

Innledning
Problemet: Matvareproduksjonslinjen din består alle visuelle inspeksjoner, men likevel ATP-svabertester1 gjentatte ganger mislykkes – og du ikke kan identifisere forurensningskilden. 🦠 Agitasjonen: Det du ikke ser, er de mikroskopiske uregelmessighetene på overflaten av pneumatiske sylindere, som skaper perfekte bakteriehjem som overlever standard rengjøringsprotokoller, noe som fører til tilbakekalling av produkter, brudd på regelverket og skade på merkevarens omdømme som koster millioner. Løsningen: Forståelsen av sammenhengen mellom sylinderoverflatens topografi og bakterieretensjon forvandler dine pneumatiske komponenter fra forurensningsrisikoer til hygienisk utformede ressurser som oppfyller FDA-kravene., EHEDG2, og 3-A sanitærstandarder.
Her er det direkte svaret: Bakterieoppbevaring i pneumatiske sylindere er direkte proporsjonal med overflateruhet – overflater med Ra-verdier over 0,8 mikron skaper sprekker hvor bakterier koloniserer og danner biofilmer3 motstandsdyktig mot standard rengjøring. Sylindere av næringsmiddelkvalitet krever Ra ≤ 0,4 mikron (elektropolert4 rustfritt stål), radiusoverganger ≥ 3 mm (ingen skarpe hjørner) og fullstendig dreneringsevne for å oppnå en bakteriereduksjon på 99,91 TP3T+ under CIP-sykluser. Standard industrisylindere med Ra 1,6–3,2 mikron beholder 100–1000 ganger mer bakterier selv etter rengjøring, noe som gjør dem uegnet for direkte kontakt med matvarer.
For tre måneder siden mottok jeg en hastetelefon fra David, en kvalitetsansvarlig ved et meieriproduksjonsanlegg i Wisconsin. Anlegget hans hadde strøket tre ATP-svabertester på rad, og inspektørene hadde sporet forurensningen til pneumatiske sylindere som ble brukt i deres automatiserte pakkelinje. Til tross for daglige rengjøringsprosedyrer var bakterietallet fortsatt høyt. Da vi undersøkte sylindrene hans under forstørrelse, fant vi Ra 2,5 mikron overflater med skarpe monteringsspor – perfekte grobunn for bakterier som ingen mengde rengjøring kunne desinfisere tilstrekkelig. Dette er den skjulte forurensningsrisikoen som de fleste matprodusenter ikke oppdager før det er for sent. 🧪
Innholdsfortegnelse
- Hvorfor er overflatetopografi viktig i sylindere for matvareforedling?
- Hvilke standarder for overflatebehandling kreves for å oppfylle kravene til mattrygghet?
- Hvordan påvirker designfunksjoner bakterieoppbevaring og rengjørbarhet?
- Hvilke sylinderspesifikasjoner oppfyller kravene til mattrygghet?
Hvorfor er overflatetopografi viktig i sylindere for matvareforedling?
Det er viktig å forstå mikrobiologien bak overflateforurensning før man spesifiserer utstyr av næringsmiddelkvalitet. 🔬
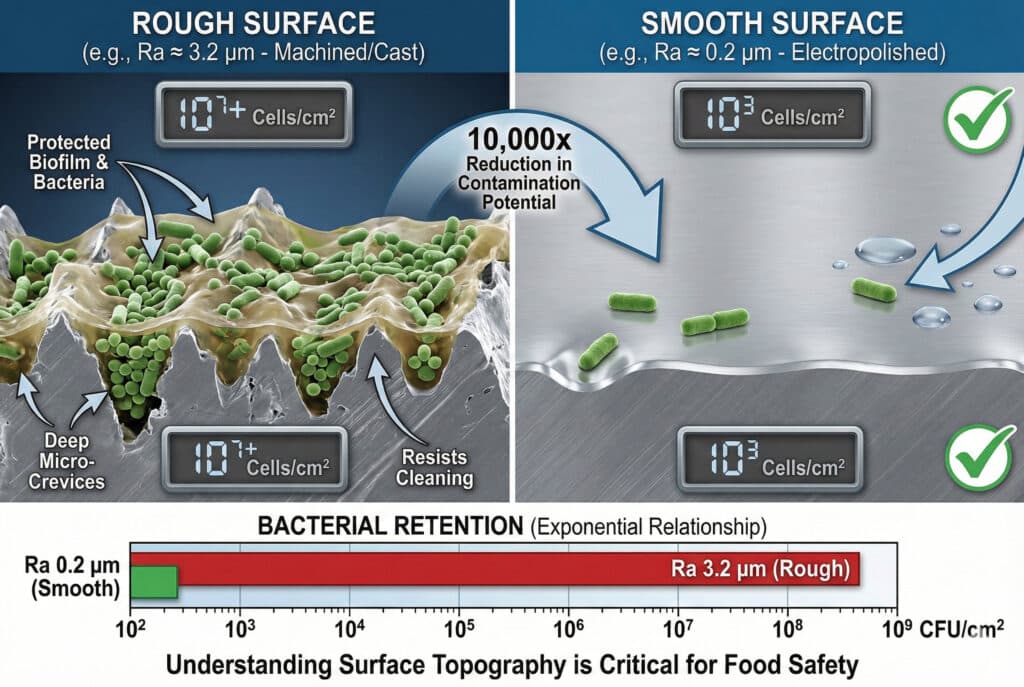
Overflatetopografi er viktig fordi bakterier er 0,5–5 mikrometer store, noe som gjør at de kan kolonisere uregelmessigheter i overflaten som er usynlige for det blotte øye, men som gir beskyttede mikromiljøer for vekst. Overflateruhet over Ra 0,8 mikrometer skaper daler og topper hvor bakterier fester seg, formerer seg og danner biofilm – organiserte bakteriesamfunn innkapslet i beskyttende polysakkaridmatriser som motstår rengjøringsmidler, ekstreme temperaturer og mekanisk skrubbing. En enkelt kvadratcentimeter med en overflate på Ra 3,2 mikron kan huse 10⁶-10⁸ bakterieceller, mens en elektropolert overflate på Ra 0,2 mikron med samme areal bare beholder 10²-10⁴ celler – en 10 000 ganger større forskjell i forurensningspotensial.
