
Ievads
Your cylinder seals are brand new, properly installed, and rated for your application—yet air is still leaking past them. You’ve replaced seals twice in three months, but the problem persists. Your pressure holding capability is deteriorating, cycle times are slowing, and energy costs are climbing. The culprit isn’t your seals—it’s invisible damage to your cylinder bore. 🔍
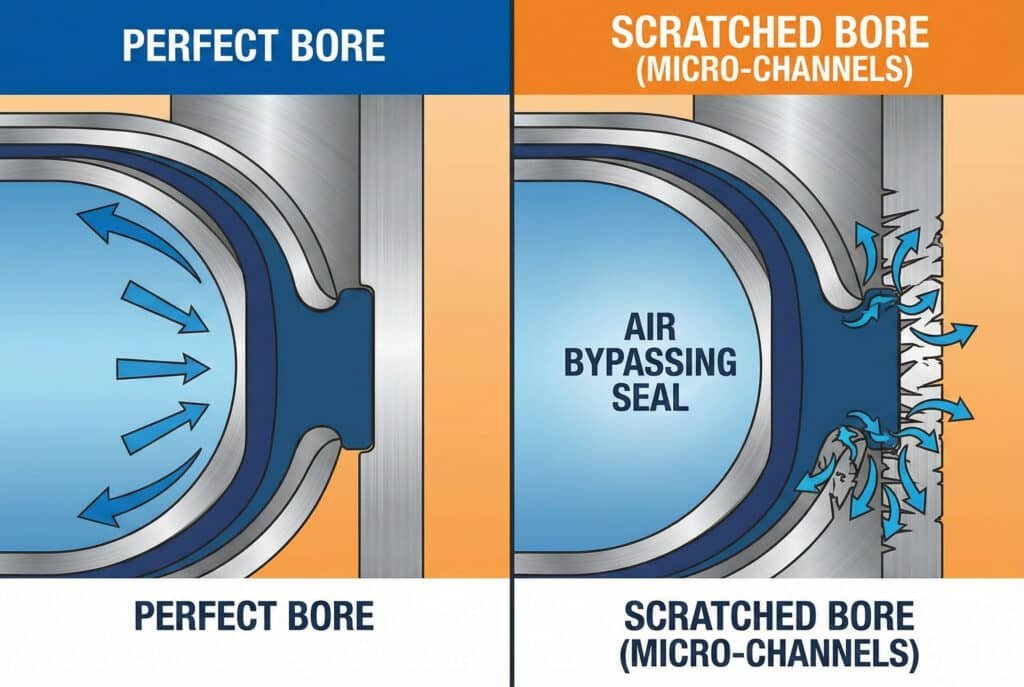
Saskrāpēti cilindru caurumi rada mikrokanālus, kas ļauj saspiestam gaisam apiet pat perfektus blīvējumus, un pat 5–10 mikronu (0,005–0,010 mm) dziļi skrāpējumi var izraisīt izmērāmu noplūdi. Šie noplūdes ceļi veidojas no piesārņojuma iekļūšanas, nepareizas uzstādīšanas, blīvju atliekām vai ražošanas defektiem, un tie var samazināt blīvju efektivitāti par 40–80%, vienlaikus paātrinot blīvju nodilumu par 300–500%, tādējādi padarot cilindru stāvokļa analīzi kritiski svarīgu, lai diagnosticētu pastāvīgas noplūdes problēmas.
Two months ago, I received a frustrated call from Thomas, a maintenance manager at an automotive assembly plant in Tennessee. His production line had twelve rodless cylinders that were consuming excessive air and losing positioning accuracy. He’d replaced every seal twice with premium OEM parts, spending over $3,000, but leakage persisted within weeks. When we performed bore inspection with our specialized equipment, we discovered the real problem: contamination had scored all twelve cylinder bores with microscopic scratches that were destroying new seals within days. 🔧
Satura rādītājs
- Kas izraisa skrāpējumus un bojājumus pneimatisko cilindru urbjos?
- Kā mikroskopiskas skrāpējumi rada noplūdes ceļus?
- Kādas pārbaudes metodes atklāj cilindru urbuma bojājumus?
- Kā var izlabot vai novērst cilindru urbuma skrāpējumus?
- Secinājums
- Bieži uzdotie jautājumi par cilindru urbuma bojājumiem
Kas izraisa skrāpējumus un bojājumus pneimatisko cilindru urbjos?
