

Introduzione
Il tuo sistema pneumatico sta perdendo pressione, la produttività sta calando e i costi di manutenzione stanno aumentando vertiginosamente. 💨 Hai sostituito le guarnizioni due volte questo mese, ma continuano a rompersi nel giro di poche settimane. La causa non è la qualità delle guarnizioni, bensì la fisica dello spazio di estrusione che la maggior parte degli ingegneri trascura. Quando la pressione spinge il materiale delle guarnizioni in spazi microscopici, il guasto catastrofico è solo questione di cicli.
Gli spazi di estrusione sono gli spazi liberi tra i componenti cilindrici accoppiati in cui l'alta pressione può forzare il materiale di tenuta a fluire e deformarsi: per evitare il cedimento della tenuta è necessario mantenere le dimensioni dello spazio al di sotto delle soglie critiche (in genere 0,1-0,3 mm a seconda della pressione e della durezza della tenuta) attraverso tolleranze di lavorazione precise, una corretta selezione dell'anello di supporto e la compatibilità dei materiali per evitare sbavature, strappi e il progressivo degrado della tenuta.
Recentemente ho aiutato Thomas, responsabile della manutenzione in un impianto di imbottigliamento ad alta velocità nel Wisconsin, a risolvere un misterioso problema di guasti alle guarnizioni. I suoi cilindri senza stelo funzionavano a 12 bar e le guarnizioni si guastavano ogni 3-4 settimane nonostante l'utilizzo di guarnizioni in poliuretano di alta qualità. Quando abbiamo misurato gli spazi di estrusione effettivi, abbiamo riscontrato giochi di 0,45 mm, ben oltre i limiti di sicurezza. Dopo averli sostituiti con i nostri cilindri Bepto progettati con giochi massimi di 0,15 mm e anelli di supporto adeguati, la durata delle guarnizioni è stata estesa a oltre 18 mesi. 🔍
Indice dei contenuti
- Cosa sono i gap di estrusione e perché causano guasti alle guarnizioni?
- In che modo la pressione influisce sul comportamento del materiale di tenuta negli spazi di estrusione?
- Quali sono le dimensioni critiche del gap per diversi intervalli di pressione?
- Quali caratteristiche di progettazione e anelli di supporto impediscono l'estrusione delle guarnizioni nei cilindri senza stelo?
Cosa sono i gap di estrusione e perché causano guasti alle guarnizioni?
Comprendere i principi fisici alla base dell'estrusione delle guarnizioni è fondamentale per prevenire guasti prematuri e costosi tempi di inattività. ⚙️
Gli spazi di estrusione sono gli spazi liberi radiali o assiali tra i componenti del cilindro (pistone-cilindro, asta-premistoppa) dove il materiale di tenuta pressurizzato può fluire sotto carico: quando la pressione del sistema supera la resistenza alla deformazione della tenuta, l'elastomero si estrude in questi spazi, causando piccoli strappi ai bordi della tenuta, una progressiva perdita di materiale e, infine, il completo cedimento della tenuta a causa dello strappo o della perdita dell'interferenza di tenuta.
La meccanica dell'estrusione dei sigilli
Immaginate il materiale di tenuta come miele denso sotto pressione. A basse pressioni, la tenuta mantiene la sua forma e rimane all'interno della sua scanalatura. All'aumentare della pressione, il materiale subisce una sollecitazione che tende a spingerlo in qualsiasi spazio disponibile. Lo spazio di estrusione agisce come l'apertura di una valvola: quando la forza della pressione supera la resistenza del materiale di tenuta e la resistenza all'attrito, la tenuta inizia a fluire nello spazio.
Non si tratta di un guasto improvviso. È un deterioramento progressivo che inizia con uno spostamento microscopico del materiale sul bordo della guarnizione. Ogni ciclo di pressione spinge un po' più di materiale nella fessura. Dopo centinaia o migliaia di cicli, questo crea dei piccoli strappi visibili, simili a piccoli morsi sul bordo della guarnizione.
