

Введение
Ваша пневматическая система теряет давление, производительность падает, а затраты на техническое обслуживание растут как на дрожжах. 💨 Вы дважды за этот месяц меняли уплотнения, но они продолжают выходить из строя в течение нескольких недель. Причина не в качестве уплотнений, а в физике зазора экструзии, которую большинство инженеров упускают из виду. Когда давление вдавливает материал уплотнения в микроскопические зазоры, до катастрофической поломки остается всего несколько циклов.
Зазоры при экструзии — это зазоры между сопрягаемыми компонентами цилиндра, где высокое давление может вызвать деформацию уплотнительного материала и его протекание. Чтобы предотвратить разрушение уплотнения, необходимо поддерживать размеры зазоров ниже критических значений (обычно 0,1–0,3 мм в зависимости от давления и твердости уплотнения) за счет точных допусков при механической обработке, правильного выбора опорного кольца и совместимости материалов, чтобы предотвратить износ, разрыв и прогрессирующее разрушение уплотнения.
Недавно я помог Томасу, руководителю отдела технического обслуживания на высокоскоростном заводе по розливу напитков в Висконсине, решить загадочную проблему с уплотнениями. Его безштокные цилиндры работали при давлении 12 бар, и уплотнения выходили из строя каждые 3-4 недели, несмотря на использование высококачественных полиуретановых уплотнений. Когда мы измерили фактические зазоры экструзии, мы обнаружили зазоры 0,45 мм, что намного превышало безопасные пределы. После модернизации с помощью наших цилиндров Bepto, разработанных с максимальным зазором 0,15 мм и соответствующими опорными кольцами, срок службы уплотнений увеличился до 18+ месяцев. 🔍
Оглавление
- Что такое зазоры при экструзии и почему они приводят к неисправностям уплотнений?
- Как давление влияет на поведение материала уплотнения в зазорах экструзии?
- Каковы критические размеры зазора для различных диапазонов давления?
- Какие конструктивные особенности и резервные кольца предотвращают выдавливание уплотнения в бесконечных цилиндрах?
Что такое зазоры при экструзии и почему они приводят к неисправностям уплотнений?
Понимание механических процессов, лежащих в основе выдавливания уплотнений, имеет важное значение для предотвращения преждевременных отказов и дорогостоящих простоев. ⚙️
Экструзионные зазоры — это радиальные или осевые зазоры между компонентами цилиндра (между поршнем и цилиндром, между штоком и сальником), в которые под давлением может проникать уплотнительный материал — когда давление в системе превышает сопротивление уплотнения деформации, эластомер выдавливается в эти зазоры, вызывая появление мелких разрывов по краям уплотнения, постепенную потерю материала и, в конечном итоге, полную неисправность уплотнения в результате разрыва или потери уплотняющего зазора.
Механика экструзии уплотнений
Представьте себе уплотнительный материал как густой мед под давлением. При низком давлении уплотнение сохраняет свою форму и остается в пазу. При увеличении давления материал испытывает нагрузку, которая пытается вытолкнуть его в любое доступное пространство. Зазор экструзии действует как отверстие клапана — как только сила давления превосходит прочность материала уплотнения и сопротивление трению, уплотнение начинает течь в зазор.
Это не внезапная поломка. Это постепенное разрушение, которое начинается с микроскопического смещения материала на краю уплотнения. Каждый цикл давления выталкивает еще немного материала в зазор. За сотни или тысячи циклов это приводит к появлению видимых повреждений — небольших разрывов, которые выглядят так, как будто кто-то откусил кусочки от края уплотнения.
Почему стандартные допуски недостаточны
Многие производители цилиндров работают с общими допусками обработки ±0,2 мм или даже ±0,3 мм. Для применений с низким давлением до 6 бар это может быть приемлемо. Но при давлении 10–16 бар, которое является обычным для современной промышленной пневматики, эти допуски создают зазоры для выдавливания, которые гарантируют отказ уплотнения.
В компании Bepto мы узнали об этом на собственном горьком опыте. В начале своей деятельности мы производили цилиндры с допуском, соответствующим отраслевым стандартам, и не могли понять, почему клиенты сообщали о поломках уплотнений при высоких давлениях. Детальный анализ поломок выявил механизм выдавливания, и мы полностью переработали наши производственные процессы, чтобы обеспечить более жесткие допуски.
