

はじめに
問題: 貴社の食品加工ラインはすべての目視検査を通過しているにもかかわらず ATPスワブ検査1 繰り返し失敗する——しかも汚染源を特定できない。🦠 動揺: 目に見えないのは、空気圧シリンダーの表面にある微細な凹凸が、標準的な洗浄手順を生き延びる細菌の理想的な温床となり、製品リコール、規制違反、そして数百万ドル規模のブランド評判の毀損を引き起こしていることです。. 解決策: シリンダー表面の形状と細菌滞留の関係を理解することで、空気圧部品を汚染リスクからFDA基準を満たす衛生設計資産へと変革します。, EHEDG2, および3-A衛生基準。.
直接的な答えは以下の通りです:空気圧シリンダーにおける細菌の滞留は表面粗さに正比例します。Ra値が0.8マイクロメートルを超える表面には、細菌が定着しコロニーを形成する隙間が生じます。 バイオフィルム3 標準的な洗浄に耐性がある。食品用シリンダーにはRa ≤ 0.4ミクロンが要求される(電解研磨4 ステンレス鋼)、半径3mm以上の曲面処理(鋭角なし)、完全な排水性を備え、CIPサイクル中に99.91%以上の細菌除去率を達成。標準的な工業用シリンダー(Ra 1.6-3.2ミクロン)は洗浄後も100~1000倍の細菌を保持するため、食品直接接触用途には不適。.
3か月前、ウィスコンシン州の乳製品加工工場の品質管理責任者デイビッドから緊急の連絡を受けた。同工場ではATPスワブ検査が3回連続で不合格となり、検査官が汚染源を自動包装ラインで使用される空圧シリンダーに特定した。毎日の洗浄作業にもかかわらず、細菌数は高値のままだった。 拡大鏡でシリンダーを検査したところ、Ra 2.5ミクロンの表面に鋭利な取り付け溝が確認された。これは細菌の繁殖に最適な環境であり、いかなる洗浄でも完全に除菌することは不可能だった。これが、多くの食品加工業者が手遅れになるまで発見できない隠れた汚染リスクである。🧪
目次
- 食品加工用シリンダーにおいて表面形状が重要な理由とは?
- 食品安全基準に準拠するために必要な表面仕上げ基準は何か?
- 設計上の特徴は、細菌の滞留と洗浄性にどのように影響するか?
- どのシリンダー仕様が食品安全要件を満たしていますか?
食品加工用シリンダーにおいて表面形状が重要な理由とは?
食品用機器を指定する前に、表面汚染の微生物学的特性を理解することが不可欠である。🔬
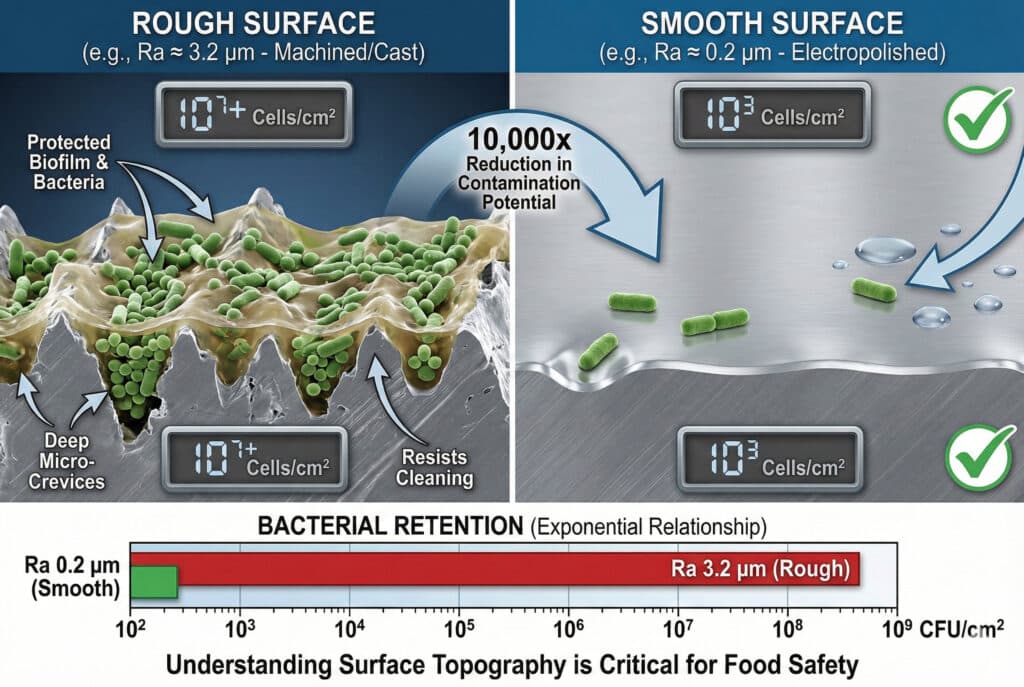
表面形状が重要なのは、細菌のサイズが0.5~5マイクロメートルであるため、肉眼では見えない表面の不均一性に定着できるからだ。こうした不均一性は細菌の成長に適した保護された微小環境を提供する。Ra 0.8マイクロメートルを超える表面粗さは、細菌が付着・増殖しバイオフィルムを形成する谷や峰を生む。バイオフィルムとは、保護的な多糖類マトリックスに包まれた組織化された細菌群集であり、洗浄剤・極端な温度・機械的洗浄に耐性を持つ。 Ra 3.2マイクロンの表面では、1平方センチメートルあたり10⁶~10⁸個の細菌細胞が定着可能であるのに対し、同じ面積の電気研磨処理済みRa 0.2マイクロンの表面では10²~10⁴個しか保持されない。これは汚染可能性において1万倍の差に相当する。.
