

Det presise posisjoneringssystemet ditt var perfekt da det ble tatt i bruk – med en repeterbarhet på ±0,5 mm hver gang. Seks måneder senere jakter du på en mystisk avvik som har vokst til ±3 mm, og rekalibrering hjelper bare midlertidig. 😤 Du har sjekket sensorer, justert strømningskontroller og verifisert lufttrykk, men problemet vedvarer. Årsaken kan være noe du aldri har tenkt på: krypdeformasjon i polymerendestoppene som demper sylinderen din, og som stille endrer dimensjonene under konstant belastning og ødelegger posisjoneringsnøyaktigheten.
Krypdeformasjon i endeanslag av polymersylinder er den tidsavhengige plastiske deformasjonen som oppstår under konstant mekanisk belastning, selv ved belastningsnivåer under materialets flytegrense1. Vanlige endestoppmaterialer som polyuretan, nylon og acetal opplever 2-15% dimensjonsendring over måneder eller år, avhengig av belastningsnivå, temperatur og materialvalg. Denne gradvise deformasjonen endrer sylinderens slaglengde, ødelegger posisjoneringens repeterbarhet og kan til slutt forårsake mekanisk interferens eller komponentfeil. Forståelse av krypingsmekanismer og valg av passende materialer – som glassfylt nylon eller spesialutviklet termoplast med krypingsmotstand – er avgjørende for applikasjoner som krever langvarig dimensjonsstabilitet.
Jeg jobbet med Michelle, en prosessingeniør ved en elektronikkmonteringsfabrikk i California, hvor pick-and-place-systemet hadde stadig større posisjoneringsfeil. Teamet hennes hadde brukt flere uker på å feilsøke sensorer, kontrollere og mekanisk justering, og hadde sløst bort over $12 000 i ingeniørtid og tapt produksjon. Da jeg undersøkte sylindrene hennes, fant jeg ut at polyuretan-endestoppene hadde komprimert seg med 4 mm over 18 måneders drift – et klassisk tilfelle av krypdeformasjon. Endestoppene så fine ut, men dimensjonsmålinger avdekket betydelig permanent deformasjon. Å erstatte dem med glassfylte acetal-endestopper løste problemet umiddelbart og opprettholdt nøyaktigheten i over 3 år.
Innholdsfortegnelse
- Hva er krypdeformasjon, og hvorfor oppstår det i polymerendestoppere?
- Hvordan sammenlignes ulike polymermaterialer med hensyn til krypebestandighet?
- Hvilke faktorer fremskynder kryp i applikasjoner med sylinderendestopp?
- Hvordan kan du forhindre eller minimere problemer knyttet til krypning?
Hva er krypdeformasjon, og hvorfor oppstår det i polymerendestoppere?
Å forstå grunnleggende om kryp forklarer denne ofte oversette feilmodusen. 🔬
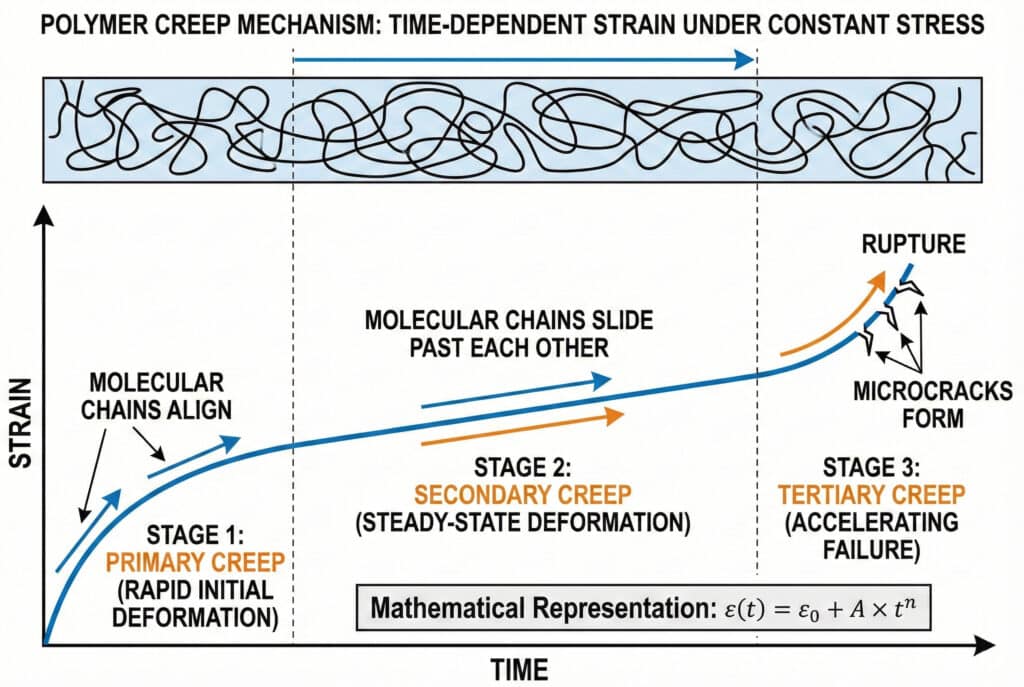
Krypdeformasjon er den gradvise, tidsavhengige belastningen som oppstår i polymerer under konstant spenning, drevet av molekylær kjede bevegelse og omorganisering innenfor materialstrukturen. I motsetning til elastisk deformasjon (som gjenoppretter seg når belastningen fjernes) eller plastisk deformasjon (som oppstår raskt ved høy spenning), skjer kryp langsomt over uker, måneder eller år ved spenningsnivåer så lave som 20-30% av materialets ultimate styrke. I sylinderendestoppene fører den konstante kompresjonsspenningen fra støtkrefter og forspenning til at polymermolekyler gradvis glir forbi hverandre, noe som resulterer i permanent dimensjonsendring som akkumuleres over tid og varierer eksponentielt med temperatur og spenningsnivå.
