

Váš presný polohovací systém bol pri uvedení do prevádzky dokonalý - vždy dosiahol opakovateľnosť ±0,5 mm. Po šiestich mesiacoch prenasledujete záhadný posun, ktorý narástol na ±3 mm, a rekalibrácia pomáha len dočasne. 😤 Skontrolovali ste snímače, nastavili regulátory prietoku a overili tlak vzduchu, ale problém pretrváva. Vinníkom môže byť niečo, o čom ste nikdy neuvažovali: tečenie deformácie polymérových koncových zarážok, ktoré tlmia váš valec, ticho menia rozmery pri neustálom namáhaní a ničia presnosť polohovania.
Creepová deformácia v polymérnych valcových koncovkách je časovo závislá plastická deformácia, ku ktorej dochádza pri konštantnom mechanickom namáhaní, a to aj pri úrovniach napätia nižších, ako sú hodnoty materiálu medza klzu1. Bežné materiály koncových zarážok, ako sú polyuretán, nylon a acetal, zaznamenávajú v priebehu mesiacov alebo rokov zmeny rozmerov v závislosti od úrovne namáhania, teploty a výberu materiálu. Táto postupná deformácia posúva dĺžku zdvihu valca, ničí opakovateľnosť polohovania a nakoniec môže spôsobiť mechanické rušenie alebo poruchu súčiastky. Pochopenie mechanizmov tečenia a výber vhodných materiálov - napríklad nylónov plnených sklom alebo upravených termoplastov s odolnosťou proti tečeniu - je nevyhnutné pre aplikácie vyžadujúce dlhodobú rozmerovú stabilitu.
Spolupracoval som s Michelle, procesnou inžinierkou v závode na montáž elektroniky v Kalifornii, ktorej systém pick-and-place zaznamenával čoraz horšie chyby polohovania. Jej tím strávil týždne odstraňovaním problémov so snímačmi, ovládačmi a mechanickým nastavením, čím stratil viac ako $12 000 inžinierskeho času a stratil výrobu. Keď som preskúmal jej valce, zistil som, že polyuretánové koncové zarážky sa za 18 mesiacov prevádzky stlačili o 4 mm - klasický prípad deformácie tečením. Koncové zarážky vyzerali vizuálne v poriadku, ale meranie rozmerov odhalilo výraznú trvalú deformáciu. Ich výmena za acetalové koncové zarážky plnené sklom problém okamžite vyriešila a zachovala presnosť počas viac ako 3 rokov.
Obsah
- Čo je deformácia pri tečení a prečo sa vyskytuje v koncových zariadeniach z polymérov?
- Ako sa dajú porovnať rôzne polymérne materiály z hľadiska odolnosti proti tečeniu?
- Aké faktory urýchľujú tečenie v aplikáciách s koncovými uzávermi valcov?
- Ako môžete predchádzať problémom súvisiacim s plazivými procesmi alebo ich minimalizovať?
Čo je deformácia pri tečení a prečo sa vyskytuje v koncových zariadeniach z polymérov?
