

はじめに
高速シリンダーが内部から自らを破壊しています。ストローク終了時の激しい衝撃が装置全体に衝撃波を伝播させ、取付ブラケットにひびを入れ、締結部品を緩め、精密部品を徐々に破壊しています。緩衝弁を調整してもシリンダーは依然として早期に故障します。問題は調整ではなく、緩衝装置の基本的なエネルギー吸収能力を超過していることです。💥
内部エアクッションの運動エネルギー吸収限界は、クッションチャンバー容積、最大許容圧力(通常800~1200 psi)、圧縮ストローク長によって決定され、シリンダー内径サイズに応じて5~50ジュールが典型的な限界値となる。 この限界を超えると、クッションシールが破損し、構造的損傷が生じ、クッションが「ボトムアウト」して質量を減速できなくなるため激しい衝撃が発生する。高速空気圧システムにおける壊滅的な故障を防ぐには、正確なエネルギー計算が不可欠である。.
2週間前、私はミシガン州の自動車部品メーカーでメンテナンス監督を務めるケビンと協力した。彼の生産ラインでは、63mmボアのロッドレスシリンダーが25kgの負荷を2.0m/sで移動させており、ストロークごとに50ジュールの運動エネルギーを発生させていた。彼のシリンダーは6~8週間ごとに故障し、クッションシールが破損しエンドキャップに亀裂が入っていた。 OEMサプライヤーは交換部品を送り続けたが、根本原因には一切対処しなかった。その用途ではクッションの吸収容量28ジュールをほぼ倍上回る負荷が発生していたのだ。物理的な根本問題を、いかなる調整でも解決することは不可能だった。🔧
目次
- エアクッションのエネルギー吸収能力を決定する要因は何か?
- 空気圧システムにおける運動エネルギーはどのように計算しますか?
- クッション吸収限界を超えた場合、何が起こるのか?
- エネルギー吸収能力を高めるにはどうすればよいですか?
- 結論
- エアクッションのエネルギー限界に関するよくある質問
エアクッションのエネルギー吸収能力を決定する要因は何か?
クッション性能を制限する物理的要因を理解することで、一部の用途が安全な動作限界を超える理由が明らかになる。📊
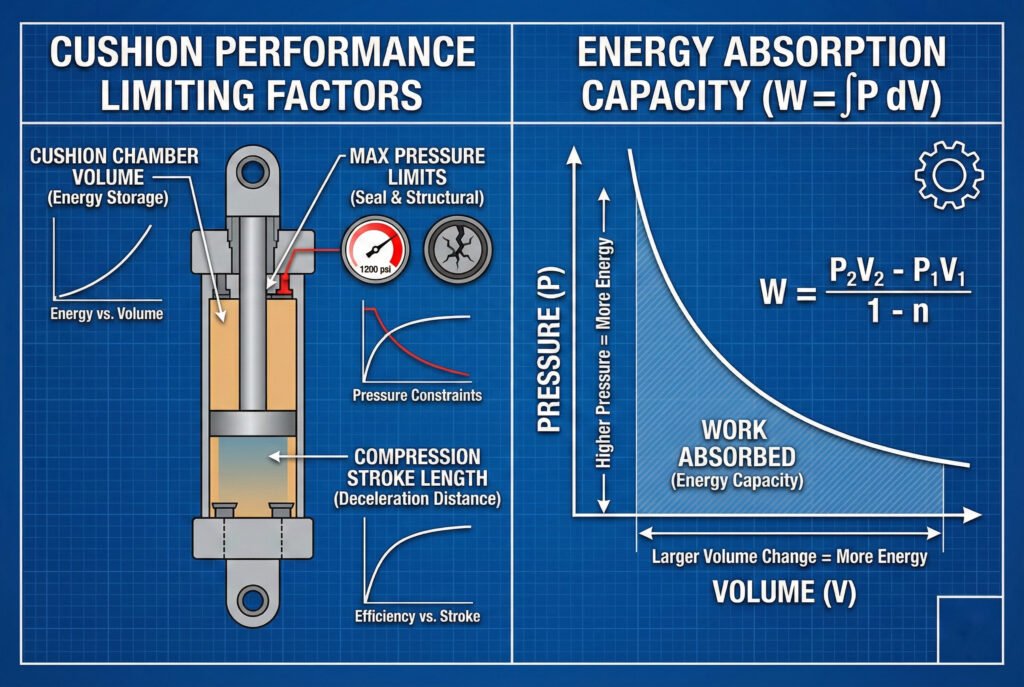
エアクッションのエネルギー吸収能力は、主に3つの要素によって決定される:クッションチャンバーの容積(容積が大きいほどより多くのエネルギーを蓄積)、最大安全圧力(シールと構造定格により通常800-1200 psiに制限される)、および有効圧縮ストローク(減速が発生する距離)。 エネルギー吸収式 W = ∫P dV は、圧縮時の圧力-体積曲線下の面積が仕事量に等しいことを示し、クッションチャンバー容積1cm³当たり0.3~0.8ジュールの実用限界値を持つ。.