表面定着の微生物学
細菌の表面への付着は予測可能な進行過程をたどる:
ステージ1:初期愛着(0~4時間)
- 液体接触シリンダー表面の細菌
- 弱い ファンデルワールス力5 リバーシブルアタッチメントを作成する
- 平滑な表面(Ra < 0.4 µm)は、すすぎによる容易な除去を可能にする
- 粗い表面(Ra > 0.8 µm)は機械的固定を提供する
ステージ2:不可逆的付着(4~24時間)
- 細菌は接着性タンパク質とピリを生成する
- 強い化学結合が表面に形成される
- 表面粗さが付着強度を10~100倍増加させる
- 細菌は細胞外多糖類(EPS)の産生を開始する
ステージ3:バイオフィルム形成(1~7日)
- 細菌のコロニーは成長し、広がる
- EPSマトリックスは細菌を保護層で包み込む
- バイオフィルムは洗浄剤に対して耐性を獲得する
- 製品の分離と再汚染が始まる
表面粗さと細菌負荷の関係
ベプト・ニューマティクスでは、細菌保持に関する広範な試験を実施しました:
| 表面粗さ(Ra) | 表面タイプ | 洗浄後の細菌残留 | 洗浄性評価 | 食品安全状況 |
|---|---|---|---|---|
| 0.2マイクロメートル | 電解研磨処理済み316L | 10²~10³ CFU/cm² | 素晴らしい | FDA/EHEDG準拠 |
| 0.4マイクロメートル | 研磨仕上げ316L | 10³~10⁴ CFU/cm² | 非常に良い | 3-A準拠 |
| 0.8 µm | 精密機械加工された304 | 10⁴~10⁵ CFU/cm² | 良い | 食糧の余剰 |
| 1.6 µm | 標準機械加工 | 10⁵-10⁶ CFU/cm² | フェア | 食品用ではない |
| 3.2 µm | 粗加工 | 10⁶~10⁸ CFU/cm² | 貧しい | 容認できない |
| 6.3マイクロメートル | 鋳造/溶接状態 | 10⁷~10⁹ CFU/cm² | 非常に悪い | 汚染源 |
クリティカル・インサイト: 表面仕上げが10倍向上するだけで、細菌付着量は100~1000分の1に減少する——この関係は線形ではなく指数関数的である。📊
標準産業用シリンダーが食品用途で故障する理由
ほとんどの産業用空圧シリンダーは、衛生面ではなく機械的性能を重視して設計されている:
代表的な産業用シリンダー表面:
- アルミニウム製ボディ: Ra 1.6-3.2 µm(機械加工)、多孔質微細構造
- クロムメッキロッド: Ra 0.8-1.6 µm(改善されたが、依然として不十分)
- 塗装面: Ra 2.5-6.3 µm(細菌にとって最悪の条件)
- ねじ込み接続: 鋭い角、隙間、デッドスペース
- Oリング溝: 90度の角は細菌や体液を溜め込む
汚染メカニズム:
- 隙間腐食: 細菌を繁殖させる穴を作る
- 流体閉じ込め: 溝には製品残留物や洗浄液が溜まる
- バイオフィルム保護: 粗い表面は厚いバイオフィルムの形成を可能にする
- 不完全な排水: 水平面は湿気を保持する
現実世界の汚染による結果
食品業界は細菌汚染に対して厳しい罰則に直面している:
規制上の結果:
- FDA警告書及び同意判決
- 強制製品リコール(平均コスト$10M+)
- 修復作業中の施設停止
- 数年にわたる検査頻度の増加
ビジネスへの影響:
- ブランド評判の毀損(多くの場合、永続的)
- 主要小売顧客の喪失
- 保険料の値上げ
- 役員に対する潜在的な刑事責任
デイビッドのウィスコンシン州乳製品工場 汚染シリンダーを特定・交換する前に、最大$2.3Mのリコールリスクに直面しました。食品グレードの代替品への$18,000の投資が壊滅的な損失を防ぎました。💰
食品安全基準に準拠するために必要な表面仕上げ基準は何か?