Fysikken bak polymerkryp
Krypning oppstår på molekylært nivå gjennom flere mekanismer:
Primær krypning (trinn 1):
- Rask innledende deformasjon i løpet av de første timene/dagene
- Polymerkjeder retter seg ut og justerer seg under belastning
- Deformasjonshastigheten avtar over tid
- Utgjør vanligvis 30-50% av total krypning
Sekundær krypning2 (Fase 2):
- Stabil deformasjon ved konstant hastighet
- Molekylære kjeder glir sakte forbi hverandre
- Lengste fase, varer i måneder til år
- Hastigheten avhenger av belastning, temperatur og materiale.
Tertiær krypning (trinn 3):
- Akselererende deformasjon som fører til svikt
- Oppstår kun ved høye stressnivåer eller høye temperaturer
- Mikrorevner dannes og sprer seg
- Resulterer i materialbrudd eller fullstendig kompresjon
De fleste sylinderendestopp fungerer i trinn 2 (sekundær krypning) og opplever langsom, men kontinuerlig deformasjon gjennom hele levetiden.
Viskoelastisk oppførsel av polymerer
Polymerer viser både viskoelastisk3 (væskelignende og faststofflignende) egenskaper:
Tidsavhengig respons:
- Kortvarig belastning: Primært elastisk oppførsel, gjenoppretter seg når belastningen fjernes
- Langvarig belastning: Viskøs strømning dominerer, permanent deformasjon oppstår
- Overgangstiden avhenger av materiale og temperatur.
Stressavlastning vs. krypning:
- Stressavlastning: Konstant belastning, redusert stress over tid
- Kryp: Konstant stress, økende belastning over tid
- Begge er manifestasjoner av viskoelastisk oppførsel.
- Endestoppene opplever kryp (konstant støtbelastning, økende deformasjon)
Hvorfor endestopp er spesielt sårbare
Sylinderens endeanslag utsettes for forhold som maksimerer krypning:
| Krypefaktor | Endestoppbetingelse | Innvirkning på krypehastighet |
|---|---|---|
| Stressnivå | Høy trykkbelastning fra støt | 2-5 ganger økning per dobling av stress |
| Temperatur | Friksjonsoppvarming under demping | 2-3 ganger økning per 10 °C økning |
| Stressvarighet | Kontinuerlig eller gjentatt belastning | Kumulativ skade over tid |
| Valg av materiale | Ofte valgt på grunn av pris, ikke krypebestandighet | 5-10 ganger variasjon mellom materialer |
| Spenningskonsentrasjon | Liten kontaktflate konsentrerer kraften | Lokal krypning kan være 3-5 ganger høyere |
Krypning vs. andre deformasjonsmoduser
Det er avgjørende for diagnosen å forstå forskjellen:
Elastisk deformasjon:
- Øyeblikkelig og gjenopprettbar
- Oppstår ved alle stressnivåer
- Ingen permanent endring
- Ikke noe problem for posisjoneringsnøyaktighet
Plastisk deformasjon:
- Rask og permanent
- Oppstår over flytespenning
- Umiddelbar dimensjonsendring
- Indikerer overbelastning eller støtskader
Krypdeformasjon:
- Langsom og permanent
- Oppstår under flytespenning
- Progressiv dimensjonsendring over tid
- Ofte feildiagnostisert som andre problemer
Michelles elektronikkfabrikk trodde først at posisjoneringsavviket skyldtes kalibrering av sensorer eller mekanisk slitasje. Først etter å ha målt endestoppdimensjonene og sammenlignet dem med nye deler, identifiserte de kryp som årsaken.
Matematisk representasjon av krypning
Ingeniører bruker flere modeller for å forutsi krypningsatferd:
Potenslov (empirisk):
Hvor?
- = belastning ved tidspunkt t
- = innledende elastisk belastning
- = materialkonstant
- = tidseksponent (vanligvis 0,3-0,5 for polymerer)
- = tid
Praktisk betydning:
Krypningshastigheten avtar over tid, men stopper aldri helt. En komponent som kryper 2 mm i løpet av de første 6 månedene, kan krype ytterligere 1 mm i løpet av de neste 6 månedene, 0,7 mm i løpet av de påfølgende 6 månedene osv.
Temperaturavhengighet (Arrhenius-forholdet4):
Krypehastigheten dobles omtrent for hver 10 °C temperaturøkning for de fleste polymerer. Dette betyr at en endestopp som opererer ved 60 °C vil krype omtrent 4 ganger raskere enn en ved 40 °C.
Hvordan sammenlignes ulike polymermaterialer med hensyn til krypebestandighet?
Materialvalg er den viktigste faktoren for å forhindre krypning. 📊
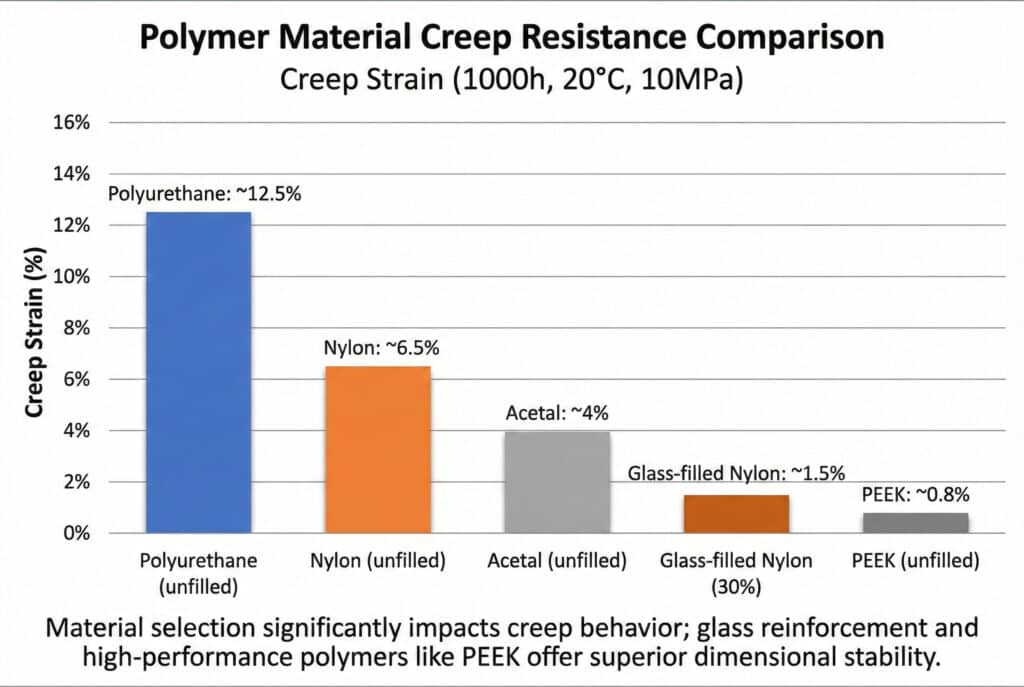
Polymermaterialer varierer dramatisk i krypebestandighet: ufylt polyuretan (vanligvis brukt til demping) viser 10-15% krypestrekning under typisk endestoppbelastning, ufylt nylon viser 5-8% kryp, ufylt acetal (Delrin) viser 3-5% kryp, mens glassfylt nylon viser bare 1-2% kryp og PEEK (polyetereeterketon) viser <1% kryp under de samme forholdene. Tilsetning av glassfiberforsterkning reduserer kryp med 60-80% sammenlignet med ufylte polymerer ved å begrense molekylkjedenes bevegelse. Forsterkede materialer er imidlertid dyrere og kan ha redusert støtdemping, noe som krever tekniske avveininger mellom krypbestandighet, dempingsytelse og kostnad.