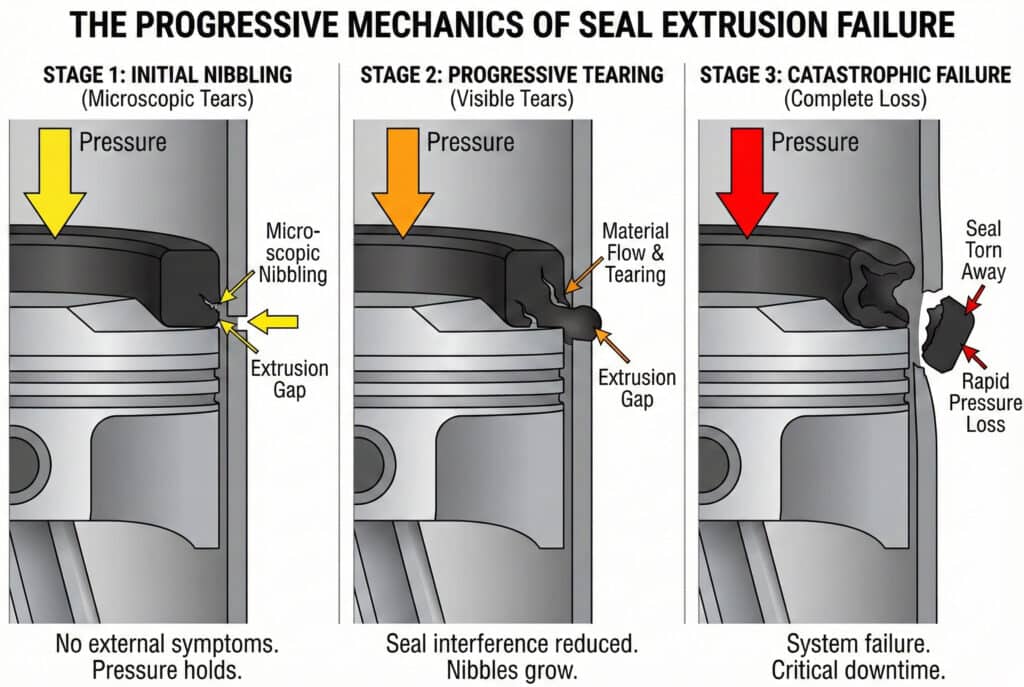
Три стадии отказа экструзии
Я исследовал сотни неисправных уплотнений, и их износ проходит по одной и той же схеме:
- Начальное грызенье (первые 10-20% срока службы уплотнения): на краях уплотнения со стороны давления появляются микроскопические разрывы.
- Прогрессирующее разрывание (середина 60-70% жизни): покусывания превращаются в заметные слезы, тюлень начинает терять интерференцию
- Катастрофический отказ (последние 10-20% жизни): отрываются большие участки, вызывая быструю потерю давления
Коварность заключается в том, что на этапах 1 и 2 часто не наблюдается никаких внешних симптомов. Цилиндр по-прежнему работает, давление держится, и все кажется в порядке — до тех пор, пока вы не достигнете этапа 3 и не столкнетесь с внезапной полной поломкой во время критически важного производственного цикла.
Как давление влияет на поведение материала уплотнения в зазорах экструзии?
