

はじめに
想像してみてください:生産ラインが順調に稼働している最中、突然油圧ショックアブソーバーが致命的な故障を起こし、空圧式ロッドレスシリンダーシステムがクラッシュする。その原因は?キャビテーション——製造業者に予期せぬダウンタイムによる多額の損失をもたらす、静かな殺し屋です。この微小な脅威は気泡を形成し、金属部品を内側から破壊するほどの力で内破するのです。.
油圧ショックアブソーバーにおけるキャビテーションは、急激な圧力低下によって気泡が発生し、それが激しく崩壊することで生じる。これにより、ピット(穴あき)の発生、騒音、減衰性能の低下、部品の早期故障を引き起こす。ロッドレスシリンダーを用いた空気圧システムでは、高速作動と反復動作サイクルにより流体劣化と構造損傷が加速されるため、このリスクはさらに増大する。.
ベプトでの勤務歴の中で、この状況を何度も目にしてきました。つい先月も、ミシガン州の保守技術者から慌てた連絡がありました。彼の施設の自動組立ラインが完全に停止したのです。キャビテーションによって2週間で3つのショックアブソーバーが腐食したためです。実際の現象と、投資を保護する方法についてご説明しましょう。.
目次
- 油圧ショックアブソーバーにおけるキャビテーションとは具体的に何か?
- なぜ空気圧システムはキャビテーションリスクが高くなるのか?
- 壊滅的な故障の前にキャビテーションをどのように検出できるか?
- 実際の現場で効果を発揮する予防策とは?
- 結論
- 油圧ショックアブソーバーにおけるキャビテーションに関するよくある質問
油圧ショックアブソーバーにおけるキャビテーションとは具体的に何か?
敵を知れば、戦いの半分は勝ったも同然だ。💡
キャビテーションとは、流体圧力がその臨界値を下回る物理現象である。 蒸気圧1, 溶解したガスが気泡を形成する。これらの気泡が高圧領域に移動すると、激しく崩壊する。これにより発生する衝撃波は金属表面を侵食し、過剰な熱を発生させ、特徴的なノッキング音を発生させ、最終的にショックアブソーバーの減衰性能を損なう。.
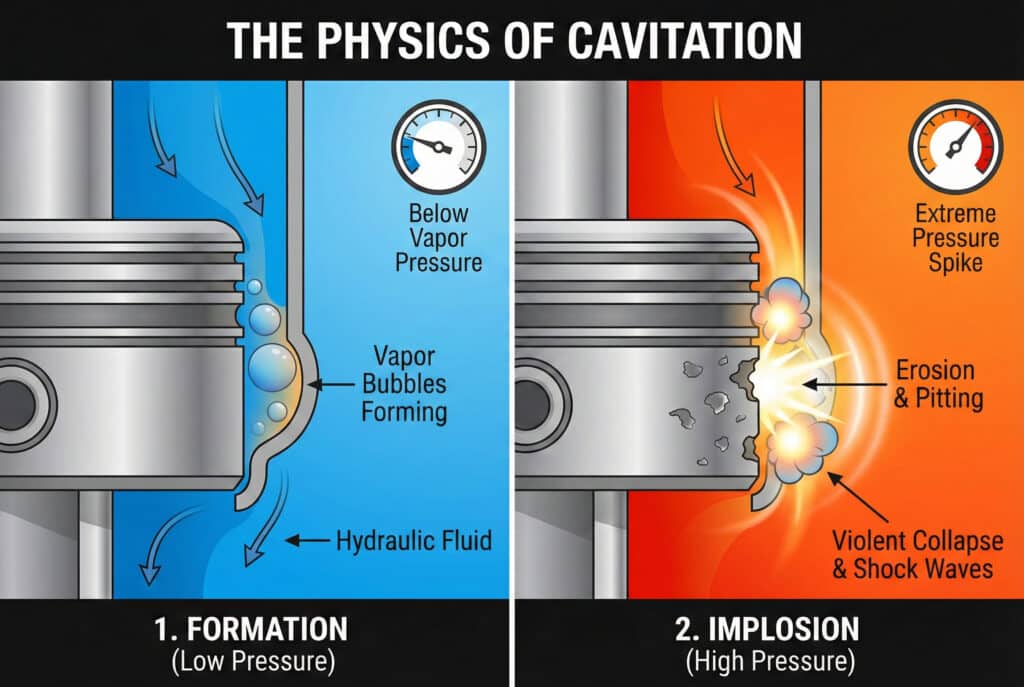
破壊の背後にある物理学
空気圧式ロッドレスシリンダーが高速減速する際、ショックアブソーバーのピストンが作動油内に局所的な低圧領域を生じさせる。この圧力が作動油の蒸気圧(温度により変動)を下回ると、微細な気泡が瞬時に発生する。ピストンがストロークを続けると、これらの気泡は高圧領域に入り込み 内破する2 驚異的な力で—局所的な温度は1,000°Cを超え、圧力急上昇は10,000 psiを超える。.