Mikrobiologien ved overflatekolonisering
Bakteriers feste til overflater følger en forutsigbar utvikling:
Fase 1: Innledende tilknytning (0–4 timer)
- Bakterier i væskekontakt med sylinderflater
- Svak van der Waals-krefter5 lage reversibel festing
- Glatte overflater (Ra < 0,4 µm) gjør det enkelt å fjerne ved skylling
- Grove overflater (Ra > 0,8 µm) gir mekanisk forankring
Fase 2: Irreversibel binding (4–24 timer)
- Bakterier produserer klebende proteiner og pili
- Sterke kjemiske bindinger dannes til overflaten
- Overflateruhet øker festestyrken 10-100 ganger
- Bakterier begynner å produsere ekstracellulære polymere substanser (EPS)
Fase 3: Biofilmdannelse (1–7 dager)
- Bakteriekolonier vokser og sprer seg
- EPS-matrisen omslutter bakteriene med et beskyttende lag
- Biofilm blir motstandsdyktig mot rengjøringsmidler
- Frigjøring og rekontaminering av produktet begynner
Forholdet mellom overflateruhet og bakteriebelastning
Hos Bepto Pneumatics har vi gjennomført omfattende testing av bakterieretensjon:
| Overflatefinish (Ra) | Type overflate | Bakterier som blir igjen etter rengjøring | Rengjørbarhetsvurdering | Matsikkerhetsstatus |
|---|---|---|---|---|
| 0,2 µm | Elektropolert 316L | 10²-10³ CFU/cm² | Utmerket | FDA/EHEDG-kompatibel |
| 0,4 µm | Polert 316L | 10³-10⁴ CFU/cm² | Meget bra | 3-A-kompatibel |
| 0,8 µm | Finbearbeidet 304 | 10⁴-10⁵ CFU/cm² | Bra | Marginal for mat |
| 1,6 µm | Standard maskinert | 10⁵-10⁶ CFU/cm² | Rimelig | Ikke egnet til matvarer |
| 3,2 µm | Grovbearbeidet | 10⁶-10⁸ CFU/cm² | Dårlig | Uakseptabelt |
| 6,3 µm | Støpt/sveiset | 10⁷-10⁹ CFU/cm² | Svært dårlig | Forurensningskilde |
Kritisk innsikt: Selv en 10 ganger bedre overflatefinish gir en 100-1000 ganger reduksjon i bakterieoppbevaring – forholdet er eksponentielt, ikke lineært. 📊
Hvorfor standard industrisylindere svikter i matvareapplikasjoner
De fleste industrielle pneumatiske sylindere er konstruert for mekanisk ytelse, ikke hygiene:
Typiske industrielle sylinderoverflater:
- Aluminiumslegemer: Ra 1,6–3,2 µm (maskinert), porøs mikrostruktur
- Forkrommede stenger: Ra 0,8–1,6 µm (bedre, men fortsatt utilstrekkelig)
- Malte overflater: Ra 2,5–6,3 µm (verst mulig for bakterier)
- Gjengede tilkoblinger: Skarpe hjørner, sprekker, døde rom
- O-ring-spor: 90° hjørner fanger opp bakterier og væsker
Forurensningsmekanismer:
- Spaltkorrosjon: Skaper groper som huser bakterier
- Væskeinneslutning: Spor holder på produktrester og rengjøringsmidler
- Biofilmbeskyttelse: Grove overflater gjør det mulig å danne tykk biofilm
- Ufullstendig drenering: Horisontale flater holder på fuktigheten
Konsekvenser av forurensning i virkeligheten
Næringsmiddelindustrien står overfor strenge straffer for bakteriell forurensning:
Regulatoriske konsekvenser:
- FDA-advarselsbrev og samtykkedommer
- Obligatoriske tilbakekallinger av produkter ($10M+ gjennomsnittlig kostnad)
- Nedstengning av anlegg under sanering
- Økt inspeksjonsfrekvens i flere år
Forretningsmessig innvirkning:
- Skade på merkevarens omdømme (ofte permanent)
- Tap av store detaljhandelskunder
- Forsikringspremieøkninger
- Potensiell strafferettslig ansvar for ledere
Davids meierianlegg i Wisconsin sto overfor en potensiell tilbakekalling av $2,3 millioner før vi identifiserte og erstattet forurensede sylindere. Investeringen på $18 000 i erstatningsdeler av næringsmiddelkvalitet forhindret katastrofale tap. 💰
Hvilke standarder for overflatebehandling kreves for å oppfylle kravene til mattrygghet?
