
Введение
Ваша автоматизированная сборочная линия промахивается мимо целей размещения на 0,5 мм, и отбракованные детали накапливаются. 🎯 Вы трижды калибровали датчики положения, но несоответствие сохраняется. Скрытая причина — не ваша система управления, а динамический гистерезис уплотнения, явление трения, которое создает непредсказуемые ошибки позиционирования, ежедневно обходящиеся производителям в тысячи долларов в виде брака и переделок.
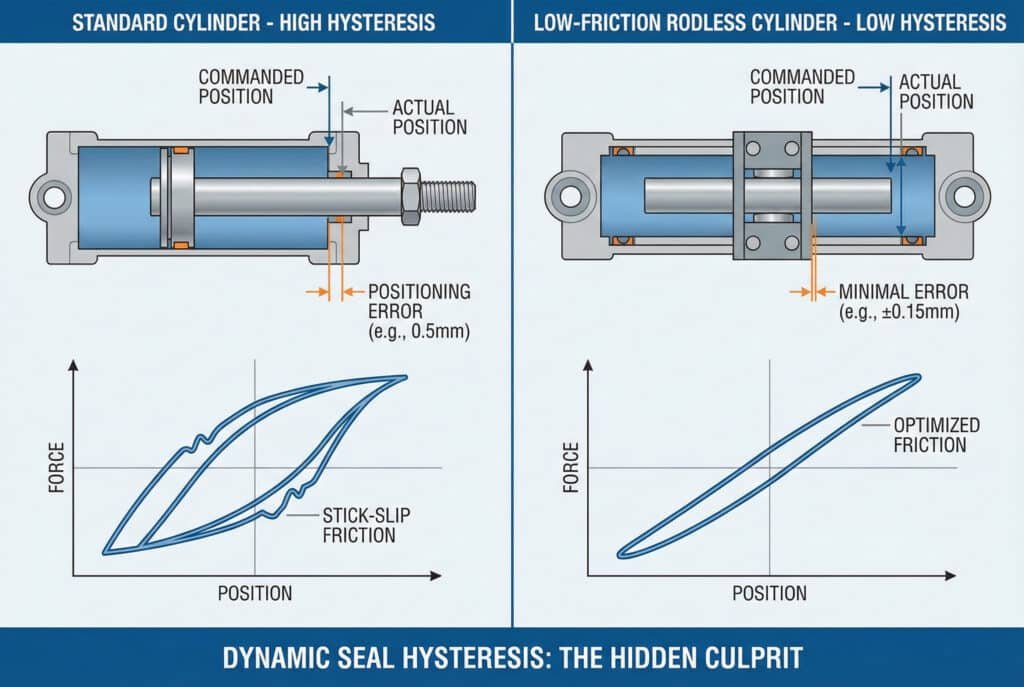
Динамический гистерезис уплотнения — это вызванное трением отставание между заданным и фактическим положением цилиндра, вызванное поведение прилипания и скольжения1, колебания отрывной силы и зависимое от скорости трение в уплотнительных материалах — этот гистерезис создает погрешности позиционирования 0,2–2,0 мм в стандартных пневматических цилиндрах, что делает конструкцию уплотнений, выбор материалов и оптимизацию смазки критически важными для применений, требующих повторяемости лучше ±0,5 мм в системах прецизионной сборки, испытаний и измерений.
В прошлом месяце я работал с Кевином, инженером по контролю на заводе по сборке электроники в Иллинойсе, который столкнулся с проблемой нестабильной установки компонентов в приложении «pick-and-place». Его погрешности позиционирования составляли от 0,3 до 0,8 мм, несмотря на использование датчиков высокого разрешения. Проанализировав его систему, мы обнаружили, что основной причиной была гистерезис уплотнения в его стандартных цилиндрах. Переход на наши безштокные цилиндры Bepto с низким коэффициентом трения и оптимизированной геометрией уплотнений позволил снизить погрешность позиционирования до ±0,15 мм, сократив количество брака на 73%. 📊
Оглавление
- Что такое гистерезис динамического уплотнения и почему он влияет на точность позиционирования?
- Как различные конструкции и материалы уплотнений влияют на гистерезисное поведение?
- Каковы количественные последствия гистерезиса уплотнения для систем прецизионного позиционирования?
- Какие конструктивные решения позволяют минимизировать гистерезис уплотнения в бесподпорных цилиндрах?
Что такое гистерезис динамического уплотнения и почему он влияет на точность позиционирования?
