

はじめに
空気圧システムが圧力を失い、生産性が低下し、メンテナンスコストが急騰しています。💨 今月だけでシールを2回交換したのに、数週間でまた故障を繰り返しています。原因はシールの品質ではなく、多くの技術者が見落としがちな押出ギャップの物理現象です。圧力によってシール材が微細な隙間に押し込まれると、壊滅的な故障が間もなく発生します。.
押出ギャップとは、接合するシリンダー部品間の隙間を指し、高圧によりシール材が流動・変形する可能性がある。シール破損を防止するには、精密な機械加工公差、適切なバッキングリングの選定、材料適合性により、ギャップ寸法を臨界閾値(通常は圧力とシール硬度に応じて0.1~0.3mm)以下に維持し、ニブリング、引き裂き、およびシールの漸進的劣化を防ぐ必要がある。.
最近、ウィスコンシン州の高速ボトリング工場でメンテナンス監督を務めるトーマス氏の、不可解なシール故障問題の解決を支援しました。彼のロッドレスシリンダーは12バールで稼働しており、高級ポリウレタンシールを使用しているにもかかわらず、3~4週間ごとにシールが故障していました。実際の押し出し隙間を測定したところ、0.45mmのクリアランスが確認され、安全限界を大幅に超えていました。 最大クリアランス0.15mmと適切なバックアップリングを設計した当社のBeptoシリンダーに改造後、シール寿命は18ヶ月以上に延長した。🔍
目次
- 押出ギャップとは何か、そしてなぜシール故障を引き起こすのか?
- 押出ギャップにおける圧力はいかにシール材の挙動に影響するか?
- 異なる圧力範囲における重要なギャップ寸法とは何か?
- ロッドレスシリンダーにおいて、どの設計特徴とバックアップリングがシールの押し出しを防止するのか?
押出ギャップとは何か、そしてなぜシール故障を引き起こすのか?
シール押出の背後にある機械的物理現象を理解することは、早期故障や高額なダウンタイムを防ぐために不可欠です。⚙️
押出隙間は、シリンダー部品間(ピストンとバレル間、ロッドとグランド間)の半径方向または軸方向のクリアランスであり、加圧されたシール材が負荷下で流動する領域である。システム圧力がシールの変形抵抗を超えた場合、エラストマーがこれらの隙間に押し出され、ニブリング(シール端部の微小な裂け目)、進行性の材料損失、そして最終的には裂けやシール干渉の喪失による完全なシール破損を引き起こす。.
シール押出のメカニズム
シール材は、高圧下にある濃厚な蜂蜜のようなものと考えよう。低圧時にはシールは形状を保ち、溝内に留まる。圧力が上昇すると、材料は応力を受け、あらゆる隙間へ押し出されようとする。押出ギャップは弁の開口部のように機能する——圧力による力がシールの材料強度と摩擦抵抗を上回ると、シールはギャップへ流れ込む。.
これは突然の故障ではない。シール端部における微細な材料変位から始まる漸進的な劣化である。各圧力サイクルがわずかな材料を隙間に押し込む。数百から数千のサイクルを経て、目に見えるニブリング(かじり)が生じる——シール端部から誰かが小さくかじったような小さな裂け目である。.
標準公差が不十分な理由
多くのシリンダーメーカーは、±0.2mmあるいは±0.3mmという一般的な機械加工公差で製造しています。6バール未満の低圧用途では許容範囲かもしれません。しかし、現代の産業用空気圧システムで一般的な10~16バールでは、これらの公差が押し出し隙間を生み、確実にシール破損を引き起こします。.
ベプトでは、この教訓を苦い現場経験から学びました。創業初期、当社は業界標準公差でシリンダーを製造していましたが、顧客から高圧下でのシール破損が報告される理由が理解できませんでした。詳細な故障解析により押し出しメカニズムが明らかになり、より厳密なクリアランスを維持するため製造プロセスを完全に再設計しました。.