Flere regulerende organer definerer krav til overflatebehandling for utstyr som kommer i kontakt med matvarer. 📋
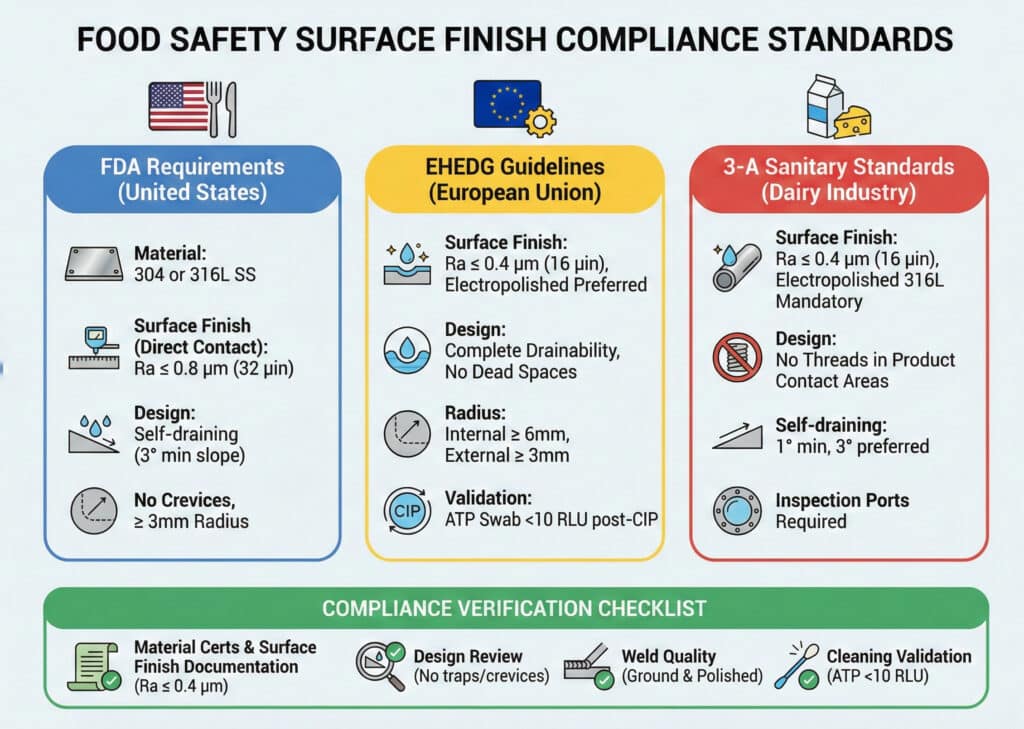
Overholdelse av mattrygghetskrav krever at tre primære standarder overholdes: FDA-forskriftene krever rustfritt stål av type 304 eller 316L med overflatefinish Ra ≤ 0,8 mikron for direkte kontakt med matvarer, EHEDG-retningslinjene (European Hygienic Engineering & Design Group) krever Ra ≤ 0,4 mikron med fullstendig dreneringsevne og ingen døde rom, og 3-A Sanitary Standards spesifiserer Ra ≤ 0,4 mikron (32 mikroinches) med elektropolert finish for meieriprodukter. Overholdelse av kravene krever dokumentert testing av overflateruhet, materialesertifiseringer og validering av rengjøringseffektivitet gjennom ATP-svabertesting som oppnår <10 RLU (relative lysenheter) etter CIP-sykluser.
FDA-krav (USA)
21 CFR del 110 – Gjeldende god produksjonspraksis
Materialkrav:
- Rustfritt stål 304 eller 316L (foretrukket for korrosjonsbestandighet)
- Ikke-giftige, ikke-absorberende materialer
- Korrosjonsbestandig i matforedlingsmiljøer
- Ingen utvasking av bly, kadmium eller giftige metaller
Krav til overflatebehandling:
- Direkte kontakt med mat: Ra ≤ 0,8 µm (32 mikro tommer)
- Indirekte kontakt (sprutsoner): Ra ≤ 1,6 µm
- Ikke-kontaktområder: Ingen spesifikke krav, men må kunne rengjøres
Designkrav:
- Selvdrenerende design (minst 3° helling)
- Ingen blindganger eller sprekker
- Jevne radiusoverganger (≥ 3 mm radius)
- Tilgjengelig for inspeksjon og rengjøring
EHEDG-retningslinjer (Den europeiske union)
EHEDG Doc 8: Kriterier for hygienisk utstyrsdesign
Strengere enn FDA-kravene:
Overflatebehandling:
- Overflater som kommer i kontakt med mat: Ra ≤ 0,4 µm (16 mikroinch)
- Elektropolert overflate foretrekkes for optimal rengjørbarhet
- Sveisingssømmer: Jevnet og polert for å passe til grunnmaterialet
Designkriterier:
- Fullstendig dreneringsevne: Ingen væskeansamling noe sted
- Radiuskrav: Indre hjørner ≥ 6 mm, ytre ≥ 3 mm
- Eliminering av dødplass: Maksimalt 1,5 ganger rørdiameteren for blindrør
- CIP-kompatibilitet: Kan rengjøres uten demontering
Valideringskrav:
- Dokumenterte rengjøringsvalideringsstudier
- Mikrobiologisk testing før/etter rengjøring
- ATP-svabertesting <10 RLU etter CIP
3-A Sanitære standarder (meierinæringen)
3-A Standard 605-03: Godkjente praksis for permanent installerte produkt- og løsningsrørledninger og rengjøringssystemer
De strengeste kravene:
Overflatebehandling:
- Ra ≤ 0,4 µm (16 mikroinch) for alle produktets kontaktflater
- Elektropolert rustfritt stål 316L obligatorisk
- Sveisekvalitet: Full penetrering, sliping og polering
Designkrav:
- Selvdrenerende: 1° minimum helling, 3° foretrukket
- Ingen tråder i produktkontaktområder
- Pakningsmaterialer: Kun FDA-godkjente elastomerer
- Inspeksjonsporter: Nødvendig for visuell verifisering
Metoder for måling av overflatefinish
Nøyaktig måling er avgjørende for å kunne verifisere samsvar:
Ra (aritmetisk gjennomsnittlig ruhet):
- Vanligste måleparameter
- Gjennomsnitt av absolutte verdier for avvik i overflateprofilen
- Målt i mikrometer (µm) eller mikroinch (µin)
- Konvertering: 1 µm = 39,37 µin
Målingsteknikker:
- Profilometer: Kontaktpennens spor på overflaten (mest nøyaktig)
- Optiske metoder: Berøringsfri laser- eller hvitt lys-interferometri
- Sammenligningsstandarder: Visuelle/taktile referanseblokker (feltbruk)
Sjekkliste for verifisering av samsvar
For spesifikasjoner for sylindere av næringsmiddelkvalitet:
✅ Materialsertifisering: 304 eller 316L rustfritt stål med testrapporter fra fabrikken
✅ Dokumentasjon av overflatebehandling: Ra ≤ 0,4 µm verifisert med profilometer
✅ Designvurdering: Ingen sprekker, døde rom eller væskefeller
✅ Sveisekvalitet: Jevnet og polert for å passe til grunnmaterialet
✅ Pakningsmaterialer: FDA-godkjent, dokumentert samsvar
✅ Rengjøringsvalidering: ATP-testing <10 RLU etter CIP
✅ Overholdelse av regelverk: FDA/EHEDG/3-A etter behov
Hvordan påvirker designfunksjoner bakterieoppbevaring og rengjørbarhet?
Utover overflatefinishen har geometriske designfunksjoner avgjørende innvirkning på hygienisk ytelse. 🛠️
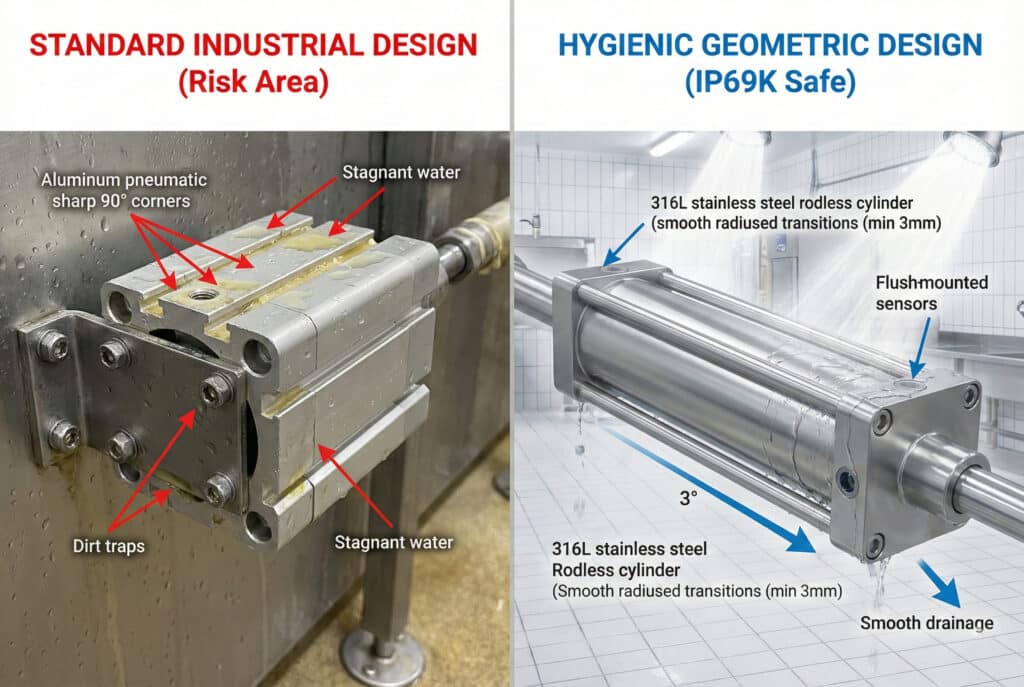
Hygienisk sylinderutforming krever fem viktige egenskaper: avrundede overganger med minimum 3 mm radius som eliminerer skarpe hjørner hvor bakterier kan kolonisere, fullstendig drenering med 3° helling som forhindrer væskeretensjon, forseglede lagersystemer som forhindrer inntrengning av rengjøringsmidler og produkt, glatte ytre overflater uten fordypninger eller fremspring som fanger opp smuss, og modulær konstruksjon som gjør det mulig å demontere for inspeksjon og grundig rengjøring. Standard industrielle sylindere med 90° hjørner, horisontale monteringsflater og komplekse geometrier holder på 50-500 ganger mer bakterier enn hygienisk utformede ekvivalenter, selv med identisk overflatefinish, noe som gjør geometrisk optimalisering like viktig som materialvalg.