Sammenlignende krypeytelse
Ulike polymerfamilier har forskjellige krypeegenskaper:
| Materiale | Krypningsbelastning (1000 timer, 20 °C, 10 MPa) | Relativ kostnad | Støtdemping | Beste bruksområder |
|---|---|---|---|---|
| Polyuretan (ufylt) | 10-15% | Lav ($) | Utmerket | Applikasjoner med lav presisjon og stor innvirkning |
| Nylon 6/6 (ufylt) | 5-8% | Lav ($) | Bra | Generelt formål, moderat presisjon |
| Acetal (Delrin, ufylt) | 3-5% | Middels ($$) | Bra | Bedre presisjon, moderat innvirkning |
| Glassfylt nylon (30%) | 1-2% | Middels ($$) | Rimelig | Høy presisjon, moderat innvirkning |
| Glassfylt acetal (30%) | 1-1.5% | Middels-høy ($$$) | Rimelig | Høy presisjon, god balanse |
| PEEK (ufylt) | <1% | Svært høy ($$$$) | Bra | Høyeste presisjon, høy temperatur |
| PEEK (30% glass) | <0,5% | Svært høy ($$$$) | Rimelig | Ultimate ytelsesapplikasjoner |
Polyuretan: Høy kryp, utmerket demping
Polyuretan er populært for demping, men problematisk for presisjon:
Fordeler:
- Utmerket støtdemping og energidissipasjon
- Lav kostnad og enkel å produsere
- God slitestyrke
- Tilgjengelig i et bredt hardhetsområde (60A-95A Shore)
Ulemper:
- Høy krypbarhet (10-15% typisk)
- Betydelig temperaturfølsomhet
- Fuktighetsabsorpsjon påvirker egenskapene
- Dårlig dimensjonsstabilitet over tid
Typisk krypeatferd:
En polyuretan-endestopp under 5 MPa belastning ved 40 °C kan komprimeres:
- 1 mm i første uke
- Ytterligere 2 mm i løpet av de neste 6 månedene
- Ytterligere 1 mm i løpet av det påfølgende året
- Totalt: 4 mm permanent deformasjon
Når skal du bruke det:
- Ikke-presisjonsapplikasjoner der posisjoneringsnøyaktighet ikke er avgjørende
- Applikasjoner med høy belastning og lav syklus
- Når dempingsytelsen er viktigere enn dimensjonsstabilitet
- Prosjekter med begrenset budsjett som aksepterer hyppig utskifting
Nylon: Moderat kryp, god balanse
Nylon (polyamid) har bedre krypebestandighet enn polyuretan:
Fordeler:
- Moderat krypebestandighet (5-8% ufylt, 1-2% glassfylt)
- God mekanisk styrke og seighet
- Utmerket slitestyrke
- Lavere kostnad enn tekniske termoplaster
Ulemper:
- Fuktighetsabsorpsjon (opptil 8% etter vekt) påvirker dimensjoner og egenskaper
- Moderat temperaturbestandighet (kontinuerlig bruk opp til 90–100 °C)
- Viser fortsatt betydelig kryp i ufylt form
Fordeler med glassfylt nylon:
- 30% glassfiber reduserer krypning med 70-80%
- Økt stivhet og styrke
- Bedre dimensjonsstabilitet
- Redusert fuktighetsabsorpsjon
Jeg jobbet med David, en maskinbygger i Ohio, som byttet fra ufylt nylon til 30% glassfylt nylon endestopp. Den opprinnelige kostnaden økte fra $8 til $15 per del, men krypningsrelatert posisjoneringsavvik reduserte fra 2,5 mm til 0,3 mm over to år, noe som eliminerte kostbare rekalibreringssykluser.
