

はじめに
採掘環境では、標準的なシリンダーロッドが数年ではなく数ヶ月で破壊される。🪨 研磨性粉塵、岩石粒子、鉱物汚染物質が毎ストロークごとに紙やすりのように作用し、傷をつける。 クロムメッキ1 そして壊滅的なシール破損を引き起こします。機器がこれほど過酷な条件で稼働する場合、従来の表面処理ではまったく不十分です。.
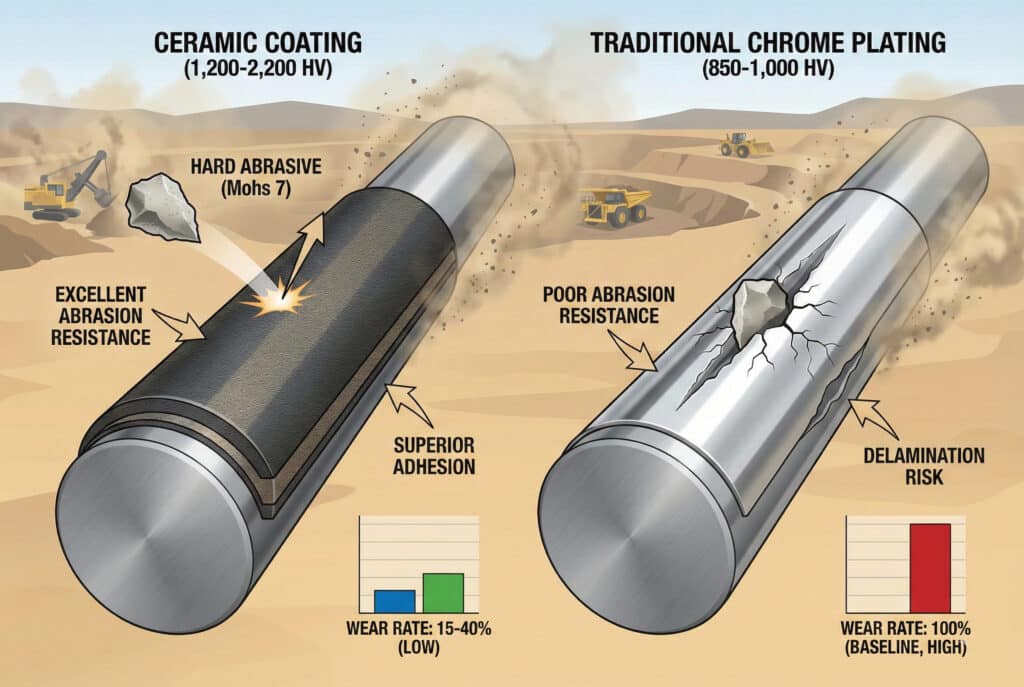
シリンダーロッド用セラミックコーティングは、硬度1,200~2,200HV(硬質クロムメッキの850~1,000HVと比較)を実現し、超硬質で耐摩耗性に優れたバリア層を形成。これにより、鉱業分野の研磨環境下においてロッド寿命を300~500%延長します。これらのコーティング(炭化クロム、炭化タングステン、酸化アルミニウムを含む)は、 溶射2 または PVD3 25~150ミクロンの厚さで加工され、優れた粒子抵抗性を提供すると同時に、空気圧シリンダーにおける効果的なシールに必要な滑らかな表面仕上げを維持します。.
前四半期、私はアリゾナ州の銅鉱山でメンテナンスエンジニアを務めるスティーブンと協力しました。彼の施設では、研磨性の銅鉱石粉塵の影響で、クロムメッキシリンダーロッドを4~6か月ごとに交換していました。交換のたびに重要なコンベア位置決めシステムが8~12時間停止し、1回の停止で15,000~20,000ドルの損失が発生していました。 当社が供給したベプト製ロッドレスシリンダーは、ガイドロッドにタングステンカーバイドセラミックコーティングを施した製品です。過酷な環境下で18ヶ月連続稼働後も、ロッドの摩耗は最小限に抑えられています。これにより交換サイクルを6ヶ月から推定3年以上へ延長し、120,000ドル以上のコスト削減を実現しました。.
目次
- セラミックコーティングが鉱業用途で優れている理由とは?
- シリンダーロッドにはどのタイプのセラミックコーティングが最適か?
- セラミックコーティングロッドとクロームコーティングロッドの総コスト比較
- 設置および保守において重要な考慮事項は何ですか?