Perché le tolleranze standard non sono sufficienti
Molti produttori di cilindri lavorano con tolleranze di lavorazione generali di ±0,2 mm o addirittura ±0,3 mm. Per applicazioni a bassa pressione inferiori a 6 bar, ciò potrebbe essere accettabile. Tuttavia, a 10-16 bar, valori comuni nella moderna pneumatica industriale, queste tolleranze creano spazi di estrusione che garantiscono il fallimento della tenuta.
Noi di Bepto lo abbiamo imparato attraverso una dolorosa esperienza sul campo. All'inizio della nostra attività, producevamo cilindri con tolleranze standard del settore e non riuscivamo a capire perché i clienti segnalassero guasti alle guarnizioni ad alte pressioni. Un'analisi dettagliata dei guasti ha rivelato il meccanismo di estrusione e abbiamo completamente riprogettato i nostri processi di produzione per mantenere tolleranze più strette.
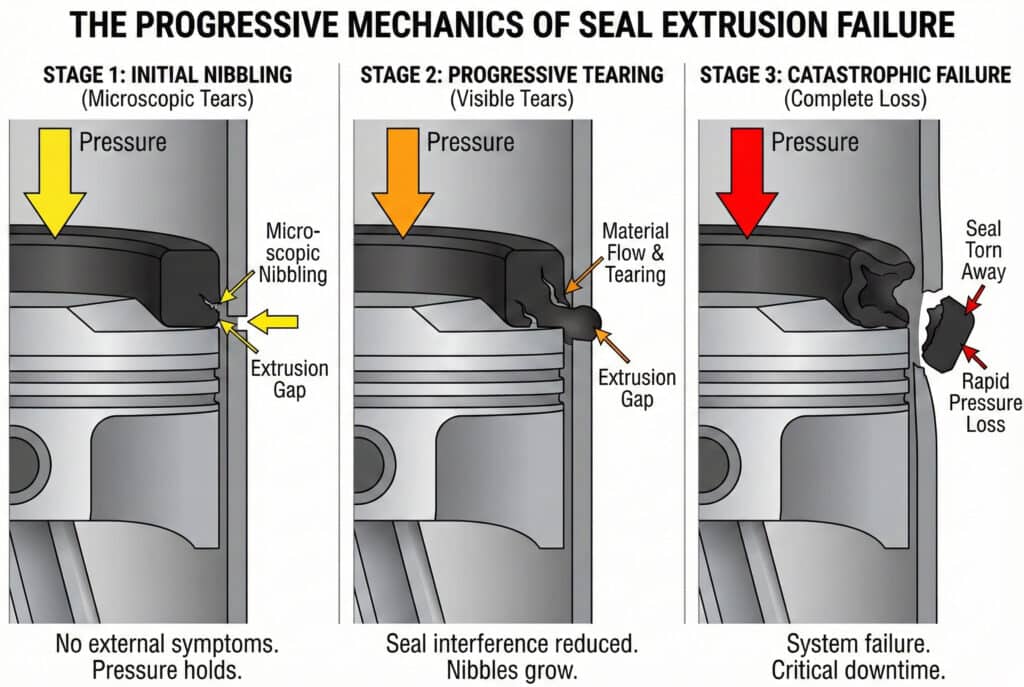
Le tre fasi del fallimento dell'estrusione
Ho esaminato centinaia di guarnizioni difettose e la progressione è notevolmente costante:
- Mordicchiare inizialmente (primi 10-20% di vita utile della guarnizione): compaiono microlesioni sui bordi della guarnizione sul lato di pressione
- Strappo progressivo (metà della vita 60-70%): I piccoli strappi diventano lacerazioni visibili, il sigillo inizia a perdere efficacia.
- Guasto catastrofico (fase finale 10-20% della vita): ampie sezioni si staccano, causando una rapida perdita di pressione
La parte insidiosa è che spesso le fasi 1 e 2 non presentano sintomi esterni. Il cilindro funziona ancora, la pressione rimane stabile e tutto sembra a posto, finché non si raggiunge la fase 3 e si verifica un guasto improvviso e completo durante un ciclo di produzione critico.
In che modo la pressione influisce sul comportamento del materiale di tenuta negli spazi di estrusione?