クッション室容積
閉じ込められた空気の体積は、エネルギー貯蔵容量を直接決定する:
容量ベースの容量:
- 小口径(25-40mm):20-60 cm³ チャンバー = 6-18 J 容量
- 中口径(50-80mm):80-200 cm³ チャンバー = 24-60 J 容量
- 大口径(100-125mm):250-500 cm³のチャンバー = 75-150 Jの容量
クッション室の1立方センチメートルあたりは、圧縮比と最大圧力限界に応じて、約0.3~0.8ジュールのエネルギーを吸収できます。.
最大圧力限界
クッション圧力は部品定格を超えてはならない:
圧力制約:
- シール制限: 定格800~1000 psiの標準シール
- 構造上の限界: シリンダー本体およびエンドキャップは1000-1500 psiの定格
- 安全率: 通常、最大定格60-70%向けに設計
- 実用限界: 信頼性を確保するためのピーククッション圧:600~800 psi
これらの圧力を超えると、シール押出、エンドキャップ破損、または致命的な構造損傷を引き起こす。.
圧縮行程長
圧縮が発生する距離はエネルギー吸収に影響する:
| クッションストローク | 圧縮比 | エネルギー効率 | 典型的な応用例 |
|---|---|---|---|
| 10-15mm | 低(2-3:1) | 60-70% | コンパクトな設計 |
| 20-30mm | 中程度(4-6:1) | 75-85% | 標準シリンダー |
| 35-50mm | 高(8-12:1) | 85-92% | 重負荷システム |
ストロークを長くすることで圧縮がより漸進的になり、エネルギー吸収効率が向上し、ピーク圧力が低減される。.
エネルギー吸収式
エアクッションの作業能力は熱力学原理に従い、具体的には 仕事とエネルギーの原理1:
$$
W = ∫ P \, dV = (P₂ V₂ – P₁ V₁) / (1 – n)
$$
場所:
この式は、エネルギー吸収が大きな体積変化と高い最終圧力によって最大化されるが、材料の限界によって制約されることを示している。⚙️
空気圧システムにおける運動エネルギーはどのように計算しますか?
