

アルミニウム製シリンダーは18か月間完璧に稼働していたが、突然——パキッ。💥 通常運転中に取付ボス部でシリンダー本体が破断し、加圧空気が放出され、生産セル全体が停止した。この故障は突然のように見えたが、そうではない。疲労寿命予測モデルを理解していれば、予測可能で計算可能、そして防げたはずだった。.
アルミニウム製シリンダー本体の疲労寿命予測モデルは、応力-サイクル関係(S-N曲線)と損傷蓄積理論を用いて、シリンダーが亀裂発生および破損に至るまでに耐えられる圧力サイクル数を推定する。これらのモデルは材料特性、応力集中係数、作動圧力、サイクル頻度、環境条件を考慮し、10⁶~10⁸サイクルに及ぶ耐用年数を予測することで、壊滅的な故障が発生する前に予防的な交換を可能とする。.
2か月前、テキサス州の飲料ボトリング工場でプラントエンジニアを務めるマイケルに相談した。彼の工場は24時間稼働し、シリンダーは3秒ごとに作動する——1日あたり28,800サイクル、年間1,050万サイクルだ。彼はシリンダーが故障するたびに事後対応で交換しており、1時間あたり12,000ドルの損失で、1件あたり4~6時間のダウンタイムが発生していた。 予測交換スケジュールがあるかと尋ねると、彼は呆然とした表情で言った。「チャック、シリンダーがいつ故障するか、どうやって予測しろっていうんだ?」その答えが疲労寿命予測モデルである。.
目次
- 疲労寿命予測モデルとは何か、そしてなぜ重要なのか?
- アルミニウム製シリンダーの予想疲労寿命はどのように計算しますか?
- 実環境での使用において疲労寿命を低下させる要因は何か?
- シリンダーの疲労寿命を延長し、故障を予測するにはどうすればよいですか?
疲労寿命予測モデルとは何か?なぜ重要なのか? 🔬
アルミニウムシリンダーは摩耗しない——疲労破壊を起こす。この根本的な違いを理解すれば、空気圧システムの管理方法が根本から変わる。.
疲労寿命予測モデルは、部品が亀裂を生じ破損するまでに耐えられる応力サイクル数を推定する数学的枠組みである。アルミニウム製シリンダーボディの場合、これらのモデルは材料特性を用いる。 S-N曲線1 (ストレス対サイクル数), 鉱夫の掟2 累積損傷および応力集中係数を用いて、微小亀裂が発生し破壊に至るまでの時期を予測する。これは通常、応力振幅や設計要因に依存するが、10⁶から10⁸の圧力サイクル後に発生する。.
疲労破壊の物理学