複数の規制機関が食品接触機器の表面仕上げ要件を定義している。📋
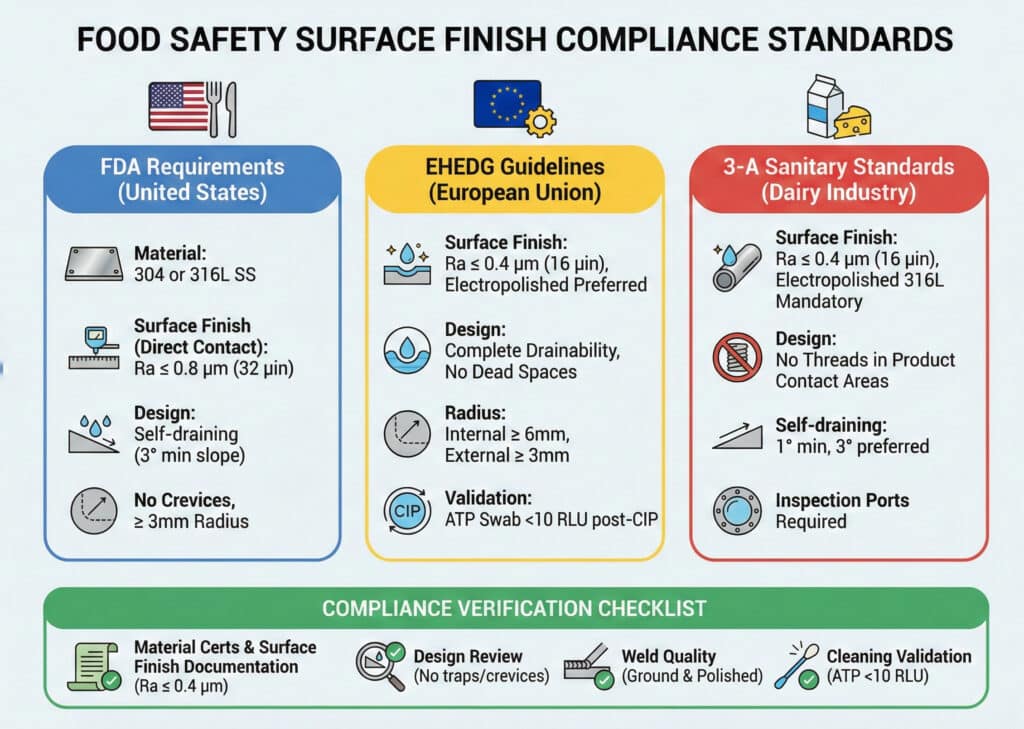
食品安全コンプライアンスには、主に3つの基準の遵守が求められます: FDA規制では、食品と直接接触する部分には表面粗さRa≤0.8マイクロメートルの304または316Lステンレス鋼の使用を義務付けています。EHEDG(欧州衛生工学設計グループ)ガイドラインでは、Ra≤0.4マイクロメートルに加え、完全な排水性とデッドスペースの排除を要求しています。また、3-A衛生基準では、乳製品用途向けにRa≤0.4マイクロメートル(32マイクロインチ)の電解研磨仕上げを規定しています。 適合性検証には、文書化された表面粗さ試験、材料証明書、およびCIPサイクル後にATPスワブ試験で10RLU(相対光単位)未満を達成する洗浄効果の検証が必要です。.