キャビテーション損傷の三段階
- 開始段階金属表面に微小なピット腐食が発生し始める
- 開発段階: 窪地が合体してより大きなクレーターとなり、構造的完全性を低下させる
- 高度な段階完全な表面侵食、シール損傷、および部品の完全な故障
空気圧アプリケーションにおける課題は、ロッドレスシリンダーがしばしば毎分60サイクルを超えるサイクル速度で2m/sを超える速度で動作することであり、この条件下では3つの段階すべてが劇的に加速される。.
なぜ空気圧システムはキャビテーションリスクが高くなるのか?
空気圧自動化はキャビテーションの完璧な嵐を生み出す。⚠️
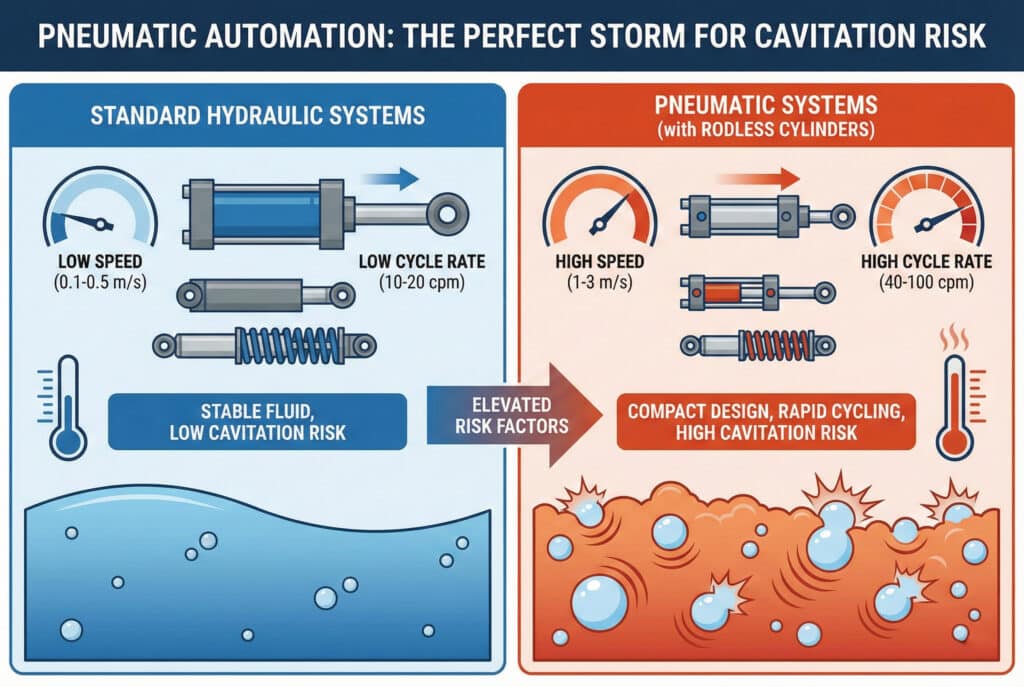
ロッドレスシリンダを備えた空気圧システムは、高い作動速度(多くの場合1~3m/s)、頻繁な始動・停止サイクル、急激な圧力変動、および流体容量が限られたコンパクトなショックアブソーバ設計を併せ持つため、キャビテーションリスクが高まる。これらの要因により、従来の油圧専用システムと比較してより深刻な圧力差と高い流体温度が生じ、キャビテーションの発生と伝播が著しく起こりやすくなる。.
