

Ievads
Jūsu automatizētā montāžas līnija neievēro izvietošanas mērķus par 0,5 mm, un noraidītās detaļas krājas. 🎯 Jūs esat trīs reizes kalibrējis pozīcijas sensorus, bet neatbilstība joprojām pastāv. Slēptais vaininieks nav jūsu vadības sistēma — tas ir dinamiskais blīvējuma histerēze, berzes fenomens, kas rada neparedzamas pozicionēšanas kļūdas, kas ražotājiem ik dienas izmaksā tūkstošiem eiro par atkritumiem un pārstrādi.
Dinamiskā blīvējuma histerēze ir berzes izraisīta nobīde starp norādīto un faktisko cilindru pozīciju, ko izraisa stick-slip uzvedība1, atdalīšanās spēka svārstības un ātrumam atkarīga berze blīvju materiālos — šī histerēze rada pozicionēšanas kļūdas 0,2–2,0 mm standarta pneimatiskajos cilindros, padarot blīvju konstrukciju, materiālu izvēli un eļļošanas optimizāciju kritiski svarīgu lietojumiem, kuriem nepieciešama atkārtojamība, kas labāka par ±0,5 mm precīzās montāžas, testēšanas un mērīšanas sistēmās.
Pagājušajā mēnesī es strādāju kopā ar Kevinu, kontroles inženieri elektronikas montāžas rūpnīcā Ilinoisā, kurš cīnījās ar nekonsekventu komponentu novietošanu pick-and-place lietojumprogrammā. Viņa pozicionēšanas kļūdas bija no 0,3 līdz 0,8 mm, neskatoties uz to, ka tika izmantoti augstas izšķirtspējas kodētāji. Pēc viņa sistēmas analīzes mēs atklājām, ka galvenais iemesls bija standarta cilindru blīvju histerēze. Pārejot uz mūsu Bepto zema berzes bezstieņa cilindriem ar optimizētu blīvju ģeometriju, viņa pozicionēšanas kļūda samazinājās līdz ±0,15 mm, samazinot noraidīto detaļu skaitu par 73%. 📊
Satura rādītājs
- Kas ir dinamiskā blīvējuma histerēze un kāpēc tā ietekmē pozicionēšanas precizitāti?
- Kā dažādi blīvju dizaini un materiāli ietekmē histerēzes uzvedību?
- Kāda ir kvantitatīvi izmērāmā ietekme, ko uz precīzās pozicionēšanas sistēmām rada blīvju histerēze?
- Kādas konstrukcijas stratēģijas samazina blīvējuma histerēzi bezstieņa cilindros?
Kas ir dinamiskā blīvējuma histerēze un kāpēc tā ietekmē pozicionēšanas precizitāti?
Saskaroties ar berzes izraisītām pozicionēšanas kļūdām, ir būtiski izprast to fiziku, lai panāktu precizitāti automatizētās sistēmās. 🔬
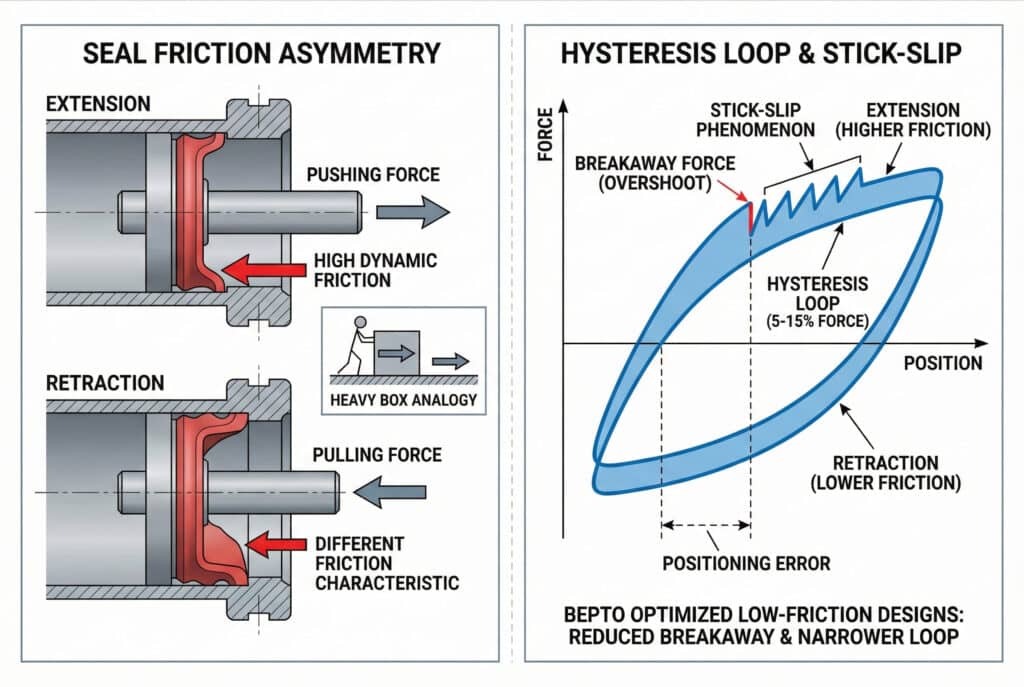
Dinamiskā blīvējuma histerēze rodas, kad berzes spēki mainās nelineāri atkarībā no ātruma un virziena, radot nobīdi starp ieejas spiedienu un izejas pozīciju— histerēzes cilpas platums (starpība starp izplešanās un ievilkšanās spēka-pārvietojuma līknēm) parasti ir 5–15% no kopējā gājiena spēka standarta cilindros, radot pozīcijas atkarīgas kļūdas, kas pastiprinās slēgtās cilpas sistēmās un neļauj sasniegt submilimetru atkārtojamību bez kompensācijas algoritmiem vai zema berzes blīvējuma konstrukcijām.