Pochopenie základov tečenia vysvetľuje tento často prehliadaný spôsob poruchy. 🔬
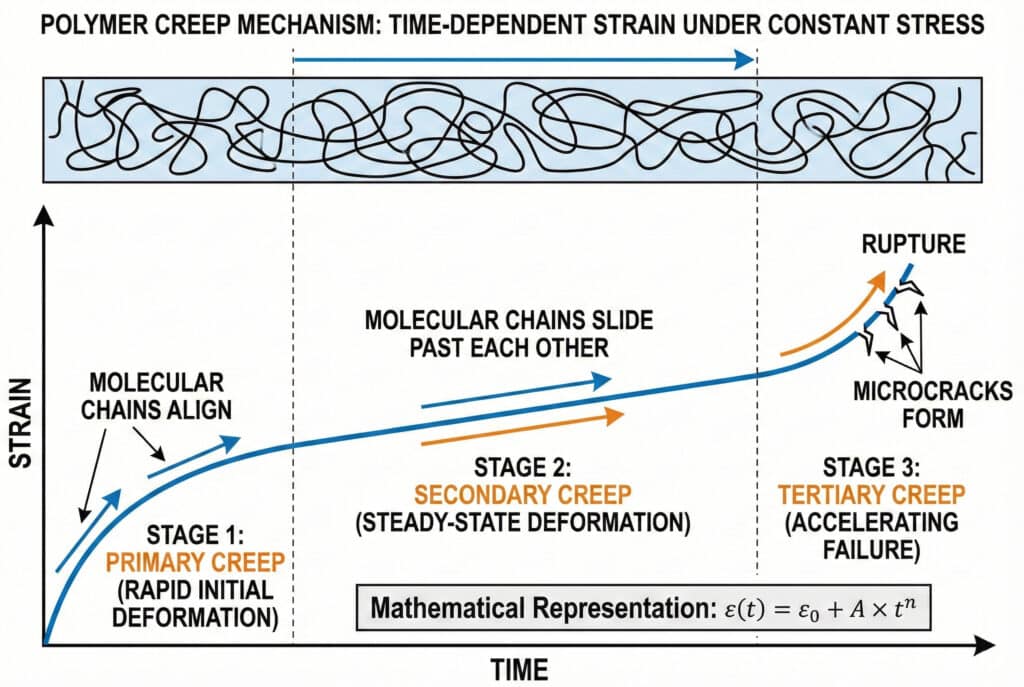
Creepová deformácia je postupná, časovo závislá deformácia, ktorá sa vyskytuje v polyméroch pri konštantnom namáhaní a je spôsobená pohybom molekulárneho reťazca a zmenou usporiadania v štruktúre materiálu. Na rozdiel od pružnej deformácie (ktorá sa obnoví po odstránení zaťaženia) alebo plastickej deformácie (ktorá nastáva rýchlo pri vysokom namáhaní), k tečeniu dochádza pomaly počas týždňov, mesiacov alebo rokov pri úrovniach napätia až 20-30% medznej pevnosti materiálu. V koncovkách valcov konštantné tlakové napätie spôsobené nárazovými silami a predbežným zaťažením spôsobuje postupné posúvanie molekúl polyméru okolo seba, čo vedie k trvalej zmene rozmerov, ktorá sa hromadí v priebehu času a exponenciálne sa mení s teplotou a úrovňou napätia.
Fyzika tečenia polymérov
K tečeniu dochádza na molekulárnej úrovni prostredníctvom niekoľkých mechanizmov:
Primárny plazivý proces (fáza 1):
- Rýchla počiatočná deformácia v prvých hodinách/dňoch
- Polymérové reťazce sa pod tlakom narovnávajú a vyrovnávajú
- Miera deformácie sa časom znižuje
- Zvyčajne predstavuje 30-50% celkového tečenia
Sekundárne plíženie2 (Fáza 2):
- Deformácia v ustálenom stave pri konštantnej rýchlosti
- Molekulárne reťazce sa pomaly posúvajú okolo seba
- Najdlhšia fáza, trvajúca mesiace až roky
- Rýchlosť závisí od napätia, teploty a materiálu
Terciárne plazivé procesy (fáza 3):
- Zrýchľujúca sa deformácia vedúca k poruche
- Vyskytuje sa len pri vysokých úrovniach stresu alebo zvýšených teplotách
- Vznikajú a šíria sa mikrotrhliny
- Končí roztrhnutím materiálu alebo úplným stlačením
Väčšina koncových uzáverov valcov pracuje v štádiu 2 (sekundárne tečenie), pričom dochádza k pomalej, ale nepretržitej deformácii počas ich životnosti.