速度とサイクルレート:二重の脅威
実際の事例をご紹介しましょう。オハイオ州の包装施設で生産管理者を務めるトーマス氏は、高速選別ラインでショックアブソーバーの故障が頻発したため当社に連絡してきました。同氏の空気圧式ロッドレスシリンダーは毎分80回のサイクル動作(シリンダーの定格容量を大幅に下回る)を行っていましたが、油圧ショックアブソーバーは熱の蓄積と圧力変動に耐えられなかったのです。.
| システムタイプ | 標準速度 | サイクルレート | キャビテーションリスク |
|---|---|---|---|
| 標準油圧 | 0.1~0.5 m/s | 10~20 cpm | 低 |
| ロッドレスシリンダ式空圧装置 | 1-3 m/s | 40~100 cpm | 高 |
| ベプト最適化システム | 1-3 m/s | 40~100 cpm | 削減された60% |
流体温度と粘度の変化
空気圧システムは、空気圧縮と高速サイクルによりより多くの熱を発生させる。油圧作動油の温度が40℃から80℃(高速アプリケーションで一般的)に上昇すると、その蒸気圧は劇的に増加する一方で 粘度3 滴下。これによりキャビテーション発生までの安全マージンが狭くなる。.
コンパクト設計の制約
省スペース型の空気圧設計では、小型のショックアブソーバーと小型の作動油タンクが求められることが多い。作動油量が少ないと温度上昇が速くなり、気泡の溶解時間が短くなり、圧力急上昇を吸収する能力が低下する。これらはすべてキャビテーションの要因となる。.
壊滅的な故障の前にキャビテーションをどのように検出できるか?
早期発見はダウンタイムコストを数千ドル節約します。🔍
キャビテーションは主に4つの指標で検知可能です:減速時の特徴的なガタつき音やノッキング音、メンテナンス時のピストンロッドや内部部品のピットや浸食の視認、不安定な停止位置を伴う不均一な減衰性能、70°Cを超える動作温度の上昇です。これらの警告サインを定期的に監視することで、ショックアブソーバーの完全故障による生産停止を未然に防ぐことが可能です。.
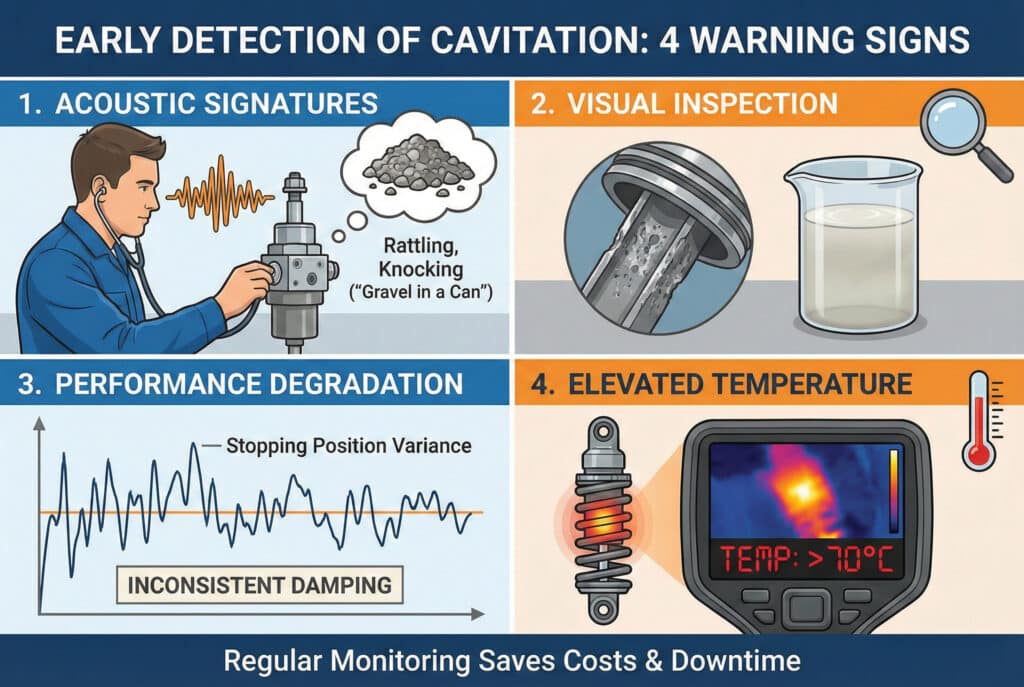
音響シグネチャ:機器の音を聴き取れ
キャビテーションは特徴的な「缶の中の砂利」のような音を発生させる——通常の油圧のヒス音とは明らかに異なる。私はいつも整備チームにこう伝えている:ショックアブソーバーが岩を噛んでいるような音を立てているなら、それはキャビテーションだ。.