疲労は静的過負荷破壊とは根本的に異なる。10バールの静圧を安全に耐えられるシリンダー本体でも、数百万回のサイクルを繰り返せば、わずか6バールで最終的に破壊する。.
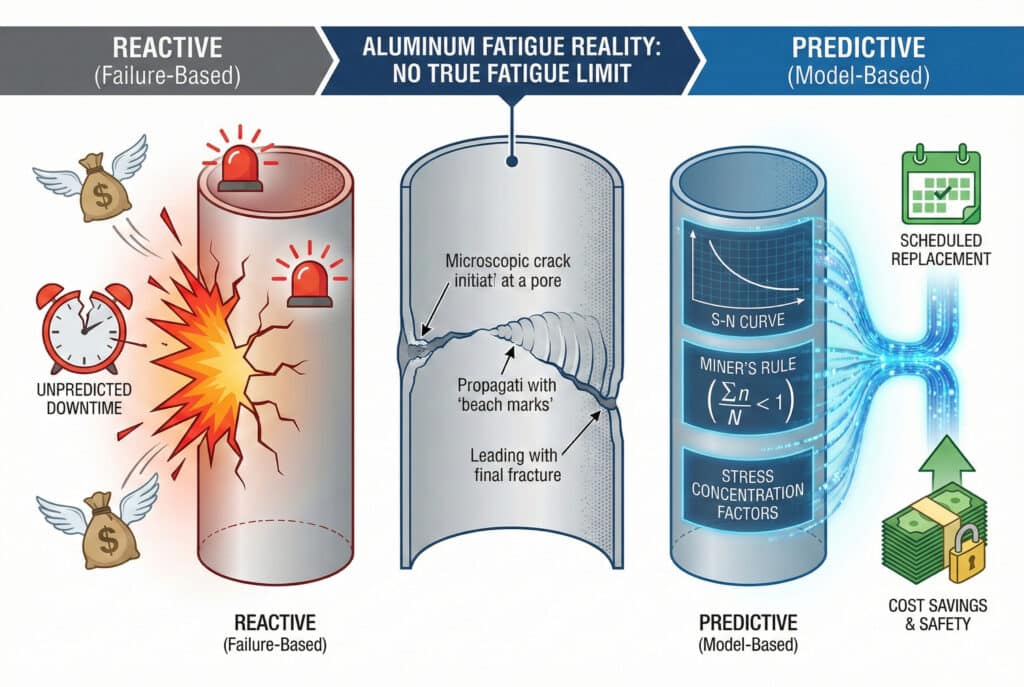
疲労プロセスは三段階で進行する:
ステージ1:亀裂発生(ライフ70-90%) 応力集中点(ねじ山、ポート、取付穴、表面欠陥など)に微小な亀裂が生じる。これは材料の降伏強度をはるかに下回る応力レベルで発生する。.
ステージ2:亀裂の伝播(生存時間5-25%) ひび割れは各圧力サイクルごとにゆっくりと拡大し、予測可能なパターンに従う 破壊力学3 法則。亀裂が長くなるにつれて成長速度は加速する。.
ステージ3:最終的崩壊(生存期間<5%) 残存材料が荷重を支えきれなくなった時、突然の壊滅的破損が発生する——通常は前兆なく。.
なぜアルミニウムが特に影響を受けやすいのか
アルミニウム合金は優れた強度重量比を有するが、鋼とは異なり真の疲労限界を持たない:
| 材料 | 疲労挙動 | 実践的意義 |
|---|---|---|
| 鋼鉄 | 疲労限界(約50%の引張強度)を有する | 限界以下では無限の寿命が可能 |
| アルミニウム | 真の疲労限界なし | いずれはあらゆる応力レベルで破損する |
| ステンレス鋼 | 疲労限界(約40%の引張強度)を有する | 限界以下では無限の寿命が可能 |
これは、すべてのアルミニウムシリンダーには寿命が限られていることを意味します——故障するかどうかではなく、いつ故障するかが問題なのです。重要なのは、それを予測して防ぐか、それとも不意を突かれるかです。😰
反応的メンテナンスと予知保全のコスト比較
反応的アプローチ(失敗ベース):
- 予測不能なダウンタイム
- 緊急修理(割高料金)
- 故障による潜在的な二次的損害
- 計画外の停止による生産損失
- 加圧状態での故障による安全リスク
予測的アプローチ(モデルベース):
- 計画メンテナンス中の予定された交換
- 部品の標準価格
- 二次被害なし
- 最小限の生産への影響
- 予防による安全性の向上
マイケルがテキサス州に所有する施設では、反応型シリンダー故障に年間$180,000ドルを費やしていた。予知保全型交換を導入後、コストは$65,000ドルに低下し、ダウンタイムは85%削減された。💰
アルミニウム製シリンダーの予想疲労寿命はどのように計算しますか? 📊
計算は単純ではありませんが、原理を理解することでシリンダーの選択や交換時期について、情報に基づいた判断を下すことができます。.