Взаимосвязь между давлением, свойствами материала и размерами зазора определяет долговечность уплотнения и надежность системы. 📈
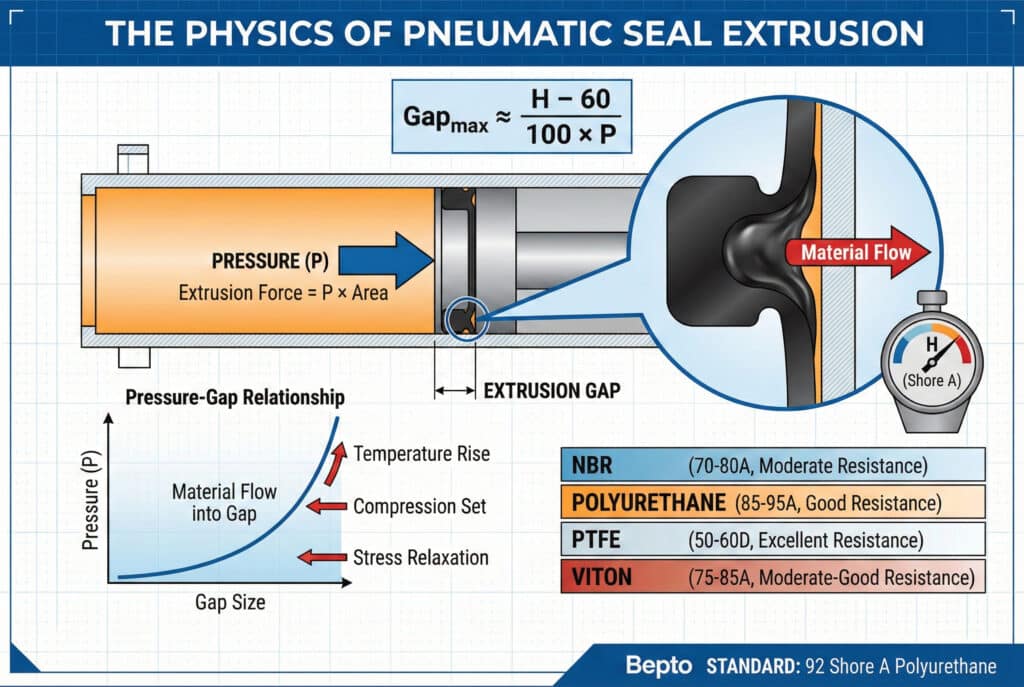
Экструзия уплотнения происходит по модели деформации, зависящей от давления, при которой поток материала в зазоры увеличивается экспоненциально выше критических пороговых значений давления — сила экструзии равна давлению, умноженному на площадь уплотнения, а сопротивление зависит от твердости материала (Дюрометр по Шору А1), температуры и коэффициента трения, создавая точку равновесия, в которой зазоры более 0,2–0,4 мм (в зависимости от твердости уплотнения и давления) приводят к постепенному смещению материала и его разрушению.
Связь между давлением, зазором и твердостью
Существует важнейшее уравнение, которое определяет экструзию уплотнения, хотя большинство инженеров никогда его не видят. Максимальный безопасный зазор (в мм) приблизительно равен: Gap_max = (H – 60) / (100 × P) где H — твердость по Шору A, а P — давление в барах.
Для стандартного уплотнения из полиуретана 90 Shore A при давлении 10 бар: Gap_max = (90-60)/(100×10) = 0,03 мм — невероятно жесткий допуск! Именно поэтому так важна правильная конструкция цилиндра.
Изменения свойств материалов под давлением
Уплотнительные материалы ведут себя по-разному при давлении 1 бар и 15 бар. При высоком давлении происходит несколько вещей одновременно:
- Набор для сжатия2: уплотнение сжимается, уменьшая свою эффективную твердость
- Повышение температуры: Трение вызывает нагревание, размягчая эластомер.
- Расслабление при стрессе: Длительное давление вызывает перестройку молекулярной цепи.
- Пластификация: Некоторые уплотнительные материалы при длительном давлении становятся более жидкими.
Эти факторы в совокупности делают уплотнения более подверженными экструзии по мере увеличения времени эксплуатации. Уплотнение, которое выдерживает первоначальные испытания под высоким давлением, может все же выйти из строя после 100 000 циклов из-за накопительных изменений свойств материала.
Сравнительная характеристика материалов уплотнений
| Материал уплотнения | Твердость по Шору А | Максимальное давление (зазор 0,2 мм) | Максимальное давление (зазор 0,3 мм) | Сопротивление экструзии |
|---|---|---|---|---|
| NBR (нитрил) | 70-80 | 6-8 бар | 4-5 бар | Умеренный |
| Полиуретан | 85-95 | 10-14 бар | 7-9 бар | Хорошо |
| PTFE | 50-60D (по Шору D) | 16+ бар | 12-16 бар | Превосходно |
| Витон (FKM) | 75-85 | 8-10 бар | 5-7 бар | Умеренно-хороший |
Эта таблица показывает, почему мы в Bepto используем полиуретан 92 Shore A для наших высоконапорных цилиндров без штока — он обеспечивает оптимальный баланс герметичности, износостойкости и сопротивления экструзии для промышленных пневматических применений.
Динамическое и статическое поведение при экструзии
Статические уплотнения (такие как уплотнительные кольца торцевых крышек) подвергаются постоянному давлению и могут выдерживать немного большие зазоры, поскольку на них не действуют циклические нагрузки. Динамические уплотнения (уплотнения поршней и штоков) подвергаются повторяющимся циклам давления, колебаниям температуры и трению скольжения, что ускоряет повреждение от выдавливания.