Understanding the root causes of bore damage is your first step toward preventing costly seal failures and air leakage. 🛡️
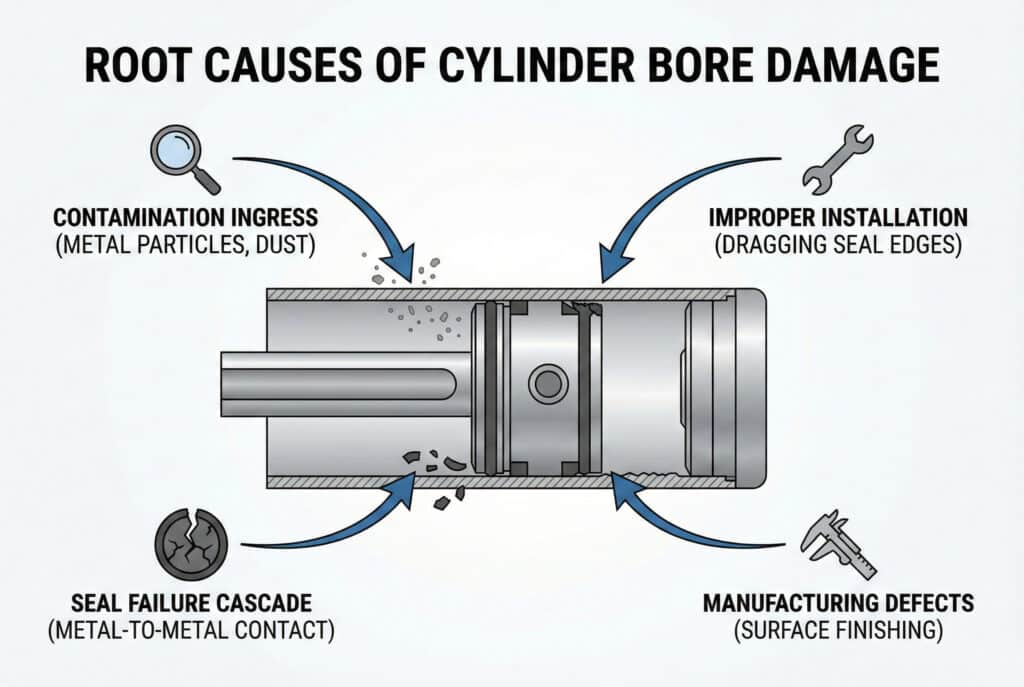
Cilindra urbuma skrāpējumi galvenokārt rodas četru mehānismu dēļ: piesārņojuma iekļūšana (metāla daļiņas, putekļi vai abrazīvi atlieki), nepareiza blīvējuma uzstādīšana (cietā blīvējuma malu vilkšana pāri urbumam), katastrofāla blīvējuma bojājums (metāla saskare ar metālu) un ražošanas defekti (neatbilstoša virsmas apdare vai materiāla defekti). Pat viena 50 mikronu daļiņa, kas iesprūst starp blīvi un cilindru, var radīt skrāpējumu, kas apdraud blīvējumu visā cilindra atlikušajā kalpošanas laikā.
Piesārņojuma izraisīta skrāpēšana
Visbiežākais urbuma bojājumu cēlonis ir ārējais piesārņojums, kas apiet tīrītāju blīvējumus:
- Metāla daļiņas: No nolietotām detaļām, apstrādes darbībām vai cauruļu nogulsnēm
- Abrazīvs putekļi: Silīcija dioksīds, cements, minerālās daļiņas rūpnieciskā vidē
- Metināšanas šļakatas: No tuvējām metināšanas darbībām
- Cietināti blīvējuma atliekas: Fragmenti no bojātiem zīmogiem
Nonākušas cilindrā, šīs daļiņas paliek ieslodzītas starp blīvi un urbuma virsmu, darbojoties kā mikroskopiski griešanas instrumenti, kas ar katru sitienu iezīmē urbuma virsmu.