FDAの要件(米国)
21 CFR Part 110 – 現行適正製造規範
材料要件:
- ステンレス鋼304または316L(耐食性のため推奨)
- 無毒で非吸収性の材料
- 食品加工環境における耐食性
- 鉛、カドミウム、または有害金属の溶出なし
表面仕上げ要求事項:
- 食品との直接接触: Ra ≤ 0.8 µm (32マイクロインチ)
- 間接接触(飛沫区域): Ra ≤ 1.6 µm
- 非接触領域: 特に指定はありませんが、洗浄可能なものでなければなりません
設計要件:
- 自己排水設計(最小傾斜3度)
- 行き止まりの空洞や裂け目がない
- 滑らかな半径の遷移(半径≥3mm)
- 点検および清掃が可能
EHEDGガイドライン(欧州連合)
EHEDG文書8:衛生設備設計基準
FDAの要件よりも厳しい:
表面仕上げ:
- 食品接触面: Ra ≤ 0.4 µm (16マイクロインチ)
- 電解研磨仕上げが望ましい 最適な洗浄性を実現するため
- 溶接継ぎ目: 地平面と面一に研磨し、基材に合わせる
設計基準:
- 完全な排水性: 体内のどこにも水分貯留がない
- 半径要件: 内角 ≥ 6mm、外角 ≥ 3mm
- デッドスペースの除去: デッドレッグの最大長は配管直径の1.5倍まで
- CIP互換性: 分解せずに清掃可能
検証要件:
- 文書化された洗浄バリデーション試験
- 洗浄前後の微生物学的試験
- CIP後のATPスワブ検査:10 RLU未満
3-A衛生基準(乳業)
3-A規格605-03:恒久設置製品・溶液配管及び洗浄システムに関する公認慣行
最も厳しい要件:
表面仕上げ:
- Ra ≤ 0.4 µm (16マイクロインチ) すべての製品接触面に対して
- 電解研磨処理を施した316Lステンレス鋼 必須
- 溶接品質: 完全な浸透、研磨、および磨き
設計要件:
- 自己排水式: 1°最小勾配、3°推奨
- スレッドなし 製品接触部において
- ガスケット材料: FDA承認のエラストマーのみ
- 点検口: 視覚的確認のために必要
表面仕上げ測定方法
正確な測定は適合性検証に不可欠である:
Ra(算術平均粗さ):
- 最も一般的な測定パラメータ
- 表面形状偏差の絶対値の平均
- マイクロメートル(µm)またはマイクロインチ(µin)で測定される
- 変換: 1 µm = 39.37 µin
測定技術:
- プロファイル計: 接触式スタイラスが表面に接触する(最も正確)
- 光学的方法: 非接触レーザーまたは白色光干渉法
- 比較基準: 視覚・触覚参照ブロック(現場使用)
コンプライアンス検証チェックリスト
食品用シリンダー仕様について:
✅ 材料認証: 304または316Lステンレス鋼(ミルテストレポート付き)
✅ 表面仕上げに関する文書: Ra ≤ 0.4 µm(プロファイル測定器による検証済み)
✅ 設計レビュー: 隙間、デッドスペース、液溜まりなし
✅ 溶接品質: 地平面と面一に研磨し、基材に合わせる
✅ ガスケット材料: FDA承認済み、文書化されたコンプライアンス
✅ 洗浄バリデーション: CIP後のATP試験値 <10 RLU
✅ 規制順守: FDA/EHEDG/3-A(該当する場合)
設計上の特徴は、細菌の滞留と洗浄性にどのように影響するか?
表面仕上げを超えて、幾何学的設計特性が衛生性能に重大な影響を与える。🛠️
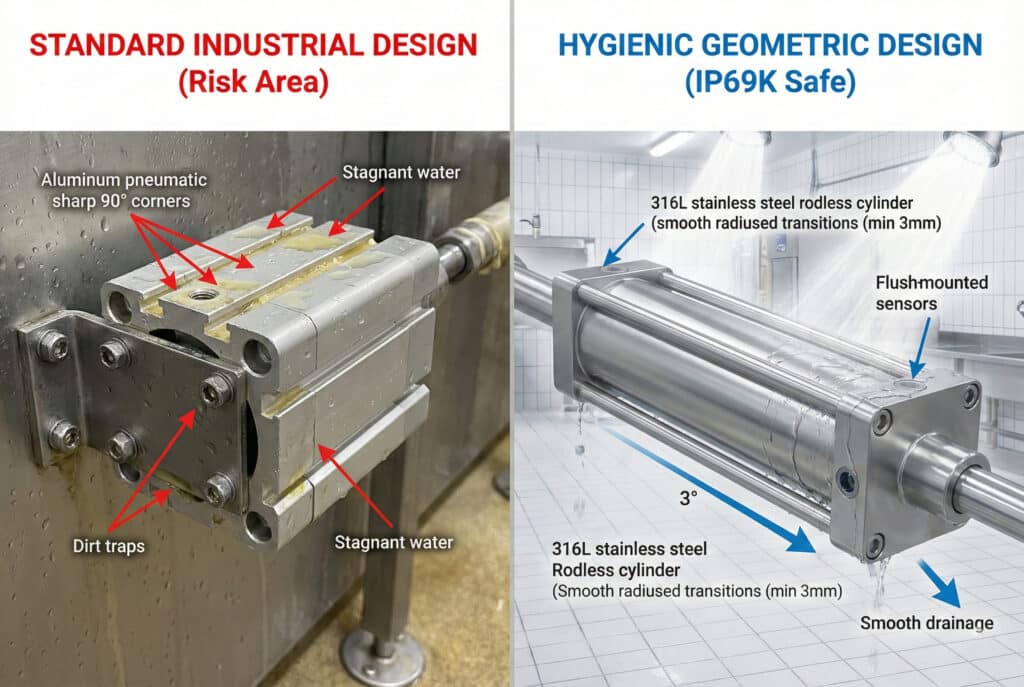
衛生的なシリンダー設計には5つの重要な特徴が必要である:細菌が定着する鋭角を排除する最小3mm半径の曲面過渡部、液体の滞留を防ぐ3°傾斜による完全な排水性、洗浄剤や製品の侵入を防ぐ密閉ベアリングシステム、異物を捕捉する窪みや突起のない滑らかな外面、点検と徹底洗浄のための分解を可能にするモジュール構造。 90°角、水平取付面、複雑な形状を有する標準産業用シリンダーは、同一表面仕上げであっても衛生設計品と比較し50~500倍の細菌を保持するため、形状最適化は材料選定と同等に重要である。.