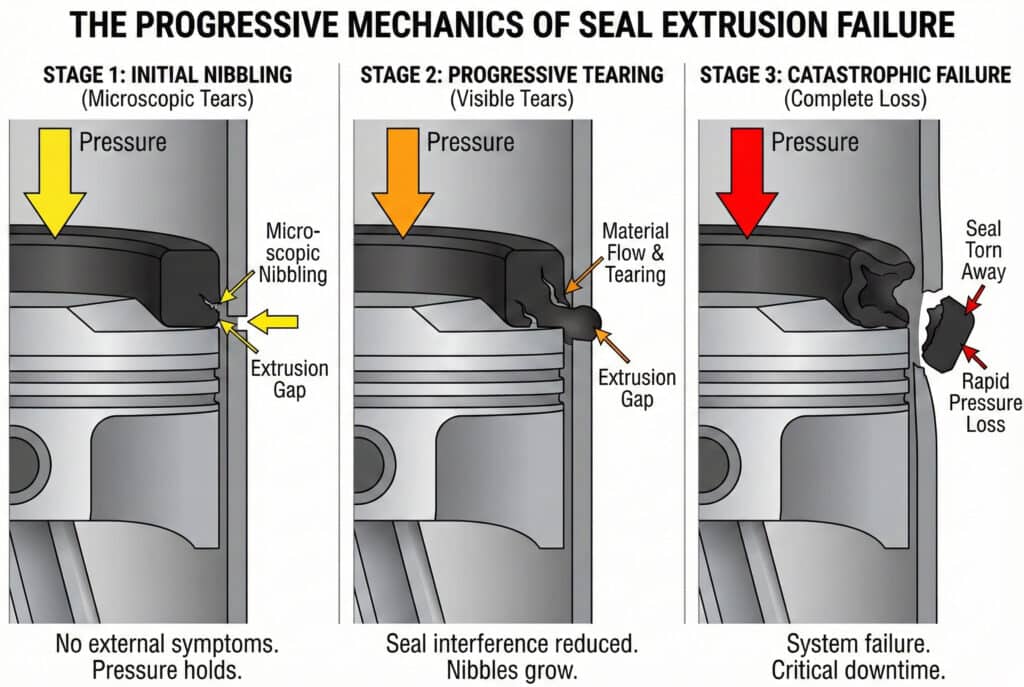
押出成形の失敗の三段階
私は数百の破損したシールを調査してきたが、その進行過程は驚くほど一貫している:
- 初期の食い込み (シール寿命の初期10~20%): 圧力側シール端部に微細な裂け目が生じる
- 進行性裂傷 (人生の中盤60-70代): 小さなひびが目に見える亀裂へと成長し、封印が干渉を失い始める
- 壊滅的な故障 (最終段階 10-20%): 大きな部分が剥離し、急激な圧力損失を引き起こす
厄介な点は、ステージ1と2では外部症状が現れないことが多いことです。シリンダーは正常に作動し、圧力も保持され、すべてが順調に見えます——しかしステージ3に到達し、重要な生産工程中に突然の完全な故障が発生するまでは。.
押出ギャップにおける圧力はいかにシール材の挙動に影響するか?