セラミックコーティングが鉱業用途で優れている理由とは?
鉱山環境は材料の耐久性を究極的に試す場である。⛏️
セラミックコーティングは鉱業用途において従来のクロムめっきを凌駕する性能を発揮する。その結晶構造により硬度が2~3倍向上(1,200-2,200 HV 対 850-1,000 HV)、鉱物粒子に対する優れた耐摩耗性を実現し、衝撃荷重下での剥離を防止する優れた密着強度を備えるためである。 緻密なセラミックマトリックスは粒子埋込みを防止し、摩擦を30~40%低減する自己潤滑表面を形成。これによりロッドとシールの寿命を延長すると同時に、-40℃~+500℃の温度範囲で寸法安定性を維持します。.
耐摩耗性の優位性
採掘作業では、シリンダーロッドが地球上で最も研磨性の高い物質にさらされる:
| 研磨材 | モース硬度 | クロムめっきの摩耗率 | セラミックコーティング摩耗率 |
|---|---|---|---|
| シリカ粉塵(砂) | 7 | 100%(ベースライン) | 15-25% |
| 鉄鉱石 | 5-6 | 100% | 20-30% |
| 銅鉱石 | 3-4 | 100% | 25-35% |
| 石炭粉塵 | 2-3 | 100% | 30-40% |
| 石灰岩 | 3-4 | 100% | 25-35% |
硬度の優位性は顕著である。850~1,000 HVのクロムメッキは鋼鉄より硬いが、ほとんどの鉱物粒子よりは軟らかい。1,200~2,200 HVのセラミックコーティングは、ほとんどの研磨性汚染物質の硬度を上回り、粒子の浸透を防止する。.
耐衝撃性
鉱山設備は絶え間ない振動、衝撃荷重、および衝撃にさらされる。従来のクロムめっきはこうした条件下でひび割れや剥離を起こし、加速摩耗の起点となる。セラミックコーティングは適切な下地層と共に適切に塗布された場合、衝撃エネルギーをより効果的に分散させる。.
溶射セラミックコーティング 表面粗化と粒子相互噛み合いによる機械的結合を形成し、衝撃荷重下でも優れた接着性を発揮する。コーティングの層状構造は、壊滅的な剥離を起こさずに衝撃エネルギーを吸収する。.
温度安定性
地下採掘現場では、地表の凍結状態から地下40~50℃まで極端な温度変動が生じます。砂漠地帯の露天掘りは日中に50℃以上の高温に晒されます。セラミックコーティングはこの全温度範囲で特性を維持しますが、クロムメッキは繰り返しの温度変化により熱応力亀裂が発生する可能性があります。.
シリンダーロッドにはどのタイプのセラミックコーティングが最適か?
すべてのセラミックコーティングが空気圧用途に等しく適しているわけではありません。🔬
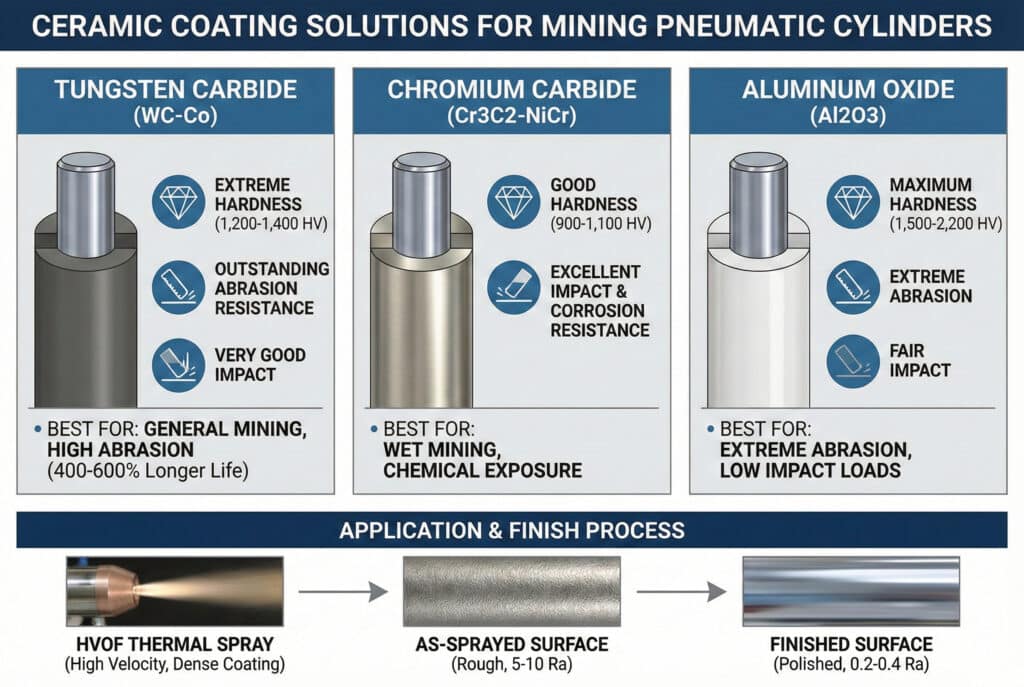
タングステンカーバイド(WC-Co)コーティングは、鉱業用シリンダーロッドにおいて、極度の硬度(1,200-1,400 HV)、靭性、表面仕上げの最適なバランスを提供し、シリカ豊富な環境下でクロムコーティングよりも400-600%長い寿命を実現します。 炭化クロム(Cr3C2-NiCr)は優れた耐食性と良好な硬度(900-1,100 HV)を発揮し、湿式採掘作業に最適です。酸化アルミニウム(Al2O3)は最高硬度(1,500-2,200 HV)を提供しますが、脆化を避けるため慎重な塗布が必要であり、衝撃荷重が最小限の極限摩耗環境に適しています。.