重要な設計上の特徴
特徴1:丸みを帯びたコーナーとトランジション
鋭角の問題点:
- 90度の角は、洗浄液が届かない滞留領域を形成する
- 細菌は保護された領域に定着する
- バイオフィルム形成は隅で加速する
- 洗浄効果の確認は不可能
衛生設計ソリューション:
- 最小半径3mm すべての内角に対して
- 半径6mmが望ましい 重要領域向け
- 滑らかなブレンド 表面の間
- 鋭い角がない 食品接触面のいずれの部分においても
細菌の減少: 適切な曲げ加工により、細菌が10~50倍減少
特徴2:排水性と自己洗浄機能を備えた形状
体液貯留の問題点:
- 水平面は洗浄液や製品の残留物を保持する
- 滞留した体液は細菌の増殖媒体となる
- 不完全な排水は効果的なCIPを妨げる
- 湿気は腐食とバイオフィルム形成を促進する
衛生設計ソリューション:
- 3°の最小勾配 すべての表面に(5°が推奨)
- 最低点排水 ポケットも罠もない
- 垂直取り付け方向 可能な限り
- ブラインドホールや空洞がない
洗浄効率: 洗浄時間と化学薬品使用量の90%削減
特徴3:密閉ベアリングとロッドシステム
露出したベアリングの問題点:
- 標準ロッドシールは洗浄液の侵入を許容する
- 洗浄手順による内部汚染
- 潤滑剤の洗い流しは性能を低下させる
- 内部部品の腐食
衛生設計ソリューション:
- 二重シール軸受システム バリアシール付き
- ステンレス鋼製ロッドガイド (ブロンズやプラスチックは不可)
- 食品用潤滑剤 洗浄用化学薬品に対応
- IP69K保護等級 高圧洗浄用
汚染防止: 内部の細菌増殖を防止します
特徴4:滑らかな外表面
複雑な幾何形状の問題点:
- 取付ブラケットは隙間や影を生じさせる
- 締結部品の頭部が異物を閉じ込める
- ラベルプレートとネームプレートは細菌を宿す
- ケーブルの引き込み口は汚染経路を形成する
衛生設計ソリューション:
- 埋め込み式締結具 滑らかなキャップ付き
- 統合マウント機能 (括弧なし)
- レーザーマーキング 粘着ラベルの代わりに
- 密閉ケーブル貫通部 衛生的なコネクタ付き
洗浄効果: 70%による洗浄時間の削減
特徴5:点検のためのモジュール構造
密封アセンブリの問題点:
- 内部の清潔さを確認できません
- 隠れた汚染は気づかれずに拡大する
- 徹底的な清掃は不可能である
- 規制検査官は衛生状態を検証できない
衛生設計ソリューション:
- 工具不要の分解 検査のため
- 点検口 衛生カバー付き
- 取り外し可能なエンドキャップ 内部アクセス用
- 文書化された分解手順
検証能力: 完全な衛生状態の確認を可能にします
比較:標準設計と衛生設計
| デザインの特徴 | 標準産業用シリンダー | 衛生的な食品用シリンダー | 細菌保持率の差異 |
|---|---|---|---|
| コーナー半径 | 0mm(90°鋭角) | 3~6mmの曲率半径を持つ曲面移行部 | 10~50倍の縮小 |
| 表面勾配 | 0°(水平取付) | 3-5°の自己排水機能 | 20~100倍の縮小 |
| ベアリングシール | シングルワイパーシール | 二重バリアシール(IP69K) | 内部汚染を除去します |
| 外部形状 | 裂け目のある複合体 | 滑らかで、面一に埋め込まれた | 5~20倍の縮小 |
| 分解 | 恒久的な組立 | モジュール式、工具不要 | 検証を有効にします |