Il rapporto tra pressione, proprietà dei materiali e dimensioni degli spazi vuoti determina la longevità delle guarnizioni e l'affidabilità del sistema. 📈
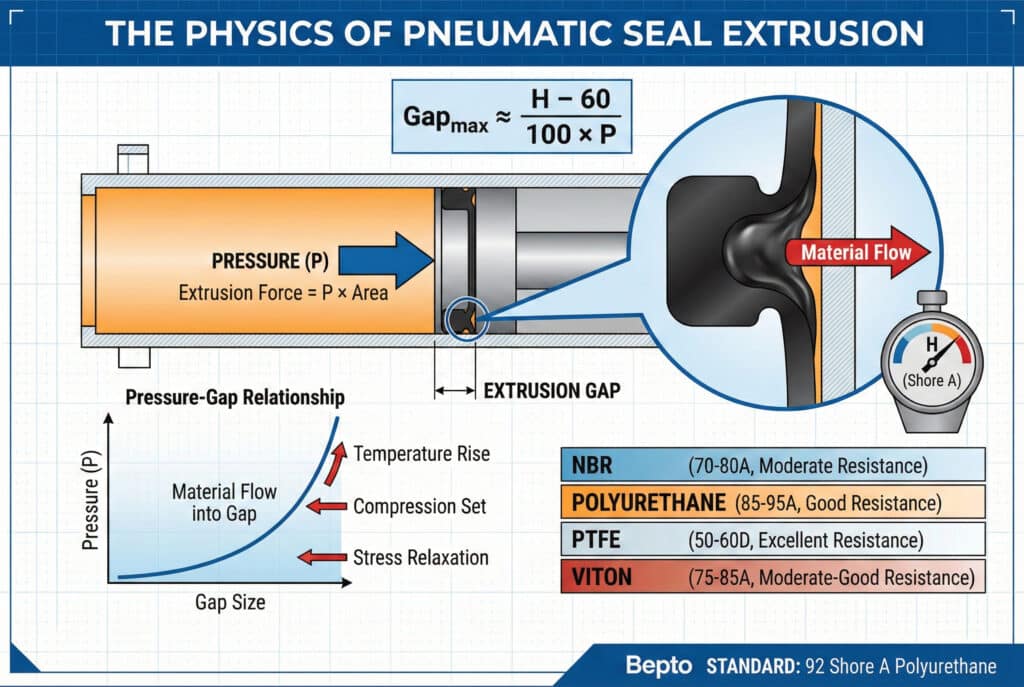
L'estrusione della guarnizione segue un modello di deformazione dipendente dalla pressione in cui il flusso di materiale negli spazi vuoti aumenta esponenzialmente al di sopra delle soglie di pressione critiche: la forza di estrusione è pari alla pressione moltiplicata per l'area della guarnizione, mentre la resistenza dipende dalla durezza del materiale (Durometro Shore A1), temperatura e coefficiente di attrito, creando un punto di equilibrio in cui spazi superiori a 0,2-0,4 mm (a seconda della durezza della guarnizione e della pressione) consentono lo spostamento progressivo del materiale e il cedimento.
Il rapporto tra pressione, gap e durezza
Esiste un'equazione fondamentale che regola l'estrusione delle guarnizioni, anche se la maggior parte degli ingegneri non ne è a conoscenza. Lo spazio massimo di sicurezza (in mm) è approssimativamente pari a: Gap_max = (H – 60) / (100 × P) dove H è la durezza Shore A e P è la pressione in bar.
Per una guarnizione standard in poliuretano 90 Shore A a 10 bar: Gap_max = (90-60)/(100×10) = 0,03 mm: una tolleranza incredibilmente ridotta! Ecco perché è così importante progettare correttamente i cilindri.
Cambiamenti delle proprietà dei materiali sotto pressione
I materiali di tenuta non si comportano allo stesso modo a 1 bar e a 15 bar. Ad alta pressione, si verificano contemporaneamente diversi fenomeni:
- Set di compressione2: Il sigillo si comprime, riducendo la sua durezza effettiva.
- Aumento della temperatura: L'attrito genera calore, ammorbidendo l'elastomero.