Plombas berzes histerēzes mehānika
Domājiet par blīvējuma histerēzi kā par atšķirību starp smagas kastes stumšanu pa grīdu un tās vilkšanu atpakaļ. Berze nav vienāda abos virzienos, jo virsmas mijiedarbība, materiāla deformācija un virziena efekti. Pneimatiskajos blīvējumos šī asimetrija ir vēl izteiktāka.
Kad cilindrs izplešas, blīvējuma mala tiek saspiesta pret cilindru vienā virzienā. Kad tas ievelkas, blīvējums deformējas citādi, radot atšķirīgas berzes īpašības. Tas rada histerēzes cilpu — grafisku attēlojumu, kas parāda, ka cilindram pārvietošanai nepieciešamā spēka lielums ir atkarīgs ne tikai no pozīcijas, bet arī no virziena un ātruma vēstures.
Stick-Slip fenomens un atdalīšanās spēki
Visproblemātiskākais aspekts saistībā ar blīvju histerēzi ir slīdēšanas-slīdēšanas īpašības. Miera stāvoklī blīvēm veidojas skaldīšana2 tas ir par 20-50% lielāks nekā dinamiskā berze kustības laikā. Kad spiediens palielinās, lai pārvarētu šo atdalīšanās spēku, cilindrs pēkšņi “lēkā” uz priekšu, pārsniedzot mērķa pozīciju.
Šī slīdēšana rada zāģzobveida kustības profilu, nevis vienmērīgu kustību. Precīzā pozicionēšanā tas izpaužas kā:
- Pārsniegums sākot no miers
- Svārstību izlīdzināšana ap mērķa pozīciju
- Virziena atkarīgas pozicionēšanas kļūdas (atšķirīgas galīgās pozīcijas, tuvojoties no pretējiem virzieniem)
Bepto uzņēmumā mēs esam izmērījuši atdalīšanās spēkus standarta cilindros, kas svārstās no 15 līdz 35 N cilindram ar 40 mm diametru, savukārt mūsu optimizētie zema berzes dizaini samazina šo spēku līdz 5–12 N — samazinājums par 60–701 TP3T, kas ievērojami uzlabo pozicionēšanas stabilitāti.
Kāpēc kontroles sistēmas nevar pilnībā kompensēt
Daudzi inženieri uzskata, ka slēgtas cilpas pozīcijas kontrole ar atgriezenisko saiti var novērst histerēzes efektus. Lai gan atgriezeniskā saite palīdz, tā nevar pilnībā pārvarēt fizikas pamatlikumus. Kontroles sistēma redz pozīcijas kļūdu un veic korekciju, bet histerēze rada:
Mirušās zonas: Nelielas pozīcijas kļūdas, kas nerada pietiekamu spēku, lai pārvarētu saķeri
Limita cikli: Svārstības ap mērķi, sistēmai pārvarot un atbrīvojot berzi
Ātrumam atkarīgas kļūdas: Atšķirīga pozicionēšanas precizitāte pie dažādiem pieejas ātrumiem
Esmu konsultējis desmitiem projektu, kuros inženieri mēnešiem ilgi regulēja PID kontrolierus, tikai lai atklātu, ka galvenais ierobežojums bija blīvju berzes histerēze, ko nevarēja novērst ar programmatūras regulēšanu. Risinājums prasa risināt mehānisko cēloni — pašas blīves.
Kā dažādi blīvju dizaini un materiāli ietekmē histerēzes uzvedību?
Vārsta ģeometrija un materiāla īpašības būtiski nosaka histerēzes lielumu un pozicionēšanas veiktspēju. ⚙️
Vārstu histerēze ievērojami atšķiras atkarībā no konstrukcijas: U-veida vārsti ar agresīviem lūpu leņķiem rada 40–60 N histerēzes spēku 50 mm diametra cilindros, savukārt optimizētas konstrukcijas ar zemu berzi, sekliem lūpu leņķiem un PTFE materiāliem samazina histerēzi līdz 10–20 N—materiāla izvēle (poliuretāns pret PTFE pret gumiju) ietekmē gan statiskās un dinamiskās berzes attiecību (1,3–2,0x), gan ātrumam atkarīgo berzes uzvedību, PTFE piedāvājot visvienmērīgākās berzes īpašības visā ātruma diapazonā precīzas pozicionēšanas lietojumiem.