圧力、材料特性、および隙間寸法の関係が、シールの寿命とシステムの信頼性を決定します。📈
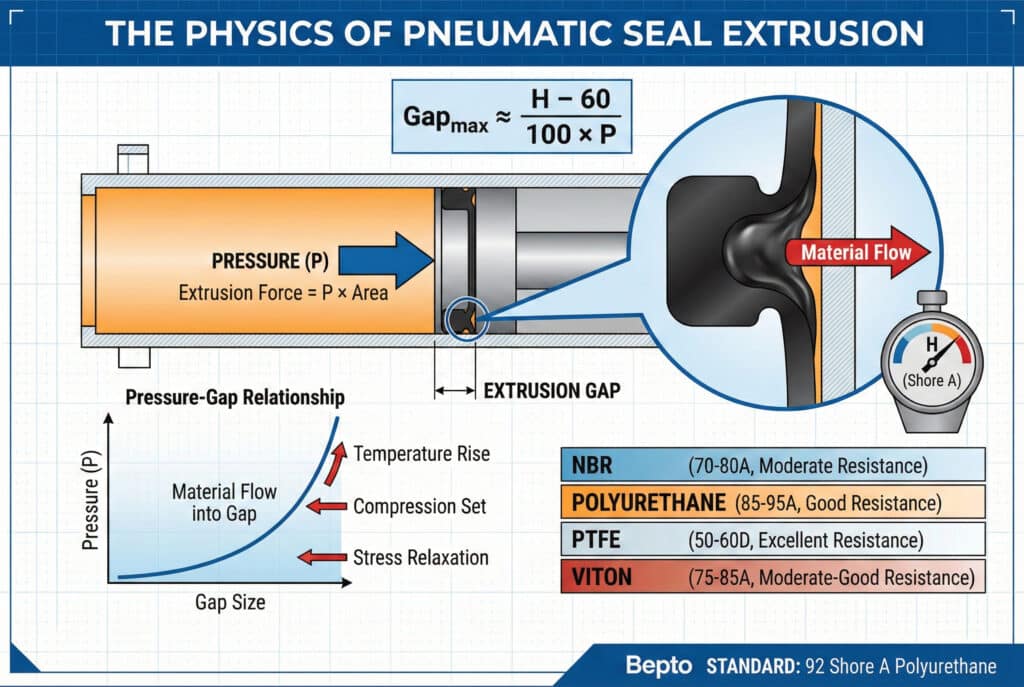
シール押出は圧力依存変形モデルに従い、臨界圧力閾値を超えると隙間への材料流入が指数関数的に増加する。押出力は圧力にシール面積を乗じた値に等しく、抵抗は材料硬度に依存する。ショアA硬度計1温度および摩擦係数により、0.2~0.4mm(シール硬度と圧力に依存)を超える隙間が生じた場合に材料の漸進的な変位と破損を許容する平衡点が形成される。.
圧力-ギャップ-硬度関係
シール押出を支配する重要な式が存在するが、ほとんどの技術者はそれを目にすることはない。最大安全ギャップ(単位:mm)はおおよそ次の式で表される: Gap_max = (H – 60) / (100 × P) ここで、HはショアA硬度、Pは圧力(単位:バール)である。.
標準的なショアA硬度90のポリウレタンシールを10バールで使用する場合:最大隙間 = (90-60)/(100×10) = 0.03mm—非常に厳しい公差です!これが適切なシリンダー設計が極めて重要である理由です。.
圧力下における材料特性の変化
シール材は1バールと15バールでは同じ挙動を示さない。高圧下では、複数の現象が同時に発生する:
- 圧縮永久歪2シールが圧縮され、その実効硬度が低下する
- 温度上昇摩擦により熱が発生し、エラストマーが軟化する
- 応力緩和長時間の圧力により分子鎖が再配列する
- 可塑化持続的な圧力下で、一部のシール材はより流動性が高くなる
これらの要因が相まって、シールは稼働時間の増加に伴い押し出しの影響を受けやすくなる。初期の高圧試験を耐えたシールであっても、材料特性の累積的な変化により10万サイクル後に故障する可能性がある。.
シール材性能比較
| シール材 | ショアA硬度 | 最大圧力(0.2mmギャップ) | 最大圧力(0.3mmギャップ) | 押出抵抗 |
|---|---|---|---|---|
| NBR(ニトリル) | 70-80 | 6-8気圧 | 4-5 気圧 | 中程度 |
| ポリウレタン | 85-95 | 10-14 気圧 | 7~9バール | 良い |
| ポリテトラフルオロエチレン | 50-60D(ショアD) | 16歳以上 | 12-16 気圧 | 素晴らしい |
| バイトン(FKM) | 75-85 | 8-10バール | 5-7 気圧 | 中程度~良好 |
この表は、ベプトが高圧ロッドレスシリンダーにショアA硬度92のポリウレタンを指定する理由を示しています。産業用空気圧アプリケーションにおいて、シール性能、耐摩耗性、耐押し出し性の最適なバランスを提供するからです。.