- Rilassamento da stress: Una pressione prolungata provoca un riarrangiamento della catena molecolare.
- PlastificazioneAlcuni materiali di tenuta diventano più fluidi se sottoposti a pressione prolungata.
Questi fattori si combinano rendendo le guarnizioni più suscettibili all'estrusione con l'aumentare del tempo di funzionamento. Una guarnizione che supera il test iniziale ad alta pressione potrebbe comunque guastarsi dopo 100.000 cicli a causa dei cambiamenti cumulativi delle proprietà del materiale.
Prestazioni comparative dei materiali delle guarnizioni
| Materiale della guarnizione | Durezza Shore A | Pressione massima (distanza di 0,2 mm) | Pressione massima (distanza di 0,3 mm) | Resistenza all'estrusione |
|---|---|---|---|---|
| NBR (Nitrile) | 70-80 | 6-8 bar | 4-5 bar | Moderato |
| Poliuretano | 85-95 | 10-14 bar | 7-9 bar | Buono |
| PTFE | 50-60D (Shore D) | 16+ bar | 12-16 bar | Eccellente |
| Viton (FKM) | 75-85 | 8-10 bar | 5-7 bar | Moderato-Buono |
Questa tabella mostra perché noi di Bepto specifichiamo il poliuretano 92 Shore A per i nostri cilindri senza stelo ad alta pressione: offre il miglior equilibrio tra prestazioni di tenuta, resistenza all'usura e resistenza all'estrusione per applicazioni pneumatiche industriali.
Comportamento dinamico vs statico dell'estrusione
Le guarnizioni statiche (come gli O-ring dei tappi terminali) sono sottoposte a una pressione costante e possono tollerare giochi leggermente maggiori perché non sono soggette a sollecitazioni cicliche. Le guarnizioni dinamiche (guarnizioni del pistone e dell'asta) sono soggette a cicli di pressione ripetuti, sbalzi di temperatura e attrito da scorrimento, tutti fattori che accelerano il danneggiamento da estrusione.
Nei cilindri senza stelo, questo aspetto è particolarmente critico perché l'intero sistema di tenuta del carrello è dinamico. Ogni corsa sottopone le guarnizioni a inversioni di pressione, riscaldamento per attrito e sollecitazioni meccaniche. Questo è il motivo per cui il design dei cilindri senza stelo richiede un controllo dello spazio di estrusione ancora più rigoroso rispetto ai cilindri standard.
Quali sono le dimensioni critiche del gap per diversi intervalli di pressione?
Conoscere i requisiti dimensionali precisi ti aiuta a specificare correttamente i cilindri ed evitare guasti prematuri. 🎯
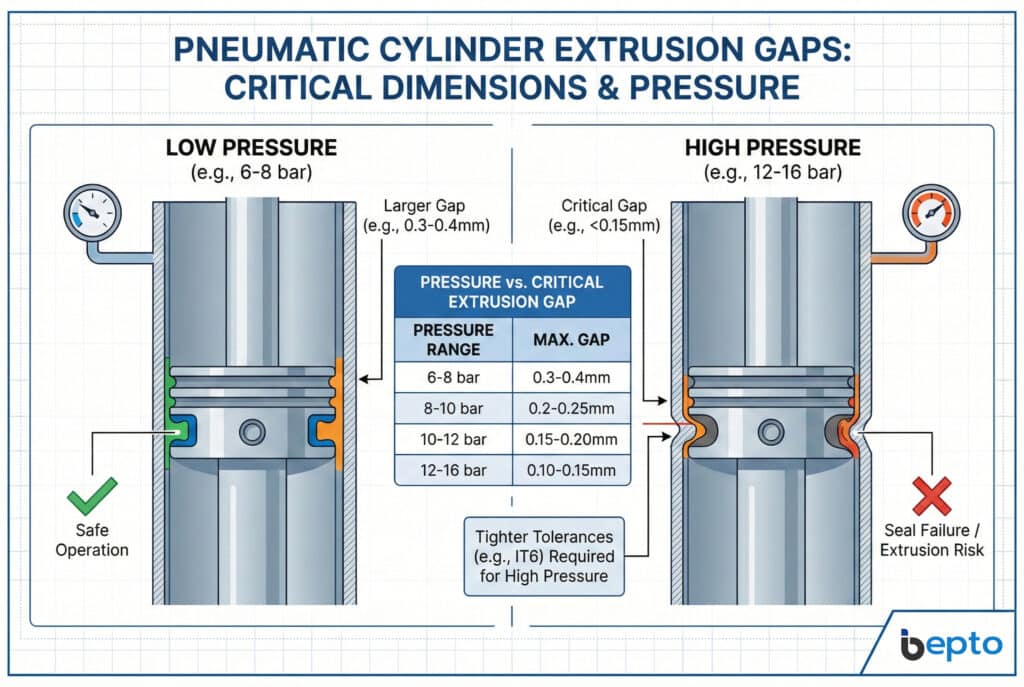