Ar uzstādīšanu saistīti bojājumi
Nepareiza uzstādīšana izraisa tūlītēju urbuma bojājumu:
- Spiediena uzlikšana uz asām malām: Veido plombas fragmentus, kas skrāpē urbjumu
- Uzstādīšana bez eļļošanas: Izraisa pārmērīgu berzi un nobrāzumus
- Pārseguma uzgali: Nesakrīt komponenti, izraisot ekscentrisku nodilumu
- Nepareizu instrumentu izmantošana: Sabojā plombas malas, radot cietas daļiņas
Vārsta defekta kaskāde
Kad blīvējumi kļūst pilnīgi nederīgi, sekundārie bojājumi bieži vien pārsniedz sākotnējo problēmu:
| Neveiksmes posms | Mehānisms | Urbumu bojājumi | Smaguma pakāpe |
|---|---|---|---|
| Sākotnējais blīvējuma nodilums | Normāla berze | Minimāla pulēšana | Zema |
| Blīvējuma sacietēšana | Siltuma/ķīmiskā degradācija | Gaismas vērtēšana | Mērens |
| Plombas plaisāšana | Materiāla kļūme | Dziļas skrambas | Augsts |
| Pilnīga blīvējuma zudums | Metāla kontakts ar metālu | Smaga berzēšanās | Kritiskais |
Ražošanas un materiālu defekti
Ne visi urbuma bojājumi rodas laukā. Ražošanas problēmas ietver:
- Nepietiekama honēšana: Virsmā apdare pārsniedz Ra 0,4 μm specifikācija1
- Materiāla piemaisījumi: Cietas daļiņas alumīnija vai tērauda matricā
- Korozijas izraisītas bedrītes: No nepareizas uzglabāšanas vai mitruma iedarbības
- Izmēru kļūdas: Neregulāras formas caurumi rada nevienmērīgu blīvējuma slodzi
In Thomas’s Tennessee facility, our analysis revealed that contamination from a nearby grinding operation had introduced aluminum oxide particles into his compressed air system. These particles—harder than the cylinder bore material—had systematically scratched all twelve bores over six months of operation. No amount of seal replacement could solve a bore damage problem. 💡
Kā mikroskopiskas skrāpējumi rada noplūdes ceļus?
The physics of how tiny scratches defeat modern seal technology reveals why bore condition is so critical. 📊
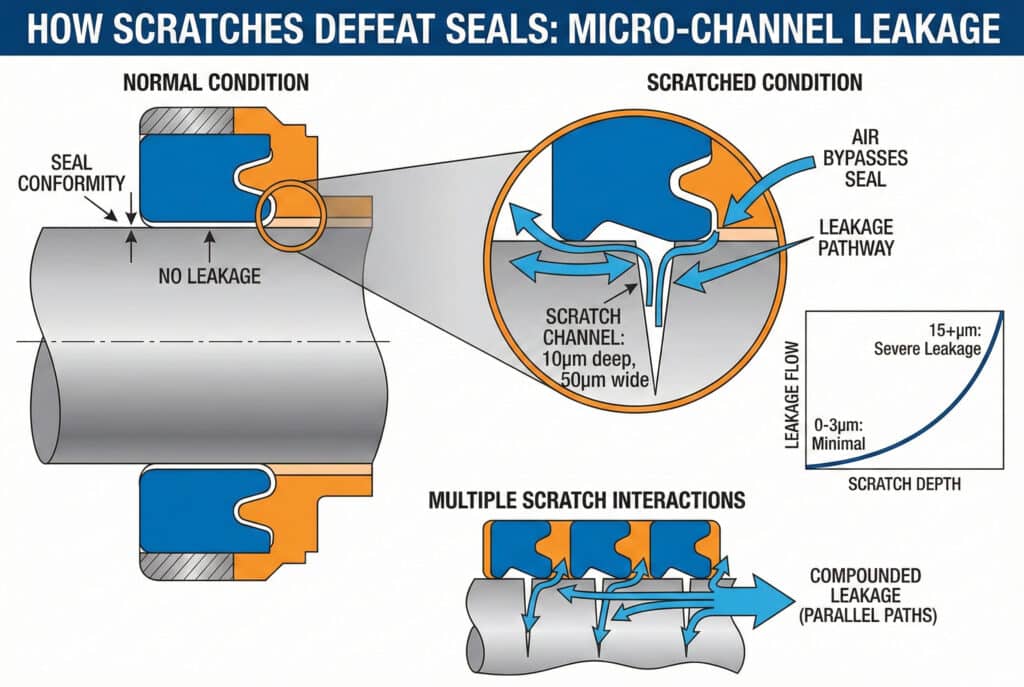
Skrambas rada noplūdes ceļus caur kapilāru kanāliem, kas ļauj saspiestam gaisam plūst zem blīvējuma lūpām pat pie pilnas kompresijas. Skramba, kas ir tikai 10 mikronu dziļa un 50 mikronu plata, var caurlaist 0,5–2,0 SCFM2 pie 100 psi — kas atbilst 0,5 mm caurumam — jo skrāpējuma garums (bieži vien 100–500 mm cilindros bez stieņa) nodrošina pagarinātu ceļu ar zemu pretestību. Vairāki skrāpējumi rada paralēlus noplūdes ceļus, kas problēmu padara eksponenciāli sarežģītāku.