Acetal: Lav krypning, utmerket bearbeidbarhet
Acetal (polyoksymetylen, POM) er ofte den beste balansen:
Fordeler:
- Lav kryp (3-5% ufylt, 1-1,5% glassfylt)
- Utmerket dimensjonsstabilitet
- Lav fuktighetsabsorpsjon (<0,25%)
- Enkel å bearbeide med strenge toleranser
- God kjemisk motstandsevne
Ulemper:
- Moderat pris (høyere enn nylon)
- Lavere slagfasthet enn polyuretan eller nylon
- Kontinuerlig brukstemperatur begrenset til 90 °C
- Kan brytes ned i sterke syrer eller baser
Ytelsesegenskaper:
Acetal-endestopp under 5 MPa belastning ved 40 °C viser typisk:
- 0,3–0,5 mm deformasjon i første måned
- Ytterligere 0,3–0,5 mm i løpet av det første året
- Minimal ytterligere krypning utover det første året
- Totalt: <1 mm permanent deformasjon
Når skal du bruke det:
- Presisjonsposisjoneringsapplikasjoner (±1 mm eller bedre)
- Moderat støtbelastning
- Omgivelser med normal temperatur (<80 °C)
- Krav til lang levetid (3–5 år)
PEEK: Minimal krypning, førsteklasses ytelse
PEEK representerer det ypperste innen krypebestandighet:
Fordeler:
- Ekstremt lav krypning (<1% ufylt, <0,5% fylt)
- Utmerket ytelse ved høye temperaturer (kontinuerlig bruk opp til 250 °C)
- Enestående kjemisk motstandskraft
- Utmerkede mekaniske egenskaper som beholdes over tid
Ulemper:
- Svært høye kostnader (10–20 ganger polyuretan)
- Krever spesialisert maskinering
- Lavere støtdemping enn mykere materialer
- Overkill for mange applikasjoner
Når skal du bruke det:
- Ultrapresise applikasjoner (±0,1 mm)
- Miljøer med høy temperatur (>100 °C)
- Krav til lang levetid (10+ år)
- Kritiske applikasjoner hvor feil er uakseptabelt
- Når kostnadene er underordnet ytelsen
Beslutningsmatrise for materialvalg
Velg ut fra applikasjonskravene:
Applikasjoner med lav presisjon (±5 mm akseptabelt):
- Polyuretan: Beste demping, laveste pris
- Forventet levetid: 1-2 år før utskifting er nødvendig
Anvendelser med moderat presisjon (±1-2 mm akseptabelt):
- Ufylt acetal eller glassfylt nylon: God balanse
- Forventet levetid: 3-5 år med minimal avvik
Høypresisjonsapplikasjoner (±0,5 mm eller bedre):
- Glassfylt acetal eller PEEK: Minimal krypning
- Forventet levetid: 5-10+ år med utmerket stabilitet
Anvendelser ved høye temperaturer (>80 °C):
- PEEK eller høytemperaturnylon: Temperaturbestandighet avgjørende
- Standardmaterialer vil krype raskt ved høye temperaturer.
Hvilke faktorer fremskynder kryp i applikasjoner med sylinderendestopp?
Driftsforholdene har stor innvirkning på krypehastigheten. ⚠️
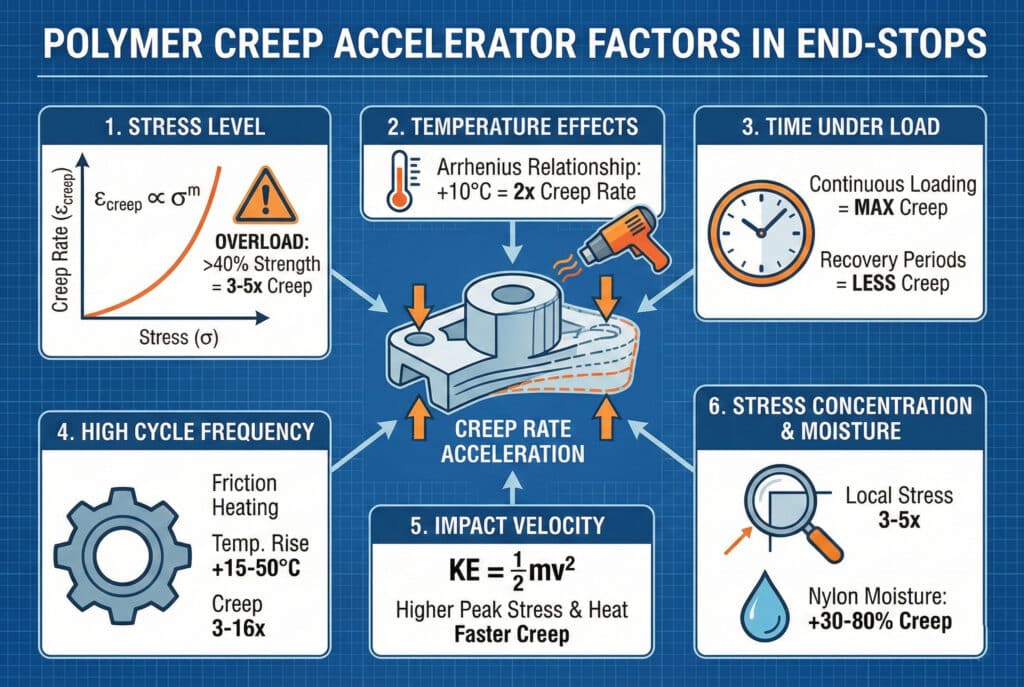
Krypehastigheten i polymerendestopp er eksponentielt følsom for tre primære faktorer: spenningsnivå (dobling av spenningen øker vanligvis krypehastigheten 3-5 ganger), temperatur (hver økning på 10 °C dobler krypehastigheten i henhold til Arrhenius' lov) og tid under belastning (kontinuerlig belastning gir mer kryp enn periodisk belastning med restitusjonsperioder). Ytterligere akselererende faktorer inkluderer høy syklusfrekvens (friksjonsoppvarming øker temperaturen), støthastighet (høyere støt genererer mer varme og spenning), utilstrekkelig kjøling (varmeakkumulering akselererer kryp), fuktighetseksponering (påvirker spesielt nylon, øker kryp med 30-50%) og spenningskonsentrasjoner fra dårlig design (skarpe hjørner eller små kontaktområder multipliserer lokal spenning med 2-5 ganger).
Effekter av stressnivå
Krypehastigheten øker ikke-lineært med spenningen:
Stress-kryp-forhold:
For de fleste polymerer følger krypningsdeformasjonen:
Hvor?
- = påført spenning
- = stresseksponent (vanligvis 2-4 for polymerer)
Praktiske implikasjoner:
- Opererer ved 50% materialstyrke: Grunnleggende kryp
- Opererer ved 75% materialstyrke: 3-5 ganger raskere krypning
- Opererer ved 90% materialstyrke: 10-20 ganger raskere krypning
Designretningslinjer:
Begrens spenningen i endestoppene til 30-40% av materialets trykkfasthet5 for langsiktig dimensjonsstabilitet. Dette gir sikkerhetsmargin for spenningskonsentrasjoner og temperatureffekter.