Gli spazi massimi critici di estrusione variano a seconda dell'intervallo di pressione: 0,3-0,4 mm per 6-8 bar, 0,2-0,25 mm per 8-10 bar, 0,15-0,20 mm per 10-12 bar e 0,10-0,15 mm per applicazioni da 12-16 bar. Queste dimensioni devono essere mantenute su tutto il perimetro della guarnizione, tenendo conto dell'espansione termica, dell'usura e delle tolleranze di fabbricazione, il che richiede una lavorazione di precisione. IT73 o gradi di tolleranza migliori per sistemi pneumatici ad alta pressione.
Specifiche relative al gap basate sulla pressione
In Bepto, utilizziamo queste regole di progettazione per i nostri cilindri senza stelo:
Bassa pressione (fino a 6 bar):
- Distanza radiale massima: 0,35 mm
- Consigliato: 0,25-0,30 mm
- Grado di tolleranza: IT8 (±0,046 mm per un diametro di 50 mm)
Media pressione (6-10 bar):
- Distanza radiale massima: 0,20 mm
- Consigliato: 0,15-0,18 mm
- Grado di tolleranza: IT7 (±0,030 mm per un diametro di 50 mm)
Alta pressione (10-16 bar):
- Distanza radiale massima: 0,15 mm
- Consigliato: 0,10-0,12 mm
- Grado di tolleranza: IT6 (±0,019 mm per un diametro di 50 mm)
Questi non sono numeri teorici: derivano da test sul campo condotti su migliaia di installazioni e milioni di ore di funzionamento.
Contabilità dell'espansione termica
Ecco un fattore che molti ingegneri trascurano: l'alluminio si espande di circa 23 μm per metro per °C. In un cilindro senza stelo da 1 metro che funziona da 20 °C a 60 °C (comune negli ambienti industriali), il cilindro si espande di 0,92 mm in lunghezza e proporzionalmente in diametro.
Per un cilindro con alesaggio di 63 mm, si tratta di un aumento di diametro pari a circa 0,058 mm. Se la distanza a freddo è di 0,15 mm e non si tiene conto di coefficiente di espansione termica4, il tuo gap a caldo diventa 0,208 mm, rischiando di entrare nella zona di guasto ad alta pressione.
Progettiamo i nostri cilindri Bepto tenendo conto della compensazione termica, utilizzando combinazioni di materiali e specifiche dimensionali che mantengono spazi di sicurezza in tutto l'intervallo di temperatura di esercizio.
Progressione dell'usura e aumento dello spazio
Anche con dimensioni iniziali perfette, l'usura aumenta gradualmente gli spazi di estrusione. Nei nostri test abbiamo riscontrato che:
- Usura del cilindro: 0,01-0,02 mm per milione di cicli (alluminio anodizzato duro)
- Usura dei pistoni: 0,02-0,03 mm per milione di cicli (alluminio con rivestimento)
- Usura delle guarnizioni: riduzione dell'altezza di 0,05-0,10 mm per milione di cicli
Ciò significa che un cilindro con uno spazio iniziale di 0,15 mm potrebbe raggiungere 0,20 mm dopo 500.000 cicli. Progettare tenendo conto di questa progressione, iniziando con spazi iniziali più stretti, prolunga significativamente la durata complessiva della guarnizione.