Понимание физики ошибок позиционирования, вызванных трением, имеет важное значение для достижения точности в автоматизированных системах. 🔬
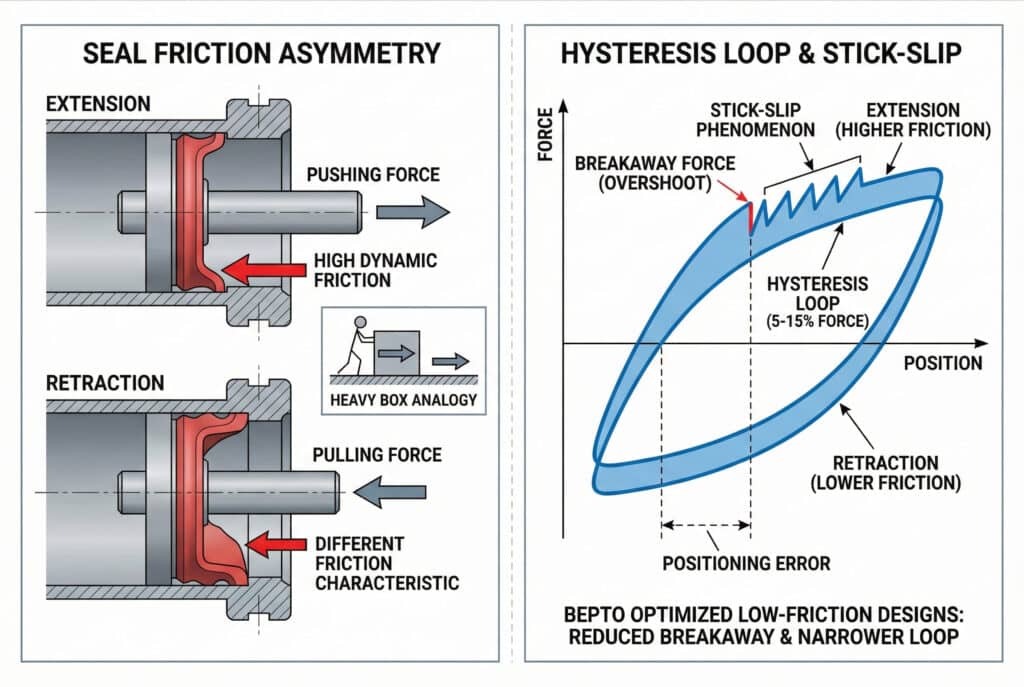
Гистерезис динамического уплотнения возникает, когда силы трения изменяются нелинейно в зависимости от скорости и направления, создавая задержку между входным давлением и выходным положением— ширина петли гистерезиса (разница между кривыми силы-перемещения при выдвижении и втягивании) обычно составляет 5-15% от общей силы хода в стандартных цилиндрах, что приводит к ошибкам, зависящим от положения, которые усугубляются в системах с замкнутым контуром и препятствуют достижению повторяемости на уровне менее миллиметра без алгоритмов компенсации или конструкций уплотнений с низким коэффициентом трения.
Механика гистерезиса трения уплотнения
Представьте себе гистерезис уплотнения как разницу между толканием тяжелой коробки по полу и ее обратным перетаскиванием. Трение в обоих направлениях различно из-за взаимодействия поверхностей, деформации материала и направленного воздействия. В пневматических уплотнениях эта асимметрия еще более заметна.
Когда цилиндр выдвигается, уплотнительная кромка сжимается в одном направлении относительно корпуса. При втягивании уплотнение деформируется по-другому, создавая различные характеристики трения. Это приводит к образованию петли гистерезиса — графического представления, показывающего, что сила, необходимая для перемещения цилиндра, зависит не только от положения, но и от направления и истории скорости.
Явление «прилипания-скольжения» и силы отрыва
Наиболее проблематичным аспектом гистерезиса уплотнений является поведение типа «прилипание-скольжение». В состоянии покоя уплотнения развивают клейкость2 Это на 20-50% выше, чем динамическое трение во время движения. Когда давление нарастает, чтобы преодолеть эту силу отрыва, цилиндр внезапно “прыгает” вперед, проходя мимо целевого положения.
Это скольжение с задержками создает пилообразный профиль движения вместо плавного движения. При точном позиционировании это проявляется следующим образом:
- Превышение при старте с места
- Устанавливающиеся колебания вокруг целевой позиции
- Ошибки позиционирования, зависящие от направления (разные конечные положения при приближении с противоположных направлений)
В компании Bepto мы измерили силы отрыва в стандартных цилиндрах в диапазоне от 15 до 35 Н для цилиндра с внутренним диаметром 40 мм, в то время как наши оптимизированные конструкции с низким коэффициентом трения снижают это значение до 5–12 Н, что соответствует снижению на 60–70 %, что значительно улучшает стабильность позиционирования.
