
Ievads
Your cylinders decelerate smoothly and quietly, but then something strange happens—the piston bounces backward 5-10mm before settling into final position. Each cycle wastes 0.3-0.8 seconds as the system oscillates, your positioning accuracy suffers, and high-precision operations become impossible. You’ve adjusted the cushioning tighter thinking more damping would help, but that only made the bounce worse. 🔄
Atlecošais efekts rodas, kad pārmērīgs amortizācijas spiediens rada atsitiena spēku, kas pēc sākotnējās palēnināšanas, ko izraisa pārāk aizvērtas adatu vārstis, pārāk lielas amortizācijas kameras vai neatbilstoša amortizācija vieglām slodzēm, virza virzuļus atpakaļ. Atleciens izpaužas kā 2–15 mm atgriezeniska kustība, kam seko 1–3 svārstības pirms nostabilizēšanās, pievienojot 0,2–1,0 sekundes cikla laikam un pazeminot pozicionēšanas precizitāti par 300–500%. Optimāla amortizācija nodrošina nostabilizēšanos mazāk nekā 0,3 sekundēs ar mazāk nekā 2 mm pārsniegumu, pateicoties pareizai amortizācijas koeficienta regulēšanai.
Three weeks ago, I worked with Michael, a controls engineer at a precision electronics assembly plant in Massachusetts. His pick-and-place system used rodless cylinders for component positioning with ±0.1mm accuracy requirements. After installing “premium” cylinders with enhanced cushioning, his positioning accuracy degraded to ±0.8mm, and cycle times increased 35%. The problem wasn’t the cylinders—it was over-cushioning creating uncontrollable bounce that his vision system couldn’t compensate for. His line efficiency dropped 22%, costing over $15,000 weekly in lost production. 📊
Satura rādītājs
- What Causes the Bounce Effect in Pneumatic Cylinders?
- How Does Over-Cushioning Create Oscillation and Instability?
- What Are the Performance Impacts of Cylinder Bounce?
- How Do You Eliminate Bounce Through Proper Cushioning Adjustment?
- Secinājums
- FAQs About Cylinder Bounce
What Causes the Bounce Effect in Pneumatic Cylinders?
Understanding the physics behind bounce reveals why excessive cushioning creates the opposite of desired performance. ⚙️
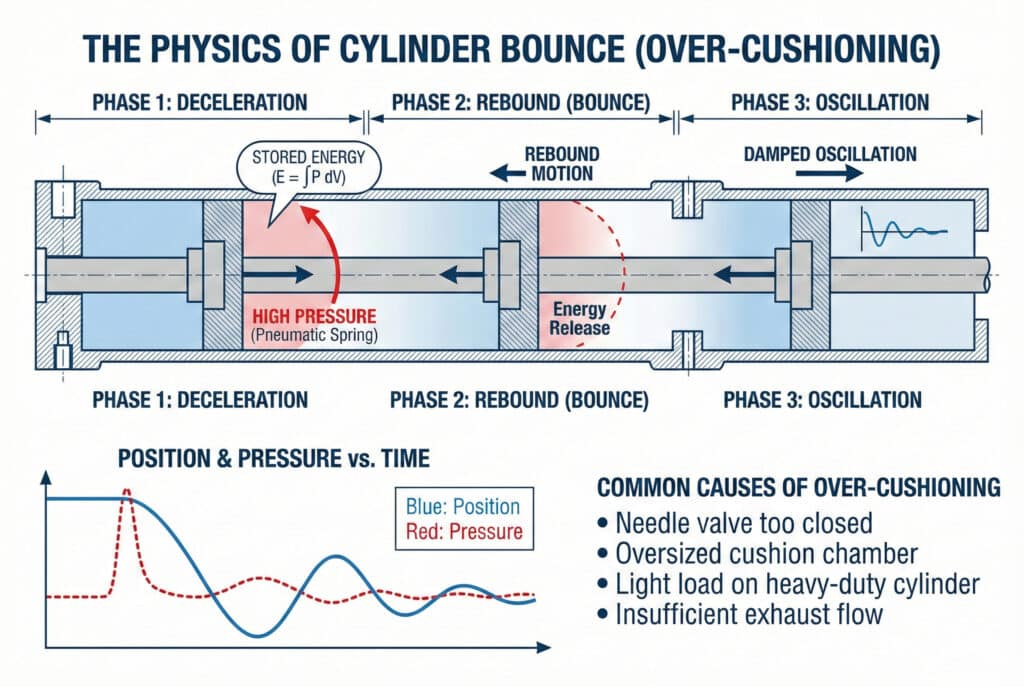
Bounce occurs when cushioning pressure exceeds the force required for smooth deceleration, creating residual pressure that acts as a pneumatic spring pushing the piston backward after velocity reaches zero. Primary causes include adatu vārsti1 closed beyond optimal settings (creating 150-300% excess back-pressure), oversized cushion chambers for the application load (common when using heavy-duty cylinders for light loads), or insufficient exhaust flow from the opposing chamber allowing pressure imbalance. The trapped air acts as a compressed spring storing 5-20 joules of energy that releases as rebound motion.
