 2.5× |
| FFKM (Kalrez®) | 230°C | 260°C | Sangat Baik (25 MPa) | Luar biasa | 8-10× |
| PTFE (Perawan) | 230°C | 260°C | Baik (20 MPa) | Luar biasa | 3× |
| PTFE (Berisi kaca) | 230°C | 260°C | Sangat Baik (30 MPa) | Luar biasa | 3.5× |
| MENGINTIP (Tidak terisi) | 240°C | 300°C | Sangat baik (35 MPa) | Bagus. | 5× |
| MENGINTIP (Berisi karbon) | 260°C | 310°C | Sangat baik (40 MPa) | Bagus. | 6× |
| Silikon | 180°C | 210°C | Buruk (10 MPa) | Sedang | 2× |
| Komposit PTFE / Silikon | 200°C | 230°C | Baik (20 MPa) | Sangat baik | 4× |
| PTFE Berenergi Logam | 230°C | 260°C | Sangat baik (40+ MPa) | Luar biasa | 7× |
| Komposit Grafit | 300°C | 350°C | Sedang (15 MPa) | Luar biasa | 6× |
Selama proyek untuk fasilitas manufaktur kaca, kami mengembangkan silinder khusus yang dioperasikan berdekatan dengan oven anil dengan suhu sekitar mencapai 180°C. Segel standar gagal dalam beberapa minggu, tetapi dengan menerapkan segel piston PEEK yang diisi karbon dan segel batang PTFE berenergi logam, kami menciptakan solusi yang telah beroperasi terus menerus selama lebih dari tiga tahun tanpa penggantian segel.
Faktor-faktor Pemilihan Material di Luar Suhu
Suhu hanyalah salah satu pertimbangan dalam pemilihan segel suhu tinggi:
Faktor-faktor Pemilihan Kritis
Persyaratan Tekanan
- Tekanan yang lebih tinggi membutuhkan bahan dengan kekuatan mekanik yang lebih besar
- Hubungan tekanan × suhu tidak linier
- Kemampuan tekanan biasanya menurun 5-10% untuk setiap kenaikan 20°CLingkungan Kimia
- Bahan kimia proses, bahan pembersih, dan pelumas
- Ketahanan oksidasi pada suhu tinggi
- Ketahanan hidrolisis (untuk paparan uap air)Persyaratan Bersepeda
- Siklus termal menyebabkan tingkat ekspansi yang berbeda
- Aplikasi segel dinamis vs. statis
- Frekuensi aktuasi pada suhuPertimbangan Instalasi
- Material yang lebih keras membutuhkan pemesinan yang lebih presisi
- Risiko kerusakan instalasi meningkat dengan kekerasan material
- Perkakas khusus sering kali diperlukan untuk material komposit
Modifikasi Desain Segel untuk Suhu Tinggi
Desain segel standar sering kali memerlukan modifikasi untuk suhu ekstrem:
Adaptasi Desain
| Modifikasi Desain | Tujuan | Dampak Suhu | Kompleksitas Implementasi |
|---|---|---|---|
| Mengurangi Gangguan | Mengkompensasi ekspansi termal | Kemampuan +20-30°C | Rendah |
| Cincin Segel Terapung | Memungkinkan pertumbuhan termal | Kemampuan +30-50°C | Sedang |
| Segel Multi-Komponen | Mengoptimalkan bahan berdasarkan fungsi | Kemampuan +50-70 ° C | Tinggi |
| Cincin Cadangan Logam | Mencegah ekstrusi pada suhu | Kemampuan +20-40 ° C | Sedang |
| Segel Bantu Labirin | Mengurangi suhu pada segel utama | Kemampuan +50-100°C | Tinggi |
| Saluran Pendingin Aktif | Menciptakan lingkungan mikro yang lebih sejuk | Kemampuan +100-150°C | Sangat Tinggi |
Pertimbangan Penuaan Material dan Siklus Hidup
Pengoperasian pada suhu tinggi mempercepat degradasi material:
Faktor Dampak Siklus Hidup
| Bahan | Masa Pakai Khas pada 100°C | Pengurangan Masa Pakai pada suhu 200°C | Mode Kegagalan Utama | Dapat diprediksi |
|---|---|---|---|---|
| FKM | 2-3 tahun | 75% (6-9 bulan) | Pengerasan/retak | Bagus. |
| FFKM | 3-5 tahun | 60% (1,2-2 tahun) | Set kompresi | Sangat baik |
| PTFE | 5+ tahun | 40% (3+ tahun) | Deformasi/aliran dingin | Sedang |
| MENGINTIP | 5+ tahun | 30% (3,5+ tahun) | Keausan/abrasi | Bagus. |
| Silikon | 1-2 tahun | 80% (2-5 bulan) | Robek/degradasi | Miskin |
| PTFE Berenergi Logam | 4-5 tahun | 35% (2,6-3,3 tahun) | Relaksasi musim semi | Luar biasa |
Saya bekerja dengan sebuah pabrik baja yang mengoperasikan silinder hidraulik di area pengecoran kontinu dengan suhu sekitar 150-180°C. Dengan menerapkan program pemeliharaan prediktif berdasarkan faktor siklus hidup ini, kami dapat menjadwalkan penggantian seal selama pemadaman pemeliharaan terencana, sehingga benar-benar menghilangkan waktu henti tidak terencana yang sebelumnya menghabiskan biaya sekitar $50.000 per jam.