正確なエネルギー計算は、クッション容量をアプリケーション要件に適合させるための基盤である。🔬
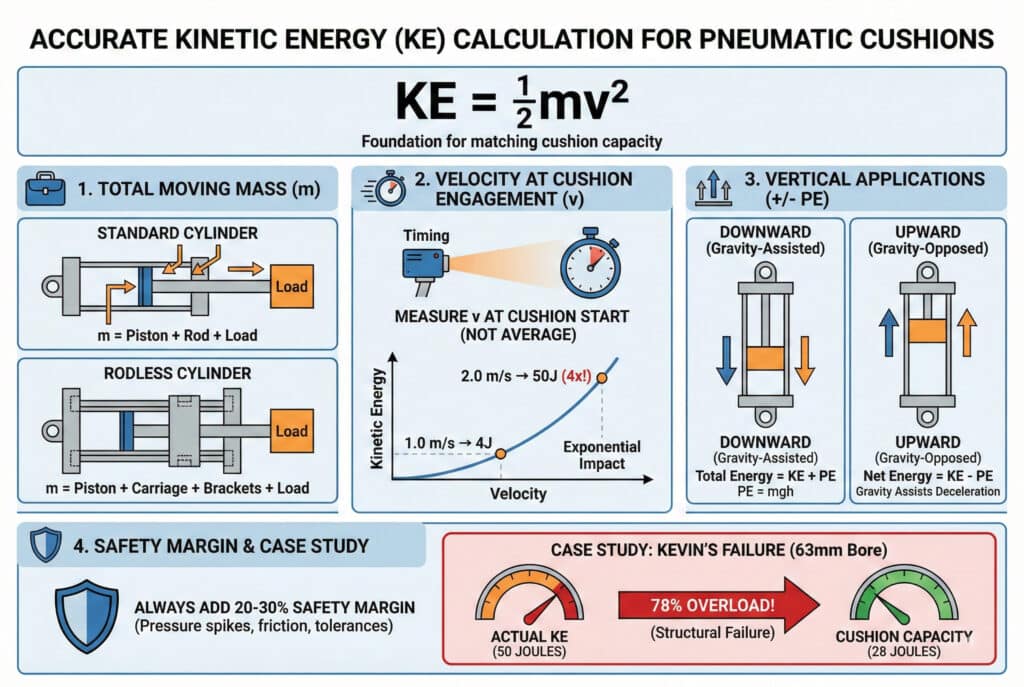
運動エネルギーは KE = ½mv² で計算する。ここで m は総移動質量(ピストン+ロッド+負荷)をキログラムで、v はクッション接触時の速度をメートル毎秒で表す。ロッドレスシリンダーの場合はキャリッジ質量を含め、水平用途では重力の影響を除外し、垂直用途では位置エネルギー(PE = mgh)を加える。 圧力スパイク、摩擦変動、部品公差を考慮するため、常に20~30%の安全率を加算すること。.
基本運動エネルギー計算
$$
KE = \frac{1}{2} m v^{2}
$$
例1 – 軽負荷:
- 移動質量:8 kg
- 速度:1.0 m/s
- KE = ½ × 8 × 1.0² = 4 ジュール
例2 – 中負荷:
- 移動質量:15 kg
- 速度:1.5 m/s
- KE = ½ × 15 × 1.5² = 16.9 ジュール
例3 – 重い負荷:
- 移動質量:25 kg
- 速度:2.0 m/s
- KE = ½ × 25 × 2.0² = 50 ジュール
速度が倍増すると運動エネルギーは4倍になることに注意せよ——速度はクッション要件に指数関数的な影響を与える。.
質量計算コンポーネント
移動する総質量を正確に決定することは極めて重要である:
標準シリンダー用:
- ピストンアセンブリ:0.5~3 kg(内径による)
- ロッド:0.2~1.5 kg(直径と長さによる)
- 外部荷重:実際のペイロード質量
- 合計 = ピストン + ロッド + 負荷
ロッドレスシリンダー用:
- 内部ピストン:0.3~2 kg
- 外部キャリッジ:1~5 kg
- 取付ブラケット:0.5~2 kg
- 外部荷重:実際のペイロード質量
- 合計 = ピストン + キャリッジ + ブラケット + 負荷
速度測定
クッション接触時の実速度を測定または計算する:
測定方法:
- タイミングセンサー:既知の距離における時間を測定する
- 速度 = 距離 ÷ 時間
- クッション作動前の加速/減速を考慮する
- クッション開始時には平均速度ではなく速度を使用する
空気流量からの計算:
- 速度 = (流量 × 60) / (ピストン面積 × 1000)
- 正確な流量測定が必要
- 圧縮効果による精度低下
垂直方向のアプリケーション調整
垂直円柱の場合、以下を追加する 重力ポテンシャルエネルギー4:
下降運動(重力補助):
- 総エネルギー = 運動エネルギー + 位置エネルギー
- PE = mgh(ここで h = ストローク長(メートル単位)、g = 9.81 m/s²)
- クッションは運動エネルギーと位置エネルギーの両方を吸収しなければならない
上向きの運動(重力に逆らう):
- 重力は減速を助ける
- 正味エネルギー = 運動エネルギー – 位置エネルギー
- クッション要件の削減
ケビンのミシガン州出願分析:
ケビンの故障したシリンダーを分析したとき、数値が即座に問題を明らかにした:
- 移動質量:25 kg(製品18 kg + キャリッジ7 kg)
- 速度:2.0 m/s(タイミングセンサーで測定)
- 運動エネルギー:½ × 25 × 2.0² = 50ジュール
- クッション容量:63mmボア、120 cm³チャンバー = 最大28ジュール
- エネルギー過剰:78%の過剰容量 🚨
彼のシリンダーが自己破壊するのも無理はない。クッションは吸収できる限りの衝撃を吸収した後、残りの22ジュールが構造部品に吸収され、それが故障の原因となっていたのだ。💡
クッション吸収限界を超えた場合、何が起こるのか?