The Pneumatic Spring Effect
Cushion chambers become energy storage devices when over-compressed:
Energy Storage Mechanism:
- Excessive cushioning compresses air beyond deceleration needs
- Compressed air stores elastic potential energy2 (E = ∫P dV)
- When piston velocity reaches zero, stored energy remains
- Pressure differential pushes piston backward
- Piston “bounces” in reverse direction
Energy Calculation Example:
- Cushion chamber: 100 cm³
- Initial pressure: 100 psi
- Over-cushioned pressure: 600 psi (excessive)
- Stored energy: ≈12 joules
- Result: 8-12mm bounce with 15kg load
Common Bounce Causes
Multiple factors contribute to over-cushioning:
| Cēlonis | Mehānisms | Typical Bounce | Risinājums |
|---|---|---|---|
| Needle valve too closed | Excessive back-pressure buildup | 5-15mm, 2-3 oscillations | Open valve 1-3 turns |
| Oversized cushion chamber | Too much compression volume | 3-8mm, 1-2 oscillations | Reduce chamber or add mass |
| Light load on heavy-duty cylinder | Cushioning designed for heavier mass | 8-20mm, 3-5 oscillations | Adjust damping or change cylinder |
| Slow exhaust from opposing side | Pressure imbalance prevents settling | 2-5mm, slow oscillation | Increase exhaust flow |
| Excessive system pressure | Higher cushioning pressure buildup | 4-10mm, 2-3 oscillations | Reduce operating pressure |
Load Mismatch Scenarios
Bounce severity increases with load-to-cushion mismatch:
Heavy-Duty Cylinder with Light Load:
- Cushion designed for 30kg load
- Actual load: 8kg (27% of design)
- Cushion pressure: 3.7x higher than needed
- Result: Severe bounce (12-18mm)
Standard Cylinder with Appropriate Load:
- Cushion designed for 15kg load
- Actual load: 12kg (80% of design)
- Cushion pressure: Slightly high
- Result: Minimal bounce (1-3mm)
Pressure Dynamics During Bounce
Understanding pressure behavior reveals the bounce cycle:
Phase 1 – Deceleration:
- Cushion pressure rises to 400-800 psi
- Kinetic energy absorbed
- Piston velocity decreases to zero
- Duration: 0.05-0.15 seconds
Phase 2 – Rebound:
- Residual cushion pressure (300-600 psi) exceeds opposing force
- Piston accelerates backward
- Cushion chamber expands, pressure drops
- Duration: 0.08-0.20 seconds
Phase 3 – Oscillation:
- Piston reverses direction again
- Damped oscillation continues
- Amplitude decreases each cycle
- Duration: 0.15-0.60 seconds until settled
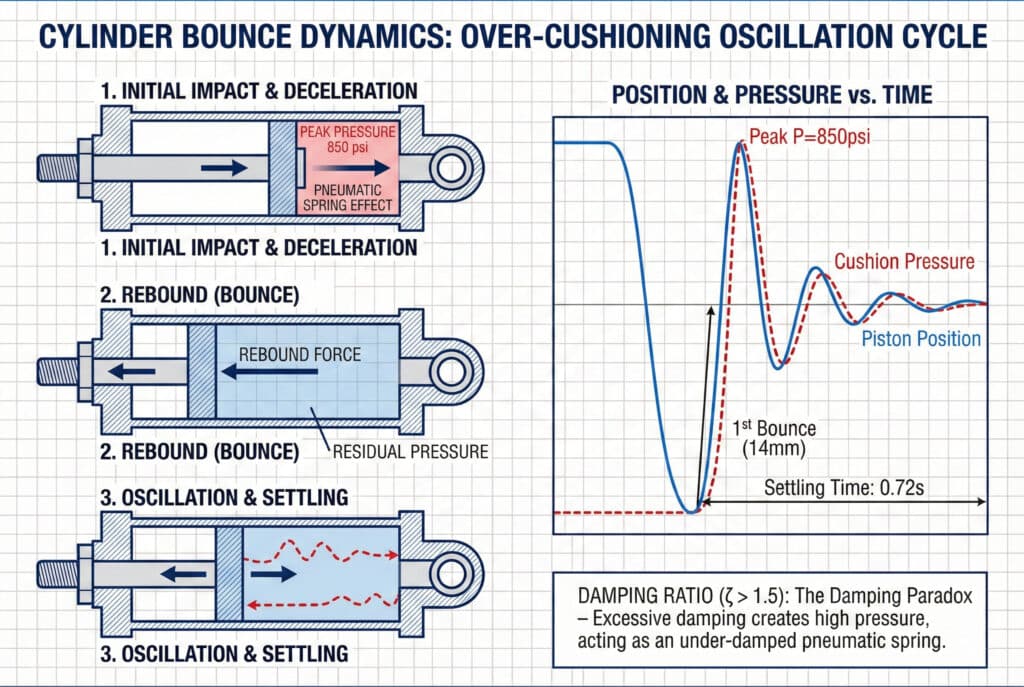