鉱業向けコーティング比較
| コーティングタイプ | 硬さ(HV) | 耐摩耗性 | 耐衝撃性 | 耐食性 | 最良の採掘アプリケーション |
|---|---|---|---|---|---|
| ハードクローム(ベースライン) | 850-1,000 | フェア | 良い | 素晴らしい | 清潔、屋内専用 |
| タングステンカーバイド(WC-Co) | 1,200-1,400 | 傑出した | 非常に良い | 良い | 一般採掘、高摩耗 |
| 炭化クロム(Cr₃C₂) | 900-1,100 | 素晴らしい | 素晴らしい | 傑出した | 湿式採掘、化学物質への曝露 |
| 酸化アルミニウム (Al₂O₃) | 1,500-2,200 | エクストリーム | フェア | 素晴らしい | 極度の摩耗、低衝撃 |
| 窒化チタン(TiN) | 2,000-2,400 | 非常に良い | フェア | 良い | 精密用途、低負荷 |
申請手続きが重要である
高速酸素燃料(HVOF)溶射タングステンカーバイドおよびクロムカーバイドコーティングの最高水準。HVOFは極めて緻密で密着性に優れたコーティングを形成し、気孔率を最小限に抑えます。粒子速度は600m/sを超え、優れた密着性とコーティング密度を実現します。.
プラズマスプレー酸化アルミニウムおよび一部の炭化物コーティングに使用される。HVOFよりも低コストだが、わずかに多孔質である。それでもほとんどの鉱業用途において優れた性能を発揮する。.
PVD(物理的気相成長法)極めて薄い(2~5ミクロン)超硬質コーティング(例:窒化チタン)を形成します。コーティング厚が薄いため低摩耗用途に限定されますが、卓越した表面仕上げを提供します。.
ベプトでは、私たちはパートナーとして ISO 90014 HVOF炭化タングステン塗布を専門とする認定コーティング施設。当社の標準鉱業用ロッドレスシリンダーは、最大接着性と耐久性を実現するため、研磨処理・応力除去を施した基材上に75~100ミクロンのWC-Coコーティングを施しています。.
表面仕上げ要求事項
セラミックコーティングは噴射直後、表面粗さが5~10 Raと粗く、空気圧シールには不向きである。コーティング後の研削・研磨により0.2~0.4 Raまで仕上げることが不可欠である。この仕上げ工程により、硬質セラミックマトリックスを維持しつつ表面の凹凸を除去し、シールを損傷せず耐摩耗性を保持する滑らかなシール面を形成する。.
セラミックコーティングロッドとクロームコーティングロッドの総コスト比較
採掘アプリケーションにおいて、初期価格は物語の一部に過ぎない。💰
セラミックコーティングシリンダーロッドは、クロムメッキ代替品よりも初期費用が80~150%高くなります(典型的な鉱業用シリンダーサイズで300~600対150~250)。 しかし、摩耗環境下では300~500%長い耐用年数を実現し、交換部品・人件費・ダウンタイムコストを考慮すると、5年間で総所有コストを40~60%削減します。シリンダー故障による生産損失が1件あたり10,000~50,000ドルに及ぶ操業環境では、投資回収期間は通常6~12ヶ月です。.