Eksempel på beregning:
- Acetal kompresjonsstyrke: 90 MPa
- Anbefalt konstruksjonsspenning: 27–36 MPa
- Hvis sylinderens slagkraft er 500 N og endepunktets kontaktareal er 100 mm²:
– Spenning = 500 N / 100 mm² = 5 MPa ✓ (godt innenfor grensene) - Hvis kontaktområdet bare er 20 mm² på grunn av dårlig design:
– Spenning = 500 N / 20 mm² = 25 MPa ⚠ (nærmer seg grensen, kryp vil være betydelig)
Temperaturpåvirkning
Temperatur er den kraftigste akseleratoren for krypning:
Arrhenius-forholdet:
For hver 10 °C temperaturøkning dobles krypehastigheten omtrent for de fleste polymerer. Dette betyr:
- 20 °C: Grunnleggende krypehastighet
- 40 °C: 4 ganger grunnleggende krypehastighet
- 60 °C: 16 ganger grunnleggende krypehastighet
- 80 °C: 64 ganger grunnleggende krypehastighet
Varmekilder i sylinderendestopp:
- Friksjonsoppvarming: Demping omdanner kinetisk energi til varme
- Omgivelsestemperatur: Miljømessige forhold
- Nærliggende varmekilder: Motorer, sveising, prosessvarme
- Utilstrekkelig kjøling: Dårlig design for varmespredning
Temperaturmåling:
Michelles elektronikkfabrikk oppdaget at endepunktet nådde 65 °C under drift (omgivelsestemperaturen var 25 °C). Temperaturøkningen på 40 °C forårsaket 16 ganger raskere krypning enn forventet. Ved å legge til kjøleribber og redusere syklusfrekvensen ble endepunktstemperaturen senket til 45 °C, noe som reduserte krypningshastigheten med 75%.
Syklusfrekvens og arbeidscyklus
Applikasjoner med høy syklus genererer mer varme og belastning:
| Syklusfrekvens | Driftssyklus | Temperaturstigning | Krypehastighetsfaktor |
|---|---|---|---|
| <10 sykluser/time | Lav | Minimal (<5 °C) | 1,0x (baseline) |
| 10–60 sykluser/time | Moderat | Moderat (5–15 °C) | 1.5-2x |
| 60–300 sykluser/time | Høy | Betydelig (15–30 °C) | 3-6 ganger |
| >300 sykluser/time | Svært høy | Alvorlig (30–50 °C) | 8–16x |
Restitusjonsperioder er viktige:
- Kontinuerlig belastning: Maksimal kryp
- 50% arbeidscyklus (belastning/avlastning): 30-40% mindre kryp
- 25% arbeidscyklus: 50-60% mindre kryp
- Intermitterende belastning muliggjør molekylær avslapning og avkjøling
Effekter av støtvelocitet
Høyere hastigheter øker både belastning og temperatur:
Energidissipasjon:
Kinetisk energi = ½mv²
Dobling av hastigheten firedobler energien som må absorberes, noe som resulterer i:
- Høyere toppspenning (større deformasjon)
- Mer friksjonsoppvarming (høyere temperatur)
- Raskere krypehastighet (kombinerte spennings- og temperatureffekter)
Strategier for hastighetsreduksjon:
- Strømningskontroller for å begrense sylinderhastigheten
- Lengre bremselengde (mykere demping)
- Flerstegs demping (progressiv absorpsjon)
- Senk driftstrykket hvis bruksområdet tillater det
Designrelaterte spenningskonsentrasjoner
Dårlig design forsterker lokal belastning:
Vanlige problemer med spenningskonsentrasjon:
Liten kontaktflate:
– Skarpe hjørner eller liten radius
– Lokalt stress 3-5 ganger høyere enn gjennomsnittet
– Lokalisert krypning skaper ujevn slitasjeFeiljustering:
– Belastning utenfor aksen skaper bøyespenning
– Den ene siden av endestoppet bærer mest belastning
– Asymmetrisk krypning fører til økende feiljusteringUtilstrekkelig støtte:
– Endestopp støttes ikke fullt ut
– Utkragende belastning skaper høy belastning
– For tidlig svikt eller overdreven krypning
Designforbedringer:
- Store, flate kontaktflater (fordeler belastningen)
- Generøse radier (R ≥ 3 mm) på alle hjørner
- Riktige justeringsveiledninger
- Full støtte for endestopp-omkrets
- Stressavlastende funksjoner i områder med høy belastning
Miljømessige faktorer
Eksterne forhold påvirker materialegenskapene:
Fuktighetsabsorpsjon (spesielt nylon):
- Tørr nylon: Grunnleggende egenskaper
- Likevektsfuktighet (2-3%): 20-30% økning i kryp
- Mettet (8%+): 50-80% økning i kryp
- Fuktighet fungerer som myknemiddel og øker molekylær mobilitet.
Kjemisk eksponering:
- Oljer og fett: Kan myke opp enkelte polymerer
- Løsemidler: Kan forårsake hevelse eller nedbrytning
- Syrer/baser: Kjemisk angrep svekker materialet
- UV-eksponering: Forringer overflateegenskapene
Forebygging:
- Velg materialer som er motstandsdyktige mot miljøet
- Bruk forseglede konstruksjoner for å utelukke forurensninger
- Vurder beskyttende belegg for tøffe miljøer
- Regelmessige inspeksjons- og utskiftingsplaner
Hvordan kan du forhindre eller minimere problemer knyttet til krypning?