| 材料 | アルミニウム/塗装鋼板 | 316L 電気研磨ステンレス鋼 | 100~1000倍の縮小 |
ベプト衛生設計アプローチ
ベプト・ニューマティクスでは、衛生機能を統合した食品グレードのロッドレスシリンダーを開発しました:
衛生型ロッドレスシリンダシリーズ:
- 316Lステンレス鋼製 全体を通して
- 電解研磨 Ra 0.2-0.4 µm すべての表面に
- 最小半径3mm すべての遷移において
- 5°傾斜した上面 完全な排水のために
- IP69K防水キャリッジ 内部汚染の防止
- 埋め込み式センサー 衛生的なM12コネクタ付き
- 工具不要の点検アクセス 検証のため
- FDA/EHEDG準拠設計 文書付きで
食品用途にロッドレスが選ばれる理由:
- 露出したロッドなし 汚染する、または汚染される
- 囲い付きガイドレール 内部部品を保護します
- コンパクト設計 洗浄が必要な表面積を減少させる
- 優れた洗浄性 ロッド式シリンダーと比較して
デイビッドのウィスコンシン州酪農ソリューション
デイビッドの汚染問題を覚えていますか?私たちが発見し修正した内容は以下の通りです:
元の汚染シリンダー:
- 塗装仕上げのアルミニウムボディ(Ra 3.2 µm)
- クロムメッキロッド(Ra 1.2 µm)
- 90度コーナー取付ブラケット
- 水平方向の配置と液体トラップ
- ロッドシールが露出しているため洗浄水の浸入を許容する
ベプト 衛生交換用
- 316Lステンレス鋼製ロッドレスシリンダー
- 電解研磨 Ra 0.3 µm仕上げ
- 全面に5mmの丸みを帯びた角
- 垂直取り付け(5°の排水勾配付き)
- IP69K防水キャリッジシステム
6か月後の結果:
- ATPスワブ検査: 一貫して200 RLU)
- 細菌数: 99.971%のTP3T減少(洗浄後)
- 規制順守: すべてのFDA検査に合格した
- 掃除の時間: 60%により削減(1行あたり15分 vs. 40分)
- 汚染事故ゼロ 設置以来
デイビッドは私にこう語った:「シリンダー設計が食品安全上の問題になり得るとは全く理解していなかった。洗浄手順が問題だと思っていたが、実際には十分に洗浄できない設備が原因だった。衛生シリンダーが汚染管理を一変させた」✅
どのシリンダー仕様が食品安全要件を満たしていますか?
規制要件を調達仕様書に反映させることで、準拠した機器選定が保証されます。📝
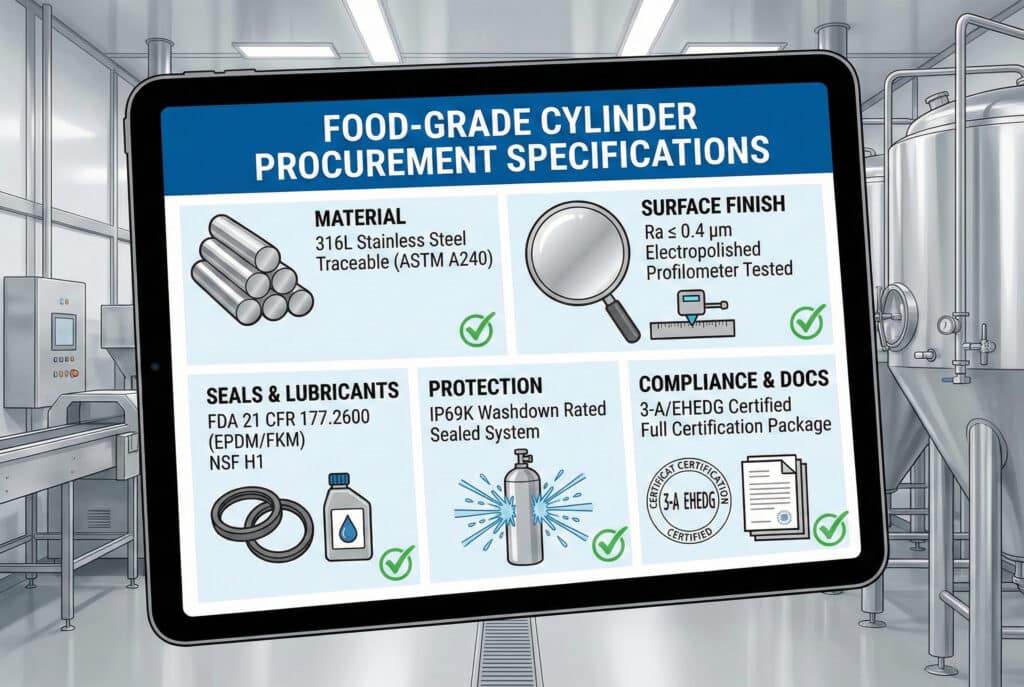
食品用空気圧シリンダーは以下を明記すること:316Lステンレス鋼製構造(材料証明書及びトレーサビリティ付き)、プロファイル計による検証済み電解研磨表面仕上げRa≤0.4ミクロン、材料安全データシート付きFDA承認エラストマー(EPDM、シリコーン、またはFKM)、洗浄環境向け最低IP69KまたはIP67保護等級、第三者試験機関による3-AまたはEHEDG適合認証、材料証明書、表面仕上げ報告書、洗浄バリデーションプロトコル、規制文書を含む完全な文書パッケージ。 洗浄環境向け最低IP69KまたはIP67保護等級、第三者試験機関による3-AまたはEHEDG適合認証、ならびに材料証明書・表面仕上げ報告書・洗浄バリデーションプロトコル・規制適合宣言書を含む完全な文書パッケージ。これらの仕様を満たすシリンダーは産業用同等品より2~4倍高価だが、価格差の100~1000倍の損失をもたらす汚染事故を防止する。.