Plombas un urbuma saskarnes
Normālos apstākļos pneimatiskie blīvējumi rada hermētisku barjeru, izmantojot:
- Materiāla saspiešana: Plomba deformējas, lai aizpildītu mikroskopiskas virsmas nelīdzenumus
- Spiediena aktivizēšana: Sistēmas spiediens piespiež blīvi pret urbuma virsmu
- Virsmā atbilstība: Elastomērs ieplūst virsmas tekstūrā (parasti Ra 0,2–0,4 μm)
Tas darbojas perfekti uz nesabojātiem urbumiem, kur virsmas nelīdzenumi ir mazāki nekā blīvējuma pielāgošanās spēja (parasti <2 mikroni).
Kā skrāpējumi uzvar plombas
Ja skrāpējumi pārsniedz kritiskos izmērus, blīvējumi vairs nevar atbilst:
Skrambu dziļums pret blīvējuma atbilstību:
- 0–3 mikroni: Vāks pilnībā atbilst, nav noplūdes
- 3–8 mikroni: Daļēja atbilstība, minimāla noplūde (<0,1 SCFM)
- 8–15 mikroni: Slikta atbilstība, vidēja noplūde (0,5–2,0 SCFM)
- 15+ mikroni: Neatbilstība, nopietna noplūde (2–10+ SCFM)
Noplūdes plūsmas aprēķini
Noplūdes ātrums caur skrāpējumu atbilst šķidruma dinamikas principiem:
Galvenie plūsmu ietekmējošie faktori:
- Skrambu dziļums: Dziļāki skrāpējumi = eksponenciāli lielāka plūsma
- Skrambu platums: Plašāki kanāli = proporcionāli lielāka plūsma
- Skrambu garums: Garāki ceļi = mazāka pretestība = lielāks plūsmas ātrums
- Spiediena starpība: Augstāks spiediens = lielāka virzošā spēka
Tipiskam skrāpējumam (10 μm dziļš × 50 μm plats × 300 mm garš) pie 100 psi noplūde ir aptuveni 1,2 SCFM — pietiekami, lai izraisītu ievērojamu veiktspējas pasliktināšanos.
Paātrinātais nodiluma cikls
Saskrāpēti caurumi rada apburto loku, kas paātrina bojājumus:
- Sākotnējais skrāpējums rada lokalizētu noplūdes ceļu
- Noplūdes plūsma nes papildu piesārņojumu uz skrāpējumu
- Piesārņojums darbojas kā abrazīvs līdzeklis, paplašinot un padziļinot skrāpējumu
- Aiztaisiet malas koncentrē spriedzi skrāpējumu robežās, paātrinot blīvējuma nodilumu
- Nolietots blīvējums ļauj iekļūt vairāk piesārņojumam, vēl vairāk bojājot urbuma
This cycle explains why Thomas’s seals were failing within 2-3 weeks after replacement despite being premium quality parts. The damaged bores were destroying new seals faster than normal wear mechanisms. 🔄
Vairākas skrāpējumu mijiedarbības
Ja ir vairāki skrāpējumi (bieži sastopami piesārņotā vidē), noplūdes savienojumi:
| Skrāpējumu skaits | Individuāla noplūde | Kombinēta noplūde | Jūras dzīvnieku skaita samazināšanās |
|---|---|---|---|
| 1 skrāpējums | 1,0 SCFM | 1,0 SCFM | -40% |
| 2-3 skrāpējumi | 0,8 SCFM katrs | 2,0–2,5 SCFM | -65% |
| 4-6 skrāpējumi | 0,6 SCFM katrs | 3,0–4,0 SCFM | -80% |
| 7+ skrāpējumi | Mainīgs | 5,0+ SCFM | -90%+ |
Tomasa sliktākajam cilindram bija vienpadsmit atšķirīgi skrāpējumu kanāli, kas kopā radīja noplūdes ātrumu, kas pārsniedza 8 SCFM pie 90 psi, padarot efektīvu blīvējumu praktiski neiespējamu neatkarīgi no blīvējuma kvalitātes.
Kādas pārbaudes metodes atklāj cilindru urbuma bojājumus?