動的押出挙動と静的押出挙動
静的シール(エンドキャップOリングなど)は一定の圧力にさらされ、周期的な応力がないため、わずかに大きな隙間を許容できる。動的シール(ピストンシールやロッドシール)は繰り返される圧力サイクル、温度変動、滑り摩擦に直面し、これらがすべて押出損傷を加速させる。.
ロッドレスシリンダーでは、キャリッジシールシステム全体が動的であるため、この点が特に重要となる。ストロークのたびにシールは圧力反転、摩擦熱、機械的応力にさらされる。このためロッドレスシリンダーの設計では、標準シリンダーよりもさらに厳密な押出ギャップ制御が求められる。.
異なる圧力範囲における重要なギャップ寸法とは何か?
正確な寸法要件を把握することで、シリンダーを適切に指定し、早期故障を回避できます。🎯
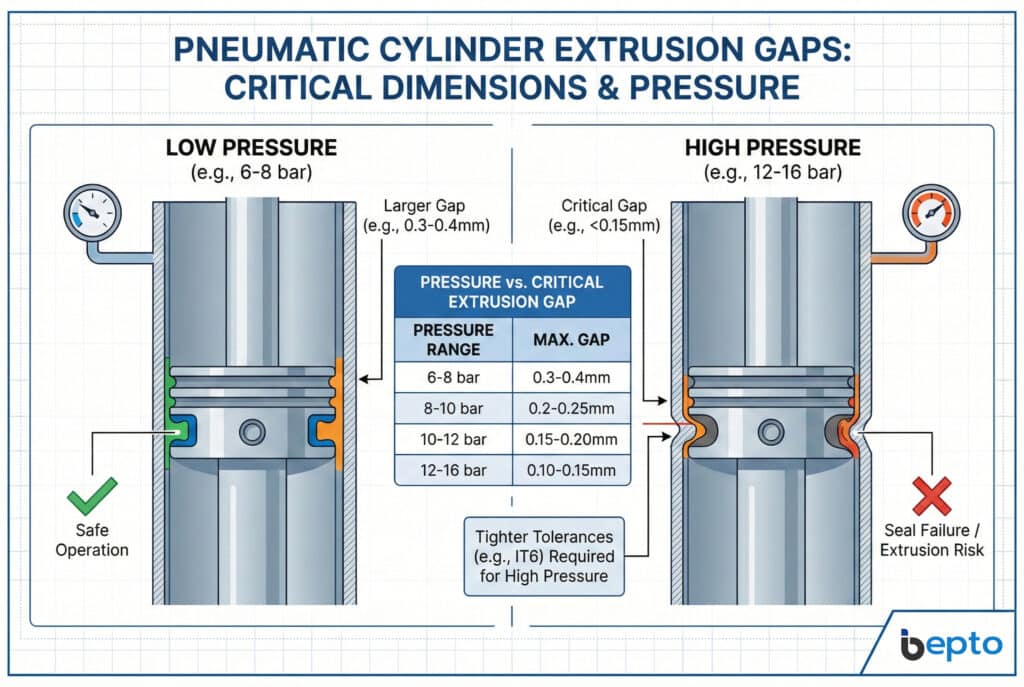
許容最大押出ギャップは圧力範囲により異なる:6-8 barでは0.3-0.4mm、8-10 barでは0.2-0.25mm、 10-12 barでは0.15-0.20mm、12-16 bar用途では0.10-0.15mmです。これらの寸法は、熱膨張、摩耗、製造公差を考慮し、シール全周で維持されなければならず、精密加工が要求されます。 IT73 あるいは高圧空気圧システム向けのより優れた公差等級。.