В цилиндрах без штока это особенно важно, поскольку вся система уплотнения каретки является динамической. Каждый ход подвергает уплотнения перепадам давления, нагреву от трения и механическим нагрузкам. Именно поэтому конструкция цилиндров без штока требует еще более строгого контроля зазора экструзии, чем стандартные цилиндры.
Каковы критические размеры зазора для различных диапазонов давления?
Знание точных требований к размерам поможет вам правильно подобрать цилиндры и избежать преждевременных поломок. 🎯
Критические максимальные зазоры экструзии варьируются в зависимости от диапазона давления: 0,3–0,4 мм для 6–8 бар, 0,2–0,25 мм для 8–10 бар, 0,15–0,20 мм для 10–12 бар и 0,10–0,15 мм для 12–16 бар — эти размеры должны соблюдаться по всему периметру уплотнения с учетом теплового расширения, износа и производственных допусков, что требует точной механической обработки. IT73 или более высокие классы допуска для пневматических систем высокого давления.
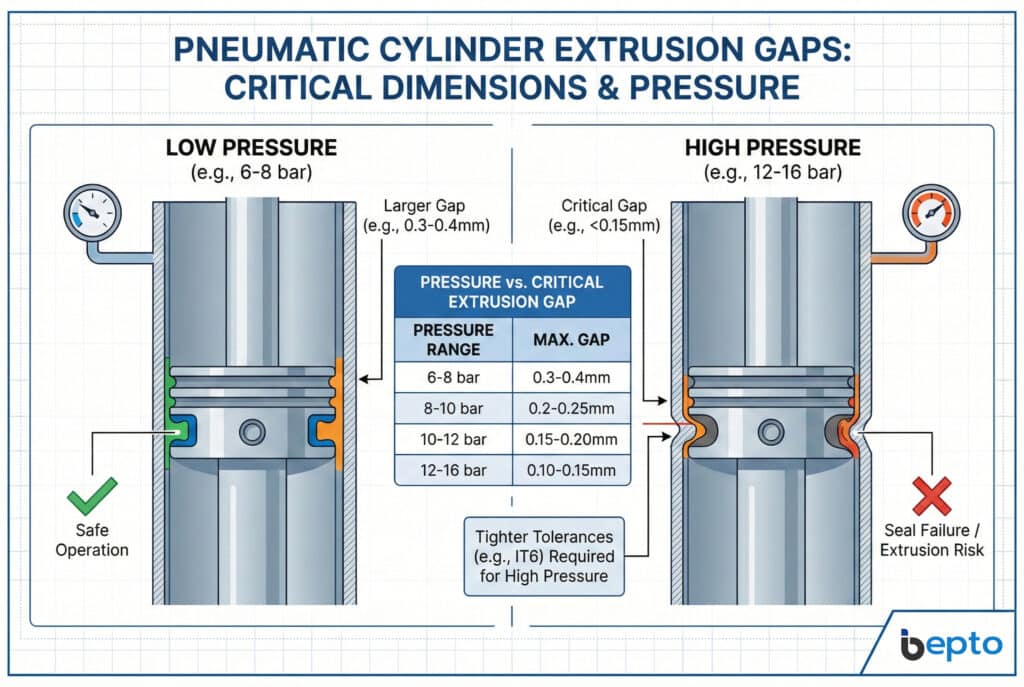
Технические характеристики зазора, основанные на давлении
В компании Bepto мы используем следующие правила проектирования для наших безштоквых цилиндров:
Низкое давление (до 6 бар):
- Максимальный радиальный зазор: 0,35 мм
- Рекомендуется: 0,25–0,30 мм
- Класс допуска: IT8 (±0,046 мм для диаметра 50 мм)
Среднее давление (6-10 бар):
- Максимальный радиальный зазор: 0,20 мм
- Рекомендуется: 0,15–0,18 мм
- Класс допуска: IT7 (±0,030 мм для диаметра 50 мм)
Высокое давление (10–16 бар):
- Максимальный радиальный зазор: 0,15 мм
- Рекомендуется: 0,10–0,12 мм
- Класс допуска: IT6 (±0,019 мм для диаметра 50 мм)
Это не теоретические цифры — они получены в результате полевых испытаний на тысячах установок и миллионах часов эксплуатации.