Vārsta ģeometrija un kontakta spiediena sadale
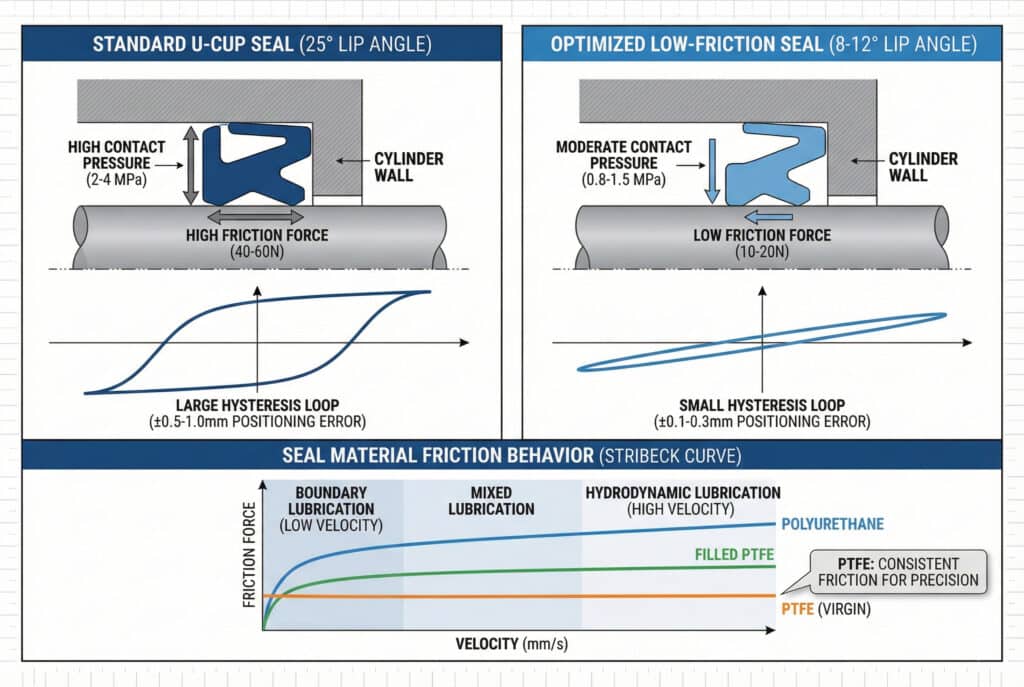
Vārsta lūpas leņķis un kontakta platums tieši nosaka berzes spēku un histerēzes lielumu. Tradicionālajiem U-veida vārstiem tiek izmantots 15–25° lūpas leņķis, lai nodrošinātu uzticamu blīvējumu, taču tas rada augstu kontakta spiedienu un berzi.
Standarta U-veida blīvējums (25° lūpu leņķis):
- Augsts kontakta spiediens (2–4 MPa)
- Lieliska hermētiskuma uzticamība
- Augsta berzes spēka (40-60N 50mm diametra urbuma gadījumā)
- Liels histerēzes cikls (±0,5–1,0 mm pozicionēšanas kļūda)
Zema berzes optimizēts blīvējums (8–12° lūpu leņķis):
- Vidējs kontakta spiediens (0,8–1,5 MPa)
- Laba hermētiskums ar atbilstošu virsmas apdari
- Zems berzes spēks (10–20 N 50 mm diametra urbuma gadījumā)
- Mazs histerēzes cikls (±0,1–0,3 mm pozicionēšanas kļūda)
Bepto uzņēmumā esam izstrādājuši patentētus blīvju profilus, kas nodrošina līdzsvaru starp blīvējuma uzticamību un minimālu berzi. Mūsu bezstieņu cilindri izmanto daudzslāņu konstrukciju, kur primārā blīve nodrošina spiediena ierobežošanu, bet sekundārie zemas berzes elementi samazina histerēzi.
Materiāla īpašību ietekme uz berzes īpašībām
Dažādi blīvju materiāliem ir ļoti atšķirīgas berzes īpašības un histerēzes īpašības:
| Blīvējuma materiāls | Statiskā/dinamiskā berzes koeficients | Ātruma jutība | Histerēzes spēks (50 mm diametrs) | Labākais pieteikums |
|---|---|---|---|---|
| NBR (nitrils) | 1,8–2,0x | Augsts | 45-65N | Zemas izmaksas, neprecīzs |
| Poliuretāns | 1,5–1,8x | Mērens | 30–50 N | Vispārējā rūpniecība |
| PTFE (Virgin) | 1,2–1,4x | Zema | 8-15N | Precīza pozicionēšana |
| Pildīts PTFE | 1,3–1,5x | Zema | 12-20N | Līdzsvarota veiktspēja |
| Grafīta pildīts PU | 1,4–1,6x | Vidēji zems | 20-35N | Rentabla precizitāte |
PTFE molekulārā struktūra rada ārkārtīgi vienmērīgu berzi visā ātruma diapazonā. Atšķirībā no elastomēriem, kuriem raksturīga spēcīga ātrumam atkarīga berze (berze palielinās līdz ar ātrumu), PTFE saglabā gandrīz nemainīgu berzi no 1 mm/s līdz 1000 mm/s, kas ir ļoti svarīgi, lai nodrošinātu paredzamu pozicionēšanu.