Praktik Terbaik Pemasangan dan Pemeliharaan
Penanganan yang tepat secara signifikan berdampak pada kinerja segel suhu tinggi:
Prosedur Kritis
Pertimbangan Penyimpanan
- Umur simpan maksimum bervariasi menurut bahan (1-5 tahun)
- Disarankan untuk penyimpanan yang dikontrol suhu
- Perlindungan UV penting untuk beberapa bahanTeknik Instalasi
- Alat instalasi khusus mencegah kerusakan
- Kompatibilitas pelumas sangat penting
- Torsi yang dikalibrasi untuk komponen kelenjarProsedur Pembobolan
- Peningkatan suhu secara bertahap bila memungkinkan
- Pengurangan tekanan awal (maksimum 60-70%)
- Bersepeda terkendali sebelum operasi penuhMetode Pemantauan
- Pengujian durometer reguler untuk segel yang dapat diakses
- Sistem deteksi kebocoran dengan kompensasi suhu
- Penggantian prediktif berdasarkan kondisi pengoperasian
Teknik Apa yang Mencegah Defleksi pada Silinder Stroke Ekstra Panjang?
Silinder langkah panjang menghadirkan tantangan teknik unik yang membutuhkan solusi struktural khusus.
Silinder stroke ekstra panjang mencegah defleksi batang dan mempertahankan keselarasan melalui beberapa teknik penguatan: diameter batang yang sangat besar (biasanya 1,5-2 × rasio standar), bushing penyangga perantara dengan interval yang diperhitungkan, sistem pemandu eksternal dengan penyelarasan presisi, bahan batang komposit dengan rasio kekakuan terhadap berat yang ditingkatkan, dan desain tabung khusus yang menahan pembengkokan di bawah tekanan dan beban samping.
Perhitungan dan Pencegahan Lendutan Batang
Memahami fisika defleksi sangat penting untuk desain tulangan yang tepat:
Rumus Defleksi untuk Batang yang Diperpanjang
δ = (F × L³) / (3 × E × I)
Dimana:
- δ = Lendutan maksimum (mm)
- F = Beban samping atau berat batang (N)
- L = Panjang yang tidak didukung (mm)
- E = Modulus elastisitas4 (N/mm²)
- I = Momen inersia5 (mm⁴) = (π × d⁴) / 64 untuk batang melingkar
Untuk silinder stroke 5 meter yang kami rancang untuk pabrik kayu, batang standar akan membelokkan lebih dari 120mm pada ekstensi penuh. Dengan meningkatkan diameter batang dari 40mm menjadi 63mm, kami mengurangi defleksi teoretis menjadi hanya 19mm - masih berlebihan untuk aplikasinya. Penambahan bushing penyangga perantara dengan interval 1,5 meter semakin mengurangi defleksi hingga di bawah 3mm, sehingga memenuhi persyaratan penyelarasannya.