Почему системы управления не могут полностью компенсировать
Многие инженеры полагают, что управление положением по замкнутому контуру с обратной связью может устранить эффекты гистерезиса. Хотя обратная связь помогает, она не может полностью преодолеть фундаментальные законы физики. Система управления фиксирует погрешность положения и применяет корректировку, но гистерезис создает:
Мертвые зоны: Незначительные погрешности положения, которые не генерируют достаточную силу для преодоления трения
Предельные циклы: Колебания вокруг цели, когда система поочередно преодолевает и ослабляет трение.
Ошибки, зависящие от скорости: Различная точность позиционирования при разных скоростях приближения
Я консультировал десятки проектов, в которых инженеры месяцами настраивали ПИД-регуляторы, только чтобы обнаружить, что основным ограничением было гистерезис трения уплотнений, которое невозможно устранить с помощью настройки программного обеспечения. Решение требует устранения механической причины — самих уплотнений.
Как различные конструкции и материалы уплотнений влияют на гистерезисное поведение?
Геометрия уплотнения и свойства материала в основном определяют величину гистерезиса и характеристики позиционирования. ⚙️
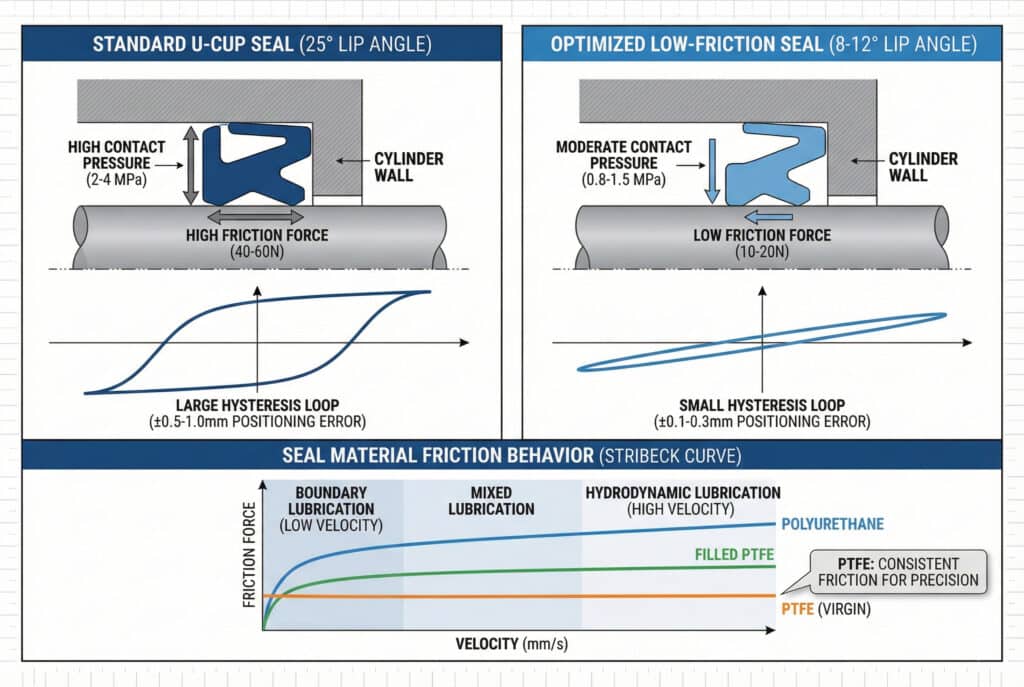
Гистерезис уплотнения значительно варьируется в зависимости от конструкции: уплотнения U-образной формы с агрессивными углами кромок создают гистерезисную силу 40-60 Н в цилиндрах с внутренним диаметром 50 мм, в то время как оптимизированные конструкции с низким коэффициентом трения, с небольшими углами кромок и материалами из ПТФЭ, снижают гистерезис до 10-20 Н. Выбор материала (полиуретан, PTFE или резина) влияет как на соотношение статического и динамического трения (1,3–2,0x), так и на зависимость трения от скорости, причем PTFE обеспечивает наиболее стабильные характеристики трения во всех диапазонах скоростей для применений, требующих высокой точности позиционирования.
Геометрия уплотнения и распределение контактного давления
Угол наклона кромки уплотнения и ширина контакта напрямую определяют величину силы трения и гистерезиса. В традиционных уплотнениях U-образной формы угол наклона кромки составляет 15–25°, что обеспечивает надежное уплотнение, но при этом создается высокое контактное давление и трение.