故障モードを理解することは、問題の診断と壊滅的な損傷の防止に役立ちます。⚠️
クッションエネルギーの限界値を超えると、段階的な破損が発生する:第一に、ピーク圧力がシール定格値を超え、押出やブローバイを引き起こす。第二に、過剰な圧力が構造的応力を生み、エンドキャップの亀裂や締結部品の破損を招く。第三に、クッションが「ボトムアウト」し、ピストンが高速でエンドキャップに接触することで、激しい衝撃、95デシベルを超える騒音レベル、そして部品の急速な破壊を引き起こす。 過負荷の深刻度に応じて、典型的な故障進行は10,000~50,000サイクルで発生する。.
ステージ1:シールの劣化(0-20%過負荷)
初期症状はクッションシールに現れる:
早期の警告サイン:
- 空気消費量の増加(0.5~2 SCFMの超過)
- クッション動作中にわずかなシューッという音がする
- 衝撃の厳しさの漸増
- アザラシの寿命が2~3年から6~12ヶ月に短縮された
物理ダメージ:
ステージ2:構造的ストレス(20-50% 過負荷)
過度の圧力はシリンダー構造を損傷します:
| コンポーネント | 故障モード | 故障までの時間 | 修理費用 |
|---|---|---|---|
| エンドキャップ | ポートスレッドの亀裂 | 50,000~100,000サイクル | $150-400 |
| タイロッド | 緩める/伸ばす | 30,000~80,000サイクル | $80-200 |
| クッションスリーブ | 変形/ひび割れ | 40,000~90,000サイクル | $120-300 |
| シリンダー本体 | 端キャップの膨らみ | 100,000回以上 | 代替 |
ステージ3:壊滅的故障(>50% 過負荷)
深刻な過負荷は急速な破壊を引き起こす:
故障特性:
- 各ストロークごとに発生する大きな打撃音(95デシベル以上)
- シリンダーの可視的な動き/振動
- 急速なシール破損(年単位ではなく数週間単位)
- エンドキャップのひび割れまたは完全な分離
- 飛散する部品による安全上の危険
「底入れ現象」
クッション容量が完全に超過した場合:
何が起こるか:
- クッション室は最小容積まで圧縮される
- 圧力が最大値に達する(1000+ psi)
- ピストンは動き続ける(エネルギーが完全に吸収されていない)
- 金属同士の衝突が発生する
- 衝撃波がシステム全体に伝播する
結果:
- 衝撃力:2000-5000N(適切な緩衝材使用時:50-200N)
- 騒音レベル:90~100デシベル
- 機器損傷:緩んだ締結具、割れた溶接部、軸受損傷
- 位置決め誤差:バウンスおよび振動による±1~3mm
現実世界の失敗のタイムライン
ケビンのミシガン州施設は明確な文書を提供した:
故障進行(50Jエネルギー、28J容量):
- 第1~2週: わずかな騒音の増加、目に見える損傷なし
- 第3~4週: 顕著なヒス音、空気消費量増加 15%
- 第5~6週: 大きな衝撃音、シリンダーの可視振動
- 第7~8週: クッションシールの破損、エンドキャップの亀裂が確認できる
- 第8週: シリンダー交換を必要とする完全な故障
この予測可能な進行は、各サイクルが累積的な損傷を与え、故障を加速させるため発生する。📉
エネルギー吸収能力を高めるにはどうすればよいですか?