Metodi di misurazione e verifica
Quando visito i siti dei clienti per risolvere i problemi relativi ai guasti delle guarnizioni, porto sempre con me strumenti di misurazione di precisione. Non è possibile gestire ciò che non si misura. Verifichiamo gli spazi di estrusione utilizzando:
- Calibri a spillo per controlli rapidi di tipo "go/no-go"
- Micrometri per fori per misurazioni interne precise
- Macchine di misura a coordinate (CMM) per la verifica completa della geometria
Ricordo di aver fatto visita a Laura, responsabile della qualità presso un produttore di apparecchiature di automazione in Ontario. Era frustrata dalla durata incostante delle guarnizioni su cilindri apparentemente identici. Quando abbiamo misurato gli spazi effettivi, abbiamo riscontrato variazioni da 0,12 mm a 0,38 mm nello stesso lotto di produzione del suo precedente fornitore. Dopo essere passata ai cilindri Bepto con spazi verificati di 0,15 mm ±0,02 mm, la durata delle guarnizioni è diventata prevedibile e costante. 📏
Quali caratteristiche di progettazione e anelli di supporto impediscono l'estrusione delle guarnizioni nei cilindri senza stelo?
Le soluzioni ingegneristiche adeguate combinano il controllo dimensionale con sistemi di supporto meccanico per massimizzare la durata delle guarnizioni. 🔧
La prevenzione dell'estrusione delle guarnizioni richiede approcci progettuali integrati che includono scanalature delle guarnizioni lavorate con precisione con rapporti di profondità e larghezza ottimizzati, anti-estrusione Anelli di backup5 (PTFE o poliuretano rinforzato) posizionato sul lato di pressione, bordi smussati per evitare danni alla guarnizione durante il montaggio e selezione dei materiali in base alla durezza della guarnizione rispetto alla pressione di esercizio: nei cilindri senza stelo, le configurazioni a doppia guarnizione con design a pressione bilanciata riducono ulteriormente il rischio di estrusione mantenendo un basso attrito.

Geometria ottimizzata della scanalatura di tenuta
La scanalatura della guarnizione non è solo una fessura rettangolare: le sue dimensioni influiscono in modo determinante sulla resistenza all'estrusione. Progettiamo le scanalature delle guarnizioni Bepto secondo questi principi:
Profondità della scanalatura: 70-80% di sezione trasversale della guarnizione (consente una compressione controllata)
Larghezza della scanalatura: 90-95% di sezione trasversale della guarnizione (impedisce la compressione eccessiva)
Raggio dell'angolo: 0,2-0,4 mm (previene la concentrazione di sollecitazioni)
Finitura superficiale: Ra 0,4-0,8 μm (ottimizza l'attrito della tenuta)
Questi rapporti assicurano che la guarnizione si comprima abbastanza da creare una forza di tenuta senza stressare troppo il materiale, cosa che accelererebbe l'estrusione.
Selezione e posizionamento dell'anello di backup
Gli anelli di supporto sono gli eroi sconosciuti delle guarnizioni ad alta pressione. Questi anelli rigidi o semirigidi sono posizionati accanto alla guarnizione sul lato di pressione, bloccando fisicamente lo spazio di estrusione. Pensateli come una diga che impedisce al materiale della guarnizione di fluire nello spazio libero.
Anelli di riserva in PTFE (il nostro standard presso Bepto per oltre 10 bar):
- Durezza Shore D 50-60 (molto più duro degli elastomeri)
- Può colmare spazi fino a 0,4 mm a 16 bar
- Basso coefficiente di attrito (0,05-0,10)
- Temperatura stabile fino a 200 °C
Anelli di supporto rinforzati in poliuretano (per pressione moderata):
- Durezza Shore A 95-98
- Efficace per spazi fino a 0,3 mm a 10 bar
- Migliore elasticità rispetto al PTFE
- Più economico per applicazioni a media pressione
La chiave è il posizionamento: l'anello di supporto deve trovarsi sul lato di pressione della guarnizione. Ho visto installazioni in cui gli anelli di supporto erano montati al contrario, fornendo una protezione pari a zero: un errore costoso che può essere facilmente evitato con una formazione adeguata.