Viskoelastické správanie polymérov
Polyméry vykazujú obidve vlastnosti viskoelastický3 (kvapalné a pevné) vlastnosti:
Reakcia závislá od času:
- Krátkodobé zaťaženie: Primárne pružné správanie, po odľahčení sa zotaví
- Dlhodobé zaťaženie: Prevláda viskózne prúdenie, dochádza k trvalej deformácii
- Čas prechodu závisí od materiálu a teploty
Uvoľnenie napätia vs. plazivosť:
- Uvoľnenie stresu: Konštantná záťaž, klesajúce napätie v čase
- Creep: Konštantné napätie, zvyšujúca sa deformácia v priebehu času
- Obe sú prejavom viskoelastického správania
- Koncové zarážky vykazujú tečenie (konštantné nárazové napätie, zvyšujúca sa deformácia)
Prečo sú koncové zastávky obzvlášť zraniteľné
Koncové uzávery valcov čelia podmienkam, ktoré maximalizujú tečenie:
| Faktor tečenia | Stav ukončenia | Vplyv na rýchlosť tečenia |
|---|---|---|
| Úroveň stresu | Vysoké tlakové napätie spôsobené nárazmi | 2-5-násobné zvýšenie na zdvojnásobenie stresu |
| Teplota | Zahrievanie trením počas odpruženia | 2-3-násobné zvýšenie na 10 °C |
| Trvanie stresu | Nepretržité alebo opakované zaťažovanie | Kumulatívne poškodenie v priebehu času |
| Výber materiálu | Často sa vyberajú kvôli nákladom, nie kvôli odolnosti proti tečeniu | 5-10-násobné rozdiely medzi materiálmi |
| Koncentrácia napätia | Malá kontaktná plocha koncentruje silu | Lokalizované tečenie môže byť 3-5x vyššie |
Creep vs. iné spôsoby deformácie
Pochopenie tohto rozdielu je pre diagnózu veľmi dôležité:
Pružná deformácia:
- Okamžité a obnoviteľné
- Vyskytuje sa pri všetkých úrovniach stresu
- Žiadna trvalá zmena
- Nie je dôležité pre presnosť polohovania
Plastická deformácia:
- Rýchle a trvalé
- Vyskytuje sa nad medzou klzu
- Okamžitá zmena rozmerov
- Označuje preťaženie alebo poškodenie nárazom
Deformácia pri plazivom pohybe:
- Pomalé a trvalé
- Vyskytuje sa pod medzou klzu
- Postupná zmena rozmerov v priebehu času
- Často nesprávne diagnostikované ako iné problémy
V závode na výrobu elektroniky Michelle si pôvodne mysleli, že ich posun polohy je spôsobený kalibráciou snímača alebo mechanickým opotrebovaním. Až po zmeraní rozmerov koncových dorazov a porovnaní s novými dielmi identifikovali ako hlavnú príčinu plazivosť.
Matematické znázornenie tečenia
Inžinieri používajú na predpovedanie správania sa pri tečení niekoľko modelov:
Zákon sily (empirický):
Kde:
- = deformácia v čase t
- = počiatočná pružná deformácia
- = materiálová konštanta
- = exponent času (zvyčajne 0,3-0,5 pre polyméry)
- = čas
Praktický význam:
Rýchlosť tečenia sa časom znižuje, ale nikdy sa úplne nezastaví. Komponent, ktorý sa počas prvých 6 mesiacov posunie o 2 mm, sa môže počas nasledujúcich 6 mesiacov posunúť o ďalší 1 mm, počas nasledujúcich 6 mesiacov o 0,7 mm atď.
Závislosť od teploty (Arrheniov vzťah4):
Rýchlosť tečenia sa pri väčšine polymérov zdvojnásobuje približne každých 10 °C zvýšenia teploty. To znamená, že koncový uzáver pracujúci pri teplote 60 °C bude tekať približne 4x rýchlejšie ako koncový uzáver pracujúci pri teplote 40 °C.
Ako sa dajú porovnať rôzne polymérne materiály z hľadiska odolnosti proti tečeniu?