実世界コスト分析
シナリオ:石炭採掘コンベア位置決めシステム
| コスト要因 | クロームメッキ(5年) | セラミックコーティング(5年間) | 貯蓄 |
|---|---|---|---|
| 初期ロッドコスト | $220 | $450 | -$230 |
| リプレイスメント(9倍対2倍) | $1,980 | $450 | +$1,530 |
| 労働 (11回 @ $500) | $5,500 | $1,500 | +$4,000 |
| ダウンタイム(11回 @ $12,000) | $132,000 | $36,000 | +$96,000 |
| シール交換(追加摩耗) | $880 | $320 | +$560 |
| 5年間の総費用 | $140,580 | $38,720 | $101,860 |
この分析は、高シリカ含有量の石炭粉塵環境下で操業するウェストバージニア州の顧客からの実データに基づいています。.
ベプトの価値提案
主要ブランド価格を下回る25-35%で、セラミックコーティングを施したロッドレスシリンダーをOEM代替サプライヤーとして直接提供します。当社のタングステンカーバイドコーティングパッケージは、標準シリンダーに約$180-280を追加します。これは、同等の保護性能に対してプレミアムOEMブランドが請求する$400-600と比較した価格です。.
最近、ネバダ州の鉱山機械メーカーで調達マネージャーを務めるパトリシアと仕事をした。彼女はペルーとチリでの操業向けに、金鉱採掘設備用のシリンダーを仕様決定していた。現地は極めて摩耗が激しく、高地環境である。OEMサプライヤーはセラミックコーティングを施したロッドレスシリンダー1本につき$2,800ドル、納期16週間の見積もりを提示した。.
当社は寸法互換性のあるベプト製シリンダー(HVOF炭化タングステンコーティング)を1本あたり1,850ドルで提供し、4週間で納入しました。同社は現在、全ての鉱業用途でベプト製品を標準採用しており、部品コストを30~35%削減すると同時に納品信頼性を向上させています。.
セラミックコーティングが効果を発揮するとき
高付加価値アプリケーション:
- 設備のダウンタイム >$5,000円/時間
- クロムでの交換サイクルは12ヶ月未満
- 高シリカまたは鉱物粉塵への曝露
- アクセス困難な遠隔地
限界的な応用:
- 低サイクル設備(年間50,000サイクル未満)
- 清潔な環境またはほこりがやや多い環境
- メンテナンスのための容易なアクセス
- 予算制約のあるプロジェクト
当社は、あらゆる用途にプレミアムコーティングを売り込むのではなく、実際の稼働状況と総コスト分析に基づいた情報に基づいた意思決定をお客様に支援します。.
設置および保守において重要な考慮事項は何ですか?
セラミックコーティングは性能を最大限に引き出すために特別な取り扱いが必要です。🔧
セラミックコーティングロッドは、組み立て時の衝撃損傷回避、適切なシール材(標準NBRではなくポリウレタンまたは充填PTFE)の使用、低摩擦グリースによる適切な潤滑の維持、粒子堆積防止のための効果的なロッドブーツまたはワイパーの採用など、慎重な取り付け手順を必要とする。定期点検では摩耗深さよりもコーティングの健全性に重点を置くべきであり、わずかなコーティング損傷でも局所的な摩耗を加速させる可能性がある。保護スリーブでの適切な保管は、取り付け前の取り扱いによる損傷を防ぐ。.

インストールに関するベストプラクティス
取り扱い注意セラミックコーティングは非常に硬いものの、金属工具で打つと欠けたりひび割れたりすることがあります。施工時にはプラスチック製またはゴムコーティングされた工具を使用してください。コーティング面には直接クランプをかけず、保護スリーブを使用してください。.
シール互換性標準NBRシールはセラミックコーティングとの組み合わせでは最適な性能を発揮しない可能性があります。推奨する対応策:
- ポリウレタンシール最高の耐摩耗性と互換性
- 充填PTFE高温用途に最適
- HNBR(水素化NBR): 特性がバランスよく調和している
適切な潤滑セラミックコーティングは摩擦を低減しますが、初期の慣らし運転時の潤滑は極めて重要です。摩耗粒子を吸着しない二硫化モリブデンまたはPTFEベースのグリースを使用してください。.