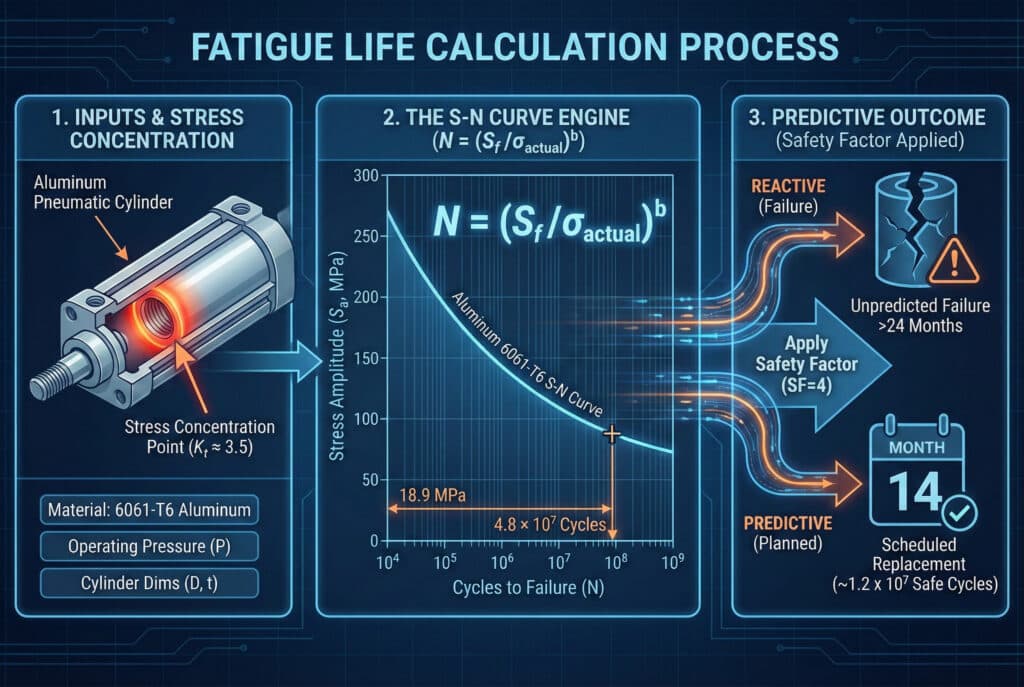
S-N曲線式を用いて疲労寿命を計算する: , ここで、N はサイクル寿命である。, 疲労強度係数である。, 応力振幅は印加される応力の振幅であり、bは疲労強度指数(アルミニウムの場合、通常-0.1から-0.15)である。幾何学的特徴に対して応力集中係数を適用した後、変動振幅荷重を考慮するためにマイナーの法則を用いる。6061-T6アルミニウムの場合、応力振幅100MPaでは約10⁶サイクル、50MPaでは10⁷サイクルが期待される。.
S-N曲線の理解
S-N曲線(応力対サイクル数)は疲労寿命予測の基礎となる。これは試験片を様々な応力レベルで破壊に至るまで繰り返し試験することで実験的に決定される。.
6061-T6アルミニウム(代表的なシリンダー材料)の主要パラメータ:
- 極限引張強度:310 MPa
- 降伏強度:275 MPa
- 疲労強度4 10⁶サイクル時:約90-100 MPa
- 10⁷サイクルにおける疲労強度:約60-70 MPa
- 10⁸サイクルにおける疲労強度:約50-60 MPa
基本疲労寿命方程式
ストレスと周期の関係はべき則に従う:
場所:
- = 故障までのサイクル数
- = 疲労強度係数(6061-T6の場合約200-250 MPa)
- = 応力振幅 (MPa)
- 疲労強度指数(アルミニウムの場合約-0.12)
段階的な計算プロセス
ベプトにおける平均余命の算出方法は以下の通りです:
ステップ1:応力振幅を計算する
0からP_maxまでの圧力サイクルについて:
場所:
- = 作動圧力 (MPa)
- = シリンダー内径 (mm)
- = 壁厚さ (mm)
ステップ2:応力集中係数を適用する
幾何学的特徴は局所的に応力を増大させる:
円筒形状の一般的なK_t値:
- 滑らかな内径: = 1.0
- ポートホール: = 2.5-3.0
- ねじ込み接続: = 3.0-4.0
- 取付ボス: = 2.0-2.5