圧力ベースのギャップ仕様
ベプトでは、ロッドレスシリンダーに以下の設計ルールを適用しています:
低圧(最大6バール):
- 最大半径方向の隙間:0.35mm
- 推奨:0.25~0.30mm
- 公差等級:IT8(直径50mmの場合±0.046mm)
中圧(6-10 bar):
- 最大半径方向の隙間:0.20mm
- 推奨:0.15-0.18mm
- 公差等級:IT7(直径50mmの場合±0.030mm)
高圧(10-16バール):
- 最大半径方向の隙間:0.15mm
- 推奨:0.10-0.12mm
- 公差等級:IT6(直径50mmで±0.019mm)
これらは理論上の数値ではありません。数千の設置現場と数百万時間の稼働実績に基づく実証データから導き出された数値です。.
熱膨張の考慮
多くの技術者が見落としがちな要素があります:アルミニウムは摂氏1度あたり約23マイクロメートル(μm)/メートル膨張します。20℃から60℃(産業環境で一般的)で動作する1メートルのロッドレスシリンダーでは、バレルは長さ0.92mm、直径も比例して膨張します。.
63mmボアのシリンダーの場合、直径は約0.058mm増加します。冷間状態のクリアランスが0.15mmで、これを考慮しない場合 熱膨張係数4, 高温時の隙間は0.208mmとなり、高圧下では故障領域に突入する可能性があります。.
当社のベプトシリンダーは熱補償を考慮して設計されており、材料の組み合わせと寸法仕様により、全動作温度範囲にわたって安全な隙間を維持します。.
摩耗の進行と隙間の拡大
初期寸法が完璧であっても、摩耗により押出ギャップは徐々に拡大します。当社の試験では以下のことが判明しました:
- バレル摩耗: 100万サイクルあたり0.01~0.02mm(硬質アルマイト処理アルミニウム)
- ピストン摩耗: 100万サイクルあたり0.02~0.03mm(コーティング付きアルミニウム)
- シール摩耗: 100万サイクルあたり0.05~0.10mmの高さ減少
これは、0.15mmの隙間から始まるシリンダーが50万サイクル後に0.20mmに達する可能性があることを意味します。この進行を考慮した設計(初期の隙間をより狭く設定すること)により、シール全体の寿命を大幅に延長できます。.
測定および検証方法
シール故障のトラブルシューティングで顧客先を訪問する際、私は常に精密測定工具を持参します。測定しなければ管理できません。押出ギャップの検証には以下を使用します:
- ピンゲージ 簡易的な可否判定のため
- ボアマイクロメーター 精密な内部測定用
- 三次元測定機(CMM) 完全な幾何学的検証のため
オンタリオ州の自動化機器メーカーで品質管理責任者を務めるローラを訪ねた時のことを覚えている。彼女は、一見同一のシリンダー間でシール寿命にばらつきがあることに頭を悩ませていた。実際にギャップを測定したところ、以前のサプライヤーから納入された同一生産ロット内で0.12mmから0.38mmのばらつきが確認された。その後、ギャップが0.15mm±0.02mmと検証済みのベプト製シリンダーに切り替えたところ、シール寿命は予測可能で安定した状態となった。📏
ロッドレスシリンダーにおいて、どの設計特徴とバックアップリングがシールの押し出しを防止するのか?
適切なエンジニアリングソリューションは、寸法管理と機械的サポートシステムを組み合わせることでシール寿命を最大化します。🔧
シール押出の防止には、最適化された深さと幅の比率を持つ精密加工されたシール溝、押出防止機構を含む統合的な設計アプローチが必要である。 バックアップリング5 (PTFEまたは補強ポリウレタン)を圧力側に配置し、組み立て時のシール損傷を防ぐため面取り加工を施し、シール硬度と作動圧力を考慮した材質選定を実施。ロッドレスシリンダーでは、圧力平衡設計を備えた二重シール構成により、低摩擦を維持しつつ押出リスクをさらに低減。.

最適化されたシール溝形状
シール溝は単なる長方形のスロットではありません。その寸法は押出抵抗に重大な影響を与えます。当社ではベプトシール溝を以下の原則に基づいて設計しています:
溝の深さ70-80% シール断面(制御された圧縮を可能にする)
溝幅: 90-95% シール断面(過圧縮防止)
コーナー半径: 0.2~0.4mm(応力集中を防止)
表面仕上げRa 0.4-0.8 μm(シール摩擦を最適化)
これらの比率は、シール材に過度の応力をかけずに十分な圧縮を実現し、シール力を発生させることを保証します。過度の応力は押出を加速させる恐れがあります。.