Учет теплового расширения
Вот фактор, который упускают из виду многие инженеры: алюминий расширяется примерно на 23 мкм на метр на °C. В 1-метровом цилиндре без штока, работающем при температуре от 20 °C до 60 °C (что является обычным явлением в промышленных условиях), корпус расширяется на 0,92 мм в длину и пропорционально в диаметре.
Для цилиндра с диаметром 63 мм это означает увеличение диаметра примерно на 0,058 мм. Если зазор в холодном состоянии составляет 0,15 мм и вы не учитываете коэффициент теплового расширения4, ваш зазор в горячем состоянии становится равным 0,208 мм, что может привести к выходу из строя при высоком давлении.
Мы разрабатываем наши цилиндры Bepto с учетом тепловой компенсации, используя комбинации материалов и размерные характеристики, которые обеспечивают безопасные зазоры во всем диапазоне рабочих температур.
Прогрессирование износа и увеличение зазора
Даже при идеальных начальных размерах износ постепенно увеличивает зазоры экструзии. В ходе наших испытаний мы обнаружили, что:
- Износ ствола: 0,01–0,02 мм на миллион циклов (алюминий с твердым анодированным покрытием)
- Износ поршня: 0,02–0,03 мм на миллион циклов (алюминий с покрытием)
- Износ уплотнения: снижение высоты на 0,05–0,10 мм на миллион циклов
Это означает, что цилиндр с зазором 0,15 мм в начале может достичь 0,20 мм после 500 000 циклов. Проектирование с учетом этой прогрессии — с более узкими начальными зазорами — значительно продлевает общий срок службы уплотнения.
Методы измерения и проверки
Когда я посещаю объекты клиентов для устранения неисправностей уплотнений, я всегда беру с собой прецизионные измерительные инструменты. Невозможно управлять тем, что не измеряешь. Мы проверяем зазоры экструзии с помощью:
- Штифтовые калибры для быстрой проверки «да/нет»
- Микрометры для измерения отверстий для точных внутренних измерений
- Координатно-измерительные машины (КИМ) для полной проверки геометрии
Я помню, как посещал Лору, менеджера по качеству на заводе по производству автоматического оборудования в Онтарио. Она была разочарована неравномерным сроком службы уплотнений в цилиндрах, которые должны были быть идентичными. Когда мы измерили фактические зазоры, мы обнаружили отклонения от 0,12 мм до 0,38 мм в одной и той же партии продукции от ее предыдущего поставщика. После перехода на цилиндры Bepto с проверенными зазорами 0,15 мм ±0,02 мм срок службы уплотнений стал предсказуемым и стабильным. 📏
Какие конструктивные особенности и резервные кольца предотвращают выдавливание уплотнения в бесконечных цилиндрах?
Правильные инженерные решения сочетают в себе контроль размеров и механические системы поддержки для максимального продления срока службы уплотнений. 🔧
Предотвращение выдавливания уплотнения требует комплексных подходов к проектированию, включая точно обработанные уплотнительные канавки с оптимизированными соотношениями глубины и ширины, а также антиэкструзионные Резервные кольца5 (PTFE или армированный полиуретан), расположенный на стороне давления, скошенные края для предотвращения повреждения уплотнения во время сборки, а также выбор материала, соответствующий твердости уплотнения и рабочему давлению — в цилиндрах без штока конфигурации с двойным уплотнением и конструкцией с уравновешиванием давления еще больше снижают риск выдавливания, сохраняя при этом низкий коэффициент трения.

Оптимизированная геометрия уплотнительного паза
Паз уплотнения — это не просто прямоугольное отверстие: его размеры существенно влияют на сопротивление экструзии. Мы проектируем пазы уплотнений Bepto с учетом следующих принципов:
Глубина канавки: 70-80% поперечного сечения уплотнения (позволяет контролировать сжатие)
Ширина канавки: 90-95% поперечного сечения уплотнения (предотвращает чрезмерное сжатие)
Радиус угла: 0,2–0,4 мм (предотвращает концентрацию напряжений)
Отделка поверхности: Ra 0,4–0,8 мкм (оптимизирует трение уплотнения)
Эти соотношения обеспечивают достаточное сжатие уплотнения для создания уплотняющей силы без чрезмерной нагрузки на материал, что ускорило бы выдавливание.