目視検査手順書
定期メンテナンス中に、以下を確認してください:
- ピストンロッド表面オレンジの皮のような、ざらざらした凹凸のある部分を探してください
- 流動状態乳白色または変色した液体は空気混入を示します
- シール完全性早期シール摩耗はキャビテーション損傷を伴うことが多い
性能劣化指標
以下の主要指標を追跡してください:
- 停止位置のばらつき±2mmを超える増加は減衰損失を示します
- サイクルタイムのドリフト減速の漸進性はショックアブソーバーの効率低下を示唆する
- 気温の推移65°Cを超える安定した測定値は問題を示している
ドイツの自動車部品メーカーで保守エンジニアを務めるサラは、空気圧式組立ステーションに週次温度記録システムを導入した。これにより3つのショックアブソーバーで初期段階のキャビテーションを発見し、緊急停止を回避するために計画停止期間中に交換を実施。この簡素な監視手順により、同施設は生産損失による15,000ユーロ以上の損失を回避した。.
実際の現場で効果を発揮する予防策とは?
予防は修復に勝る。毎回そうだ。🛡️
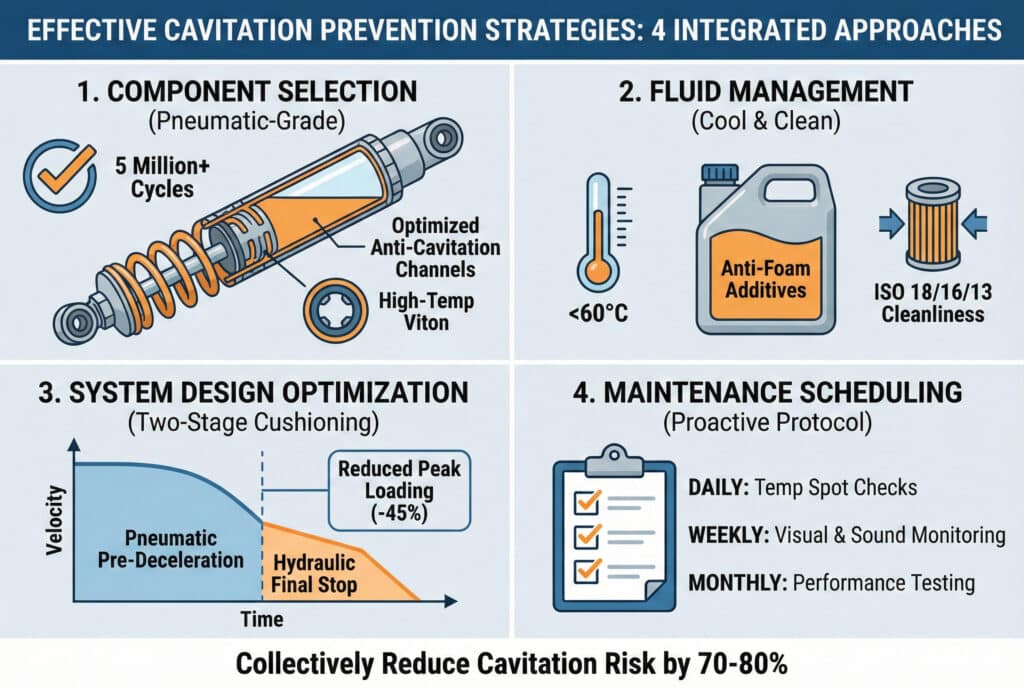
キャビテーションを効果的に防止するには、4つの統合戦略が必要です:キャビテーション耐性設計を備え、特に空気圧高サイクル用途向けに定格されたショックアブソーバーの選定、適切な冷却による油圧作動油温度の60°C未満維持、より高い蒸気圧閾値と消泡添加剤を備えた高品質作動油の使用、エネルギー吸収能力に20-30%の安全マージンを設けた適切なシステムサイジングの実施。 これらの対策を総合的に実施することで、過酷な空気圧アプリケーションにおけるキャビテーションリスクを70~80%低減できる。.