In Michael’s Massachusetts electronics plant, we measured cushion pressures reaching 850 psi with his 6kg loads—nearly 4x higher than the 220 psi required for smooth deceleration. This excess pressure was storing 15 joules of energy that released as 14mm bounce. 💡
How Does Over-Cushioning Create Oscillation and Instability?
The dynamics of over-damped systems reveal why bounce creates cascading performance problems. 📉
Over-cushioning creates oscillation through energy storage and release cycles where excessive damping force decelerates the mass too quickly, leaving residual pressure that rebounds the piston backward, which then compresses the opposing chamber creating reverse cushioning, resulting in 2-5 damped oscillations before settling. The system behaves as an under-damped spring-mass system despite high damping coefficient because the pneumatic spring effect (compressed air) dominates behavior, with oscillation frequency typically 2-8 Hz and decay time constant of 0.2-0.8 seconds depending on system mass and pressure.
The Oscillation Cycle
Bounce creates a repeating pattern of motion:
Typical Bounce Sequence:
- Forward stroke: Piston approaches end position at 1.0-2.0 m/s
- Initial deceleration: Cushion engages, velocity drops to zero (0.08s)
- First bounce: Piston rebounds backward 8-12mm (0.12s)
- Second deceleration: Reverse motion stops, piston moves forward (0.10s)
- Second bounce: Smaller rebound 3-5mm (0.10s)
- Third oscillation: Further reduced 1-2mm (0.08s)
- Final settling: Oscillation damps out (0.15s)
- Total settling time: 0.63 seconds (vs. 0.15s optimal)
Mathematical Model of Bounce
The system behaves as a damped harmonic oscillator3:
Equation of Motion:
$$
m \frac{d^{2}x}{dt^{2}} + c \frac{dx}{dt} + kx = 0
$$
Kur:
- m = kustīgā masa (kg)
- c = amortizācijas koeficients (N·s/m)
- k = Pneumatic spring constant (N/m)
- x = Position displacement (m)
Dempinga koeficients4:
$$
\zeta = \frac{c}{2\sqrt{m k}}
$$
Bounce Behavior by Damping Ratio:
- ζ < 0.7: Under-damped, fast settling with slight overshoot (optimal)
- ζ = 1.0: Critically damped, fastest settling without overshoot (ideal)
- ζ > 1.0: Over-damped, slow settling without overshoot
- ζ > 1.5: Excessive damping creates bounce paradox
The paradox: Very high damping coefficients create such high pressure that the pneumatic spring effect dominates, making the system effectively under-damped despite high damping!