Sfide specifiche dei cilindri senza stelo
I cilindri senza stelo presentano sfide di estrusione uniche perché le guarnizioni del carrello devono mantenere la pressione mentre scorrono lungo l'intera lunghezza del cilindro. In Bepto utilizziamo una configurazione a doppia guarnizione:
- Guarnizione primaria: Coppa a U in poliuretano Shore A 92 con geometria del labbro ottimizzata
- Guarnizione secondaria: Anello di supporto in PTFE con molla di energizzazione
- Guarnizione del tergicristallo: Rimuove i contaminanti che potrebbero danneggiare la tenuta primaria
Questo sistema a tre elementi garantisce ridondanza: se la guarnizione primaria inizia a mostrare danni da estrusione, l'anello di riserva impedisce guasti catastrofici, consentendo di programmare la manutenzione anziché subire tempi di inattività imprevisti.
Compatibilità dei materiali e resistenza chimica
L'estrusione delle guarnizioni non è puramente meccanica: la compatibilità chimica influisce sulle proprietà dei materiali e sulla resistenza all'estrusione. L'esposizione a fluidi o lubrificanti incompatibili può:
- Gonfiore il sigillo, aumentando l'attrito e la generazione di calore
- Ammorbidire il materiale, riducendo la resistenza all'estrusione
- Indurire la guarnizione, causando crepe e perdita di tenuta
Noi di Bepto specifichiamo i materiali dei nostri sigilli in base agli ambienti industriali comuni:
- Aria standard: Guarnizioni in poliuretano (prestazioni eccellenti a tutto tondo)
- Aria contaminata da petrolio: Guarnizioni NBR (resistenti all'olio)
- Applicazioni ad alta temperatura: Guarnizioni in Viton (resistenti al calore fino a 200 °C)
- Alimenti/farmaci: poliuretano o PTFE conforme alle norme FDA
Manutenzione preventiva e monitoraggio
Anche con un design perfetto, il monitoraggio delle condizioni delle guarnizioni previene guasti imprevisti. Raccomandiamo queste pratiche:
Ispezione visiva ogni 100.000 cicli o 6 mesi:
- Controllare che non vi siano segni visibili di rosicchiature sui bordi della guarnizione.
- Cercare perdite di olio o fughe d'aria
- Verificare il corretto funzionamento senza inceppamenti
Monitoraggio delle prestazioni:
- Monitorare i tempi di ciclo (un aumento dei tempi indica un aumento dell'attrito)
- Controllare il consumo d'aria (un aumento indica una perdita)
- Registrare eventuali rumori o vibrazioni insoliti.
Sostituzione predittiva:
- Sostituire le guarnizioni a 70-80% della durata prevista
- Non aspettare il fallimento totale
- Pianificare le sostituzioni durante i periodi di inattività programmati
Noi di Bepto forniamo ai nostri clienti strumenti di previsione della durata delle guarnizioni basati sulle loro specifiche condizioni operative: pressione, frequenza dei cicli, temperatura e ambiente. Ciò elimina le incertezze dalla pianificazione della manutenzione e previene costosi guasti imprevisti che interrompono i programmi di produzione.
Conclusione
La fisica dello spazio di estrusione non è solo una teoria accademica: è la differenza tra sistemi pneumatici affidabili e costosi e frustranti guasti alle guarnizioni. Mantenendo le dimensioni dello spazio di precisione al di sotto delle soglie critiche, utilizzando anelli di supporto appropriati e selezionando materiali adatti alle condizioni operative, è possibile prolungare la durata delle guarnizioni di 5-10 volte rispetto ai sistemi mal progettati. In Bepto, ogni cilindro senza stelo che produciamo incorpora questi principi di prevenzione dell'estrusione perché comprendiamo che la vostra produzione non può permettersi tempi di inattività imprevisti. Quando specificate i cilindri, non accettate vaghe assicurazioni: richiedete specifiche dimensionali, misurazioni degli spazi e dettagli del sistema di tenuta che dimostrino la resistenza all'estrusione. 🛡️
Domande frequenti sui distacchi di estrusione e sui guasti delle guarnizioni
D: Come posso misurare gli spazi di estrusione nei cilindri installati senza smontarli?