Стандартное уплотнение U-образной формы (угол наклона губ 25°):
- Высокое контактное давление (2-4 МПа)
- Отличная надежность уплотнения
- Высокое усилие трения (40-60 Н для отверстия 50 мм)
- Большая петля гистерезиса (погрешность позиционирования ±0,5–1,0 мм)
Уплотнение с низким коэффициентом трения (угол губ 8-12°):
- Умеренное контактное давление (0,8–1,5 МПа)
- Хорошая герметичность при надлежащей обработке поверхности
- Низкое усилие трения (10–20 Н для отверстия 50 мм)
- Небольшая петля гистерезиса (погрешность позиционирования ±0,1–0,3 мм)
В компании Bepto мы разработали собственные профили уплотнений, которые обеспечивают баланс между надежностью уплотнения и минимальным трением. В наших цилиндрах без штока используются многогубчатые конструкции, в которых основное уплотнение обеспечивает удержание давления, а вторичные элементы с низким коэффициентом трения минимизируют гистерезис.
Влияние свойств материала на фрикционные характеристики
Различные материалы уплотнений демонстрируют совершенно разные характеристики трения и гистерезиса:
| Материал уплотнения | Коэффициент статического/динамического трения | Чувствительность к скорости | Сила гистерезиса (диаметр 50 мм) | Лучшее приложение |
|---|---|---|---|---|
| NBR (нитрил) | 1,8–2,0x | Высокий | 45-65N | Недорогой, неточный |
| Полиуретан | 1,5–1,8x | Умеренный | 30-50 Н | Общепромышленные |
| PTFE (Virgin) | 1,2–1,4x | Низкий | 8-15N | Точное позиционирование |
| Наполненный PTFE | 1,3–1,5 раза | Низкий | 12-20N | Сбалансированная производительность |
| Полиуретан с графитовым наполнителем | 1,4–1,6x | Умеренно-низкий | 20-35N | Экономичная точность |
Молекулярная структура PTFE обеспечивает чрезвычайно стабильное трение в широком диапазоне скоростей. В отличие от эластомеров, которые демонстрируют сильное зависимое от скорости трение (трение увеличивается с ростом скорости), PTFE сохраняет практически постоянное трение от 1 мм/с до 1000 мм/с, что является критически важным для предсказуемого позиционирования.
Кривая Стрибека и режимы смазки
Поведение трения уплотнения соответствует Кривая Штрибека3, в котором описаны три режима смазки:
Граничная смазка (очень низкая скорость):
- Контакт металл-металл через смазочную пленку
- Наибольшее трение
- Доминирует при скоростях позиционирования (<10 мм/с)
Смешанная смазка (умеренная скорость):
- Частичная поддержка смазочной пленки
- Поведение при переходном трении
- Здесь работают большинство приложений позиционирования
Гидродинамическая смазка (высокая скорость):
- Полное отделение смазочной пленки
- Наименьшее трение
- Редко достигается в пневматических цилиндрах
Ширина режима граничного смазывания определяет гистерезис позиционирования. Материалы с лучшими свойствами граничного смазывания (PTFE, графитовые компаунды) обеспечивают более низкое трение при скоростях позиционирования, уменьшая гистерезис.
Влияние температуры на гистерезис
Трение уплотнения не является постоянным в зависимости от температуры — оно значительно изменяется по мере нагрева систем во время работы. Стандартные полиуретановые уплотнения демонстрируют снижение трения на 30–40% при температуре от 20 °C до 60 °C, что приводит к смещению позиционирования по мере стабилизации температуры системы.
Я работал с Сарой, инженером по испытательному оборудованию из Мичигана, чья система прецизионных измерений показывала разную точность позиционирования утром и днем. Ее стандартные уплотнения цилиндров были чувствительны к температуре, что приводило к отклонению позиционирования на 0,4 мм по мере нагрева системы. Мы заменили их термостойкими цилиндрами Bepto с уплотнениями из ПТФЭ, и стабильность позиционирования улучшилась до ±0,12 мм независимо от рабочей температуры. 🌡️
Каковы количественные последствия гистерезиса уплотнения для систем прецизионного позиционирования?