Frequency and Amplitude Analysis
Oscillation characteristics reveal system behavior:
| System Mass | Spring Constant | Dabiskā frekvence | Bounce Amplitude | Norēķinu laiks |
|---|---|---|---|---|
| 5 kg | 40,000 N/m | 14.2 Hz | 12-18mm | 0.6-0.9s |
| 10 kg | 50,000 N/m | 11.2 Hz | 8-14mm | 0.5-0.7s |
| 20 kg | 60,000 N/m | 8.7 Hz | 5-10mm | 0.4-0.6s |
| 40 kg | 70,000 N/m | 6.6 Hz | 3-6mm | 0.3-0.5s |
Heavier masses reduce bounce amplitude and frequency but increase settling time—demonstrating the complex trade-offs in cushioning optimization.
Pressure Imbalance Dynamics
Opposing chamber pressure affects bounce severity:
Balanced Exhaust (Optimal):
- Forward chamber: Rapid exhaust through large port
- Cushion chamber: Controlled restriction
- Pressure differential: Minimal after deceleration
- Result: Clean stop with minimal bounce
Restricted Exhaust (Problematic):
- Forward chamber: Slow exhaust through small port
- Cushion chamber: High pressure buildup
- Pressure differential: Large imbalance
- Result: Severe bounce as pressures equalize
Michael’s System Analysis:
We instrumented his Massachusetts cylinders with pressure sensors:
Measured Pressure Profile:
- Forward chamber at impact: 95 psi (normal)
- Cushion chamber peak: 850 psi (excessive)
- Forward chamber at bounce: 78 psi (slow exhaust)
- Pressure differential: 772 psi (driving bounce)
- Bounce amplitude: 14mm
- Oscillation frequency: 6.8 Hz
- Settling time: 0.72 seconds
The data clearly showed over-cushioning combined with inadequate forward chamber exhaust creating severe bounce. 🔬
What Are the Performance Impacts of Cylinder Bounce?
Bounce creates cascading problems affecting cycle time, accuracy, and equipment life. ⚠️
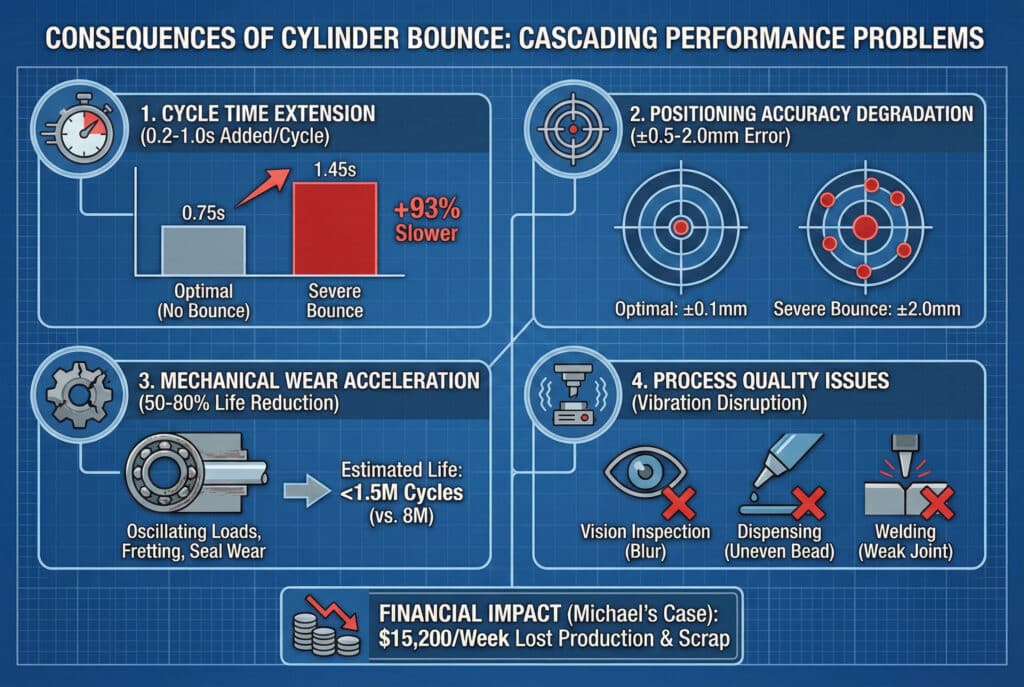
Cylinder bounce degrades performance through extended settling time (adding 0.2-1.0 seconds per cycle), reduced positioning accuracy (±0.5-2.0mm error vs. ±0.1-0.3mm without bounce), increased mechanical wear (oscillating loads stress bearings and guides 3-5x more than smooth stops), and process quality issues (vibration during settling disrupts precision operations like dispensing, welding, or vision inspection). In high-speed production, bounce can reduce throughput 15-35% while increasing defect rates 50-200% in precision applications.