Выбор и размещение опорного кольца
Опорные кольца — незаметные герои уплотнений высокого давления. Эти жесткие или полужесткие кольца расположены рядом с уплотнением со стороны давления и физически блокируют зазор экструзии. Представьте их как дамбу, которая предотвращает попадание уплотнительного материала в зазор.
Резервные кольца из ПТФЭ (наш стандарт в Bepto для баров с рейтингом 10+):
- Твердость по Шору D 50-60 (намного тверже, чем эластомеры)
- Может перекрывать зазоры до 0,4 мм при давлении 16 бар
- Низкий коэффициент трения (0,05–0,10)
- Температурная стабильность до 200 °C
Усиленные полиуретановые опорные кольца (для умеренного давления):
- Шор A твердость 95-98
- Эффективен для зазоров до 0,3 мм при давлении 10 бар
- Лучшая эластичность, чем у PTFE
- Более экономичный для применений со средним давлением
Ключевым моментом является расположение: опорное кольцо должно находиться на стороне давления уплотнения. Я видел установки, в которых опорные кольца были установлены задом наперед, что не обеспечивало никакой защиты — дорогостоящая ошибка, которую легко избежать с помощью надлежащего обучения.
Специфические проблемы безшпиндельных цилиндров
Цилиндры без штока представляют собой уникальную проблему для экструзии, поскольку уплотнения каретки должны поддерживать давление при скольжении по всей длине цилиндра. В компании Bepto мы используем конфигурацию с двойным уплотнением:
- Первичный уплотнитель: 92 Shore A полиуретановая U-образная чашка с оптимизированной геометрией кромки
- Вторичное уплотнение: Опорное кольцо из ПТФЭ с пружинным усилительным механизмом
- Уплотнение стеклоочистителя: Удаляет загрязнения, которые могут повредить первичную прокладку.
Эта трехэлементная система обеспечивает избыточность: если основное уплотнение начинает показывать признаки повреждения от выдавливания, резервное кольцо предотвращает катастрофический отказ, давая вам время для планирования технического обслуживания, а не для аварийного простоя.
Совместимость материалов и химическая стойкость
Экструзия уплотнений не является чисто механическим процессом — химическая совместимость влияет на свойства материала и сопротивление экструзии. Воздействие несовместимых жидкостей или смазочных материалов может:
- Набухание уплотнение, увеличивающее трение и выделение тепла
- Смягчить материал, снижающий сопротивление экструзии
- Харден уплотнение, вызывая растрескивание и потерю герметичности
В компании Bepto мы подбираем материалы для наших уплотнений с учетом типичных промышленных условий:
- Стандартный воздух: Полиуретановые уплотнения (отличные всесторонние характеристики)
- Загрязненный нефтью воздух: Уплотнения NBR (маслостойкие)
- Высокотемпературные применения: Уплотнения из витона (термостойкость до 200 °C)
- Продукты питания/фармацевтика: полиуретан или PTFE, соответствующий требованиям FDA
Профилактическое обслуживание и мониторинг
Даже при идеальной конструкции мониторинг состояния уплотнений позволяет предотвратить непредвиденные отказы. Мы рекомендуем следующие меры:
Визуальный осмотр каждые 100 000 циклов или 6 месяцев:
- Проверьте, нет ли видимых следов покусывания по краям уплотнения.
- Ищите следы утечки масла или воздуха
- Проверьте плавную работу без заклинивания
Мониторинг производительности:
- Отслеживайте время цикла (увеличение времени указывает на повышение трения)
- Контролируйте потребление воздуха (его увеличение указывает на утечку)
- Записывайте все необычные шумы или вибрации
Прогнозируемая замена:
- Замените уплотнения при 70-80% ожидаемого срока службы
- Не ждите полного провала
- Запланируйте замену оборудования на время планового простоя
В компании Bepto мы предоставляем нашим клиентам инструменты для прогнозирования срока службы уплотнений с учетом конкретных условий эксплуатации — давления, частоты циклов, температуры и окружающей среды. Это позволяет исключить догадки при планировании технического обслуживания и предотвратить дорогостоящие аварийные отказы, которые нарушают график производства.