ステップ3:破損までのサイクル数を算出する
S-N式を用いて:
ステップ4:安全率を適用する
推奨安全率:重要用途では3~5
実例:マイケルのボトリングライン
マイケルが所有するシリンダーの予想寿命を計算してみましょう:
彼のセットアップ:
- シリンダー内径:63mm
- 肉厚:3.5mm
- 作動圧力:6バール(0.6 MPa)
- サイクルレート:1サイクルあたり3秒
- 材質:6061-T6アルミニウム
- 重要機能:M12ポートねじ
ステップ1:公称円周応力を計算する
ステップ2:応力集中(ポートねじ)を適用する
ステップ3:破損までのサイクル数を算出する
ステップ4:安全率(4.0)を適用する
ステップ5:稼働時間に変換する
1日あたり28,800サイクル:
啓示: マイケルのシリンダーは予測保全スケジュールに基づき14ヶ月ごとに交換すべきです。彼は一部を24ヶ月以上も使用し続けていました——安全な疲労寿命をはるかに超えています!😱
比較:圧力寿命と疲労寿命
| 作動圧力 | 応力増幅率 | 予想サイクル | 耐用年数(1日あたり28,800サイクル) |
|---|---|---|---|
| 4バー | 12.6 MPa | 1.2 × 10⁸ | 11.4年 |
| 6バール | 18.9 MPa | 4.8 × 10⁷ | 4.6年 |
| 8バー | 25.2 MPa | 2.4 × 10⁷ | 2.3年 |
| 10バール | 31.5 MPa | 1.4 × 10⁷ | 1.3年 |
圧力が低下すると寿命が劇的に延びることに注目してください——これがパワー則の関係が働く様子です。圧力をわずか2バール下げるだけで、シリンダー寿命が2倍から3倍に伸びる可能性があります!💡
実運用環境において疲労寿命を低下させる要因は何か? ⚠️
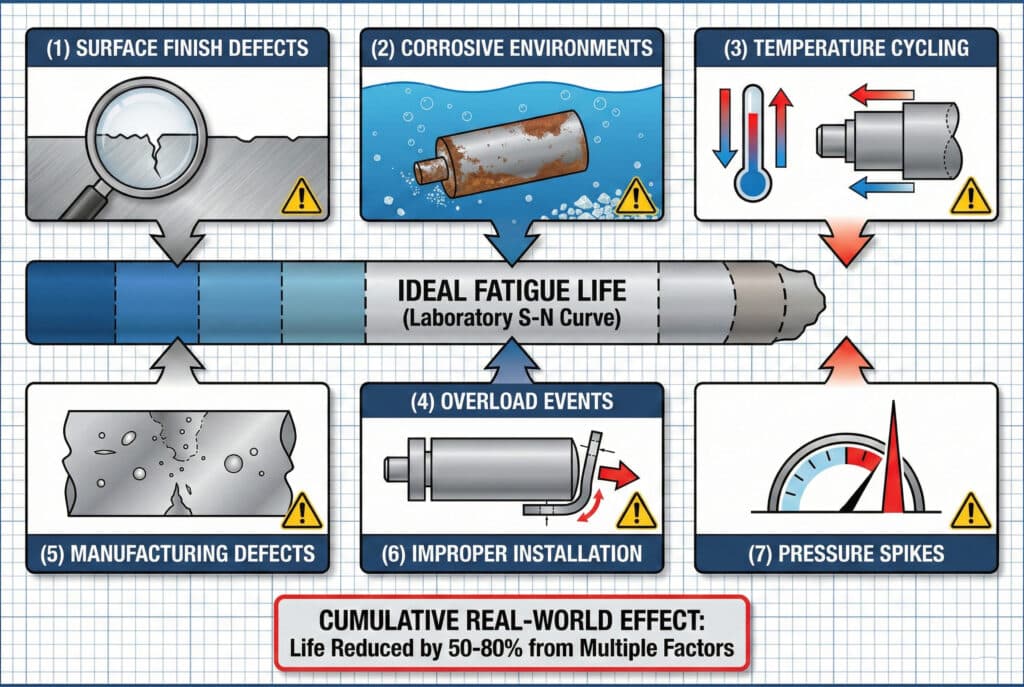
実験室のS-N曲線は理想的な条件を表す。実環境要因により疲労寿命が50~80%減少する可能性があるため、安全率の設定が不可欠である。.