Pengoptimalan Diameter Batang
Memilih diameter batang yang sesuai adalah pertahanan pertama terhadap defleksi:
Panduan Ukuran Diameter Batang
| Panjang Stroke | Rasio Batang/Bor Minimum | Peningkatan Diameter Khas | Pengurangan Defleksi | Penalti Berat |
|---|---|---|---|---|
| 0-500mm | 0.3-0.4 | Standar | Baseline | Baseline |
| 500-1000mm | 0.4-0.5 | 25% | 60% | 56% |
| 1000-2000mm | 0.5-0.6 | 50% | 85% | 125% |
| 2000-3000mm | 0.6-0.7 | 75% | 94% | 206% |
| 3000-5000mm | 0.7-0.8 | 100% | 97% | 300% |
| > 5000mm | 0.8+ | 125%+ | 99% | 400%+ |
Sistem Pendukung Menengah
Untuk pukulan terpanjang, diperlukan penyangga perantara:
Mendukung Konfigurasi Bushing
| Jenis Dukungan | Jarak Maksimum | Metode Instalasi | Persyaratan Pemeliharaan | Aplikasi Terbaik |
|---|---|---|---|---|
| Memperbaiki Bushing | L = 100 × d | Tekan-tekan di dalam tabung | Pelumasan berkala | Orientasi vertikal |
| Bushing Mengambang | L = 80 × d | Dipertahankan dengan cincin jepret | Penggantian berkala | Horisontal, tugas berat |
| Bushing yang Dapat Disesuaikan | L = 90 × d | Penyesuaian ulir | Pemeriksaan keselarasan rutin | Aplikasi presisi |
| Dukungan Rol | L = 120 × d | Dibaut ke tabung | Penggantian bantalan | Aplikasi kecepatan tertinggi |
| Panduan Eksternal | L = 150 × d | Pemasangan independen | Verifikasi keselarasan | Kebutuhan presisi tertinggi |
Dimana:
- L = Jarak maksimum antara penyangga (mm)
- d = Diameter batang (mm)
Peningkatan Desain Tabung
Tabung silinder itu sendiri memerlukan penguatan dalam desain langkah panjang:
Metode Penguatan Tabung
| Metode Penguatan | Peningkatan Kekuatan | Dampak Berat | Faktor Biaya | Aplikasi Terbaik |
|---|---|---|---|---|
| Peningkatan Ketebalan Dinding | 30-50% | Tinggi | 1.3-1.5× | Solusi paling sederhana, panjang sedang |
| Tulang Rusuk Penguat Eksternal | 40-60% | Sedang | 1.5-1.8× | Pemasangan horizontal, beban terkonsentrasi |
| Bungkus Komposit | 70-100% | Rendah | 2.0-2.5× | Solusi paling ringan, sapuan terpanjang |
| Konstruksi Dinding Ganda | 100-150% | Tinggi | 2.2-2.8× | Aplikasi tekanan tertinggi |
| Struktur Penyangga Rangka | 200%+ | Sedang | 2.5-3.0× | Panjang ekstrem, orientasi variabel |
Untuk silinder langkah 4 meter yang dirancang untuk platform inspeksi jembatan, kami menerapkan penyangga rangka aluminium eksternal di sepanjang tabung silinder. Hal ini meningkatkan kekakuan lentur lebih dari 300% sekaligus menambahkan hanya 15% pada berat total - sangat penting untuk aplikasi seluler di mana kelebihan berat akan membutuhkan platform kendaraan yang lebih besar.
Pemilihan Bahan untuk Pukulan yang Diperpanjang
Material canggih dapat meningkatkan performa secara signifikan:
Perbandingan Kinerja Material
| Bahan | Kekakuan Relatif | Rasio Berat | Ketahanan Korosi | Premi Biaya | Aplikasi Terbaik |
|---|---|---|---|---|---|
| Baja berlapis krom | 1,0 (dasar) | 1.0 | Bagus. | Baseline | Tujuan umum |
| Baja yang dikeraskan dengan induksi | 1.0 | 1.0 | Sedang | 1.2× | Tugas berat, ketahanan aus |
| Aluminium anodisasi keras | 0.3 | 0.35 | Sangat baik | 1.5× | Aplikasi yang peka terhadap berat badan |
| Baja tahan karat | 0.9 | 1.0 | Luar biasa | 1.8× | Lingkungan korosif |
| Komposit Serat Karbon | 2.3 | 0.25 | Luar biasa | 3.5× | Performa tertinggi, bobot paling ringan |
| Aluminium berlapis keramik | 0.4 | 0.35 | Luar biasa | 2.2× | Performa seimbang, bobot sedang |
Pertimbangan Pemasangan dan Penyelarasan
Pemasangan yang tepat menjadi semakin penting dengan panjang stroke:
Persyaratan Penyelarasan
| Panjang Stroke | Ketidaksejajaran Maksimum | Metode Penyelarasan | Teknik Verifikasi |
|---|---|---|---|
| 0-1000mm | 0.5mm | Pemasangan standar | Inspeksi visual |
| 1000-2000mm | 0.3mm | Dudukan yang dapat disesuaikan | Tepi lurus dan pengukur peraba |
| 2000-3000mm | 0.2mm | Permukaan mesin yang presisi | Indikator panggilan |
| 3000-5000mm | 0.1mm | Penyelarasan laser | Pengukuran laser |
| > 5000mm | <0.1mm | Sistem penyelarasan multi-titik | Transit optik atau pelacak laser |
Sewaktu memasang silinder stroke 6 meter untuk mekanisme panggung teater, kami menemukan bahwa permukaan dudukan memiliki ketidaksejajaran sebesar 0,8 mm. Meskipun tampak kecil, namun hal ini akan menyebabkan pengikatan dan keausan dini. Dengan mengimplementasikan sistem pemasangan yang dapat disesuaikan dengan verifikasi kesejajaran laser, kami mencapai kesejajaran dalam 0,05 mm di sepanjang panjangnya, memastikan pengoperasian yang mulus dan masa pakai desain yang panjang.