Kritiske designfunksjoner
Funksjon 1: Avrundede hjørner og overganger
Problemet med skarpe hjørner:
- 90° hjørner skaper stillestående områder hvor rengjøringsvæsker ikke når frem.
- Bakterier koloniserer beskyttede områder
- Biofilmdannelse akselererer i hjørner
- Umulig å verifisere rengjøringseffektiviteten
Hygienisk designløsning:
- Minimum 3 mm radius for alle innvendige hjørner
- 6 mm radius foretrekkes for kritiske områder
- Jevn blanding mellom overflater
- Ingen skarpe kanter hvor som helst på overflater som kommer i kontakt med mat
Bakteriereduksjon: 10-50 ganger færre bakterier med riktig avrunding
Funksjon 2: Dreneringsevne og selvrensende geometri
Problemet med væskeansamling:
- Horisontale flater holder på rengjøringsmidler og produktrester
- Oppbevarte væsker blir grobunn for bakterievekst
- Ufullstendig drenering hindrer effektiv CIP
- Fuktighet fremmer korrosjon og dannelse av biofilm
Hygienisk designløsning:
- 3° minimum helling på alle overflater (5° foretrukket)
- Laveste punkt drenering uten lommer eller feller
- Vertikal monteringsretning der det er mulig
- Ingen blinde hull eller hulrom
Rengjøringseffektivitet: 90% reduksjon i rengjøringstid og kjemikaliebruk
Funksjon 3: Forseglede lager- og stangsystemer
Problemet med eksponerte lagre:
- Standard stangpakninger tillater inntrengning av rengjøringsmidler
- Intern forurensning fra vaske- og rengjøringsprosedyrer
- Smøremiddelutvasking reduserer ytelsen
- Korrosjon av interne komponenter
Hygienisk designløsning:
- Dobbelttette lagersystemer med barriereforseglinger
- Stålstangførere i rustfritt stål (ikke bronse eller plast)
- Smøremidler av næringsmiddelkvalitet kompatibel med rengjøringsmidler
- IP69K-beskyttelsesklasse for høytrykksvasking
Forebygging av forurensning: Eliminerer intern bakterievekst
Funksjon 4: Glatte ytre overflater
Problemet med komplekse geometrier:
- Monteringsbraketter skaper sprekker og skygger
- Festene fanger opp smuss
- Merkeskilt og navneskilt er grobunn for bakterier
- Kabelinnganger skaper smitteveier
Hygienisk designløsning:
- Innfelte festemidler med glatte hetter
- Integrerte monteringsfunksjoner (ingen tilleggsbraketter)
- Lasermarkering i stedet for selvklebende etiketter
- Forseglede kabelinnføringer med hygieniske koblinger
Rengjøringseffektivitet: 70% reduksjon i rengjøringstid
Funksjon 5: Modulær konstruksjon for inspeksjon
Problemet med forseglede enheter:
- Kan ikke bekrefte intern renhet
- Skjult forurensning vokser uten å bli oppdaget
- Umulig å utføre grundig rengjøring
- Tilsynsmyndighetene kan ikke validere hygiene
Hygienisk designløsning:
- Demontering uten verktøy for inspeksjon
- Inspeksjonsporter med sanitærdeksler
- Avtakbare endehetter for intern tilgang
- Dokumenterte demonteringsprosedyrer
Valideringskapasitet: Muliggjør fullstendig hygienekontroll
Sammenligning: Standard vs. hygienisk design
| Designfunksjon | Standard industriell sylinder | Hygienisk sylinder av næringsmiddelkvalitet | Forskjell i bakteriebeholdning |
|---|---|---|---|
| Hjørneradius | 0 mm (90° skarpe hjørner) | 3-6 mm avrundede overganger | 10-50 ganger reduksjon |
| Overflatehelling | 0° (horisontal montering) | 3-5° selvdrenerende | 20-100 ganger reduksjon |
| Lagerpakninger | Enkelt viskerpakning | Dobbel barriereforsegling (IP69K) | Eliminerer intern forurensning |