Понимание численного влияния гистерезиса поможет вам выбрать цилиндры, соответствующие вашим требованиям к точности. 📈
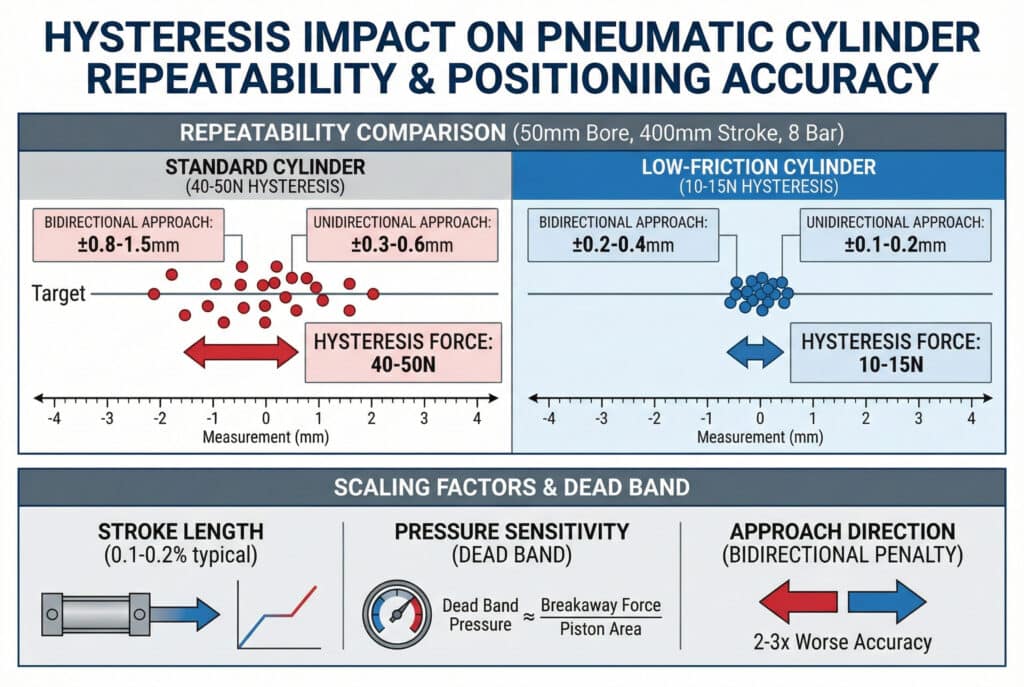
Гистерезис уплотнения создает количественно измеримые погрешности позиционирования: стандартные цилиндры с силой гистерезиса 40-50 Н демонстрируют повторяемость ±0,5-1,2 мм при давлении 8 бар, в то время как конструкции с низким коэффициентом трения и гистерезисом 10-15 Н достигают повторяемости ±0,1-0,3 мм — эти погрешности масштабируются в зависимости от длины хода (типично 0,1-0,21 TP3T хода), изменениями давления (давление ±10% создает изменение положения ±0,15 мм) и направлением приближения (двунаправленная повторяемость в 2-3 раза хуже, чем однонаправленная), что делает гистерезис ограничивающим фактором в приложениях, требующих точности лучше ±0,5 мм.
Величина ошибки позиционирования и масштабирование
Взаимосвязь между силой гистерезиса и погрешностью позиционирования соответствует предсказуемой закономерности. Для данного диаметра цилиндра и рабочего давления погрешность позиционирования изменяется примерно линейно с силой гистерезиса:
Погрешность положения ≈ (сила гистерезиса / пневматическая сила) × длина хода
Для цилиндра с диаметром 50 мм при давлении 8 бар (эффективная сила ≈ 1570 Н) и ходом 400 мм:
- 40N гистерезис: Погрешность ≈ (40/1570) × 400 мм = 10,2 мм потенциальная погрешность
- Фактическая ошибка с демпфированием: ±0,6–1,0 мм (системное демпфирование снижает теоретический максимум)
Это объясняет, почему цилиндры с большим диаметром часто демонстрируют более высокую относительную точность позиционирования — пневматическая сила увеличивается с увеличением площади сечения (D²), в то время как трение уплотнения увеличивается примерно пропорционально диаметру (D), что дает благоприятное соотношение масштабов.
Двунаправленная и однонаправленная повторяемость
Одной из наиболее важных характеристик для точного позиционирования является двунаправленная повторяемость — способность возвращаться в одно и то же положение при приближении с противоположных направлений. Гистерезис напрямую определяет эту характеристику:
Однонаправленная повторяемость (всегда приближаясь с одной и той же стороны):
- Стандартный цилиндр: ±0,3–0,6 мм
- Цилиндр с низким коэффициентом трения: ±0,1–0,2 мм
- Точность без штанги Bepto: ±0,05–0,15 мм
Двунаправленная повторяемость (приближаясь с любой стороны):
- Стандартный цилиндр: ±0,8–1,5 мм (в 2–3 раза хуже)
- Цилиндр с низким коэффициентом трения: ±0,2–0,4 мм (в 2 раза хуже)
- Точность без штанги Bepto: ±0,1–0,25 мм (в 1,5–2 раза хуже)
Двунаправленное усилие возникает непосредственно из-за гистерезиса — положение зависит от направления приближения из-за асимметрии трения. В приложениях, требующих двунаправленной точности, необходимо использовать цилиндры с минимальным гистерезисом.