Pertimbangan Dinamis untuk Pukulan Panjang
Dinamika operasi menciptakan tantangan tambahan:
Faktor Dinamis
Kekuatan Akselerasi
- Batang yang lebih panjang dan lebih berat memiliki inersia yang lebih besar
- Bantalan akhir stroke sangat penting
- Desain tipikal: panjang bantalan 25-50mm per meter strokeFrekuensi Resonansi
- Batang yang panjang dapat menimbulkan getaran yang berbahaya
- Kecepatan kritis harus dihindari
- Sistem peredaman mungkin diperlukanEkspansi Termal
- Pemuaian 1-2mm per meter pada kenaikan suhu 100°C
- Dudukan mengambang atau sambungan kompensasi
- Pemilihan bahan mempengaruhi tingkat ekspansiDinamika Tekanan
- Kolom udara yang lebih panjang menciptakan efek gelombang tekanan
- Diperlukan port katup dan kapasitas aliran yang lebih besar
- Kontrol kecepatan lebih menantang dalam jarak jauh
Kesimpulan
Desain silinder khusus untuk aplikasi ekstrem memerlukan pengetahuan khusus dalam proses manufaktur untuk rel pemandu berbentuk khusus, pemilihan material untuk seal suhu tinggi, dan rekayasa struktural untuk penguatan langkah panjang. Dengan memahami aspek-aspek penting ini, para insinyur dapat menciptakan solusi pneumatik yang bekerja dengan andal di lingkungan yang paling menuntut.
Tanya Jawab Tentang Desain Silinder Khusus
Berapa suhu maksimum yang dapat dioperasikan oleh silinder pneumatik dengan segel khusus?
Dengan bahan segel khusus dan modifikasi desain, silinder pneumatik dapat beroperasi terus menerus pada suhu hingga 260 ° C menggunakan PEEK yang diisi karbon atau segel PTFE yang diberi energi logam. Untuk pemaparan intermiten, segel komposit grafit dapat menahan suhu mendekati 350 ° C. Namun, aplikasi suhu ekstrem ini memerlukan pertimbangan tambahan di luar penyegelan, termasuk pelumas khusus (atau desain dry-running), kompensasi ekspansi termal, dan bahan dengan koefisien muai panas yang sesuai untuk mencegah pengikatan pada suhu.
Berapa lama stroke silinder pneumatik dapat dilakukan sebelum penyangga perantara diperlukan?
Kebutuhan penyangga perantara tergantung pada diameter batang, orientasi, dan persyaratan presisi. Sebagai pedoman umum, silinder horizontal dengan rasio batang-ke-bor standar (0,3-0,4) biasanya memerlukan penyangga perantara apabila pukulan melebihi 1,5 meter. Ambang batas yang tepat dapat dihitung dengan menggunakan rumus defleksi: δ = (F × L³) / (3 × E × I), di mana defleksi yang signifikan (biasanya >1mm) mengindikasikan bahwa penyangga diperlukan. Silinder vertikal sering kali dapat memanjang hingga 2-3 meter sebelum memerlukan penyangga karena tidak adanya beban samping gravitasi.
Toleransi produksi apa yang dapat dicapai untuk rel pemandu berbentuk khusus?