バックアップリングの選定と配置
バックアップリングは高圧シールにおける陰の立役者です。これらの剛性または半剛性のリングは、圧力側のシールに隣接して配置され、物理的に押し出し隙間を塞ぎます。シール材がクリアランスに流れ込むのを防ぐダムのようなものと考えてください。.
PTFEバッキングリング (Beptoにおける10バー以上の基準):
- ショアD硬度50-60(エラストマーよりもはるかに硬い)
- 16バールで最大0.4mmの隙間を埋めることができます
- 低摩擦係数(0.05~0.10)
- 200℃まで温度安定
強化ポリウレタン製バッキングリング (中程度の圧力の場合):
- ショアA硬度 95-98
- 10バールにおいて最大0.3mmの隙間まで有効
- PTFEよりも優れた弾性
- 中圧用途においてより経済的
重要なのは位置決めです:バックアップリングは必ずシール圧力側に取り付ける必要があります。バックアップリングが逆向きに取り付けられ、全く保護機能を果たしていない事例を目にしたことがあります。適切な訓練で容易に回避できる、高コストなミスです。.
ロッドレスシリンダー特有の課題
ロッドレスシリンダーは、キャリッジシールがバレル全長に沿って滑走しながら圧力を維持しなければならないため、独特の押し出し課題をもたらします。ベプトでは、二重シール構成を採用しています:
- 一次シールショアA硬度92のポリウレタン製Uカップ(最適化されたリップ形状)
- 二次シールスプリング式エナジャイザー付きPTFEバッキングリング
- ワイパーシール: 一次シールを損傷する可能性のある汚染物質を除去します
この3要素システムは冗長性を提供します。主シールに押し出し損傷が生じ始めた場合、バックアップリングが致命的な故障を防ぎ、緊急のダウンタイムを経験する代わりに、メンテナンスを計画する時間を与えます。.
材料適合性と耐薬品性
シール押出成形は純粋に機械的なものではなく、化学的適合性が材料特性や押出抵抗に影響を与えます。適合しない流体や潤滑剤への曝露は以下を引き起こす可能性があります:
- うねり シール、摩擦と発熱の増加
- 柔らかくする 材料、押出抵抗を低減する
- ハーデン シールが破損し、亀裂が生じ、密封性が失われる
ベプトでは、一般的な産業環境に基づきシール材を指定しています:
- 標準空気ポリウレタンシール(優れた総合性能)
- 油分を含んだ空気NBRシール(耐油性)
- 高温用途バイトンシール(耐熱温度200℃)
- 食品・医薬品FDA準拠のポリウレタンまたはPTFE
予防保全と監視
設計が完璧であっても、シール状態の監視は予期せぬ故障を防ぎます。以下の対策をお勧めします:
目視検査 10万サイクルごと、または6か月ごと:
- シール端部の目に見えるかじり跡を確認する
- オイル漏れや空気漏れがないか確認する
- 詰まりなくスムーズに作動することを確認する
パフォーマンス監視:
- サイクル時間を追跡する(時間の増加は摩擦の上昇を示唆する)
- 空気消費量を監視する(増加は漏れを示している)
- 異常な音や振動があれば記録する
予知保全:
- 予想寿命の70-80%でシールを交換する
- 完全な失敗を待つな
- 計画的なダウンタイム中にスケジュールの代替を実行する
ベプトでは、お客様の特定の運転条件(圧力、サイクル率、温度、環境)に基づいたシール寿命予測ツールを提供しています。これにより、メンテナンス計画の推測作業が不要となり、生産スケジュールを乱す高コストな緊急故障を防止します。.