保守点検
目視検査手順書:
- 月次点検:目視によるコーティングの損傷、欠け、剥離の有無を確認する
- 四半期ごと:ロッドの状態を示す指標としてシールの摩耗率を測定する
- 年次点検:顕微鏡検査による微細亀裂の詳細点検
清掃手順柔らかいブラシと圧縮空気を使用してください。コーティングを損傷する可能性のあるワイヤーブラシや研磨パッドは絶対に使用しないでください。コーティングされた表面に高圧水噴射を直接当てないようにしてください。.
環境保護
セラミックコーティングされたロッドでさえ、環境保護の恩恵を受ける:
ロッドブーツアコーディオン式ブーツはロッド表面との粒子接触を80-90%防止し、セラミックコーティングの寿命を2-3倍延長します。.
ワイパー高効率ポリウレタンワイパーは、粒子がシールに接触する前に除去し、コーティング表面とシール表面の両方を保護します。.
空気ろ過適切な圧縮空気のろ過(ISO 8573-15 クラス6以上の粒子()は、シールを内部から損傷させる可能性のある内部汚染を防止します。.
ベプトでは、鉱業用途向けに特別設計された包括的な環境保護パッケージを提供しています。これには、耐衝撃・耐振動性に優れたヘビーデューティロッドブーツ、デュアルワイパーアセンブリ、および取付金具が含まれます。.
結論
セラミックコーティングは、鉱業用途においてシリンダーロッドを消耗部品から長期資産へと変革します。優れた耐摩耗性と耐久性により、交換頻度、メンテナンスコスト、予期せぬダウンタイムを劇的に削減します。🏆
鉱業用シリンダー向けセラミックコーティングに関するよくある質問
Q: 既存のクロムメッキロッドにセラミックコーティングをアップグレードとして施すことは可能ですか?
はい、ただしまず研削または化学的剥離によりクロムを完全に除去し、基材となる鋼鉄表面に到達させる必要があります。その後、ロッドをグリットブラスト処理してセラミックコーティングの密着に必要な表面プロファイルを形成し、コーティングを施した後、仕上げ研削を行います。この再生処理費用は新品のセラミックコーティングロッドの60~70%程度であり、大径ロッドやカスタムロッドには経済的ですが、標準サイズの場合は通常、交換を推奨しています。.
Q: 稼働中にセラミックコーティングが損傷したり欠けたりした場合、どうなりますか?
表面の微小な欠け(直径2mm未満)は、接着層が損傷していない限り通常は拡大しません。周囲のセラミックが基材を保護し続けるためです。ただし、基材の鋼材が露出する損傷が生じると、局所的な摩耗点が発生し、摩耗が加速する可能性があります。損傷したロッドは、壊滅的な故障を待つのではなく、次回の定期メンテナンス時に交換すべきです。これが、過酷な鉱山環境では四半期ごとの点検を推奨する理由です。.
Q: セラミックコーティングには特別な慣らし運転が必要ですか?
はい、セラミックコーティングロッドは、適切な潤滑を施した状態で、低速(通常運転の50~60%)かつ低圧(作動圧力の70~80%)での50~100サイクルの慣らし運転期間を設けることで効果を発揮します。これによりシールがコーティング表面に密着し、初期の潤滑油膜が形成されます。慣らし運転を省略すると、運転開始後数時間以内にシールの早期摩耗を引き起こす可能性があります。.
Q: 陶磁器コーティングは、水にさらされる湿潤な鉱業環境においてどのような性能を発揮しますか?
セラミックコーティングは湿潤環境で優れた性能を発揮する。炭化クロムおよび炭化タングステンコーティングは高い耐食性を有し、クロムめっきを剥離させる可能性のある表面下腐食の影響を受けない。ただし、水は乾燥した粉塵よりも研磨粒子を効率的に運搬するため、環境シール(ロッドブーツ、効果的なワイパー)がさらに重要となる。適切なシステム設計により、湿潤鉱業用途で優れた性能が確認されている。.
Q: セラミックコーティングされたロッドは、摩耗後に修理または再コーティングできますか?
セラミックコーティングされたロッドは剥離・再コーティングが可能ですが、各サイクルで表面処理により基材が0.1~0.2mm除去されます。通常、寸法公差が損なわれる前に2~3回の再コーティングが可能です。再コーティング費用は新品ロッド価格の50~60%です。 ベプトでは、高価値用途やカスタム用途向けにロッド再生サービスを提供していますが、標準シリンダーサイズの場合、交換の方が経済的な場合が多いです。.