Early detection of bore damage prevents costly seal replacement cycles and identifies cylinders requiring repair or replacement. 🔬
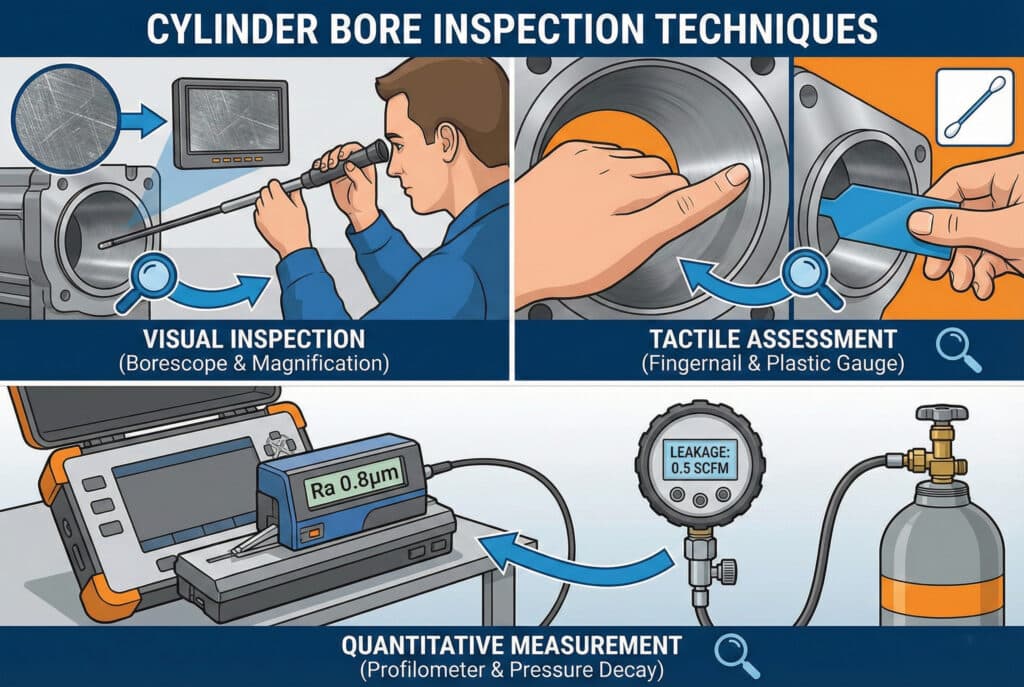
Efektīva urbuma pārbaude apvieno vizuālu pārbaudi (izmantojot endoskopus vai tiešu novērošanu), taktilu novērtējumu (pārbraucot ar nagiem vai plastmasas mērītājiem pa virsmu), virsmas raupjuma mērījumus (izmantojot profilometri3 Ra vērtību mērīšanai) un spiediena sabrukšanas pārbaude4 (noplūdes intensitātes kvantitatīva novērtēšana). Profesionālā pārbaude ļauj atklāt skrāpējumus, kas ir dziļāki par 5 mikroniem, un novērtēt, vai bojājums ir labojams ar honēšanu vai ir nepieciešama cilindru nomaiņa.
Vizuālās pārbaudes metodes
Pirmā aizsardzības līnija ir rūpīga vizuāla pārbaude:
Pamata vizuālās metodes:
- Tieša novērošana: Noņemiet gala vāciņus un pārbaudiet labi apgaismotā vietā.
- Boreskopa pārbaude: Montētiem cilindriem vai garām urbjām
- Palielinājums: 10–30 reizes palielinājums atklāj mikroskrāpējumus
- Kontrasta uzlabošana: Viegla eļļas pārklājums padara skrāpējumus redzamus
Ko meklēt:
- Garenskrāpējumi (paralēli stieņa/virzuļa kustībai)
- Perimetra rievotā virsma (perpendikulāra braukšanas virzienam)
- Krāsas izmaiņas, kas liecina par siltuma radītiem bojājumiem vai koroziju
- Pitting vai materiāla noņemšana
Taktilā novērtēšana
Pieredzējuši tehniķi var noteikt skrāpējumus pēc taustes:
- Nagu tests: Pieskarieties ar nagiem perpendikulāri urbuma asij — skrāpējumi liecina par skrāpējumiem.
- Plastmasas mērītājs: Mīkstas plastmasas sloksnes atklāj skrāpējumus, neradot bojājumus
- Vates tampona tests: Šķiedras pieķeras skrāpējumu malām
- Vārstuļu lūpu tests: Viegli pārvelciet rezerves blīvējuma malu pāri virsmai.
Kritisks: Taktilajai novērtēšanai nekad neizmantojiet metāla instrumentus — tie var radīt jaunas skrāpējumus.