| Ekstern geometri | Kompleks med sprekker | Glatt, innfelt | 5-20 ganger reduksjon |
| Demontering | Permanent montering | Modulær, uten verktøy | Aktiverer validering |
| Materiale | Aluminium/malt stål | 316L elektropolert rustfritt stål | 100-1000 ganger reduksjon |
Bepto Hygienic Design-tilnærmingen
Hos Bepto Pneumatics har vi utviklet stangløse sylindere av næringsmiddelkvalitet med integrerte hygieniske funksjoner:
Hygienisk stangløs sylinderserie:
- Konstruksjon i 316L rustfritt stål gjennom
- Elektropolert Ra 0,2–0,4 µm på alle overflater
- Minimum radius på 3 mm på alle overganger
- 5° skrå overflate for fullstendig drenering
- IP69K forseglet vogn forhindre intern forurensning
- Innfelte sensorer med hygieniske M12-kontakter
- Verktøysfri tilgang for inspeksjon for validering
- FDA/EHEDG-kompatibel design med dokumentasjon
Hvorfor Rodless for matvareapplikasjoner:
- Ingen eksponert stang å forurense eller bli forurenset
- Lukket styreskinne beskytter interne komponenter
- Kompakt design reduserer overflatearealet som må rengjøres
- Overlegen rengjørbarhet sammenlignet med stangformede sylindere
Davids løsning for meieriprodukter i Wisconsin
Husker du Davids forurensningsproblem? Her er hva vi oppdaget og løste:
Originale forurensede sylindere:
- Aluminiumsramme med lakkert overflate (Ra 3,2 µm)
- Forkrommet stang (Ra 1,2 µm)
- 90° hjørnefestebraketter
- Horisontal orientering med væskesperrer
- Eksponerte stangpakninger som tillater inntrengning av vaskemiddel
Bepto Hygienisk erstatning:
- 316L rustfritt stål stangløse sylindere
- Elektropolert Ra 0,3 µm finish
- 5 mm avrundede hjørner overalt
- Vertikal montering med 5° dreneringshelling
- IP69K forseglet transportsystem
Resultater etter 6 måneder:
- ATP-svabertester: Konsekvent 200 RLU opprinnelig)
- Bakterietall: 99,97% reduksjon etter rengjøring
- Overholdelse av regelverk: Bestått alle FDA-inspeksjoner
- Rengjøringstid: Redusert med 60% (15 minutter mot 40 minutter per linje)
- Ingen forurensningshendelser siden installasjonen
David fortalte meg: “Jeg hadde aldri forstått at sylinderkonstruksjonen kunne være et problem for mattryggheten. Vi trodde rengjøringsprotokollene var problemet, men det var faktisk utstyret som ikke kunne rengjøres tilstrekkelig. De hygieniske sylindrene forandret vår kontaminasjonskontroll.” ✅
Hvilke sylinderspesifikasjoner oppfyller kravene til mattrygghet?
Å oversette regulatoriske krav til anskaffelsesspesifikasjoner sikrer valg av utstyr som oppfyller kravene. 📝
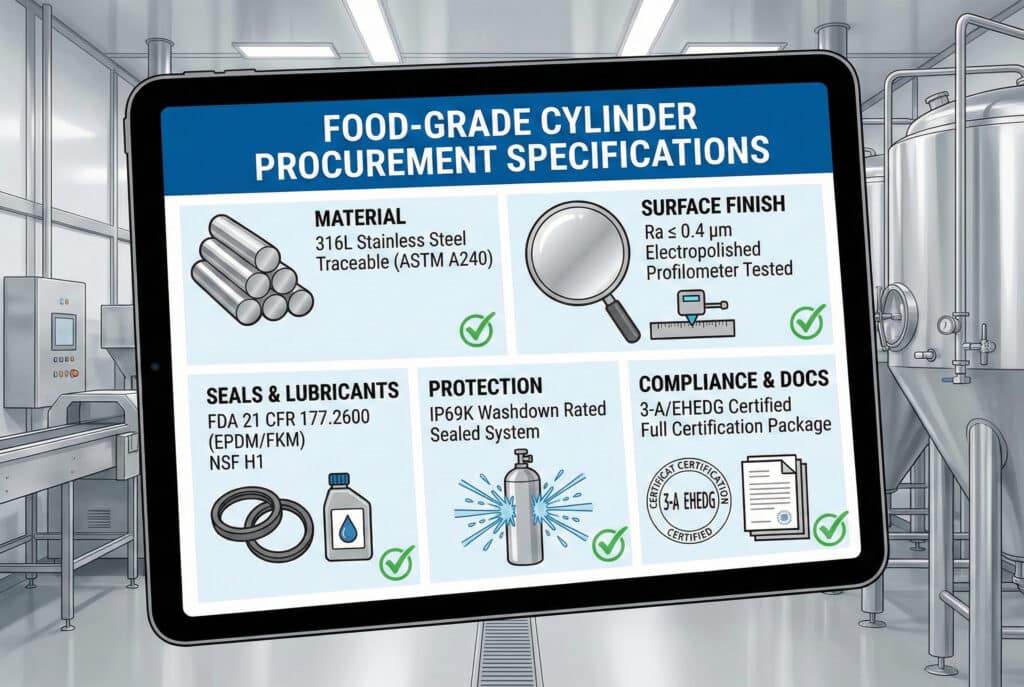
Pneumatiske sylindere av næringsmiddelkvalitet må spesifisere: Konstruksjon i rustfritt stål 316L med materialcertifiseringer og sporbarhet, elektropolert overflatefinish Ra ≤ 0,4 mikron verifisert ved profilometertesting, FDA-godkjente elastomerer (EPDM, silikon eller FKM) med sikkerhetsdatablader for materialer, IP69K eller IP67 minimum inntrengningsbeskyttelse for vaskeomgivelser, 3-A eller EHEDG-samsvarssertifisering fra tredjeparts testing, og komplett dokumentasjonspakke inkludert materialesertifikater, overflatefinishrapporter, rengjøringsvalideringsprotokoller og erklæringer om samsvar med regelverket. Sylindere som oppfyller disse spesifikasjonene koster 2-4 ganger mer enn industrielle ekvivalenter, men forhindrer forurensningshendelser som koster 100-1000 ganger prisforskjellen.