Cycle Time Impact
Bounce directly extends cycle duration:
Time Analysis Example (1.5m/s cylinder speed):
Without bounce:
– Acceleration: 0.15s
– Constant velocity: 0.40s
– Deceleration: 0.12s
– Settling: 0.08s
– Total: 0.75 secondsWith moderate bounce:
– Acceleration: 0.15s
– Constant velocity: 0.40s
– Deceleration: 0.12s
– Settling with oscillation: 0.45s
– Total: 1.12 seconds (49% slower)With severe bounce:
– Acceleration: 0.15s
– Constant velocity: 0.40s
– Deceleration: 0.12s
– Settling with oscillation: 0.78s
– Total: 1.45 seconds (93% slower)
Positioning Accuracy Degradation
Bounce makes precise positioning impossible:
| Bounce Severity | Amplitūda | Oscillations | Final Position Error | Atkārtojamība |
|---|---|---|---|---|
| None (optimal) | <2mm | 0-1 | ±0,1 mm | ±0,05 mm |
| Slight | 2-5mm | 1-2 | ±0,3 mm | ±0,15 mm |
| Mērens | 5-10mm | 2-3 | ±0,8 mm | ±0.40mm |
| Smags | 10–20 mm | 3-5 | ±2,0 mm | ±1.00mm |
For Michael’s ±0.1mm accuracy requirement, even slight bounce made specifications impossible to meet.
Mechanical Wear Acceleration
Oscillating loads damage components faster:
Wear Mechanisms:
- Bearing stress: Reversing loads create 3-5x higher stress than unidirectional
- Guide wear: Oscillation causes fretting5 and surface damage
- Blīvējuma nodilums: Rapid direction changes reduce lubrication film
- Stiprinājumu atslābināšana: Vibration loosens mounting bolts and connections
Estimated Life Impact:
- Optimal cushioning: 5-8 million cycles
- Moderate bounce: 2-4 million cycles (50% reduction)
- Severe bounce: 0.8-1.5 million cycles (80% reduction)
Process Quality Issues
Bounce disrupts precision operations:
Vision System Problems:
- Camera must wait for settling before imaging
- Motion blur if image captured during oscillation
- Increased inspection time or false rejects
Dispensing/Assembly Issues:
- Adhesive dispensing during oscillation creates uneven beads
- Component placement accuracy degraded
- Increased rework and scrap rates
Welding/Joining Problems:
- Vibration during weld creates weak joints
- Inconsistent pressure application
- Quality defects increase
Michael’s Production Impact
The bounce problem created severe consequences:
Measured Performance Degradation:
- Cycle time: Increased from 1.8s to 2.6s (44% slower)
- Throughput: Reduced from 2,000 to 1,385 units/hour (31% loss)
- Positioning accuracy: Degraded from ±0.08mm to ±0.75mm (840% worse)
- Vision reject rate: Increased from 1.2% to 8.7% (625% increase)
- Component damage: Increased from 0.3% to 2.1% (600% increase)
Finansiālā ietekme:
- Lost production value: $12,400/week
- Increased scrap/rework: $2,800/week
- Total cost: $15,200/week = $790,000/year 💰
All from over-cushioning that seemed like it should improve performance! 📉
How Do You Eliminate Bounce Through Proper Cushioning Adjustment?