疲労寿命を低下させる主な要因は7つある:
(1) 亀裂発生源となる表面仕上げ欠陥,
(2) 亀裂の成長を促進する腐食性環境、,
(3) 温度サイクルによる熱応力,
(4) 塑性変形を引き起こす過負荷事象,
(5) 多孔性や介在物などの製造上の欠陥、,
(6) 不適切な設置による曲げ応力の発生、および
(7) 設計限界を超える圧力スパイク。各要因は単独で寿命を20~50%短縮し、複数の要因が同時に発生するとその影響は乗算的に増幅する。.
要因#1:表面仕上げと欠陥
表面状態は疲労寿命に劇的な影響を与える。亀裂は表面から発生するため、あらゆる欠陥が起点となる。.
表面仕上げが疲労強度に及ぼす影響:
| 表面状態 | 疲労強度低下 | 生命減衰係数 |
|---|---|---|
| 研磨済み(Ra < 0.4 μm) | 0%(ベースライン) | 1.0倍 |
| 機械加工済み(Ra 1.6 μm) | 10-15% | 0.7-0.8倍 |
| 鋳造状態 (Ra 6.3 μm) | 30-40% | 0.4-0.5倍 |
| 腐食した/穴あき | 50-70% | 0.2-0.3倍 |
これが、ベプトのような高品質メーカーがシリンダーボアに精密ホーニングを、全表面に精密加工を施す理由です——これは見た目の問題ではなく、構造上の問題なのです。🔧
要因#2:腐食性環境
腐食と疲労は「腐食疲労」と呼ばれる致命的な相乗効果を生み出し、不活性環境と比較して亀裂成長速度が10~100倍に増加する。.
環境への影響:
- 乾燥した空気: ベースライン疲労挙動
- 湿った空気(相対湿度60%以上): 20-30%の寿命短縮
- 塩水噴霧/沿岸環境: 50-60%の寿命短縮
- 化学物質への曝露: 60-80%の寿命低減(化学物質により異なる)
陽極酸化処理はある程度の保護効果をもたらすが完全ではない。陽極酸化皮膜自体が繰り返し応力によって割れる可能性があり、母材を露出させる恐れがある。.
因子#3:温度効果
温度は材料特性に影響を与えるだけでなく、熱応力を生じさせる:
高温の影響(80℃以上):
- 材料強度の低下(100℃における10-20%)
- 加速された亀裂進展
- 劣化した保護コーティング
- クリープ損傷の可能性
低温効果(0℃未満):
- 脆性の増加
- 破断靭性の低下
- 脆性破壊の可能性
熱サイクル:
- 膨張/収縮応力を発生させる
- 圧力サイクル応力が増加する
- 応力集中部において特に損傷を受けやすい
Factor #4: 過負荷イベント
単一の過負荷事象は、たとえ直ちに故障を引き起こさなくても、残存疲労寿命を劇的に減少させる可能性がある。.
過負荷時の動作:
- 材料は応力集中点で塑性変形を起こす
- 残留応力場が生成される
- 亀裂の発生が促進される
- 残存寿命は30~70%減少する可能性があります
一般的な過負荷の原因:
- バルブの急閉による圧力急上昇
- 急停止による衝撃荷重
- トルク過大による取付応力
- 急激な温度変化による熱衝撃
Factor #5: 製造品質
製造時の内部欠陥は既存の亀裂として作用する:
アルミニウムの鋳造欠陥:
- 気孔率(気泡)
- 含有物(異物)
- 収縮空洞
- 冷たいシャットダウン
高品質な押出成形アルミニウムは鋳造アルミニウムよりも欠陥が少ないため、高級シリンダーには押出成形チューブ材が使用される。.
因子#6:設置による応力
不適切な取付は曲げ応力を生じ、圧縮応力に加わる:
位置ずれの影響:
- 1°のずれ:+15%応力
- 2°のずれ:+30%応力
- 3°のずれ:+50%応力
締め付けトルクが過剰な取付ボルト:
- 取付ボスに局所的な高応力を発生させる
- 直ちに亀裂の発生を引き起こす可能性がある
- 疲労寿命を40-60%削減
因子#7:圧力スパイク
空気圧システムは、完全に一定した圧力で動作することはほとんどない。バルブの切り替え、流量制限、負荷変動が圧力スパイクを引き起こす。.