Dengan menggunakan kombinasi pemesinan CNC 5-sumbu, wire EDM, dan penggerindaan presisi, rel pemandu berbentuk khusus dapat mencapai toleransi ±0,005mm untuk dimensi kritis dan permukaan akhir yang sehalus 0,2-0,4 Ra. Akurasi profil (kesesuaian dengan bentuk teoritis) dapat dipertahankan dalam 0,01-0,02 mm dengan menggunakan teknik manufaktur modern. Untuk aplikasi presisi tertinggi, pemasangan tangan akhir dan perakitan selektif dapat digunakan untuk mencapai toleransi fungsional di bawah ± 0,003 mm untuk komponen perkawinan tertentu.
Bagaimana cara mencegah pengikatan pada silinder langkah panjang dengan beberapa bushing penyangga?
Mencegah pengikatan pada silinder langkah panjang dengan beberapa penyangga memerlukan beberapa teknik: (1) menerapkan pendekatan penyelarasan progresif di mana hanya satu bushing yang memberikan penyelarasan utama sementara yang lain menawarkan penyangga mengambang dengan sedikit jarak bebas; (2) menggunakan bushing yang menyelaraskan sendiri dengan permukaan luar berbentuk bola yang dapat mengakomodasi sedikit ketidaksejajaran; (3) memastikan keselarasan yang tepat selama pemasangan menggunakan sistem pengukuran laser; dan (4) menggunakan bahan dengan koefisien muai panas yang sesuai untuk semua komponen struktural guna mencegah pengikatan yang diinduksi oleh suhu.
Berapa biaya premium untuk silinder khusus dibandingkan dengan model standar?
Biaya premium untuk silinder khusus sangat bervariasi berdasarkan tingkat penyesuaian, tetapi biasanya berkisar antara 2-10× biaya model standar. Modifikasi sederhana seperti pemasangan khusus atau konfigurasi port dapat menambah 30-50% ke harga dasar. Kustomisasi sedang termasuk goresan non-standar atau segel khusus biasanya menggandakan biaya. Desain yang sangat khusus dengan rel pemandu khusus, kemampuan suhu ekstrem, atau bala bantuan stroke ekstra panjang dapat menghabiskan biaya 5-10× model standar. Namun, harga premium ini harus dievaluasi terhadap biaya untuk mencoba menyesuaikan komponen standar dengan aplikasi yang tidak sesuai, yang sering kali mengakibatkan seringnya penggantian dan waktu henti sistem.
Bagaimana Anda menguji dan memvalidasi desain silinder khusus sebelum produksi?
Desain silinder khusus divalidasi melalui proses multi-tahap: (1) simulasi komputer menggunakan FEA (Finite Element Analysis) untuk memverifikasi integritas struktural dan mengidentifikasi potensi konsentrasi tegangan; (2) pengujian prototipe dalam kondisi terkendali, sering kali dengan pengujian masa pakai yang dipercepat pada 1,5-2 × tekanan desain dan laju siklus; (3) pengujian ruang lingkungan untuk suhu yang ekstrem; (4) uji coba lapangan yang diukur dengan instrumen yang mengukur parameter seperti suhu internal, gaya gesekan, dan stabilitas pelurusan; dan (5) pengujian prototipe yang merusak untuk memverifikasi margin keamanan. Untuk aplikasi yang kritis, perlengkapan uji khusus dapat dibuat untuk mensimulasikan kondisi aplikasi yang tepat sebelum persetujuan produksi akhir.
-
Memberikan penjelasan rinci mengenai pemesinan CNC 5-sumbu, suatu proses manufaktur canggih yang memungkinkan pemotongan komponen pada lima sumbu yang berbeda secara simultan, sehingga memungkinkan pembuatan geometri yang sangat kompleks. ↩
-
Menjelaskan prinsip-prinsip Wire Electrical Discharge Machining (Wire EDM), proses pemesinan non-tradisional yang menggunakan kawat bermuatan listrik untuk memotong material konduktif dengan presisi yang ekstrem. ↩
-
Menawarkan informasi komprehensif tentang Polyether ether ketone (PEEK), termoplastik rekayasa berkinerja tinggi yang dikenal dengan sifat mekanik yang sangat baik dan ketahanannya terhadap suhu ekstrem dan bahan kimia yang keras. ↩
-
Menggambarkan Modulus Elastisitas (juga dikenal sebagai Modulus Young), properti material dasar yang mengukur kekakuan material dan ketahanannya terhadap perubahan bentuk secara elastis di bawah tekanan. ↩
-
Memberikan penjelasan yang jelas mengenai Momen Inersia Area, properti geometris penampang yang mencerminkan bagaimana titik-titiknya terdistribusi terhadap sumbu sembarang, yang sangat penting untuk menghitung defleksi balok. ↩