Stribeka līkne un eļļošanas režīmi
Plombas berzes īpašības atbilst Stribecka līkne3, kurā aprakstīti trīs eļļošanas režīmi:
Robežu eļļošana (ļoti zems ātrums):
- Metāla un metāla kontakts caur smērvielas plēvi
- Augstākā berze
- Dominējošs pozicionēšanas ātrumos (<10 mm/s)
Jaukta eļļošana (vidējs ātrums):
- Daļēja smērvielas plēves atbalsts
- Pārejas berzes īpašības
- Lielākā daļa pozicionēšanas lietojumprogrammu darbojas šeit
Hidrodinamiskā eļļošana (augsta ātruma):
- Pilnīga smērvielas plēves atdalīšanās
- Zemākā berze
- Reti sasniedzams pneimatiskajos cilindros
Robežsmērēšanas režīma platums nosaka pozicionēšanas histerēzi. Materiāli ar labākām robežsmērēšanas īpašībām (PTFE, grafīta pildījuma savienojumi) uztur zemāku berzi pozicionēšanas ātrumos, samazinot histerēzi.
Temperatūras ietekme uz histerēzi
Vārstu berzes koeficients nav nemainīgs atkarībā no temperatūras — tas ievērojami mainās, sistēmām sasilstot darbības laikā. Standarta poliuretāna vārsti parāda 30–40% berzes samazinājumu no 20 °C līdz 60 °C, radot pozicionēšanas novirzi, sistēmas temperatūrai stabilizējoties.
Es strādāju kopā ar Sarah, testēšanas iekārtu inženieri no Mičiganas, kuras precīzās mērīšanas sistēma rītā un pēcpusdienā uzrādīja atšķirīgu pozicionēšanas precizitāti. Viņas standarta cilindru blīvējumi bija jutīgi pret temperatūru, kas sistēmai sasilstot radīja 0,4 mm pozicionēšanas novirzi. Mēs tos aizstājām ar temperatūras izturīgiem Bepto cilindriem, kuros izmantoti PTFE blīvējumi, un viņas pozicionēšanas precizitāte uzlabojās līdz ±0,12 mm neatkarīgi no darba temperatūras. 🌡️
Kāda ir kvantitatīvi izmērāmā ietekme, ko uz precīzās pozicionēšanas sistēmām rada blīvju histerēze?
Histerēzes skaitliskās ietekmes izpratne palīdz noteikt atbilstošu cilindru tehnoloģiju jūsu precizitātes prasībām. 📈
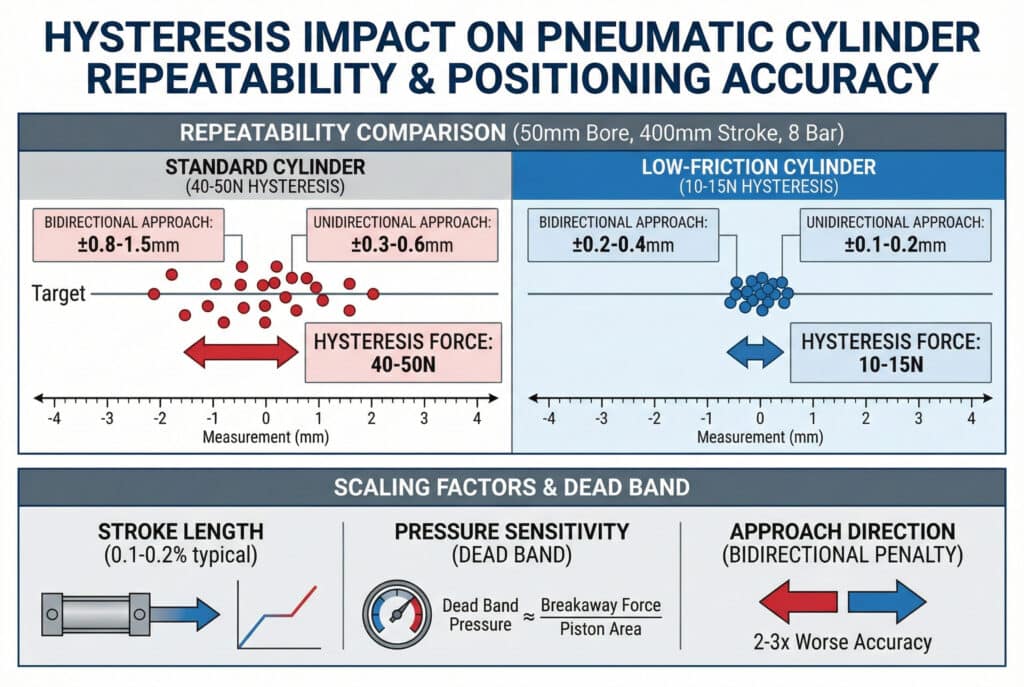
Vārstu histerēze rada kvantitatīvi izmērāmas pozicionēšanas kļūdas: standarta cilindri ar 40–50 N histerēzes spēku uzrāda ±0,5–1,2 mm atkārtojamību pie 8 bar spiediena, savukārt zema berzes konstrukcijas ar 10–15 N histerēzi sasniedz ±0,1–0,3 mm atkārtojamību — šīs kļūdas ir atkarīgas no gājiena garuma (tipisks gājiena garums 0,1–0,21 TP3T), spiediena svārstībām (±10% spiediens rada ±0,15 mm pozīcijas izmaiņas) un pieejas virzienam (divvirzienu atkārtojamība ir 2–3 reizes sliktāka nekā vienvirziena), padarot histerēzi par ierobežojošo faktoru lietojumos, kur nepieciešama precizitāte, kas ir labāka par ±0,5 mm.