Чувствительность к давлению и баланс силы
Точность позиционирования также зависит от стабильности давления. Гистерезис создает “мёртвую зону”, в которой небольшие изменения давления не вызывают движения, поскольку не преодолевают статическое трение. Ширина этой мёртвой зоны составляет:
Давление в мертвой зоне ≈ усилие отрыва / площадь поршня
Для цилиндра с диаметром 50 мм (площадь ≈ 1963 мм²) с усилием отрыва 25 Н:
Мертвая зона ≈ 25 Н / 1963 мм² = 0,013 МПа = 0,13 бар
Это означает, что перепады давления ниже 0,13 бар не вызывают движения — цилиндр “застревает” в своем положении. Для точного позиционирования это создает:
- Требования к регулированию давления: Требуется ±0,05 бар или лучше для стабильного позиционирования
- Ограничения разрешения: Невозможно достичь разрешения позиционирования, превосходящего эквивалент мертвой зоны.
- Решение вопросов, связанных со временем: Система колеблется в пределах мертвой зоны, прежде чем стабилизироваться.
Требования к применению в реальных условиях
Различные приложения имеют разную толерантность к ошибкам, вызванным гистерезисом:
Высокоточные приложения (требуется ±0,1–0,2 мм):
- Сборка и тестирование электроники
- Позиционирование оптических компонентов
- Точные измерения и проверки
- Решение: уплотнительные системы из ПТФЭ, конструкции с низким коэффициентом трения, система управления с замкнутым контуром
Применения средней точности (допустимое отклонение ±0,3–0,5 мм):
- Операции общего собрания
- Перемещение материалов с жесткими допусками
- Упаковка и маркировка
- Решение: Оптимизированные полиуретановые уплотнения, цилиндры стандартного качества
Приложения с низкой точностью (допустимое отклонение ±1,0 мм):
- Перевалка сыпучих материалов
- Зажим и крепление
- Общая автоматизация
- Решение: Стандартные цилиндры подходят
В компании Bepto мы помогаем клиентам подобрать цилиндры, соответствующие их реальным требованиям. Избыточные характеристики прецизионных цилиндров приводят к ненужным затратам, а недостаточные характеристики вызывают проблемы с качеством и дополнительные расходы на доработку.
Какие конструктивные решения позволяют минимизировать гистерезис уплотнения в бесподпорных цилиндрах?
Для достижения точного позиционирования требуются комплексные подходы к проектированию, учитывающие трение на всех уровнях. 🎯
Для минимизации гистерезиса уплотнения требуются многогранные стратегии проектирования: оптимизированная геометрия уплотняющей кромки с углом контакта 8–12°, материалы из PTFE или наполненного PTFE с коэффициентом статического/динамического трения ниже 1,4x, точно отшлифованные поверхности цилиндра (Ra 0,2-0,4 мкм) для поддержки граничного смазывания, синтетические смазочные материалы с соответствующей вязкостью (ISO VG 32-68) и механические конструктивные особенности, такие как направляющие каретки и регулировка предварительной нагрузки — в цилиндрах без штока конфигурации с двойным уплотнением и компенсацией давления дополнительно снижают чистую силу трения, сохраняя при этом герметичность уплотнения.

Оптимизированная конструкция уплотнительного профиля
В компании Bepto мы вложили значительные средства в оптимизацию профилей уплотнений с помощью анализа методом конечных элементов и эмпирических испытаний. Наши прецизионные профили уплотнений включают:
Неглубокие углы губ (8–12° по сравнению со стандартными 20–25°):
- Снижает контактное давление на 40-60%
- Обеспечивает герметичность благодаря точным требованиям к обработке поверхности
- Требуется обработка ствола с шероховатостью поверхности Ra 0,3–0,5 мкм (по сравнению со стандартной шероховатостью Ra 0,8–1,2 мкм).