Kvantitatīvās mērīšanas metodes
Precīzai novērtēšanai izmantojiet mērīšanas iekārtas:
| Metode | Pasākumi | Detektēšanas robeža | Izmaksas | Vislabāk piemērots |
|---|---|---|---|---|
| Virsmā profilometrs | Ra, Rz vērtības | 0,1 mikroni | $$$$ | Laboratorijas analīzes |
| Pārnēsājams raupjuma testētājs | Ra vērtības | 0,5 mikroni | $$$ | Pārbaude uz vietas |
| Urbumu mērītājs | Diametra variācija | 2 mikroni | $$ | Izmēru pārbaude |
| Spiediena samazināšanās tests | Noplūdes līmenis | 0,1 SCFM | $ | Funkcionālais tests |
| Bepto pārbaudes komplekts | Vizuāls + taustāms | 5 mikroni | $ | Lauka diagnostika |
Bepto Bore pārbaudes protokols
Ja klienti ziņo par pastāvīgiem blīvju defektiem, mēs nodrošinām sistemātisku pārbaudes procesu:
1. solis: Spiediena samazināšanās tests (5 minūtes)
- Piespiediet cilindru līdz darba spiedienam
- Izolējiet un uzraugiet spiedienu 5 minūtes.
- Aprēķiniet sabrukuma ātrumu (veselam cilindram tam jābūt <2%)
2. solis: vizuāla pārbaude (10 minūtes)
- Izjauciet un rūpīgi iztīriet caurumu
- Pārbaudiet spilgtā gaismā ar palielinājumu
- Dokumenta skrāpējumu atrašanās vietas un orientācija
3. solis: Taktilā novērtēšana (5 minūtes)
- Veiciet nagu testu vairākās vietās
- Ievietojiet plastmasas mērītāju visā caurules garumā.
- Novērtējiet skrāpējumu dziļumu un izplatību
4. solis: Lēmumu pieņemšanas matrica
- Nelieli skrāpējumi (<5μm): monitors var turpināt darboties
- Vidēji skrāpējumi (5–15 μm): apsveriet iespēju veikt honēšanu/remontu.
- Smagi skrāpējumi (>15μm): Nomainiet cilindru vai urbjumu
For Thomas’s Tennessee facility, we performed complete inspections on all twelve cylinders in under four hours, documenting damage severity and providing repair recommendations for each unit. Eight cylinders were repairable through honing; four required replacement. 📋
Kā var izlabot vai novērst cilindru urbuma skrāpējumus?
Prevention is always preferable to repair, but when damage occurs, several restoration options exist. ⚙️
Nelielus skrāpējumus (5–15 mikronu dziļumā) bieži var noņemt ar precīzijas instrumentiem. honēšana5, atjaunojot virsmas apdari līdz Ra 0,2–0,4 μm specifikācijām un pagarinot cilindru kalpošanas laiku par 2–5 gadiem. Smagi bojājumi (>15 mikroni) parasti prasa cilindra nomaiņu vai profesionālu pārklājumu. Profilakses stratēģijas ietver augstas efektivitātes filtrāciju (5 mikroni vai labāku), pareizu tīrītāju blīvju apkopi, pret piesārņojumu izturīgus blīvju materiālus un regulāras cilindra pārbaudes, samazinot cilindra bojājumu gadījumus par 80–90% salīdzinājumā ar reaģējošām apkopes metodēm.

Urbumu honēšana un atjaunošana
Remontējamiem bojājumiem precīza honēšana var atjaunot urbuma virsmas:
Honing process:
- Novērtējums: Izmērīt skrāpējuma dziļumu un urbuma izmērus
- Materiāla noņemšana: Noņemiet 10–25 mikronus, lai likvidētu skrāpējumus
- Virsmā apdare: Sasniedziet Ra 0,2–0,4 μm virsmas apdari
- Izmēru pārbaude: Apstipriniet urbuma diametru atbilstoši pielaidei
- Tīrīšana: Pirms atkārtotas montāžas noņemiet visus honēšanas atliekas.
Honing ierobežojumi:
- Maksimālais materiāla noņemšanas apjoms: 0,05–0,10 mm (ierobežots ar blīvējuma rievas izmēriem)
- Nevar salabot smagu nodilumu vai materiālu zudumu
- Nepieciešams specializēts aprīkojums un pieredze
- Nav ekonomisks mazā diametra cilindriem (<25 mm)
Aizstāšana vai remonts – lēmuma pieņemšanas matrica
| Božājuma smagums | Cilindra vērtība | Ieteicamā rīcība | Tipiskās izmaksas | Bepto šķīdums |
|---|---|---|---|---|
| Neliels (<5μm) | Jebkurš | Turpināt pakalpojumu, uzraudzīt | $0 | Pārbaudes komplekts |
| Vidējs (5–15 μm) | >$500 | Profesionāla honēšana | $150-400 | Asināšanas pakalpojums |
| Smags (>15μm) | >$1000 | Pārklāšana | $400-800 | Partneru ieteikumi |
| Smags (>15μm) | <$1000 | Nomainīt cilindru | $300-900 | Bepto aizvietotājs |
Profilakses stratēģijas
Visrentablākā pieeja ir urbuma bojājumu novēršana:
1. Filtrēšanas uzlabojumi:
- Uzstādiet 5 mikronu vai labāku gaisa filtrāciju
- Pievienojiet lietošanas vietas filtrus kritiskajiem cilindriem
- Uzturiet filtrējošos elementus saskaņā ar grafiku
- Monitor filtra diferencētā spiediena
2. Stikla tīrītāju blīvju optimizācija:
- Izmantojiet daudzslāņu tīrītāju konstrukcijas vidē ar augstu piesārņojuma līmeni.