Výber materiálu je najkritickejším faktorom pri prevencii tečenia. 📊
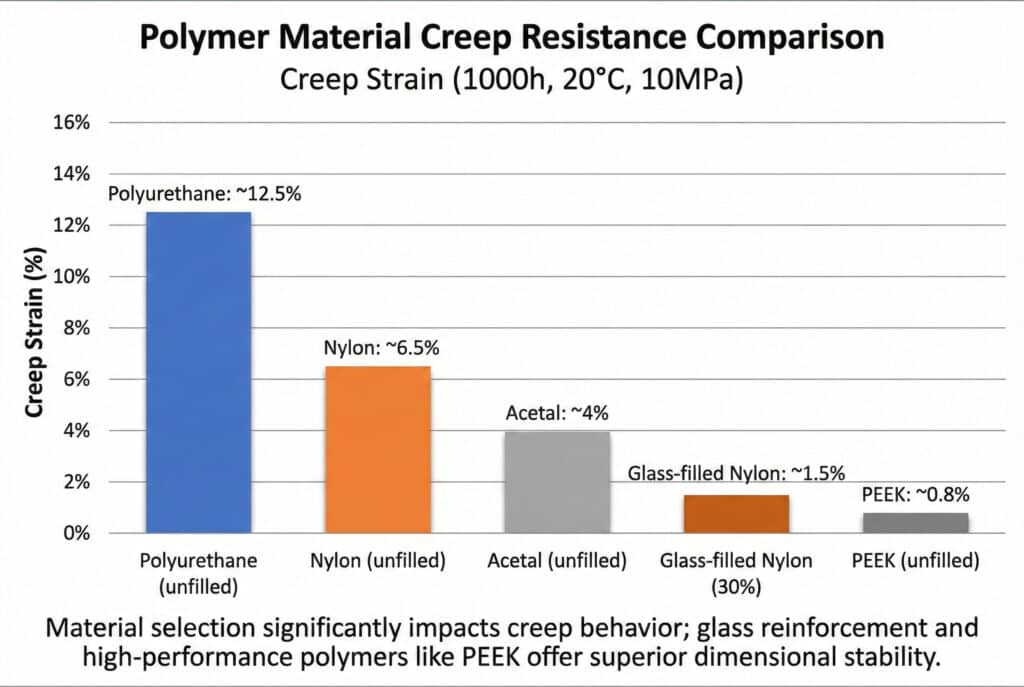
Polymérne materiály sa dramaticky líšia v odolnosti voči tečeniu: neplnený polyuretán (bežne používaný na odpruženie) vykazuje pri typickom zaťažení na konci brzdy tečenie 10-15%, neplnený nylon vykazuje tečenie 5-8%, neplnený acetal (Delrin) 3-5%, zatiaľ čo nylon plnený sklom vykazuje tečenie len 1-2% a PEEK (polyéterketón) vykazuje za rovnakých podmienok tečenie <1%. Pridanie výstuže zo sklených vlákien znižuje tečenie o 60-80% v porovnaní s neplnenými polymérmi obmedzením pohybu molekulárneho reťazca. Vystužené materiály sú však drahšie a môžu mať zníženú absorpciu nárazov, čo si vyžaduje inžinierske kompromisy medzi odolnosťou proti tečeniu, tlmiacou schopnosťou a nákladmi.
Porovnávacia výkonnosť pri tečení
Rôzne skupiny polymérov vykazujú odlišné charakteristiky tečenia:
| Materiál | Deformácia pri tečení (1000 h, 20 °C, 10 MPa) | Relatívne náklady | Absorpcia nárazu | Najlepšie aplikácie |
|---|---|---|---|---|
| Polyuretán (bez výplne) | 10-15% | Nízka ($) | Vynikajúce | Aplikácie s nízkou presnosťou a veľkým dopadom |
| Nylon 6/6 (bez výplne) | 5-8% | Nízka ($) | Dobrý | Všeobecné použitie, stredná presnosť |
| Acetal (Delrin, neplnený) | 3-5% | Stredná ($$) | Dobrý | Lepšia presnosť, mierny vplyv |
| Sklom plnený nylon (30%) | 1-2% | Stredná ($$) | Spravodlivé | Vysoká presnosť, mierny náraz |
| Acetal plnený sklom (30%) | 1-1.5% | Stredne vysoký ($$$) | Spravodlivé | Vysoká presnosť, dobré vyváženie |
| PEEK (neplnený) | <1% | Veľmi vysoká ($$$) | Dobrý | Najvyššia presnosť, vysoká teplota |
| PEEK (sklo 30%) | <0,5% | Veľmi vysoká ($$$) | Spravodlivé | Maximálne výkonné aplikácie |
Polyuretán: vysoká plazivosť, vynikajúce odpruženie
Polyuretán je obľúbený na odpruženie, ale problematický na presnosť:
Výhody:
- Vynikajúca absorpcia nárazov a rozptyl energie
- Nízke náklady a jednoduchá výroba
- Dobrá odolnosť proti oderu
- K dispozícii v širokom rozsahu tvrdosti (60A-95A Shore)
Nevýhody:
- Vysoká citlivosť na tečenie (typicky 10-15%)
- Výrazná teplotná citlivosť
- Absorpcia vlhkosti ovplyvňuje vlastnosti
- Slabá rozmerová stabilita v priebehu času
Typické plíživé správanie:
Polyuretánová koncová zarážka pod tlakom 5 MPa pri teplote 40 °C sa môže stlačiť:
- 1 mm v prvom týždni
- Ďalšie 2 mm počas nasledujúcich 6 mesiacov