計算により緩衝容量が不足していることが判明した場合、安全な運転を回復させるためのいくつかの解決策があります。🔧
エネルギー吸収能力を向上させる主な方法は四つ:クッション室容積の拡大(最も効果的、シリンダー再設計が必要)、クッションストローク長の延長(効率を15~25%改善)、接近速度の低減(切削速度25%低下でエネルギー44%削減)、外部ショックアブソーバーの追加(20~100+ジュールに対応)。 既存シリンダーでは速度低減と外部吸収装置が実用的な改修手段となる一方、新規設置では最初から十分な内部緩衝機能を設計仕様に明記すべきである。.

解決策1:クッション室容積の増加
最も効果的だが最も手間のかかる解決策:
実装:
- シリンダーの再設計または交換が必要
- チャンバー容積を50~100%増加させ、比例容量を増加させる
- Beptoは15-20%チャンバー容量により強化されたクッションオプションを提供します
- コスト:シリンダーサイズにより$200-600
有効性:
- 正比例:体積が2倍なら容量も2倍
- 運用上の変更は不要です
- 恒久的な解決策
解決策2:クッションストローク長を延長する
圧縮効率を向上させる:
変更点:
- クッション付き槍/スリーブを10~20mm延長する
- 射程距離を増加させる
- エネルギー吸収を15-25%改善します
- 価格:カスタムクッション部品用 $80-200
制限事項:
- ストローク長が利用可能であることが必要です
- 40~50mmを超えると収穫逓減
- サイクルタイムにわずかな影響を与える可能性があります
解決策3:作動速度を低下させる
最も即効性があり費用対効果の高い解決策:
速度低減の影響:
- 25%の速度低減 = 44%のエネルギー低減
- 50%の速度低減 = 75%のエネルギー低減
- フロー制御の調整によって達成された
- 費用: $0(調整のみ)
トレードオフ:
- サイクル時間を比例的に増加させる
- 生産スループットが低下する可能性があります
- 適切なクッションが設置されるまでの暫定的な解決策
解決策4:外部ショックアブソーバーを追加する
余剰エネルギーを外部で処理する:
| ショックアブソーバータイプ | エネルギー容量 | 費用 | 最適なアプリケーション |
|---|---|---|---|
| 油圧式調整可能 | 20-100 J | $150-400 | 高エネルギー系 |
| 自己補償式 | 10-50 J | $80-200 | 可変負荷 |
| エラストマー製バンパー | 5-20 J | $20-60 | 光過負荷 |
設置に関する考慮事項:
- ストローク端に取付スペースが必要
- 機械的な複雑さを加える
- メンテナンス項目(1~2年ごとに再構築)
- 改造用途に最適
ケビンのミシガン解決策
ケビンの過負荷シリンダーに対する包括的な修正を実施しました:
即時対応(第1週):
- 速度を2.0 m/sから1.5 m/sに低下
- エネルギーが50Jから28Jに減少(容量内)
- 生産スループットが一時的に15%減少した
恒久的な解決策(第4週):
- シリンダーをBepto強化クッションモデルに交換
- チャンバー容積は120 cm³から200 cm³に増加した
- エネルギー容量が28Jから55Jに増加した
- 復元された完全な2.0 m/sの速度
6か月後の結果:
- クッションの故障ゼロ件(過去6か月間の故障件数6件と比較)
- シリンダー寿命は4~5年と予測される(従来の2~3か月と比較して)
- 騒音が94デシベルから72デシベルに低減された
- 設備振動低減 80%
- 年間節約額:$32,000(交換部品とダウンタイム)💰
鍵は、適切な計算と適切な部品選定を通じて、クッション容量を実際のエネルギー要求に適合させることだった。.