Systematic adjustment methodology restores smooth, precise operation. 🔧
Eliminate bounce by opening cushion needle valves 1-2 turns from current setting, testing for reduced oscillation, then iterating until settling time drops below 0.3 seconds with less than 2mm overshoot. For adjustable shock absorbers, reduce damping coefficient 20-30% from current setting. Target damping ratio of 0.6-0.8 (slightly under-damped) for fastest settling with minimal overshoot. If bounce persists with valves fully open, the cushion chamber is oversized for the load—requiring cylinder replacement, added mass, or external damping solutions.
Step-by-Step Adjustment Procedure
Follow this systematic approach:
Step 1: Establish Baseline
- Measure current bounce amplitude (use ruler or sensor)
- Count oscillations before settling
- Time settling duration
- Document current needle valve position
Step 2: Initial Adjustment
- Open needle valve 1.5-2 full turns
- Run 5-10 test cycles
- Observe bounce behavior
- Measure new settling time
Step 3: Iterative Tuning
- If bounce reduced but still present: Open another 1 turn
- If bounce eliminated but deceleration harsh: Close 0.5 turns
- If no improvement: Valve may be fully open, proceed to Step 4
- Repeat until optimal performance achieved
Step 4: Verify Across Conditions
- Test at different speeds (if variable)
- Test with load variations (if applicable)
- Verify performance consistency
- Dokumenta galīgie iestatījumi
Adjustment Guidelines by Bounce Severity
Tailor approach to problem severity:
| Bounce Amplitude | Oscillations | Ieteicamā rīcība | Paredzamais uzlabojums |
|---|---|---|---|
| 2–4 mm | 1-2 | Open valve 1 turn | 60-80% samazinājums |
| 5-8mm | 2-3 | Open valve 2 turns | 70-85% reduction |
| 9-15mm | 3-4 | Open valve 3 turns | 75-90% reduction |
| >15mm | 4+ | Open fully, may need cylinder change | 80-95% reduction |
When Adjustment Isn’t Enough
Some situations require alternative solutions:
Problem: Bounce persists with needle valve fully open
Solution Options:
Add mass to moving load (if possible)
– Increases kinetic energy requiring more cushioning
– Reduces relative bounce amplitude
– Cost: $0-50 for weights
– Effectiveness: 40-70% improvementReplace with smaller cushion chamber cylinder
– Match cushion capacity to actual load
– Bepto offers standard, reduced, and minimal cushioning options
– Cost: $200-600 per cylinder
– Effectiveness: 90-100% eliminationInstall external shock absorbers with lower damping
– Bypass internal cushioning entirely
– Adjustable external damping provides precise control
– Cost: $150-300 per absorber
– Effectiveness: 95-100% eliminationReduce operating pressure
– Lower system pressure reduces cushion pressure buildup
– May affect cylinder force and speed
– Cost: $0 (adjustment only)
– Effectiveness: 30-60% improvement
Michael’s Solution Implementation
We solved his Massachusetts electronics plant bounce problem:
Phase 1: Immediate Relief (Day 1)
- Opened all cushion needle valves 3 full turns
- Bounce reduced from 14mm to 4mm
- Settling time improved from 0.72s to 0.28s
- Positioning accuracy improved to ±0.35mm
Phase 2: Optimal Solution (Week 2)
- Replaced cylinders with Bepto standard cushioning models
- Cushion chambers: 60% smaller than previous “heavy-duty” units
- Adjusted needle valves to optimal settings (2 turns open)
- Added external micro-adjustable shock absorbers for fine-tuning
Final Results:
- Bounce: Eliminated (<1mm overshoot)
- Settling time: 0.15 seconds (80% improvement)
- Positioning accuracy: ±0.08mm (restored to specification)
- Cycle time: 1.75 seconds (33% faster than with bounce)
- Throughput: 2,057 units/hour (49% increase)
- Vision reject rate: 1.1% (87% reduction)
- Component damage: 0.2% (90% reduction)
Financial Recovery:
- Production value recovered: $12,400/week
- Scrap/rework savings: $2,800/week
- Cylinder/absorber investment: $8,400
- Payback period: 3.3 weeks 🎉
Bepto Cushioning Options
We offer cylinders optimized for different applications:
| Cushioning Level | Chamber Size | Vislabāk piemērots | Bounce Risk | Izmaksas |
|---|---|---|---|---|
| Minimāls | 5-7% volume | Light loads, high speed | Ļoti zems | Standarta |
| Standarta | 8-12% volume | Vispārēja nozīme | Zema | Standarta |
| Uzlabots | 13-17% volume | Heavy loads, moderate speed | Mērens | +$45 |
| Heavy-duty | 18-25% volume | Very heavy loads, slow speed | High if misapplied | +$85 |
Proper selection eliminates bounce from the start. 🎯
Secinājums
The bounce effect demonstrates that more cushioning isn’t always better—optimal pneumatic performance requires matching cushioning capacity to actual load and velocity conditions. By understanding the pneumatic spring effect that creates bounce, measuring its impact on your operations, and systematically adjusting cushioning to achieve slight under-damping (ζ = 0.6-0.8), you can eliminate oscillation and achieve fast, precise, repeatable positioning. At Bepto, we provide properly sized cushioning options and the technical expertise to optimize your systems for bounce-free operation and maximum productivity.