- Pārbaudiet un nomainiet tīrītājus pēc 50% virzuļa blīvējuma intervāla
- Apsveriet poliuretāna tīrītājus abrazīvām apstākļiem
- Uzstādiet aizsargājošus palielinātājus uz atklātajām stieņiem
3. Labākā prakse uzstādīšanā:
- Vienmēr izmantojiet blīvējuma uzstādīšanas uzmavas
- Uzstādīšanas laikā ieeļļojiet visus blīvējumus.
- Pirms blīvju uzstādīšanas pārbaudiet urbjumu
- Apmācīt vilcienu apkopes personālu par pareizajām procedūrām
4. Uzraudzība un pārbaude:
- Ceturkšņa urbuma pārbaudes kritiskās lietojumprogrammās
- Ikmēneša spiediena samazināšanās pārbaude
- Sekojiet līdzi blīvju nomaiņas intervāliem (samazināti intervāli norāda uz problēmām ar urbjumu)
- Dokumentu piesārņojuma avotu dokumentēšana un kontroles pasākumu īstenošana
Bepto visaptverošā pieeja
Kad mēs strādājām ar Tomasu Tenesī, mēs ne tikai identificējām problēmu, bet arī īstenojām pilnīgu risinājumu:
Tūlītējās darbības:
- Noslīpēti astoņi remontējami cilindri (pabeigts 3 dienās)
- Piegādāti četri Bepto rezerves cilindri (40% mazāk nekā OEM)
- Uzstādīti uzlaboti tīrītāju blīvējumi visās vienībās
- Nodrošināja uzstādīšanas apmācību apkopes komandai
Ilgtermiņa profilakse:
- Identificēta slīpēšanas darbība kā piesārņojuma avots
- Ieteicamie gaisa filtrācijas uzlabojumi (uzstādīti 5 mikronu filtri)
- Izveidots ceturkšņa urbuma pārbaudes grafiks
- Piegādāti Bepto pārbaudes komplekti iekšējai uzraudzībai
Rezultāti pēc 6 mēnešiem:
- Nulle bojājumu gadījumu
- Plombas kalpošanas laiks pagarināts no 3 nedēļām līdz 14+ mēnešiem
- Gaisa patēriņš samazināts par 18%
- Annual savings: $47,000 in seals, downtime, and energy costs 💰
Bepto mēs ne tikai pārdodam rezerves daļas — mēs risinām pamatproblēmas, kas izraisa priekšlaicīgas bojājumus. Mūsu tehniskajai komandai ir gadu desmitu ilga pieredze bezstieņu cilindru un standarta pneimatisko sistēmu cilindru bojājumu diagnosticēšanā un novēršanā.
Secinājums
Cylinder bore condition is the hidden factor in seal performance and system reliability. Microscopic scratches create leakage pathways that defeat even the best seals, making bore inspection and maintenance as critical as seal selection. Whether through prevention, early detection, or professional restoration, protecting your cylinder bores delivers dramatic improvements in seal life, system efficiency, and total cost of ownership. At Bepto, we provide the expertise, tools, and solutions to keep your pneumatic systems running at peak performance. 🎯
Bieži uzdotie jautājumi par cilindru urbuma bojājumiem
Cik dziļai jābūt skrāpējumam, lai tas izraisītu blīvējuma noplūdi?
Rievas, kas ir dziļākas par 5–8 mikroniem (0,005–0,008 mm), parasti pārsniedz blīvējuma atbilstības robežas un sāk izraisīt izmērāmu gaisa noplūdi, kuras intensitāte eksponenciāli palielinās, rievas dziļumam pārsniedzot 10 mikronus. Informācijai: cilvēka matu diametrs ir aptuveni 70 mikroni, tāpēc bojājumi bieži vien nav redzami ar neapbruņotu aci. Tāpēc, lai diagnosticētu pastāvīgas noplūdes problēmas, ir nepieciešama pienācīga pārbaude ar palielināšanas un mērīšanas instrumentiem.