Конфигурации с несколькими губками:
- Первичный уплотнитель: удержание давления (допустимо умеренное трение)
- Вторичное уплотнение: скребок с низким коэффициентом трения (минимальное контактное давление)
- Третье уплотнение: исключение загрязнения (внешнее)
Конструкции с уравновешиванием давления:
- Противоположные уплотнительные кромки с выравниванием давления
- Чистая сила трения уменьшена на 30-50%
- Особенно эффективен в цилиндрах без штока с двусторонним уплотнением
Оптимизация поверхностной обработки и смазки
Поверхность цилиндра оказывает решающее влияние на граничную смазку и гистерезис. Мы предписываем точное хонингование для достижения следующих результатов:
Шероховатость поверхности: Ra 0,2–0,4 мкм (по сравнению со стандартным Ra 0,8–1,2 мкм)
Хонингование плато4: Создает микрорезервуары для удержания смазки
Направленная отделка: Следы хонингования, выровненные по направлению движения
В сочетании с соответствующей смазкой:
Синтетические смазочные материалы (наш стандарт в Bepto):
- Диапазон вязкости ISO VG 32-68
- Отличные смазочные свойства на границе раздела фаз
- Стабильная работа при различных температурах
- Совместимость с материалами уплотнений
Метод нанесения:
- Заводская предварительная смазка всех поверхностей скольжения
- Порты для периодической повторной смазки (для цилиндров без штока с длинным ходом)
- Автоматические системы смазки для критически важных применений
Особенности механической конструкции
Помимо самих уплотнений, механическая конструкция снижает эффекты гистерезиса:
Прецизионные направляющие системы:
- Линейные шарикоподшипники или роликовые направляющие
- Отдельная опора нагрузки от пневматической силы
- Уменьшает боковую нагрузку на уплотнения (основной фактор трения)
Регулировка предварительной нагрузки каретки:
- Позволяет оптимизировать сжатие уплотнения
- Баланс между надежностью уплотнения и трением
- Регулируемый в полевых условиях для компенсации износа
Жесткость крепления:
- Жесткое крепление уменьшает заклинивание, вызванное прогибом
- Правильное выравнивание устраняет боковые нагрузки
- Критически важно для применений с длинным ходом
Недавно я помог Майклу, производителю оборудования из Висконсина, решить постоянную проблему позиционирования в цилиндре без штока с ходом 2 метра. Его цилиндры демонстрировали отклонение позиционирования на 2–3 мм из-за заклинивания уплотнения, вызванного прогибом. Мы перепроектировали систему крепления с промежуточной опорой и перешли на наши прецизионные цилиндры без штока Bepto с оптимизированными направляющими. Его погрешность позиционирования снизилась до ±0,25 мм на всем ходу — это 10-кратное улучшение. 🔧
Интеграция системы управления с замкнутым контуром
Для достижения максимальной точности механическая оптимизация должна сочетаться с интеллектуальным управлением:
Обратная связь по позиции:
- Линейные энкодеры (разрешение 5–10 мкм)
- магнитострикционные датчики5 (разрешение 50–100 мкм)
- Позволяет компенсировать эффекты гистерезиса
Алгоритмы компенсации трения:
- Оценка трения на основе модели
- Адаптивная компенсация износа и температуры
- Может уменьшить погрешность позиционирования на дополнительные 40-60%
Профилирование давления:
- Регулировка давления в зависимости от скорости
- Уменьшает перерегулирование и время установления
- Оптимизирует подход к конечной позиции
В компании Bepto мы предоставляем инженерную поддержку по применению, чтобы помочь клиентам интегрировать наши цилиндры с низким коэффициентом трения в их системы управления. Сочетание оптимизированной механической конструкции и интеллектуального управления обеспечивает производительность позиционирования, приближающуюся к электрическим сервосистемам, при значительно меньших затратах.
Соотношение цены и качества
Точность имеет свою цену, и ключом к успеху является соответствие технологии требованиям:
Стандартный цилиндр ($150-250):
- Повторяемость ±0,8–1,5 мм
- Подходит для 70% приложений
- Самая низкая начальная стоимость
Цилиндр с низким коэффициентом трения ($250-400):
- Повторяемость ±0,3–0,6 мм
- Лучшее соотношение цены и качества
- Наша самая популярная опция Bepto precision
Сверхпрецизионный цилиндр ($500-800):
- Повторяемость ±0,1–0,25 мм
- Уплотнения из ПТФЭ, прецизионные направляющие, возможность обратной связи
- Только для критически важных приложений
Решение должно основываться на общей стоимости владения, включая бракованную продукцию, переделку и затраты на обеспечение качества. Для производственной линии, выпускающей 10 000 деталей в день, где погрешности позиционирования приводят к браку 2% по цене $5 за деталь, затраты на обеспечение качества составляют $1000 в день. Прибавка в $300 за высокоточные цилиндры окупается за часы, а не за месяцы.