FAQs About Cylinder Bounce
How can you tell if bounce is caused by over-cushioning or other problems?
Over-cushioning bounce shows specific characteristics: piston rebounds backward 2-20mm after initial deceleration, creates 2-5 damped oscillations, and improves when cushion needle valves are opened—if opening valves reduces bounce, over-cushioning is confirmed. Other causes (mechanical binding, pressure imbalance, or control issues) don’t improve with valve adjustment and typically show different motion patterns. Simple test: Open needle valve 2 full turns—if bounce reduces significantly, over-cushioning was the problem. If no change, investigate mechanical or pneumatic system issues.
Can bounce damage cylinders or mounted equipment?
Yes, severe bounce creates oscillating loads that accelerate bearing wear by 3-5x, loosen mounting fasteners through vibration, cause fretting damage to guide surfaces, and stress structural components with repeated impact forces of 200-800N at 4-10 Hz frequency. While a single bounce cycle causes minimal damage, millions of cycles with bounce can reduce cylinder life from 5-8 million cycles to under 2 million cycles. Mounted equipment (sensors, brackets, tooling) experiences similar accelerated wear. Eliminating bounce through proper adjustment extends component life 2-4x and prevents premature failures.
Why does bounce sometimes get worse when you close the needle valve more?
Closing the needle valve increases cushioning pressure, which increases the pneumatic spring effect—beyond a certain point, additional damping stores more rebound energy than it dissipates, making bounce worse rather than better. This counterintuitive behavior occurs because pneumatic cushioning combines damping (energy dissipation) with spring effects (energy storage). Optimal performance occurs at moderate damping where energy dissipation dominates. Over-tightening shifts the balance toward energy storage, creating the bounce paradox where “more cushioning” creates “more bounce.”
How do you adjust cushioning for applications with variable loads?
For variable loads, set cushioning for the lightest expected load (preventing bounce on light loads), then verify heaviest load doesn’t impact too hard—if heavy loads impact excessively, use adjustable shock absorbers that can be tuned for each load condition. Fixed cushioning can’t optimize for wide load ranges (>3:1 variation). Alternative solutions: Install load-sensing automatic shock absorbers ($280-400) that self-adjust, create adjustment charts mapping loads to needle valve settings for operator reference, or use separate cylinders optimized for different load ranges. Bepto offers consultation for variable-load applications.
What’s the optimal settling time and overshoot for pneumatic cylinders?
Optimal performance achieves settling time under 0.3 seconds with less than 2mm overshoot (less than 5% of cushion stroke length), corresponding to damping ratio of 0.6-0.8 (slightly under-damped) for fastest settling with minimal oscillation. Critically damped (ζ = 1.0) provides no overshoot but slower settling (0.4-0.5s). Over-damped (ζ > 1.2) creates very slow settling (0.6-1.0s+) and potential bounce. Under-damped (ζ < 0.5) settles fast but with excessive overshoot (5-15mm). Target the 0.6-0.8 range for best balance of speed and precision in most industrial applications.
-
Learn how needle valves control airflow rate by adjusting orifice size. ↩
-
Understand the physics of potential energy stored in compressed gas. ↩
-
Explore the physics model describing systems with restoring force and friction. ↩
-
Learn about the dimensionless parameter describing how oscillations in a system decay. ↩
-
Read about the specific wear damage caused by low-amplitude oscillatory motion. ↩