Vai varat salabot skrāpētu cilindru, vai ir jāmaina viss cilindrs?
Nelielus līdz vidēji smagus skrāpējumus (5–15 mikronu dziļumā) parasti var noņemt, veicot precīzu honēšanu, atjaunojot $150-400 cilindru līdz jaunam stāvoklim, savukārt smagi bojājumi (>15 mikroni) parasti prasa cilindru nomaiņu. Lēmums par remontu ir atkarīgs no skrāpējuma dziļuma, cilindru vērtības un urbuma materiāla. Bepto piedāvā urbuma pārbaudes pakalpojumus, lai noteiktu remonta iespējamību, un var nodrošināt rentablus rezerves cilindrus, ja remonts nav ekonomisks — bieži vien par 30–40% mazāk nekā OEM cenas.
Kāds ir labākais veids, kā novērst cilindru urbuma skrāpējumus piesārņotā vidē?
5 mikronu gaisa filtrācijas ieviešana, daudzslāņu poliuretāna tīrītāju blīvju izmantošana, aizsargājošu paliktņu uzstādīšana uz atklātajām stieņām un ceturkšņa urbuma pārbaudes samazina urbuma bojājumu gadījumus par 80–90% pat stipri piesārņotā vidē. Galvenais ir radīt vairākus šķēršļus pret piesārņojuma iekļūšanu un savlaicīgi atklāt problēmas, pirms nelielas skrāpētas vietas kļūst par nopietniem bojājumiem. Ieguldījumi profilaksē parasti ir 5–10 reizes rentablāki nekā atkārtotu blīvju bojājumu novēršana un galu galā cilindru nomaiņa.
Kā var noteikt, vai gaisa noplūde ir saistīta ar urbuma bojājumu vai blīvējuma defektu?
Ja jaunie blīvējumi nedarbojas vairākas nedēļas vai mēnešus (nevis 12–24+ mēnešus), ja vairāki blīvējumu zīmoli nedarbojas līdzīgi vai ja noplūde atsākas uzreiz pēc blīvējuma nomaiņas, iespējams, vainīgs ir urbuma bojājums, nevis blīvējuma kvalitāte. Veiciet vienkāršu testu: uzstādiet jaunas blīves un nekavējoties veiciet spiediena samazināšanās testu. Ja ar pareizi uzstādītām jaunām blīvēm ir novērojama noplūde, tiek apstiprināts urbuma bojājums. Bepto piedāvā pārbaudes komplektus un tehnisko atbalstu, lai palīdzētu diagnosticēt pastāvīgu noplūdes problēmu cēloni.
Vai bezstieņu cilindri ir vairāk pakļauti bojājumiem nekā standarta cilindri?
Jā, cilindri bez stieņa parasti ir vairāk pakļauti bojājumiem, jo to ārējā konstrukcija pakļauj cilindru vides piesārņojumam, un to garākais gājiens rada vairāk iespēju daļiņu iekļūšanai un skrāpējumu izplatībai. Ārējā blīvējuma lente vai magnētiskā savienojuma zona ir īpaši jutīga. Tāpēc augstas kvalitātes tīrītāju blīvējumi, pareiza filtrācija un regulāra cauruma pārbaude ir vēl svarīgāka bezstieņa cilindru lietojumiem. Bepto specializējas bezstieņa cilindru blīvējumu risinājumos, kas ir īpaši izstrādāti, lai samazinātu cauruma nodilumu un maksimāli pagarinātu kalpošanas laiku sarežģītos lietojumos.
-
Uzziniet vairāk par virsmas raupjuma parametriem un to, kā Ra (aritmētiskais vidējais augstums) kvantificē tekstūru precīzijas inženierijā. ↩
-
Izpratne par standarta kubikpēdu minūtē (SCFM) definīciju un to, kā tā atšķiras no faktiskajiem plūsmas ātrumiem pneimatiskajās sistēmās. ↩
-
Uzziniet, kā stiluss un optiskie profilometri mēra mikroskopiskas virsmas tekstūras un raupjuma izmaiņas. ↩
-
Lasiet detalizētu izklāstījumu par spiediena samazināšanās testēšanas metodi, ko izmanto, lai kvantitatīvi noteiktu noplūdes ātrumu hermētiski noslēgtās detaļās. ↩
-
Atklājiet metāla cilindru ģeometriskās formas un virsmas tekstūras uzlabošanai izmantotā honēšanas procesa mehāniku. ↩