部品選定:すべてのショックアブソーバーが同じ性能とは限らない
ベプトでは、高速空気圧アプリケーション向けにショックアブソーバーを特別に設計しています。その違いは次の点にあります:
| 機能 | 標準ショックアブソーバー | ベプト 空気圧用グレード吸収器 |
|---|---|---|
| 流体貯蔵タンク容量 | 最低1個 | 1.5倍以上(より優れた冷却性能) |
| 内部フロー設計 | 基本オリフィス | 最適化されたキャビテーション防止チャネル |
| シール材 | 標準ニトリル | 高温用バイトン配合物 |
| サイクル評価 | 100万 | 500万回以上 |
| コストプレミアム | ベースライン | +15%(ライフサイクルコスト40%を節約) |
流体管理のベストプラクティス
- 適切な流体を選択する作動温度において蒸気圧が0.5kPa未満の作動油を使用すること
- 清潔を保つ: ISO 18/16/13 クリーン度4 核生成部位を阻害する
- 劣化を監視する高サイクル用途では、12~18か月ごとに作動油を交換してください
- 冷却を追加する周囲温度が30°Cを超える場合、熱交換器を設置してください。
システム設計最適化
オハイオ州のトーマス氏のキャビテーション問題解決に際し、当社は単なる部品交換ではなく減速プロファイルを再設計しました。二段階緩衝方式(空気式予備減速+油圧式最終停止)を導入した結果、ショックアブソーバーへのピーク負荷を45%低減し、キャビテーションを完全に解消しました。.
実際に故障を防ぐメンテナンス計画
3段階の検査手順を作成する:
- 毎日運転中の温度スポットチェック
- 週刊目視検査および音のモニタリング
- 月次詳細検査と性能試験
結論
油圧ショックアブソーバーにおけるキャビテーションは避けられない現象ではありません。適切な部品選定、入念な監視、そして予防的なメンテナンスによって防止が可能です。Beptoでは、数百の施設においてキャビテーション関連のダウンタイムを解消するとともに、OEM代替品と比較して部品コストを30%削減するお手伝いをしてきました。🎯
油圧ショックアブソーバーにおけるキャビテーションに関するよくある質問
Q1: キャビテーション損傷は修復可能ですか、それともショックアブソーバーの交換が必要ですか?
キャビテーションにより目視可能なピットや浸食が生じた場合、ショックアブソーバーは交換が必要となる。表面損傷は効果的に修復できず、進行を続けるためである。ただし、初期段階で表面粗さが軽微な状態に発見された場合、流体の完全な交換とシステムの最適化により、一時的に寿命を延ばすことが可能である。.
Q2: 空圧アプリケーションにおいて、キャビテーションはどの程度の速さでショックアブソーバーを破壊しますか?
過酷な高速空気圧用途では、キャビテーションは発生から壊滅的な故障に至るまで、わずか2~4週間の連続運転で進行する可能性がある。中程度の条件では故障まで2~3か月を要する場合もあるが、適切に設計されたシステムではキャビテーションなしで数年稼働し得る。.
Q3: 調整可能なショックアブソーバーはキャビテーションの影響を受けやすいですか、それとも受けにくいですか?
適切に調整された調整式ショックアブソーバーは、減速プロファイルを最適化して圧力スパイクを最小限に抑えるため、実際にはキャビテーションの影響を受けにくい。ただし、誤った調整はキャビテーションを悪化させる可能性があるため、常にメーカーのガイドラインに従い、効果的で最も穏やかな減衰設定を使用すること。.
Q4: キャビテーションはショックアブソーバーの保証対象に影響しますか?
ほとんどのメーカーは、不適切な使用、不十分なメンテナンス、または指定された条件外での運転によって生じたキャビテーション損傷を保証対象から除外します。ベプトでは、適切なシステム設計を確保するためのアプリケーションエンジニアリングサポートを提供し、保証保護の維持に貢献します。.