- Ďalší 1 milión v nasledujúcom roku
- Spolu: 4 mm trvalá deformácia
Kedy používať:
- Nepresné aplikácie, kde presnosť polohovania nie je kritická
- Aplikácie s vysokým zaťažením a nízkym počtom cyklov
- Keď je tlmiaci výkon dôležitejší ako rozmerová stabilita
- Projekty s obmedzeným rozpočtom akceptujúce častú výmenu
Nylon: Mierne plazivé, dobré vyváženie
Nylon (polyamid) má lepšiu odolnosť proti tečeniu ako polyuretán:
Výhody:
- Mierna odolnosť proti tečeniu (5-8% bez výplne, 1-2% so sklenenou výplňou)
- Dobrá mechanická pevnosť a húževnatosť
- Vynikajúca odolnosť proti opotrebovaniu
- Nižšie náklady ako pri technických termoplastoch
Nevýhody:
- Absorpcia vlhkosti (až 8% hmotnosti) ovplyvňuje rozmery a vlastnosti
- Mierna teplotná odolnosť (nepretržité používanie do 90-100 °C)
- V nenaplnenej forme stále vykazuje výrazné tečenie
Výhody nylonu plneného sklom:
- 30% sklenené vlákno znižuje tečenie o 70-80%
- Zvýšená tuhosť a pevnosť
- Lepšia rozmerová stabilita
- Znížená absorpcia vlhkosti
Spolupracoval som s Davidom, výrobcom strojov v Ohiu, ktorý prešiel z nenaplneného nylonu na nylonové koncovky plnené sklom 30%. Počiatočné náklady sa zvýšili z $8 na $15 na diel, ale polohový posun súvisiaci s tečením sa znížil z 2,5 mm na 0,3 mm v priebehu 2 rokov, čím sa eliminovali nákladné rekalibračné cykly.
Acetal: Nízke tečenie, vynikajúca obrobiteľnosť
Acetal (polyoxymetylén, POM) je často najlepšou rovnováhou:
Výhody:
- Nízke tečenie (3-5% bez náplne, 1-1,5% so sklenenou náplňou)
- Vynikajúca rozmerová stabilita
- Nízka absorpcia vlhkosti (<0,25%)
- Jednoduché obrábanie s prísnymi toleranciami
- Dobrá chemická odolnosť
Nevýhody:
- Mierne náklady (vyššie ako nylon)
- nižšia rázová húževnatosť ako pri polyuretáne alebo nylone
- Teplota pri nepretržitom používaní obmedzená na 90 °C
- Môže sa rozkladať v silných kyselinách alebo zásadách
Výkonové charakteristiky:
Acetalové koncové zátky pod tlakom 5 MPa pri 40 °C zvyčajne vykazujú:
- 0,3-0,5 mm deformácie v prvom mesiaci
- Ďalších 0,3-0,5 mm počas prvého roka
- Minimálny ďalší posun po prvom roku
- Celkom: <1mm trvalá deformácia
Kedy používať:
- Aplikácie presného polohovania (±1 mm alebo lepšie)
- Mierne nárazové zaťaženie
- Prostredie s normálnou teplotou (<80 °C)
- Požiadavky na dlhú životnosť (3-5 rokov)
PEEK: Minimálne vŕzganie, špičkový výkon
PEEK predstavuje najvyššiu odolnosť proti tečeniu:
Výhody:
- Extrémne nízke tečenie (<1% bez náplne, <0,5% s náplňou)
- Vynikajúci výkon pri vysokých teplotách (nepretržité používanie do 250 °C)
- Vynikajúca chemická odolnosť
- Vynikajúce mechanické vlastnosti zachované v priebehu času
Nevýhody:
- Veľmi vysoké náklady (10-20x polyuretán)
- Vyžaduje špecializované obrábanie
- Nižšia absorpcia nárazu ako pri mäkších materiáloch
- Nadbytočné pre mnohé aplikácie
Kedy používať:
- Veľmi presné aplikácie (±0,1 mm)
- Prostredie s vysokou teplotou (>100 °C)
- Požiadavky na dlhú životnosť (viac ako 10 rokov)
- Kritické aplikácie, pri ktorých je zlyhanie neprijateľné
- Keď sú náklady druhoradé v porovnaní s výkonom
Rozhodovacia matica pre výber materiálu
Vyberte si podľa požiadaviek aplikácie:
Aplikácie s nízkou presnosťou (±5 mm):
- Polyuretán: najlepšie odpruženie, najnižšie náklady
- Predpokladaná životnosť: 1-2 roky pred potrebou výmeny
Stredne presné aplikácie (±1-2 mm):
- Neplnený acetal alebo nylon plnený sklom: Dobrá rovnováha
- Predpokladaná životnosť: 3-5 rokov s minimálnym posunom
Vysoko presné aplikácie (±0,5 mm alebo lepšie):
- Acetal plnený sklom alebo PEEK: Minimálne tečenie
- Očakávaná životnosť: 5-10+ rokov s vynikajúcou stabilitou
Použitie pri vysokých teplotách (>80 °C):
- PEEK alebo vysokoteplotný nylon: Teplotná odolnosť je kritická
- Štandardné materiály sa pri zvýšených teplotách rýchlo krčia
Aké faktory urýchľujú tečenie v aplikáciách s koncovými uzávermi valcov?
Prevádzkové podmienky výrazne ovplyvňujú rýchlosť tečenia. ⚠️
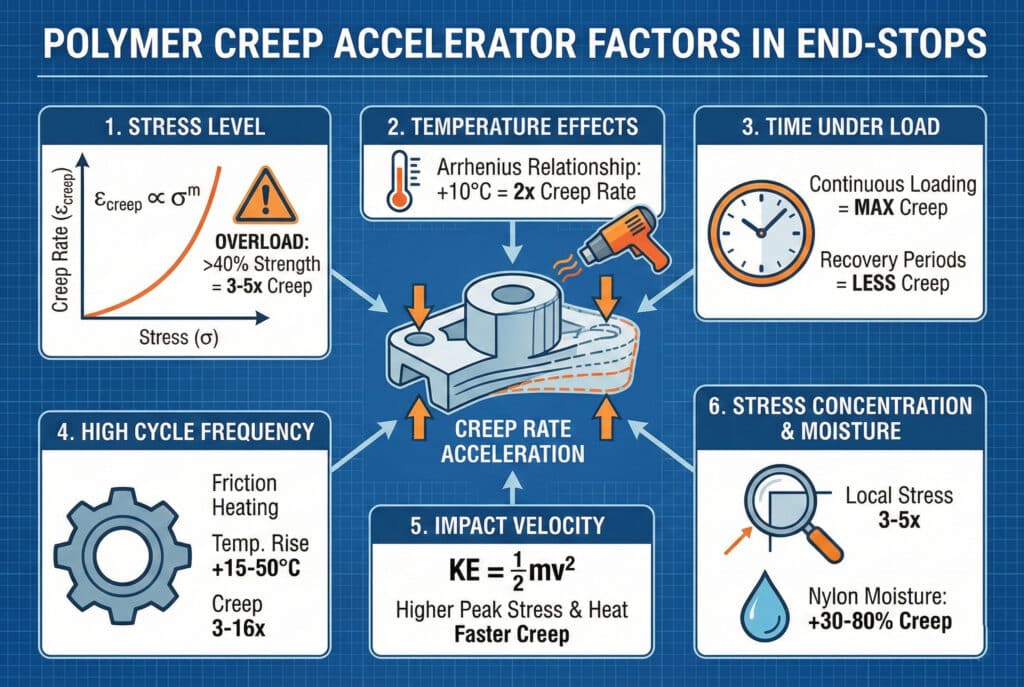
Rýchlosť tečenia v polymérnych koncovkách je exponenciálne citlivá na tri základné faktory: úroveň napätia (zdvojnásobenie napätia zvyčajne zvýši rýchlosť tečenia 3-5x), teplota (každé zvýšenie o 10 °C zdvojnásobí rýchlosť tečenia podľa Arrheniovho správania) a čas pri zaťažení (nepretržité zaťaženie spôsobuje viac tečenia ako prerušované zaťaženie s obdobiami zotavenia). Medzi ďalšie urýchľujúce faktory patrí vysoká frekvencia cyklov (zahrievanie trením zvyšuje teplotu), rýchlosť nárazu (vyššie nárazy generujú viac tepla a napätia), nedostatočné chladenie (akumulácia tepla urýchľuje tečenie), pôsobenie vlhkosti (ovplyvňuje najmä nylon, zvyšuje tečenie o 30-50%) a koncentrácia napätia v dôsledku zlého návrhu (ostré rohy alebo malé kontaktné plochy znásobujú lokálne napätie 2-5x).