スパイク衝撃が疲労に与える影響:
- 20%過圧スパイク:30%寿命低減
- 50%の過圧スパイク:60%の寿命短縮
- 100% 過圧スパイク: 80% 寿命減少
わずかな急上昇も重要だ——マイナーの法則によれば、高負荷状態での1サイクルは、低負荷状態での1000サイクルよりも大きな損傷をもたらす。.
複合効果:マイケルの現実世界の現実
マイケル氏の施設を調査したところ、複数の生命を損なう要因を発見しました:
❌ 湿潤環境(ボトリング施設):-25%寿命
❌ 温度サイクル(40-70°C):-20%寿命
❌ バルブの急激な切り替えによる圧力急上昇:-30%の寿命
❌ 一部のシリンダーがわずかに位置ずれ:-15%の寿命
累積効果: 0.75 × 0.80 × 0.70 × 0.85 = 予測寿命の0.36
彼の理論上の14ヶ月の寿命は、ついには 5か月 現実には——彼の実際の故障パターンに完璧に一致していた!これが、彼が「時期尚早」に見える故障を経験していた理由だ。そうではなかった——彼の実際の稼働条件では、まさに予定通りだったのだ。😓
シリンダーの疲労寿命を延長し、故障を予測するにはどうすればよいですか? 🛡️
疲労を理解することは、その知識を活用して故障を防止し、耐用年数を延ばすことができて初めて価値がある。ここに実証済みの戦略がある。.
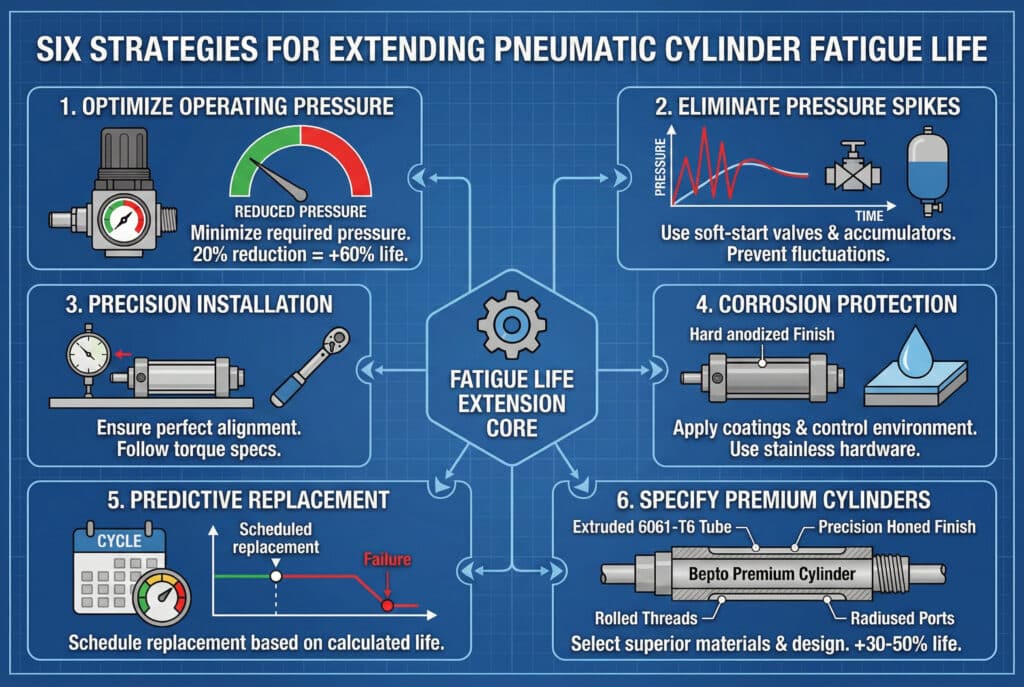
疲労寿命を延ばす6つの主要戦略:
(1) 作動圧力を、ご使用の用途に必要な最小限まで低下させてください。,
(2) 適切なバルブ選定と流量制御により圧力スパイクを排除する。,
(3) 取り付け時に正確な位置合わせを確保し、曲げ応力を排除する。,
(4) 適切なコーティングと環境管理により腐食から保護する。,
(5) 計算された疲労寿命に基づく予測交換スケジュールを実施し、
(6) 応力集中を最小限に抑える優れた表面仕上げ、材料品質、設計特性を備えた高品質シリンダーを選択する。.