結論
押出ギャップの物理学は単なる学術理論ではありません。信頼性の高い空圧システムと、高コストで苛立たしいシール故障との分かれ目なのです。適切なバックアップリングの使用、作動条件に適合した材料の選定、そして精密なギャップ寸法を臨界値以下に維持することで、設計不良のシステムと比較してシール寿命を5~10倍延長できます。 ベプトでは、製造する全てのロッドレスシリンダーにこの押出防止原理を組み込んでいます。なぜなら、お客様の生産ラインが予期せぬダウンタイムを許容できないことを理解しているからです。シリンダーを指定する際は、曖昧な保証を受け入れるのではなく、押出抵抗性を証明する寸法仕様、ギャップ測定値、シールシステムの詳細を要求してください。🛡️
押出ギャップとシール不良に関するよくある質問
Q: 組み立て済みのシリンダーにおいて、分解せずに押出ギャップを測定するにはどうすればよいですか?
直接測定には分解が必要ですが、性能上の症状から過剰な隙間を推測できます:シール摩耗の加速(10万サイクル未満)、取り外したシールに目視可能なニブリング(微小な浸食)、経時的な空気消費量の増加、負荷時の圧力低下などです。重要用途においては、ベプトでは50万サイクルごとの定期点検を推奨します。この点検ではシールを検査し、精密測定工具を用いて隙間を確認します。.
Q: シリンダーの押し出し隙間が過剰な場合に、バックアップリングで補うことはできますか?
バックアップリングは設計不良のシリンダーに対する補助手段ではあるが完全な解決策ではない。最適寸法を超える0.1~0.15mmの隙間は補えるが、0.4mmを超える隙間ではバックアップリングを装着しても故障を引き起こす。さらに、過大な隙間はバックアップリング自体の摩擦と摩耗を増加させる。適切な初期隙間を備えた正しいシリンダー設計は、バックアップリングによる補正を試みるよりも常に優れている。.
Q: なぜ同じ圧力でも、サイクル速度が高いほどシールが早く劣化するのか?
サイクル速度が速いほど摩擦熱が増加し、シール材を軟化させて押出抵抗を低下させる。高速摩擦により90℃で動作するシールは、40℃時の同材質と比較して実質的にショアA硬度が10~15ポイント低下する。 さらに、急激な圧力サイクルは動的応力集中を生じ、ニブリング発生を加速させる。1m/秒を超える高速用途では、シール硬度を1段階上げ、最大隙間を0.02~0.03mm縮小すること。.
Q: 押出の懸念を完全に解消するシール材はありますか?
PTFEおよび充填PTFEコンパウンドは最高の押し出し抵抗性を提供し、0.3~0.4mmの隙間で16バール以上でも確実に機能しますが、ポリウレタンやゴムに比べて高いシール力が必要で弾性にも限界があります。ほとんどの空気圧用途では、バックアップリングを備えた適切に設計されたポリウレタンシールシステムが、より優れた総合性能を発揮します。具体的には、摩擦が低く、始動時のシール性が優れ、隙間が適切に管理されていれば十分な押し出し抵抗性を得られます。.
Q: カスタムシリンダーを注文する際、押出ギャップの要件をどのように指定すればよいですか?
発注書には明確な寸法仕様を記載してください:「ピストン外径とシリンダー内径間の最大ラジアルクリアランス:20℃で測定時0.15mm」および「シールシステムには[指定圧力]バール対応のPTFEバックアップリングを含めること」。ベプトでは、カスタムシリンダーごとに実際の測定ギャップとシールシステム仕様を記載した寸法検査報告書を提供し、お客様の特定の圧力・性能要件に合わせて設計されたシリンダーをお届けします。.
-
ショアA硬度計について学ぶエラストマーやゴムの抵抗性を測定するために使用される硬度計。. ↩
-
圧縮永久ひずみを理解する。これは材料が変形を受けた後に生じる永久的な変形である。. ↩
-
IT7などの標準公差等級を定義するISOの限界と合のシステムを参照する。. ↩
-
物質が温度変化によって膨張・収縮する仕組みを、その物理的性質に基づいて読み解く。. ↩
-
バックアップリングが金属部品間の隙間を埋めることで、押し出しを防止する仕組みを探る。. ↩