Заключение
Гистерезис динамического уплотнения является скрытым врагом точного позиционирования в пневматических системах, создавая ошибки, вызванные трением, которые невозможно полностью устранить даже при тщательной настройке системы управления. Благодаря пониманию механизмов гистерезиса и внедрению оптимизированных конструкций уплотнений, подходящих материалов и интегрированных механических решений, точность позиционирования может быть улучшена в 5-10 раз по сравнению со стандартными цилиндрами. В компании Bepto наши безшпиндельные цилиндры воплощают в себе десятилетия исследований в области оптимизации трения, чтобы обеспечить точность позиционирования, отвечающую строгим промышленным требованиям, при сохранении преимуществ по стоимости и простоте пневматического привода. 🌟
Часто задаваемые вопросы о динамическом уплотнении с гистерезисом
В: Могу ли я измерить гистерезис уплотнения в имеющихся у меня цилиндрах для диагностики проблем с позиционированием?
Да — проведите простой тест силы-перемещения, медленно выдвигая и втягивая цилиндр, измеряя силу и положение, и занося результаты на график, чтобы визуализировать петлю гистерезиса. Ширина петли указывает на величину гистерезиса. В Bepto мы рекомендуем провести этот диагностический тест перед тем, как выбрать цилиндры для замены, так как он позволяет количественно определить, является ли гистерезис действительно ограничивающим фактором или же доминируют другие проблемы (нестабильность давления, проблемы с монтажом).
В: Как износ уплотнения влияет на гистерезис в течение срока службы цилиндра?
Износ уплотнений обычно приводит к первоначальному снижению гистерезиса (первые 100 000–200 000 циклов), поскольку уплотнения “разминаются” и контактное давление уменьшается, а затем гистерезис постепенно увеличивается, поскольку износ приводит к неравномерному контакту и повреждению поверхности. Хорошо спроектированные уплотнения, такие как наши прецизионные профили Bepto, сохраняют стабильный гистерезис в течение 1-2 миллионов циклов до значительного износа, в то время как стандартные уплотнения могут демонстрировать увеличение гистерезиса на 50-100% после 500 000 циклов.
Вопрос: Можно ли сравнить пневматическое позиционирование с низким гистерезисом с электрическими сервосистемами?
Для приложений, требующих повторяемости ±0,1–0,3 мм при умеренных скоростях (<500 мм/с), оптимизированные пневматические цилиндры с замкнутым контуром управления могут сравниться с электрическими сервоприводами по производительности при снижении стоимости системы на 40–60%. Однако электрические сервоприводы по-прежнему остаются лучшим выбором для приложений, требующих точности 1 м/с) или сложных профилей движения. Ключевым моментом является соответствие технологии фактическим требованиям, а не избыточная спецификация электрических сервоприводов для применений, где достаточно пневматических.
В: Могу ли я модернизировать существующие цилиндры, установив в них уплотнения с низким коэффициентом трения, чтобы уменьшить гистерезис?
Замена уплотнения может помочь, но ее эффективность ограничена существующей поверхностью цилиндра и геометрией канавки — для правильной работы уплотнения с низким коэффициентом трения требуется поверхность цилиндра с шероховатостью Ra 0,3–0,5 мкм, тогда как стандартные цилиндры обычно имеют шероховатость Ra 0,8–1,2 мкм. Кроме того, размеры канавки уплотнения должны соответствовать оптимизированному профилю уплотнения. В большинстве случаев замена всего цилиндра на прецизионно спроектированный агрегат, такой как наши низкофрикционные цилиндры без штока Bepto, обеспечивает лучшую производительность и экономическую эффективность, чем попытки модернизации.
В: Как указать требования к гистерезису при заказе прецизионных цилиндров?
Укажите двунаправленную повторяемость, а не просто “точность” — запросите “±0,3 мм двунаправленную повторяемость на полном ходу”, а не такие расплывчатые термины, как “точность” или “низкое трение”. Также укажите условия эксплуатации (давление, скорость, частота циклов, диапазон температур), поскольку они влияют на гистерезис. В компании Bepto мы предоставляем сертифицированные данные испытаний, показывающие фактически измеренную силу гистерезиса и повторяемость позиционирования для наших прецизионных цилиндров, гарантируя, что вы получите задокументированные характеристики, соответствующие требованиям вашего применения.
-
Узнайте о физических основах явления «прилипания-скольжения» и о том, как оно влияет на нестабильность механических систем, вызванную трением. ↩
-
Изучите техническое определение статического трения (фрикции) и его влияние на усилие отрыва, необходимое для пневматического привода. ↩
-
Получите более глубокое понимание кривой Стрибека и того, как она определяет взаимосвязь между режимами трения и смазки в скользящих уплотнениях. ↩
-
Поймите, как процесс хонингования плато создает микрорезервуары, которые оптимизируют удержание смазки и снижают трение поверхности. ↩
-
Узнайте о принципах работы магнитострикционных датчиков и о том, почему они предпочтительны для высокоточное определения положения в промышленных условиях. ↩