完全仕様書テンプレート
材料仕様:
✅ ボディ材質: 316Lステンレス鋼(ASTM A240、EN 1.4404)
✅ ロッド材料: 316Lステンレス鋼、焼入れおよび電解研磨処理済み
✅ 締結部品: 316ステンレス鋼、不動態化処理済み
✅ シールズ: FDA 21 CFR 177.2600 準拠(EPDM または FKM)
✅ 潤滑剤: NSF H1食品グレード、文書化された適合性
表面仕上げ仕様:
✅ 製品接触面: Ra ≤ 0.4 µm(電解研磨)
✅ 非接触表面: Ra ≤ 0.8 µm(最小)
✅ 溶接継ぎ目: 面取り加工済み、Ra ≤ 0.4 µmまで研磨済み
✅ 検証: プロファイル測定器の試験報告書が必要
設計仕様書:
✅ コーナー半径: すべての内角は最小3mm
✅ 排水勾配: 最低3°、推奨5°
✅ デッドスペース: 液体トラップに対するゼロトレランス
✅ 侵入保護等級: IP69K(高圧洗浄対応)
✅ 取付: 垂直方向または排水用の傾斜
コンプライアンス文書:
✅ 材料認証: すべてのステンレス鋼のミルテスト報告書
✅ 表面仕上げ報告書: プロファイル測定
✅ エラストマーコンプライアンス: FDA 21 CFR 177.2600 宣言
✅ 規制順守: 3-A、EHEDG、またはFDA文書
✅ 洗浄バリデーション: ATP試験プロトコルおよびベースラインデータ
費用便益分析
| シリンダータイプ | 初期費用 | 予想寿命 | 汚染リスク | 5年間の総費用 |
|---|---|---|---|---|
| 標準産業 | $200 | 3~5年 | 非常に高い (80-90%) | $200 + $2.3M リコールリスク |
| “「マリングレード」ステンレス鋼 | $400 | 4~6年 | 高 (50-70%) | $400 + $1.5M リコールリスク |
| 食品グレード(基本) | $600 | 5~8年 | 中程度(10-20%) | $600 + $300K リコールリスク |
| 衛生設計(プレミアム) | $800-1,200 | 8~12歳 | 低 (1-5%) | $800-1,200 + 最小限のリスク |
クリティカル・インサイト: 真の食品グレードシリンダーに対する$600-1,000のプレミアムは、たった1件の汚染事故と比較しても取るに足らない。💡
調達チェックリスト
食品用シリンダーを指定する際:
ステップ1: アプリケーション要件の定義
- 食品との直接接触区域か飛沫区域か?
- CIP温度と化学薬品への曝露?
- 洗浄圧力と洗浄頻度は?
- 規制管轄(FDA、EHEDG、3-A)?