戦略#1:作動圧力の最適化
疲労寿命を延ばす最も効果的な方法はこれです。べき乗則の関係を覚えておいてください——わずかな圧力低減が寿命の大幅な増加をもたらします。.
圧力最適化プロセス:
- 実際の必要力を測定する (推測しないで)
- 最小圧力を計算する その力に必要な
- 20%の余白を追加 摩擦と加速度のために
- 設定調整器 その圧力(利用可能な最大値ではない)
減圧による寿命延長:
| 減圧 | 疲労寿命の増加 |
|---|---|
| 10%(10バール → 9バール) | +25% |
| 20% (10バール → 8バール) | +60% |
| 30%(10バール → 7バール) | +110% |
| 40% (10バール → 6バール) | +180% |
多くのアプリケーションは、5~6バールで十分であるにもかかわらず、コンプレッサーが供給する8~10バールで動作しています。これはエネルギーを浪費するだけでなく、シリンダーの寿命を縮めます。💡
戦略#2:圧力スパイクの排除
圧力スパイクは疲労寿命を著しく低下させる。適切なシステム設計によりこれを制御せよ:
スパイク防止対策:
- 大型シリンダーにはソフトスタートバルブを使用する
- 加速を制限するために流量制限器を取り付ける
- 圧力変動を緩和するためにアキュムレータタンクを追加する
- 二値制御の代わりに比例弁を使用する
- 段階的な減速を実施する(急停止は避ける)
監視:
- データロギング機能付き圧力センサーを設置する
- 運転中の最大圧力記録
- スパイク発生源を特定し除去する
- 改善効果を前後比較データで検証する
戦略#3:精密設置
適切な位置合わせと取り付け方法により、不必要な応力を防止します:
インストールに関するベストプラクティス:
✅ 精密加工された取付面を使用(平坦度 <0.05mm)
✅ ダイヤルゲージで位置合わせを確認する
✅ すべての締結部品には校正済みのトルクレンチを使用すること
✅ メーカー指定のトルク仕様を厳密に遵守してください
✅ 加圧前に手で滑らかな動きを確認する
✅ 100時間後(安定期間)に再調整を確認
ドキュメント:
- 設置日と初期サイクル数を記録する
- 文書位置合わせ測定
- 設置上の課題や差異があれば記録すること
- 将来の比較のための基準を作成する
戦略 #4:腐食防止
アルミニウム表面を環境による損傷から保護する:
湿度の高い環境では:
- 硬質アルマイト処理(タイプIII)を指定する
- 露出面に保護コーティングを施す
- ステンレス製の金具を使用すること(亜鉛メッキ品は不可)
- 可能であれば除湿を実施する
化学物質への曝露の場合:
- 適切なアルミニウム合金(5000系または7000系)を選択する
- 耐薬品性コーティングを使用する
- シリンダーと化学薬品の間に遮断壁を設ける
- 過酷な環境下ではステンレス鋼製シリンダーをご検討ください
屋外/沿岸部での使用に:
- 海洋用陽極酸化処理を指定する
- ステンレス製の取り付け金具を使用する
- 定期的な清掃スケジュールを実施する
- 防食剤コーティングを施す
戦略#5:予測的交換スケジューリング
故障を待つな——計算された寿命に基づいて交換せよ:
予知保全の導入:
ステップ1:予想寿命を計算する (第2節の手法を用いて)
ステップ2:実世界の削減係数を適用する (第3節より)
ステップ3:交換間隔の設定 設計寿命の70~80%
ステップ4:実際の周期を追跡する カウンターまたは時間ベースの見積もり
ステップ5:先手を打って交換する 定期メンテナンス中
ステップ6:取り外したシリンダーを点検する 予測を検証する
戦略#6:プレミアムシリンダーを指定する