Pozicionēšanas kļūdas lielums un mērogs
Histerēzes spēka un pozicionēšanas kļūdas savstarpējā saistība atbilst paredzamam modelim. Noteiktam cilindru diametram un darba spiedienam pozicionēšanas kļūda ir aptuveni lineāri proporcionāla histerēzes spēkam:
Pozīcijas kļūda ≈ (histerēzes spēks / pneimatiskais spēks) × gājiena garums
50 mm diametra cilindram ar 8 bar spiedienu (efektīvā spēka ≈ 1570 N) un 400 mm gājienu:
- 40N histerēze: Kļūda ≈ (40/1570) × 400 mm = 10,2 mm potenciālā kļūda
- Faktiskais kļūda ar amortizāciju: ±0,6–1,0 mm (sistēmas amortizācija samazina teorētisko maksimumu)
Tas izskaidro, kāpēc cilindriem ar lielāku diametru bieži ir labāka relatīvā pozicionēšanas precizitāte — pneimatiskā spēka palielinās līdz ar diametra laukumu (D²), bet blīvējuma berze palielinās aptuveni līdz ar diametru (D), nodrošinot labvēlīgu mērogu attiecību.
Divvirzienu un vienvirzienu atkārtojamība
Viena no svarīgākajām precizitātes pozicionēšanas specifikācijām ir divvirzienu atkārtojamība — spēja atgriezties tajā pašā pozīcijā, tuvojoties no pretējiem virzieniem. Histerēze tieši nosaka šo specifikāciju:
Vienvirziena atkārtojamība (vienmēr tuvojoties no viena un tā paša virziena):
- Standarta cilindrs: ±0,3–0,6 mm
- Zema berzes cilindrs: ±0,1–0,2 mm
- Bepto precizitāte bez stieņa: ±0,05–0,15 mm
Divvirzienu atkārtojamība (pieejot no jebkura virziena):
- Standarta cilindrs: ±0,8–1,5 mm (2–3 reizes sliktāks)
- Zema berzes cilindrs: ±0,2–0,4 mm (2x sliktāks)
- Bepto precizitāte bez stieņa: ±0,1–0,25 mm (1,5–2 reizes sliktāka)
Divvirzienu sods rodas tieši no histerēzes — pozīcija ir atkarīga no pieejas virziena berzes asimetrijas dēļ. Lietojumiem, kuriem nepieciešama divvirzienu precizitāte, jānorāda cilindri ar minimālu histerēzi.