Omfattende strategier tar for seg materialer, design og driftsfaktorer. 🛡️
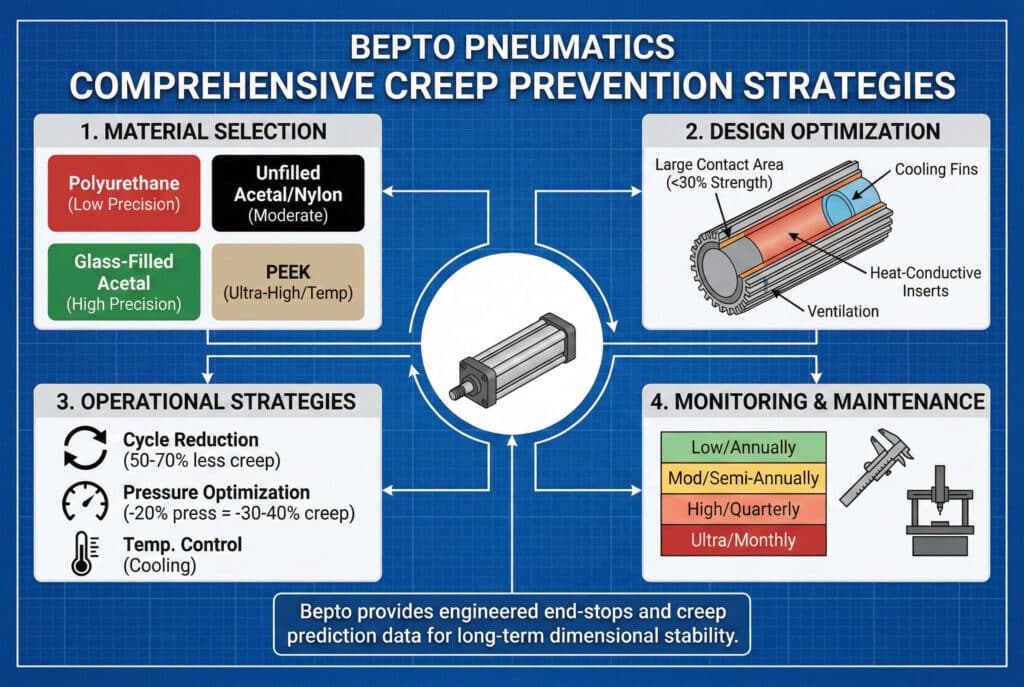
For å forhindre krypningsrelaterte feil kreves det en flerdimensjonal tilnærming: velg egnede materialer med krypningsmotstand som samsvarer med presisjonskravene til bruksområdet (glassfylte polymerer for ±1 mm eller bedre), design endeanslag med store kontaktflater for å minimere belastningen (mål <30% av materialstyrke), implementer kjøle strategier for applikasjoner med høy syklus (finner, tvungen luft eller reduksjon av driftssyklus), etabler dimensjonale overvåkingsprogrammer for å oppdage kryp før det forårsaker problemer (mål kritiske dimensjoner kvartalsvis), og design for enkel utskifting med forhåndskomprimerte eller krypstabiliserte komponenter. Hos Bepto Pneumatics kan våre stangløse sylindere spesifiseres med konstruerte endestopp ved bruk av glassfylt acetal eller PEEK for presisjonsapplikasjoner, og vi leverer data for krypingsprediksjon for å hjelpe kundene med å planlegge vedlikeholdsintervaller.
Strategi for materialvalg
Velg materialer basert på presisjonskrav og driftsforhold:
Beslutningstre:
Hvilken posisjoneringsnøyaktighet er nødvendig?
– ±5 mm eller mer: Polyuretan akseptabelt
– ±1–5 mm: Ufylt acetal eller glassfylt nylon
– ±0,5–1 mm: Glassfylt acetal
– <±0,5 mm: PEEK eller endeanslag i metallHva er driftstemperaturen?
– <60 °C: De fleste polymerer er akseptable
– 60–90 °C: Acetal, nylon eller PEEK
– 90–150 °C: Høytemperaturnylon eller PEEK
– >150 °C: Kun PEEK eller metallHva er syklusfrekvensen?
– <10/time: Standardmaterialer akseptabelt
– 10–100/time: Vurder glassfylte materialer
– >100/time: Glassfylt eller PEEK, implementer kjølingHva er kravet til levetid?
– 1–2 år: Kostnadsoptimaliserte materialer (polyuretan, ufylt nylon)
– 3–5 år: Balanserte materialer (acetal, glassfylt nylon)
– 5–10+ år: Førsteklasses materialer (glassfylt acetal, PEEK)
Optimalisering av design
Riktig design minimerer stress og varmeutvikling:
Kontaktarealstørrelse:
Målstress = Kraft / Areal < 0,3 × Materialstyrke
Eksempel:
- Sylinderboring: 63 mm, driftstrykk: 6 bar
- Kraft = π × (31,5 mm)² × 0,6 MPa = 1 870 N
- Acetalstyrke: 90 MPa
- Målstress: <27 MPa
- Nødvendig areal: 1 870 N / 27 MPa = 69 mm²
- Minimum kontaktdiameter: √(69 mm² × 4/π) = 9,4 mm
Bruk en kontaktflate med en diameter på minst 10–12 mm for denne bruken.
Funksjoner for termisk styring:
Kjøleribber:
– Øk overflatearealet for varmespredning
– Spesielt effektivt med tvungen luftkjøling
– Kan redusere driftstemperaturen med 10–20 °CVarmeledende innsatser:
– Innsatser av aluminium eller messing leder varmen bort fra polymeren
– Polymer gir demping, metall gir kjøling
– Hybriddesign kombinerer fordelene ved begge materialeneVentilasjon:
– Luftkanaler muliggjør konvektiv kjøling
– Spesielt viktig i lukkede sylinderkonstruksjoner
– Kan redusere temperaturen med 5–15 °C
Optimalisering av geometri:
- Store radier (R ≥ 3 mm) for å fordele belastningen
- Gradvise overganger (unngå brå skritt)
- Ribber for strukturell støtte uten vekt
- Justeringsfunksjoner for å forhindre belastning utenfor aksen
Davids maskinbyggingsfirma redesignet sine endestopp med 50% større kontaktflate og la til kjøleribber. Kombinert med materialoppgradering til glassfylt acetal, ble krypningsrelatert avvik redusert fra 2,5 mm til 0,2 mm over en levetid på to år.