結論
運動エネルギー吸収限界の計算は任意の設計作業ではなく、高速空気圧システムにおける壊滅的な故障を防ぐために不可欠です。運動エネルギーを½mv²を用いて正確に算出し、チャンバー容積と圧力限界に基づく緩衝容量と比較し、限界値を超えた場合に適切な対策を講じることで、破壊的な衝撃を排除し、信頼性の高い長期運転を実現できます。 ベプトでは、過酷な用途に十分な容量を備えた緩衝システムを設計し、お客様のシステムが安全な範囲内で稼働するよう技術サポートを提供します。.
エアクッションのエネルギー限界に関するよくある質問
既存のシリンダーの最大エネルギー吸収能力をどのように計算しますか?
最大クッション容量は次の式で算出する:エネルギー(J)= 0.5 × チャンバー容積(cm³)× (P_max – P_system) / 100ここで、P_max は最大安全圧力(通常 800 psi)、P_system は作動圧力である。. 内径63mmのシリンダーで、クッションチャンバー容量120cm³、システム圧力100psiの場合:エネルギー = 0.5 × 120 × (800-100)/100 = 最大42ジュールこの簡略化された計算式は、安全性の検証に適した保守的な見積もりを提供します。特定のシリンダーモデルの詳細な解析については、Beptoにお問い合わせください。.
シリンダー内径サイズごとの標準的なエネルギー吸収能力はどれくらいですか?
エネルギー吸収能力はおおむねボア面積に比例する:40mmボア=8-15J63mmボア=20-35J80mmボア=35-60J100mmボア=60-100J※クッション設計の品質に依存する. これらの範囲は、8~12%のチャンバー容積と600~800 psiのピーク圧力限界を想定した標準的な緩衝設計に基づいています。より大きなチャンバーを備えた強化緩衝設計では、容量を50~100%増加させることが可能です。ボアサイズのみに基づいて推測するのではなく、常に計算またはメーカー仕様書を通じて実際の容量を確認してください。.
既存のシリンダーを改造して、より高いエネルギー負荷に対応できるようにすることは可能ですか?
改造は可能だが制限がある:クッションストローク長を延長(15-25%容量増加)または外部ショックアブソーバーを追加(20-100+ジュール対応)できるが、内部クッション容量を大幅に増加させるにはシリンダーの交換が必要となる。. 容量を20-40%超過する用途では、外部ショックアブソーバーがシリンダーあたり150-400ドルで費用対効果の高い解決策を提供します。より大きな過負荷や新規設置の場合、最初から十分な内部緩衝機能を備えたシリンダーを指定してください。Beptoはわずかなコスト増で強化された緩衝オプションを提供しています。.
計算されたエネルギー限界値で正確に動作させた場合、何が起こるか?
設計容量の100%で運転すると、質量・速度・圧力・部品状態の変動に対する安全余裕が全く残されず、ほとんどの用途において6~12ヶ月以内に早期故障を引き起こす。. ベストプラクティス:通常条件下での最大容量を60-70%として設計し、負荷変動、圧力変動、シール摩耗、予期せぬ状況に対する安全マージンとして30-40%を確保する。このマージンにより部品寿命が3~5倍延長され、軽微な運転変動による致命的な故障を防止する。.
温度はクッションのエネルギー吸収能力にどのように影響しますか?
高温は空気密度と粘度を低下させ、20℃と比較して60-80℃ではエネルギー吸収能力を10-20%減少させる。同時にシール劣化を加速し、クッション効果をさらに低下させる。. 低温(0°C未満)では空気密度がわずかに増加するが、シール材の硬化を引き起こし緩衝性能を低下させる。広範囲の温度条件下で使用する場合、想定最高動作温度での容量を計算し、シール材の適合性を確認すること。Bepto社は過酷な環境条件下での使用向けに温度補償型緩衝設計を提供している。.