Spiediena jutīgums un spēka līdzsvars
Pozicionēšanas precizitāte ir atkarīga arī no spiediena stabilitātes. Histerēze rada “mirušo zonu”, kur nelielas spiediena izmaiņas nerada kustību, jo tās nepārvar statisko berzi. Šīs mirušās zonas platums ir:
Nenodrošinātais spiediens ≈ atdalīšanās spēks / virzuļa laukums
50 mm diametra cilindram (platība ≈ 1963 mm²) ar 25 N atdalīšanās spēku:
Nenodrošinātā josla ≈ 25 N / 1963 mm² = 0,013 MPa = 0,13 bar
Tas nozīmē, ka spiediena svārstības zem 0,13 bar neradīs kustību — cilindrs “pielīp” savā pozīcijā. Precīzai pozicionēšanai tas rada:
- Spiediena regulēšanas prasības: Nepieciešams ±0,05 bar vai labāks, lai nodrošinātu stabilu pozicionēšanu
- Rezolūcijas ierobežojumi: Nevar sasniegt pozicionēšanas izšķirtspēju, kas būtu labāka par neaktīvo joslu ekvivalentu
- Laika jautājumu risināšana: Sistēma svārstās neaktīvā joslā, pirms nostabilizējas
Reālās pasaules lietojumprogrammu prasības
Dažādām lietojumprogrammām ir atšķirīga tolerance pret histerēzes izraisītām kļūdām:
Augstas precizitātes lietojumprogrammas (nepieciešams ±0,1–0,2 mm):
- Elektronikas montāža un testēšana
- Optisko komponentu pozicionēšana
- Precīza mērīšana un pārbaude
- Risinājums: PTFE blīvju sistēmas, zema berzes konstrukcijas, slēgta kontūra vadība
Vidējas precizitātes lietojumi (pieļaujamā novirze ±0,3–0,5 mm):
- Ģenerālās asamblejas darbība
- Materiālu pārvietošana ar stingrām pielaidēm
- Iepakojums un marķējums
- Risinājums: Optimizēti poliuretāna blīvējumi, kvalitātes standarta cilindri
Zemas precizitātes lietojumi (±1,0 mm+ pieņemams):
- Beramkravu pārkraušana
- Sasprindzināšana un nostiprināšana
- Vispārējā automatizācija
- Risinājums: Standarta cilindri ir piemēroti
Bepto palīdzam klientiem izvēlēties cilindru tehnoloģiju atbilstoši viņu faktiskajām vajadzībām. Precīzijas cilindru pārspīlēta specifikācija rada naudas izšķiešanu, bet nepietiekama specifikācija izraisa kvalitātes problēmas un pārstrādāšanas izmaksas.
Kādas konstrukcijas stratēģijas samazina blīvējuma histerēzi bezstieņa cilindros?
Precīzas pozicionēšanas sasniegšanai ir nepieciešama integrēta pieeja, kas risina berzes problēmas visos līmeņos. 🎯
Lai samazinātu blīvju histerēzi, ir nepieciešamas daudzpusīgas projektēšanas stratēģijas: optimizēta blīvju lūpu ģeometrija ar 8–12° saskares leņķiem, PTFE vai pildīti PTFE materiāli ar statisko/dinamisko berzes koeficientu zem 1,4x, precīzi slīpētas cilindru virsmas (Ra 0,2–0,4 μm), lai nodrošinātu robežsmērēšanu, sintētiskie smērvielas ar atbilstošu viskozitāti (ISO VG 32–68) un mehāniskas konstrukcijas iezīmes, piemēram, vadāmas ratiņi un priekšslodzes regulēšana — cilindros bez stieņa, divkāršās blīvējuma konfigurācijas ar spiediena izlīdzināšanu vēl vairāk samazina neto berzes spēku, vienlaikus saglabājot blīvējuma integritāti.

Optimizēta blīvju profila konstrukcija
Bepto uzņēmumā esam veikuši ievērojamas investīcijas blīvju profilu optimizācijā, izmantojot galīgo elementu analīzi un empīriskos testus. Mūsu precīzie blīvju profili ietver:
Sekli lūpu leņķi (8–12° pretstatā standarta 20–25°):
- Samazina kontakta spiedienu par 40-60%
- Saglabā hermētiskumu, pateicoties precīzām virsmas apdares prasībām
- Nepieciešama Ra 0,3–0,5 μm cilindriskā apdare (pretstatā standarta Ra 0,8–1,2 μm)
Daudzslāņu konfigurācijas:
- Primārais blīvējums: spiediena ierobežošana (pieļaujama mērena berze)
- Sekundārais blīvējums: zemas berzes tīrītājs (minimāls kontaktspiediens)
- Trešais blīvējums: piesārņojuma izslēgšana (ārējs)
Spiediena līdzsvarotas konstrukcijas:
- Pretstatītas blīvējuma lūpas ar spiediena izlīdzināšanu
- Tīrā berzes spēka samazinājums par 30–50%
- Īpaši efektīvs cilindros bez stieņiem ar divpusēju blīvējumu
Virsmas apdare un eļļošanas optimizācija
Mucas virsmas apdare būtiski ietekmē robežsmērēšanu un histerēzi. Mēs norādām precīzu honēšanu, lai sasniegtu:
Virsmas raupjums: Ra 0,2–0,4 μm (salīdzinājumā ar standarta Ra 0,8–1,2 μm)
Plato honēšana4: Izveido mikro rezervuārus smērvielas saglabāšanai
Virziena apdare: Honēšanas pēdas, kas sakrīt ar kustības virzienu
Kombinējot ar atbilstošu eļļošanu:
Sintētiskās smērvielas (mūsu standarts Bepto):