Komplett spesifikasjonsmal
Materiale spesifikasjoner:
✅ Kroppsmateriale: 316L rustfritt stål (ASTM A240, EN 1.4404)
✅ Stangmateriale: 316L rustfritt stål, herdet og elektropolert
✅ Festemidler: 316 rustfritt stål, passivert
✅ Forseglinger: I samsvar med FDA 21 CFR 177.2600 (EPDM eller FKM)
✅ Smøremidler: NSF H1-godkjent for næringsmidler, dokumentert samsvar
Spesifikasjoner for overflatebehandling:
✅ Produktets kontaktflater: Ra ≤ 0,4 µm (elektropolert)
✅ Ikke-kontaktflater: Ra ≤ 0,8 µm minimum
✅ Sveisingssømmer: Slipt til overflatenivå, polert til Ra ≤ 0,4 µm
✅ Verifisering: Profilometer-testrapporter kreves
Designspesifikasjoner:
✅ Hjørneradius: Minimum 3 mm på alle innvendige hjørner
✅ Dreneringshelling: Minimum 3°, helst 5°
✅ Døde rom: Nulltoleranse for væskefeller
✅ Inntrengningsbeskyttelse: IP69K for høytrykksvask
✅ Montering: Vertikal orientering eller skrått for drenering
Dokumentasjon av samsvar:
✅ Materiale-sertifiseringer: Mølleprøverapporter for alt rustfritt stål
✅ Overflatefinishrapporter: Profilometermålinger
✅ Elastomerens ettergivenhet: FDA 21 CFR 177.2600 erklæringer
✅ Overholdelse av regelverk: 3-A-, EHEDG- eller FDA-dokumentasjon
✅ Rengjøringsvalidering: ATP-testprotokoller og grunnleggende data
Kost-nytte-analyse
| Sylindertype | Opprinnelig kostnad | Forventet levetid | Risiko for forurensning | Total 5-årskostnad |
|---|---|---|---|---|
| Standard industri | $200 | 3-5 år | Svært høy (80-90%) | $200 + $2.3M tilbakekallingsrisiko |
| “Marine Grade” SS | $400 | 4-6 år | Høy (50-70%) | $400 + $1.5M tilbakekallingsrisiko |
| Matvarekvalitet (grunnleggende) | $600 | 5-8 år | Moderat (10-20%) | $600 + $300K tilbakekallingsrisiko |
| Hygienisk design (Premium) | $800-1,200 | 8–12 år | Lav (1-5%) | $800-1 200 + minimal risiko |
Kritisk innsikt: Premien på $600-1000 for ekte matvarekvalitetsflasker er ubetydelig sammenlignet med selv en enkelt forurensningshendelse. 💡
Sjekkliste for innkjøp
Når du spesifiserer sylindere av næringsmiddelkvalitet:
Trinn 1: Definer applikasjonskrav
- Direkte kontakt med mat eller sprutsonen?
- CIP-temperatur og kjemisk eksponering?
- Vasketrykk og frekvens?
- Regulatorisk jurisdiksjon (FDA, EHEDG, 3-A)?
Trinn 2: Be om dokumentasjon
- Materialesertifiseringer med sporbarhet
- Testrapporter for overflatebehandling
- Overensstemmelseserklæringer (FDA/EHEDG/3-A)
- Rengjøringsvalideringsprotokoller
Trinn 3: Kontroller designfunksjonene
- Kontroller for skarpe hjørner og sprekker
- Bekreft dreneringskapasitet
- Kontroller tetningsmaterialer og klassifiseringer
- Kontroller inntrengningsbeskyttelsesgrad
Trinn 4: Valider ytelsen
- Gjennomfør ATP-svabertesting som utgangspunkt
- Utfør rengjøringsvalideringsstudie
- Dokumenter bakteriereduksjonsrater
- Opprette overvåkingsprotokoller
Trinn 5: Oppretthold samsvar
- Kvartalsvis ATP-svabertesting
- Årlig verifisering av overflatefinish
- Dokumenterte rengjøringsprosedyrer
- Forebyggende plan for utskifting av tetninger
Fordelen med Bepto Food-Grade
Vi tilbyr komplette løsninger for mattrygghet:
Produktserie:
- Hygieniske stangløse sylindere: 316L, Ra 0,2–0,4 µm, IP69K
- Aktuatorer av næringsmiddelkvalitet: 3-A-godkjent for meieriprodukter
- Sanitære gripeverktøy: Elektropolert, avrundet design
- Vaskbare ventiler: IP69K, konstruksjon i rustfritt stål
Dokumentasjonspakke:
- Materialgodkjenninger med full sporbarhet
- Profilometer-rapporter om overflatefinish
- FDA 21 CFR 177.2600 elastomer-samsvar
- 3-A og EHEDG-erklæringer om designoverensstemmelse
- Rengjøringsvalideringsprotokoller med ATP-testprosedyrer
Teknisk støtte:
- Gratis rådgivning om applikasjonsutvikling
- Hjelp til utvikling av rengjøringsprotokoll
- Veiledning om overholdelse av regelverk
- Valideringsstøtte på stedet
Priser:
- Konkurransedyktig: 30-40% mindre enn store OEM-sylindere av næringsmiddelkvalitet
- Gjennomsiktig: Fullstendige spesifikasjoner og dokumentasjon inkludert
- Rask levering: Lagerkonfigurasjoner sendes innen 5 dager
Konklusjon
Matsikkerhet i pneumatiske systemer handler ikke om dyrt utstyr – det handler om å forstå mikrobiologien bak overflateforurensning, spesifisere riktig overflatebehandling og designfunksjoner, implementere validerte rengjøringsprotokoller og opprettholde dokumentert samsvar som forvandler pneumatiske sylindere fra potensielle forurensningskilder til hygienisk designede komponenter som beskytter produktkvaliteten, merkevarens omdømme og forbrukernes sikkerhet. 🎯
Vanlige spørsmål om matsikkerhet og overflatetopografi på sylindere
Kan jeg bruke standard sylindere i rustfritt stål til matvarer?