Заключение
Физика зазора экструзии — это не просто академическая теория, это разница между надежными пневматическими системами и дорогостоящими, вызывающими разочарование отказами уплотнений. Поддерживая точность размеров зазора ниже критических пороговых значений, используя соответствующие опорные кольца и выбирая материалы, подходящие для условий эксплуатации, вы можете продлить срок службы уплотнений в 5–10 раз по сравнению с плохо спроектированными системами. В компании Bepto каждый изготавливаемый нами цилиндр без штока соответствует этим принципам предотвращения экструзии, потому что мы понимаем, что ваше производство не может позволить себе неожиданные простои. При выборе цилиндров не соглашайтесь на расплывчатые заверения — требуйте предоставления технических характеристик, измерений зазора и подробной информации о системе уплотнения, подтверждающих устойчивость к экструзии. 🛡️
Часто задаваемые вопросы о зазорах при экструзии и неисправностях уплотнений
В: Как измерить зазоры экструзии в установленных цилиндрах без разборки?
Прямое измерение требует разборки, но вы можете определить чрезмерные зазоры по симптомам производительности: быстрый износ уплотнений (менее 100 000 циклов), видимые следы износа на снятых уплотнениях, увеличение потребления воздуха с течением времени и падение давления под нагрузкой. Для критически важных применений мы в Bepto рекомендуем проводить плановые проверки каждые 500 000 циклов, в ходе которых уплотнения осматриваются, а зазоры проверяются с помощью прецизионных измерительных инструментов.
В: Можно ли использовать резервные кольца для компенсации цилиндров с чрезмерными зазорами экструзии?
Опорные кольца помогают, но не являются полным решением для плохо спроектированных цилиндров — они могут перекрывать зазоры 0,1–0,15 мм, превышающие оптимальные размеры, но зазоры, превышающие 0,4 мм, приведут к поломкам даже с опорными кольцами. Кроме того, чрезмерные зазоры увеличивают трение и износ самих опорных колец. Правильная конструкция цилиндра с правильными начальными зазорами всегда лучше, чем попытка компенсации с помощью опорных колец.
Вопрос: Почему мои уплотнения выходят из строя быстрее при более высоких скоростях цикла даже при том же давлении?
Более высокие скорости цикла генерируют больше тепла трения, которое размягчает материалы уплотнений и снижает сопротивление экструзии — уплотнение, работающее при 90 °C из-за высокоскоростного трения, фактически имеет твердость на 10–15 пунктов по шкале Шора A ниже, чем тот же материал при 40 °C. Кроме того, быстрые циклы давления создают динамические концентрации напряжений, которые ускоряют начало износа. Для высокоскоростных применений со скоростью выше 1 метра/секунду следует выбирать уплотнения на один класс твердости выше и уменьшать максимальные зазоры на 0,02–0,03 мм.
В: Существуют ли уплотнительные материалы, которые полностью устраняют проблемы с выдавливанием?
Составы из ПТФЭ и наполненного ПТФЭ обладают максимальной стойкостью к выдавливанию, надежно работают при давлении более 16 бар с зазорами 0,3–0,4 мм, но требуют более высоких уплотняющих сил и имеют ограниченную эластичность по сравнению с полиуретаном или резиной. Для большинства пневматических применений правильно спроектированные уплотнительные системы из полиуретана с опорными кольцами обеспечивают лучшие общие характеристики — меньшее трение, лучшее уплотнение при запуске и адекватную стойкость к выдавливанию при правильном контроле зазоров.
В: Как указать требования к зазору экструзии при заказе цилиндров на заказ?
Укажите в заказе четкие требования к размерам: “Максимальный радиальный зазор между наружным диаметром поршня и внутренним диаметром цилиндра: 0,15 мм при температуре 20 °C” и “Уплотнительная система должна включать опорные кольца из ПТФЭ, рассчитанные на [ваше давление] бар”. Компания Bepto предоставляет отчеты о проверке размеров для каждого цилиндра, изготовленного по индивидуальному заказу, с указанием фактических измеренных зазоров и характеристик уплотнительной системы, что гарантирует получение цилиндров, разработанных с учетом ваших конкретных требований к давлению и производительности.
-
Узнайте о шкале твердости по Шору A, используемой для измерения сопротивления эластомеров и резины. ↩
-
Понять понятие «остаточная деформация» — постоянную деформацию материала после его растяжения. ↩
-
Просмотрите систему ограничений и посадок ISO, определяющую стандартные классы допуска, такие как IT7. ↩
-
Прочитайте о том, как материалы расширяются и сжимаются при изменении температуры в зависимости от их физических свойств. ↩
-
Узнайте, как опорные кольца предотвращают выдавливание, закрывая зазор между металлическими компонентами. ↩