- ISO VG 32-68 viskozitātes diapazons
- Lieliskas robežsmērēšanas īpašības
- Temperatūras stabilitāte
- Saderīgs ar blīvējuma materiāliem
Piemērošanas metode:
- Visu slīdošo virsmu iepriekšēja eļļošana rūpnīcā
- Periodiskas atkārtotas eļļošanas atveres (cilindriem ar garu gājienu bez stieņa)
- Automātiskās eļļošanas sistēmas kritiskām lietojumprogrammām
Mehāniskās konstrukcijas iezīmes
Papildus pašiem blīvēm, mehāniskā konstrukcija samazina histerēzes efektus:
Precīzijas vadības sistēmas:
- Lineārie lodīšu gultņi vai rullīšu vadules
- Atsevišķs slodzes atbalsts no pneimatiskā spēka
- Samazina sānu slodzi uz blīvēm (galvenais berzes faktors)
Riteņa priekšslodzes regulēšana:
- Ļauj optimizēt blīvējuma saspiešanu
- Līdzsvaro blīvējuma uzticamību un berzi
- Lauka apstākļos regulējams nodiluma kompensācijai
Montāžas stingrība:
- Cieta montāža samazina deformācijas izraisītu saistīšanos
- Pareiza izvietošana novērš sānu slodzi
- Kritiskais garo gājienu lietojumiem
Nesen palīdzēju Maiklam, mašīnbūvētājam no Viskonsinas, atrisināt pastāvīgu pozicionēšanas problēmu 2 metru gājiena bezstieņa cilindru lietojumā. Viņa cilindriem bija 2–3 mm pozicionēšanas novirze, ko izraisīja deformācijas izraisīta blīvējuma saķeršanās. Mēs pārprojektējām montāžas sistēmu ar starpposma atbalstu un pārejām uz mūsu Bepto precīzijas bezstieņa cilindriem ar optimizētām vadām. Viņa pozicionēšanas kļūda samazinājās līdz ±0,25 mm visā gājienā — 10 reizes labāks rādītājs. 🔧
Slēgtas cilpas kontroles integrācija
Lai panāktu maksimālu precizitāti, mehāniskā optimizācija jāapvieno ar viedo vadību:
Atgriezeniskā saite par pozīciju:
- Lineārie kodētāji (5–10 μm izšķirtspēja)
- magnetostrikcijas sensori5 (50–100 μm izšķirtspēja)
- Ļauj kompensēt histerēzes efektus
Berzes kompensācijas algoritmi:
- Modelēta berzes novērtēšana
- Adaptīvā kompensācija par nodilumu un temperatūru
- Var samazināt pozicionēšanas kļūdu par papildu 40-60%
Spiediena profilēšana:
- Ātrumam atkarīga spiediena regulēšana
- Samazina pārsniegumu un nostabilizēšanās laiku
- Optimizē pieeju galīgajai pozīcijai
Bepto sniedzam lietojumprogrammu inženierijas atbalstu, lai palīdzētu klientiem integrēt mūsu zemas berzes cilindrus savās vadības sistēmās. Optimizēta mehāniskā konstrukcija un inteliģenta vadība nodrošina pozicionēšanas veiktspēju, kas tuvinās elektriskajām servosistēmām, bet izmaksas ir daudz zemākas.
Izmaksu un veiktspējas kompromisi
Precizitāte ir saistīta ar izmaksām, un galvenais ir pielāgot tehnoloģiju prasībām:
Standarta cilindrs ($150-250):
- ±0,8–1,5 mm atkārtojamība
- Piemērots 70% lietojumiem
- Zemākās sākotnējās izmaksas
Zema berzes cilindrs ($250-400):
- ±0,3–0,6 mm atkārtojamība
- Labākais izmaksu un veiktspējas līdzsvars
- Mūsu populārākā Bepto precizitātes opcija
Ultraprecisa cilindrs ($500-800):
- ±0,1–0,25 mm atkārtojamība
- PTFE blīvējumi, precīzijas vadules, gatavi atgriezeniskajai saitei
- Tikai kritiskām lietojumprogrammām
Lēmums jāpieņem, pamatojoties uz kopējām īpašumtiesību izmaksām, ieskaitot lūžņus, pārstrādi un kvalitātes izmaksas. Ražošanas līnijā, kas ražo 10 000 detaļas dienā, kur pozicionēšanas kļūdas rada 2% lūžņus ar $5/detalē, kvalitātes izmaksas ir $1000/dienā. $300 piemaksa par precīzijas cilindriem atmaksājas stundās, nevis mēnešos.
Secinājums
Dinamiskā blīvējuma histerēze ir slēptais ienaidnieks precīzai pozicionēšanai pneimatiskajās sistēmās, radot berzes izraisītas kļūdas, kuras nevar pilnībā novērst ar nekādu kontroles regulēšanu. Izprotot histerēzes mehānismus un ieviešot optimizētus blīvējuma dizainus, atbilstošus materiālus un integrētus mehāniskos risinājumus, pozicionēšanas precizitāte var uzlaboties 5–10 reizes salīdzinājumā ar standarta cilindriem. Bepto bezstieņa cilindri ir izstrādāti, pamatojoties uz gadu desmitiem ilgu berzes optimizācijas pētījumu rezultātiem, lai nodrošinātu precīzu pozicionēšanu, kas atbilst augstām rūpnieciskām prasībām, vienlaikus saglabājot pneimatiskās piedziņas izmaksu priekšrocības un vienkāršību. 🌟
FAQ par dinamisko blīvējumu histerēzi
J: Vai es varu izmērīt blīvējuma histerēzi savos esošajos cilindros, lai diagnosticētu pozicionēšanas problēmas?