La misurazione diretta richiede lo smontaggio, ma è possibile dedurre la presenza di giochi eccessivi dai sintomi prestazionali: usura rapida delle guarnizioni (meno di 100.000 cicli), segni visibili sulle guarnizioni rimosse, aumento del consumo d'aria nel tempo e cali di pressione sotto carico. Per le applicazioni critiche, noi di Bepto raccomandiamo ispezioni programmate ogni 500.000 cicli, durante le quali le guarnizioni vengono esaminate e i giochi verificati con strumenti di misurazione di precisione.
D: Posso usare anelli di supporto per compensare i cilindri con spazi di estrusione eccessivi?
Gli anelli di supporto aiutano, ma non sono una soluzione completa per cilindri progettati male: possono colmare spazi vuoti di 0,1-0,15 mm oltre le dimensioni ottimali, ma spazi vuoti superiori a 0,4 mm causeranno guasti anche con gli anelli di supporto. Inoltre, spazi vuoti eccessivi aumentano l'attrito e l'usura degli stessi anelli di supporto. Una progettazione adeguata del cilindro con spazi vuoti iniziali corretti è sempre preferibile al tentativo di compensazione con anelli di supporto.
D: Perché le mie guarnizioni si guastano più rapidamente a velocità di ciclo più elevate anche a parità di pressione?
Velocità di ciclo più elevate generano più calore da attrito, che ammorbidisce i materiali delle guarnizioni e riduce la resistenza all'estrusione: una guarnizione che funziona a 90 °C a causa dell'attrito ad alta velocità ha effettivamente una durezza inferiore di 10-15 punti Shore A rispetto allo stesso materiale a 40 °C. Inoltre, i rapidi cicli di pressione creano concentrazioni di sollecitazioni dinamiche che accelerano l'inizio del nibbling. Per applicazioni ad alta velocità superiori a 1 metro/secondo, specificare guarnizioni con un grado di durezza superiore e ridurre gli spazi massimi di 0,02-0,03 mm.
D: Esistono materiali di tenuta che eliminano completamente i problemi di estrusione?
I composti in PTFE e PTFE caricato offrono la massima resistenza all'estrusione, funzionando in modo affidabile a oltre 16 bar con giochi di 0,3-0,4 mm, ma richiedono forze di tenuta maggiori e hanno un'elasticità limitata rispetto al poliuretano o alla gomma. Per la maggior parte delle applicazioni pneumatiche, i sistemi di tenuta in poliuretano progettati correttamente con anelli di supporto offrono prestazioni complessive migliori: minore attrito, migliore tenuta all'avvio e adeguata resistenza all'estrusione quando i giochi sono controllati correttamente.
D: Come posso specificare i requisiti relativi allo spazio di estrusione quando ordino cilindri personalizzati?
Richiedete specifiche dimensionali esplicite nel vostro ordine di acquisto: “Gioco radiale massimo tra diametro esterno del pistone e diametro interno del cilindro: 0,15 mm misurato a 20 °C” e “Il sistema di tenuta deve includere anelli di supporto in PTFE classificati per [la vostra pressione] bar”. Noi di Bepto forniamo rapporti di ispezione dimensionale con ogni cilindro personalizzato, indicando i giochi effettivamente misurati e le specifiche del sistema di tenuta, garantendovi di ricevere cilindri progettati per i vostri specifici requisiti di pressione e prestazioni.
-
Scopri la scala di durezza Shore A utilizzata per misurare la resistenza degli elastomeri e delle gomme. ↩
-
Comprendere il concetto di compressione, ovvero la deformazione permanente di un materiale dopo essere stato sottoposto a sollecitazione. ↩
-
Visualizza il sistema ISO dei limiti e degli accoppiamenti che definisce i gradi di tolleranza standard come IT7. ↩
-
Leggi come i materiali si espandono e si contraggono con le variazioni di temperatura in base alle loro proprietà fisiche. ↩
-
Scopri come gli anelli di rinforzo impediscono l'estrusione chiudendo lo spazio tra i componenti metallici. ↩