すべてのシリンダーが同じように作られているわけではない。設計と製造品質は疲労寿命に劇的な影響を与える:
プレミアムシリンダーの特徴:
| 機能 | 標準シリンダー | ベプト プレミアム シリンダー | 疲労寿命への影響 |
|---|---|---|---|
| 管材 | 鋳造アルミニウム | 押出成形6061-T6 | +30-40% 寿命 |
| 表面仕上げ | 機械加工状態(Ra 3.2) | 精密研磨仕上げ(Ra 0.8) | +20-30% 寿命 |
| スレッドタイプ | 糸を切る | 圧延されたねじ山 | +40-50% 寿命 |
| 港湾設計 | 鋭角 | 曲面状遷移 | +25-35% 寿命 |
| 品質管理 | 圧力試験のみ | 完全な疲労検証 | 一貫した性能 |
ベプトの利点:
- 押出成形アルミニウム管材(欠陥最小限)
- 全ての内部表面における精密ホーニング
- すべての接続部でねじ山を転がす
- 最適化されたポート形状と十分な半径
- 設計の疲労試験による検証
- 詳細な技術文書
これらすべてが 35-45%はOEM価格を下回る. 🎯
結論
疲労寿命予測は占いではない——それは工学である。. 予想寿命を算出する、現実世界の要因を考慮する、寿命延長戦略を実施する、そして積極的に交換する。. アルミニウム製シリンダーは、いつ故障するか正確に教えてくれる——数学の声を聞き取る方法を知っていれば。📊
疲労寿命予測に関するよくある質問
Q: サイクル頻度を減らすことでシリンダーの寿命を延ばせますか?
いいえ——疲労損傷は時間依存ではなくサイクル依存です(クリープが発生する非常に高温の場合を除く)。1秒に1サイクルで1,000秒作動したシリンダーは、1時間に1サイクルで1,000時間作動したシリンダーと同等の疲労損傷を受けます。重要なのはサイクル数と応力振幅であり、サイクル間の時間ではありません。.
Q: シリンダーが疲労寿命に達したかどうかはどうすればわかりますか?
通常、目視検査では手遅れになるまで判別できません——疲労亀裂は最終的な破損まで内部または顕微鏡レベルであることが多いのです。これがサイクルカウントに基づく予測的交換が不可欠な理由です。一部の先進施設では亀裂の進展を検出するために超音波検査や音響エミッションモニタリングを採用していますが、これらは高価であり、通常は重要用途に限定されています。.
Q: 作動圧力を下げると疲労寿命はリセットされますか?
いいえ——疲労損傷は累積的かつ不可逆的です。100万サイクルにわたり高圧で運転した場合、その後圧力を下げても損傷は残存します。ただし、圧力を下げればその時点からの残存寿命は延長されます。これはマイナーの累積損傷則によって説明されます: , ここで、Dが1.0に達したときに故障が発生する。.
Q: より優れた疲労抵抗性を持つアルミニウム合金はありますか?
はい。7075-T6アルミニウムは6061-T6よりも疲労強度が約75%高いですが、高価で耐食性は劣ります。高サイクル数の重要用途では、7075-T6やステンレス鋼の採用が正当化される場合があります。当社はお客様の具体的なサイクル数、使用環境、予算要件に基づき、最適な材料選定を支援します。.
Q: ベプトは疲労寿命予測をどのように検証しますか?
代表的なシリンダーサンプルに対し加速疲労試験を実施し、様々な圧力レベルで破壊に至るまでサイクル試験を行い、設計用の実際のS-N曲線データを生成します。 さらに、お客様からの実稼働データを追跡し、実際の耐用年数を予測値と比較することで、モデルを継続的に改良しています。当社の予測値は通常、実稼働結果と±20%以内で一致し、各シリンダーには詳細な疲労寿命文書を添付しています。加えて、35-45%のコスト優位性により、予算を圧迫することなく予防的な交換が可能となります。.