Jā — veiciet vienkāršu spēka-pārvietojuma testu, lēnām izstiepjot un ievelkot cilindru, vienlaikus mērot spēku un pozīciju, un attēlojot rezultātus, lai vizualizētu histerēzes cilpu. Cilpas platums norāda histerēzes lielumu. Bepto iesaka veikt šo diagnostisko testu, pirms norādīt aizvietojamos cilindrus, jo tas kvantitatīvi nosaka, vai histerēze patiešām ir jūsu ierobežojošais faktors vai arī dominē citas problēmas (spiediena nestabilitāte, montāžas problēmas).
J: Kā blīvju nodilums ietekmē histerēzi cilindra kalpošanas laikā?
Parasti blīvju nodilums sākotnēji samazina histerēzi (pirmie 100 000–200 000 cikli), jo blīvji “iebraucas” un kontakta spiediens samazinās, tad histerēze pakāpeniski palielinās, jo nodilums rada neregulārus kontakta modeļus un virsmas bojājumus. Labi izstrādāti blīvējumi, piemēram, mūsu Bepto precīzijas profili, saglabā stabilu histerēzi 1–2 miljonus ciklu pirms ievērojamas degradācijas, savukārt standarta blīvējumiem pēc 500 000 cikliem var novērot 50–100% histerēzes palielināšanos.
J: Vai pneimatiskā pozicionēšana ar zemu histerēzi ir salīdzināma ar elektriskajām servosistēmām?
Lietojumiem, kuriem nepieciešama ±0,1–0,3 mm atkārtojamība pie vidējiem ātrumiem (<500 mm/s), optimizēti pneimatiskie cilindri ar slēgtu kontūru var sasniegt elektrisko servo veiktspēju ar 40–60% zemākām sistēmas izmaksām. Tomēr elektriskie servo joprojām ir pārāki lietojumiem, kuriem nepieciešama 1 m/s) vai sarežģīti kustības profili. Galvenais ir pielāgot tehnoloģiju faktiskajām prasībām, nevis pārspīlēt elektrisko servo specifikācijas lietojumiem, kur pietiktu ar pneimatiku.
J: Vai es varu uzstādīt zemas berzes blīvējumus savos esošajos cilindros, lai samazinātu histerēzi?
Vārstu nomaiņa var palīdzēt, bet to ierobežo esošā cilindru virsmas apdare un rievas ģeometrija — lai pareizi darbotos, zema berzes vārstiem nepieciešama cilindru apdare ar Ra 0,3–0,5 μm, bet standarta cilindriem parasti ir Ra 0,8–1,2 μm. Turklāt vārstu rievu izmēriem jāatbilst optimizētajam vārstu profilam. Vairumā gadījumu visa cilindra nomaiņa pret precīzi izstrādātu vienību, piemēram, mūsu Bepto zemas berzes bezstieņa cilindriem, nodrošina labāku veiktspēju un rentabilitāti nekā mēģinājumi veikt modernizāciju.
J: Kā norādīt histerēzes prasības, pasūtot precīzijas cilindrus?
Norādiet divvirzienu atkārtojamību, nevis tikai “precizitāti” — pieprasiet “±0,3 mm divvirzienu atkārtojamību visā darba ciklā”, nevis neskaidrus terminus, piemēram, “precizitāte” vai “zems berzes koeficients”. Norādiet arī darba apstākļus (spiedienu, ātrumu, cikla ātrumu, temperatūras diapazonu), jo tie ietekmē histerēzi. Bepto mēs sniedzam sertificētus testa datus, kas parāda faktisko izmērīto histerēzes spēku un pozicionēšanas atkārtojamību mūsu precīzijas cilindriem, nodrošinot, ka jūs saņemat dokumentētu veiktspēju, kas atbilst jūsu lietojuma prasībām.
-
Uzziniet par stick-slip fenomena fizikālo pamatu un to, kā tas veicina berzes izraisītu nestabilitāti mehāniskās sistēmās. ↩
-
Izpētiet statiskās berzes (saķeres) tehnisko definīciju un tās ietekmi uz pneimatiskai darbībai nepieciešamo atdalīšanās spēku. ↩
-
Iegūstiet padziļinātu izpratni par Stribeka līkni un to, kā tā definē saistību starp berzi un eļļošanas režīmiem slīdošajos blīvējumos. ↩
-
Izpratne par to, kā plato honēšanas process rada mikrokrātuves, kas optimizē smērvielas saglabāšanu un samazina virsmas berzi. ↩
-
Uzziniet, kā darbojas magnetostriktīvie sensori un kāpēc tie ir ieteicami augstas izšķirtspējas pozīcijas atgriezeniskās saites nodrošināšanai rūpnieciskās vidēs. ↩