Nei, standard sylindere i rustfritt stål har vanligvis overflater med Ra 1,6–3,2 mikron med skarpe hjørner og væskefeller som holder på 100–1000 ganger mer bakterier enn design av næringsmiddelkvalitet – materialet alene garanterer ikke næringsmiddelsikkerhet. Ekte sylindere av næringsmiddelkvalitet krever elektropolerte overflater med Ra ≤ 0,4 µm, avrundede hjørner, fullstendig dreneringsevne og validert rengjørbarhet. Å bare bruke rustfritt stål uten riktig overflatebehandling og design skaper en falsk følelse av sikkerhet, samtidig som det opprettholder en høy forurensningsrisiko.
Hvor ofte bør sylindere av næringsmiddelkvalitet rengjøres og valideres?
Rengjør sylindere av næringsmiddelkvalitet ved hvert skiftbytte (vanligvis daglig), utfør ATP-svabervalidering ukentlig og gjennomfør fullstendige mikrobiologiske tester månedlig for å opprettholde samsvar og oppdage forurensningstrender før de blir til problemer. Rengjøringsfrekvensen avhenger av produkttypen – produkter med høy risiko (meieriprodukter, rått kjøtt) krever hyppigere rengjøring enn produkter med lav risiko (tørrvarer, pakkede produkter). Hos Bepto Pneumatics tilbyr vi rengjøringsvalideringsprotokoller som er spesielt tilpasset din applikasjon og gjeldende regelverk.
Hva er forskjellen mellom IP67- og IP69K-klassifiseringer for matvareapplikasjoner?
IP67 beskytter mot midlertidig nedsenking i vann, men ikke mot høytrykksvask med høy temperatur, mens IP69K spesifikt tester mot 80 °C vann ved 80–100 bar trykk – kun IP69K er egnet for CIP/vaskemiljøer i næringsmiddelindustrien. IP67-tetninger vil svikte under typiske vaskeforhold i matvarefabrikker (60–80 °C, 40–100 bar trykk), slik at vann og kjemikalier kan trenge inn og forårsake intern forurensning og korrosjon. Spesifiser alltid IP69K for matvareforedlingsapplikasjoner med automatiserte vaskesystemer.
Kan pneumatiske sylindere steriliseres for aseptisk matprosessering?
Ja, men kun sylindere som er spesielt designet for termisk sterilisering med 316L rustfritt stål, høytemperaturtetninger (FKM eller FFKM klassifisert til 150 °C+) og validert termisk distribusjon. Standard sylindere av næringsmiddelkvalitet kan rengjøres, men ikke steriliseres. Aseptisk prosessering krever dampsterilisering ved 121–134 °C, noe som overstiger kapasiteten til de fleste elastomerer og smøremidler. Hos Bepto Pneumatics tilbyr vi sylindere av aseptisk kvalitet for farmasøytiske og ultrahøye temperaturer i næringsmiddelindustrien, men disse krever spesialdesign og koster 3–4 ganger mer enn standard sylindere av næringsmiddelkvalitet.
Er stangløse sylindere bedre enn sylindere med stang når det gjelder mattrygghet?
Ja, stangløse sylindere gir overlegen matsikkerhet fordi de eliminerer den eksponerte stangen som er den primære forurensningsveien i tradisjonelle sylindere – den lukkede vognkonstruksjonen forhindrer produktkontakt og forenkler rengjøringen med 40-60%. Stangcylindre har en iboende hygienisk ulempe: stangen strekker seg gjennom tetninger inn i produksjonsmiljøet, og trekker seg deretter tilbake og fører forurensning med seg inn igjen. Stangløse sylindere holder alle bevegelige komponenter innelukket i en forseglet styreskinne. Hos Bepto Pneumatics anbefaler vi stangløs teknologi for alle applikasjoner med direkte kontakt med mat – den er iboende mer hygienisk, lettere å rengjøre og gir bedre langsiktig forurensningskontroll. 🚀
-
Les en teknisk veiledning om bruk av adenosintrifosfat (ATP)-overvåking for å kontrollere hygienestandarden i matproduksjonen. ↩
-
Få tilgang til de offisielle retningslinjene fra European Hygienic Engineering & Design Group angående sikkerhetsstandarder for utstyr. ↩
-
Utforsk den vitenskapelige mekanismen bak hvordan bakterielle biofilmer utvikler seg på industrielle materialer og deres motstand mot rengjøring. ↩
-
Forstå elektropoleringprosessen og hvordan den skaper en mikroskopisk glatt overflate for å minimere bakteriefastheft. ↩
-
Lær mer om de intermolekylære kreftene som styrer den innledende fasen av bakteriers vedheft til faste overflater. ↩