ステップ2:書類の請求
- トレーサビリティ付き材料認証
- 表面仕上げ試験報告書
- 適合宣言書(FDA/EHEDG/3-A)
- 洗浄バリデーションプロトコル
ステップ3: 設計特性の検証
- 鋭い角や隙間がないか点検する
- 排水能力を確認する
- シール材と定格を確認する
- 防塵・防水等級を確認する
ステップ4: パフォーマンスの検証
- ATPスワブ検査のベースラインを実施する
- 洗浄バリデーション試験を実施する
- 細菌の減少率を記録する
- 監視プロトコルを確立する
ステップ5:コンプライアンスを維持する
- 四半期ごとのATPスワブ検査
- 年次表面仕上げ検証
- 文書化された清掃手順
- 予防的なシール交換スケジュール
ベプト食品グレードの優位性
当社は包括的な食品安全ソリューションを提供します:
製品ライン:
- 衛生的なロッドレスシリンダー: 316L、Ra 0.2-0.4 µm、IP69K
- 食品用アクチュエータ: 3-A準拠(乳製品用途向け)
- 衛生用グリッパー: 電解研磨仕上げ、丸みを帯びたデザイン
- 耐洗浄性バルブ: IP69K、ステンレス鋼製
ドキュメントパッケージ:
- 完全なトレーサビリティを備えた材料認証
- プロファイル計による表面仕上げレポート
- FDA 21 CFR 177.2600 エラストマー適合性
- 3-AおよびEHEDG設計適合宣言書
- ATP試験手順を用いた洗浄バリデーションプロトコル
テクニカルサポート:
- 無料アプリケーションエンジニアリング相談
- 清掃手順書作成支援
- 規制遵守ガイダンス
- 現地検証サポート
価格設定:
- 競争力のある: 30-40%は主要OEM食品グレードシリンダーより少ない
- 透明: 完全な仕様書および関連文書が付属しています
- 迅速な配送: 在庫品は5営業日以内に発送されます
結論
空気圧システムにおける食品安全は、高価な設備の問題ではない。表面汚染の微生物学的特性を理解し、適切な表面仕上げと設計特性を規定し、検証済みの洗浄手順を実施し、文書化されたコンプライアンスを維持することで、空気圧シリンダーを潜在的な汚染源から衛生的に設計された部品へと変革することである。これにより製品品質、ブランド評価、消費者安全が保護される。. 🎯
食品安全とシリンダー表面形状に関するよくある質問
食品用途に標準的なステンレス鋼シリンダーを使用できますか?
いいえ、標準的なステンレス鋼シリンダーは通常、Ra 1.6~3.2ミクロンの表面仕上げで鋭い角や流体トラップを有し、食品グレード設計に比べて100~1000倍の細菌を保持します。素材だけでは食品安全性を保証できません。. 真の食品用シリンダーには、電気研磨処理によるRa≤0.4μmの表面、丸みを帯びた角部、完全な排水性、および検証済みの洗浄性が要求される。適切な表面仕上げと設計を伴わないステンレス鋼の使用は、高い汚染リスクを維持しながら偽りの安心感を生み出す。.
食品用シリンダーはどのくらいの頻度で洗浄およびバリデーションを行うべきですか?
生産シフトの切り替え時(通常は毎日)に食品グレードシリンダーを洗浄し、週1回のATPスワブ検証を実施し、月1回の完全な微生物学的検査を実施することで、コンプライアンスを維持し、問題となる前に汚染傾向を検出します。. 洗浄頻度は製品タイプによって異なります。高リスク製品(乳製品、生肉)は低リスク製品(乾物、包装製品)よりも頻繁な洗浄が必要です。ベプト・ニューマティクスでは、お客様の用途と規制要件に特化した洗浄バリデーションプロトコルを提供します。.
食品用途におけるIP67とIP69Kの保護等級の違いは何ですか?
IP67は一時的な水没に対して保護しますが、高圧・高温洗浄には対応しません。一方、IP69Kは特に80°Cの水を80~100バールの圧力下で試験します。食品業界のCIP/洗浄環境にはIP69Kのみが適しています。. IP67シールは、食品工場の標準的な洗浄条件(60~80℃、40~100バールの圧力)下では機能せず、水や化学薬品の侵入を許し、内部汚染や腐食を引き起こします。自動洗浄システムを備えた食品加工用途では、常にIP69Kを指定してください。.
無菌食品加工のために空気圧シリンダーを滅菌することは可能ですか?
はい、ただし熱滅菌用に特別設計されたシリンダーに限ります。316Lステンレス鋼を全面に使用し、高温シール(150℃以上対応のFKMまたはFFKM)、検証済みの熱分布を備えたもの。標準的な食品グレードのシリンダーは洗浄可能ですが、滅菌はできません。. 無菌処理には121~134℃での蒸気滅菌が必要であり、これはほとんどのエラストマーや潤滑剤の耐熱限界を超えています。ベプト・ニューマティクスでは、医薬品および超高温度食品用途向けの無菌グレードシリンダーを提供していますが、これらは特殊設計が必要で、標準的な食品グレードシリンダーの3~4倍のコストがかかります。.
ロッドレスシリンダーは食品安全の観点でロッド式シリンダーより優れているか?
はい、ロッドレスシリンダーは優れた食品安全性を提供します。従来のシリンダーにおける主要な汚染経路である露出したロッドを排除するためです。密閉型キャリッジ設計により製品接触を防ぎ、洗浄を40~60%簡素化します。. ロッド式シリンダーには衛生面で固有の欠点があります:ロッドがシールを貫通して生産環境内に突出した後、収縮時に汚染物質を内部へ持ち込むためです。ロッドレスシリンダーは全ての可動部品を密閉ガイドレール内に封じ込めます。ベプト・ニューマティクスでは、食品と直接接触する用途には全てロッドレス技術をお勧めします。本質的に衛生的で、洗浄が容易、長期的な汚染管理に優れているからです。🚀