Forhåndskomprimering og stabilisering
Fremskynd primær krypning før installasjon:
Forprosessering:
- Last endeanslag til 120-150% av tjenestestress
- Oppretthold belastningen ved høy temperatur (50–60 °C)
- Hold i 48-72 timer
- La avkjøles under belastning
- Slipp og mål dimensjoner
Fordeler:
- Fullfører det meste av den primære krypfasen
- Reduserer kryp under drift med 40-60%
- Stabiliserer dimensjonene før presisjonskalibrering
- Spesielt effektivt for acetal og nylon
Når skal du bruke det:
- Ultrapresise applikasjoner (<±0,5 mm)
- Lange serviceintervaller mellom kalibreringer
- Kritiske posisjoneringsapplikasjoner
- Verdt den ekstra behandlingskostnaden og tiden
Operasjonelle strategier
Endre operasjonen for å redusere krypehastigheten:
Reduksjon av syklusfrekvens:
- Reduser hastigheten til det minimum som kreves for produksjonen.
- Implementer arbeidsperioder med hvileperioder
- La det avkjøles mellom intensive arbeidsperioder
- Kan redusere krypehastigheten 50-70% i applikasjoner med høyt syklustall
Optimalisering av trykket:
- Bruk minimumstrykket som kreves for påføring
- Lavere trykk reduserer slagkraft og belastning
- 20% trykkreduksjon kan redusere kryp 30-40%
- Kontroller at applikasjonen fortsatt fungerer som den skal ved redusert trykk.
Temperaturkontroll:
- Oppretthold en kjølig omgivelsestemperatur der det er mulig.
- Unngå å plassere sylindere i nærheten av varmekilder.
- Implementer tvungen luftkjøling for applikasjoner med høy syklusfrekvens
- Overvåk temperaturen og juster driften hvis det oppstår overoppheting.
Overvåkings- og vedlikeholdsprogrammer
Oppdag kryp før det forårsaker problemer:
Dimensjonell overvåkingsplan:
| Applikasjonspresisjon | Inspeksjonsfrekvens | Målemetode | Erstatningsutløser |
|---|---|---|---|
| Lav (±5 mm) | Årlig | Visuell inspeksjon, grunnleggende måling | Synlig skade eller >5 mm endring |
| Moderat (±1-2 mm) | Halvårlig | Bremsekalibermåling | >1 mm endring fra utgangspunktet |
| Høy (±0,5 mm) | Kvartalsvis | Mikrometer eller CMM | >0,3 mm endring fra utgangspunktet |
| Ultrahøy (<±0,5 mm) | Månedlig eller kontinuerlig | Presisjonsmåling, automatisert | >0,1 mm endring fra utgangspunktet |
Måleprosedyre:
- Fastslå grunnleggende dimensjoner på nye endestopp
- Registrer sylinderens slaglengde og posisjoneringsnøyaktighet
- Mål tykkelsen på endeanslaget med jevne mellomrom.
- Plott trender over tid
- Bytt ut når endringen overskrider terskelen
Prediktiv utskifting:
I stedet for å vente på at det oppstår feil, bør du skifte ut endestoppene basert på:
- Målt kryp nærmer seg toleransegrensen
- Tjenestetid (basert på historiske data)
- Syklustelling (hvis sporet)
- Temperaturhistorikk
Michelles elektronikkfabrikk innførte kvartalsvise dimensjonskontroller på kritiske sylindere. Dette tidlige varslingssystemet gjorde det mulig å planlegge utskiftninger under planlagte vedlikeholdsperioder i stedet for nødreparasjoner under produksjonen, noe som reduserte kostnadene ved driftsstans med 85%.
Alternative endestoppteknologier
Vurder ikke-polymerløsninger for ekstreme krav:
Metallendestopp med elastomerkputer:
- Metall gir dimensjonsstabilitet (ingen krypning)
- Tynt elastomerlag gir demping
- Det beste fra begge verdener for presisjonsapplikasjoner
- Høyere kostnad, men utmerket langsiktig ytelse
Hydraulisk demping:
- Oljedempere gir jevn demping
- Ingen krypeproblemer med dimensjonsstabilitet
- Mer komplisert og kostbart
- Krever vedlikehold (utskifting av tetning)
Luftdemping med harde stopp:
- Pneumatisk demping for energiabsorpsjon
- Hardmetallstopp for posisjonsdefinering
- Skiller demping fra posisjoneringsfunksjoner
- Utmerket for ultrapresise bruksområder
Justerbare mekaniske stopp:
- Gjengede justeringsanordninger muliggjør kompensasjon for kryp
- Periodisk justering opprettholder nøyaktigheten
- Krever regelmessig vedlikehold og kalibrering
- God løsning når utskifting er vanskelig
Hos Bepto Pneumatics tilbyr vi flere endestoppalternativer for våre stangløse sylindere:
- Standard polyuretan for generelle bruksområder
- Glassfylt acetal for presisjonskrav
- PEEK for ekstrem ytelse eller temperatur
- Tilpassede hybriddesign for spesielle bruksområder
- Justerbare stopp for ultrapresis posisjonering
Vi leverer også data for forutsigelse av kryp basert på dine spesifikke driftsforhold (belastning, temperatur, syklusfrekvens) for å hjelpe deg med å velge passende materialer og planlegge vedlikeholdsintervaller.
Kost-nytte-analyse
Begrunn investering i krypebestandige løsninger:
Michelle's elektronikkfabrikk-casestudie:
Opprinnelig konfigurasjon:
- Materiale: Ufylte polyuretan-endestopper
- Kostnad per sylinder: $25 (deler)
- Levetid: 18 måneder før rekalibrering er nødvendig
- Rekalibreringskostnad: $800 per hendelse (arbeidskraft + nedetid)
- Årlig kostnad per sylinder: $25 + ($800 × 12/18) = $558
Oppgradert konfigurasjon:
- Materiale: 30% glassfylt acetal med forhåndskomprimering
- Kostnad per sylinder: $85 (deler + bearbeiding)
- Levetid: 36+ måneder med minimal avvik
- Rekalibrering: Ikke nødvendig innenfor levetiden
- Årlig kostnad per sylinder: $85 × 12/36 = $28
Årlig besparelse per sylinder: $530
Tilbakebetalingsperiode: 1,4 måneder
For hennes 50 kritiske sylindere:
- Totale årlige besparelser: $26 500
- I tillegg ble nødreparasjoner og produksjonsforstyrrelser eliminert.
- Total fordel: >$40 000 årlig
Konklusjon
Forståelse og forebygging av krypdeformasjon i endeanslag for polymersylindere – gjennom riktig materialvalg, designoptimalisering og overvåking – sikrer langsiktig dimensjonsstabilitet og posisjoneringsnøyaktighet i presisjonspneumatiske systemer. 💪
Vanlige spørsmål om krypdeformasjon i polymerendestopp
Spørsmål: Hvordan kan jeg vite om kryp er årsaken til posisjoneringsproblemene mine, eller om det er andre problemer?
Kryp har særskilte egenskaper som skiller det fra andre problemer: det utvikler seg gradvis over uker eller måneder (ikke plutselig), påvirker posisjoneringen i en jevn retning (progressiv avdrift, ikke tilfeldig variasjon), forverres over tid uten inngrep og påvirker målinger av slaglengde når det kontrolleres med presisjonsverktøy. For å bekrefte kryp måler du tykkelsen på endestoppet og sammenligner med nye deler – hvis de har komprimert seg 1 mm eller mer, er kryp problemet. Andre problemer som sensordrift, luftlekkasjer eller mekanisk slitasje viser forskjellige symptom mønstre. Hos Bepto Pneumatics tilbyr vi diagnostiske veiledninger for å hjelpe kundene med å skille kryp fra andre feilmoduser.
Spørsmål: Kan endestopp som er deformert på grunn av krypning repareres, eller må de byttes ut?
Krypdeformasjon er permanent og irreversibel – molekylstrukturen er permanent endret. Selv om det kan oppstå en viss elastisk gjenoppretting hvis belastningen fjernes og delen varmes opp, er denne gjenopprettingen minimal (vanligvis <10% av total deformasjon) og midlertidig. Det er ikke pålitelig å forsøke å “gjenopprette” deler som er deformert av kryp. Erstatning er den eneste effektive løsningen. Du kan imidlertid forlenge levetiden ved å implementere justerbare stopp som kompenserer for kryp, eller ved å bruke de deformerte delene i mindre kritiske applikasjoner der posisjoneringsnøyaktighet ikke er avgjørende. For presisjonsapplikasjoner må du alltid erstatte med nye deler laget av mer krypbestandige materialer.
Spørsmål: Hva er den mest kostnadseffektive materialoppgraderingen for å redusere kryp?
For de fleste bruksområder gir bytte fra ufylt til 30% glassfylt nylon eller acetal den beste balansen mellom pris og ytelse. Glassfylte materialer koster 50-100% mer enn ufylte versjoner ($15-20 mot $8-12 per del), men reduserer krypning med 70-80%, noe som vanligvis forlenger levetiden med 3-5 ganger. Dette gir 2-3 ganger avkastning på investeringen gjennom redusert utskiftningsfrekvens og eliminerte rekalibreringskostnader. PEEK gir enda bedre ytelse, men koster 5-10 ganger mer, noe som gjør det kostnadseffektivt bare for ultrapresisjons- eller ekstremtemperatur-applikasjoner. Start med glassfylt acetal for presisjonskrav på ±1 mm eller bedre – det er det optimale valget for de fleste industrielle applikasjoner.
Spørsmål: Ved hvilken temperatur blir krypning et alvorlig problem?
Krypehastigheten dobles omtrent for hver 10 °C, så det blir stadig mer problematisk over 40–50 °C for standardpolymerer. Ved 60 °C er krypingen fire ganger raskere enn ved 40 °C, og ved 80 °C er den 16 ganger raskere. Hvis endestoppene dine opererer over 50 °C (målt med IR-termometer eller termisk etikett), er kryp sannsynligvis en betydelig faktor. Applikasjoner med høye sykluser kan generere en temperaturøkning på 20-40 °C bare fra friksjonsoppvarming, selv ved normale omgivelsestemperaturer. Løsninger inkluderer å redusere syklusfrekvensen, implementere kjøling eller oppgradere til høytemperaturmaterialer som PEEK. Mål alltid den faktiske driftstemperaturen – ikke anta at den samsvarer med omgivelsesforholdene.
Spørsmål: Hvor ofte bør jeg skifte ut endestoppene i presisjonsposisjoneringsapplikasjoner?
Utskiftningsfrekvensen avhenger av materiale, driftsforhold og presisjonskrav. Som en generell retningslinje: polyuretan i applikasjoner med moderat syklus (±2 mm presisjon) bør skiftes ut årlig; ufylt acetal eller nylon i presisjonsapplikasjoner (±1 mm) bør skiftes ut hvert 2–3 år; glassfylt acetal i høypresisjonsapplikasjoner (±0,5 mm) kan vare i 3–5 år; og PEEK i ultrapresisjonsapplikasjoner (<±0,5 mm) kan vare i 5–10+ år. Imidlertid bør du implementere dimensjonsovervåking i stedet for å stole utelukkende på tidsbasert utskifting – måle kvartalsvis og skift ut når krypingen overstiger 30–50% av toleransebudsjettet ditt. Denne tilstandsbaserte tilnærmingen optimaliserer både kostnader og pålitelighet.
-
Lær hvordan strekkfasthet definerer punktet hvor materialer går fra elastisk til permanent plastisk deformasjon. ↩
-
Utforsk molekylmekanikken bak sekundær krypning, den stabile fasen av langvarig materialdeformasjon. ↩
-
Forstå viskoelastisitet, den unike egenskapen til polymerer som kombinerer både væske- og faststofflignende egenskaper under belastning. ↩
-
Oppdag hvordan Arrhenius-forholdet matematisk forutsier akselerasjonen av materialets aldring og krypning ved høyere temperaturer. ↩
-
Gjennomgå teststandardene og typiske verdier for trykkfastheten til tekniske termoplaster. ↩