Účinky úrovne stresu
Rýchlosť tečenia sa zvyšuje nelineárne s napätím:
Vzťah medzi stresom a plazivosťou:
Pri väčšine polymérov nasleduje tečenie:
Kde:
- = aplikované napätie
- = exponent napätia (zvyčajne 2-4 pre polyméry)
Praktické dôsledky:
- Pracuje pri pevnosti materiálu 50%: Základné tečenie
- Práca pri pevnosti materiálu 75%: 3-5x rýchlejšie tečenie
- Práca pri pevnosti materiálu 90%: 10-20x rýchlejšie tečenie
Usmernenie pre navrhovanie:
Obmedziť napätie v koncových zarážkach na 30-40% materiálu pevnosť v tlaku5 pre dlhodobú rozmerovú stabilitu. To poskytuje bezpečnostnú rezervu pre koncentrácie napätia a teplotné vplyvy.
Príklad výpočtu:
- Pevnosť v tlaku acetálu: 90 MPa
- Odporúčané konštrukčné napätie: 27-36 MPa
- Ak je nárazová sila valca 500 N a kontaktná plocha koncového dorazu je 100 mm²:
- Napätie = 500N / 100mm² = 5 MPa ✓ (v rámci limitov) - Ak je kontaktná plocha len 20 mm² z dôvodu zlého dizajnu:
- Napätie = 500N / 20mm² = 25 MPa ⚠ (blíži sa k hraničným hodnotám, creep bude výrazný)
Vplyv teploty
Teplota je najsilnejším urýchľovačom tečenia:
Arrheniov vzťah:
Pri každom zvýšení teploty o 10 °C sa rýchlosť tečenia pri väčšine polymérov približne zdvojnásobí. To znamená:
- 20°C: Základná rýchlosť tečenia
- 40°C: 4x základná rýchlosť tečenia
- 60°C: 16-násobok základnej rýchlosti tečenia
- 80°C: 64-násobok základnej rýchlosti tečenia
Zdroje tepla v koncových uzáveroch valcov:
- Ohrev trením: Tlmenie rozptyľuje kinetickú energiu ako teplo
- Okolitá teplota: Podmienky prostredia
- Blízke zdroje tepla: Motory, zváranie, procesné teplo
- Nedostatočné chladenie: Zlý dizajn odvodu tepla
Meranie teploty:
V závode na výrobu elektroniky Michelle zistili, že ich koncové spínače dosahujú počas prevádzky teplotu 65 °C (okolitá teplota bola 25 °C). Zvýšenie teploty o 40 °C spôsobovalo 16x rýchlejšie tečenie, než sa očakávalo. Pridaním chladiacich rebier a znížením frekvencie cyklov sa znížila teplota koncových dorazov na 45 °C, čím sa rýchlosť tečenia znížila o 75%.
Frekvencia cyklu a pracovný cyklus
Pri vysokocyklových aplikáciách vzniká viac tepla a napätia:
| Frekvencia cyklu | Pracovný cyklus | Zvýšenie teploty | Faktor rýchlosti tečenia |
|---|---|---|---|
| <10 cyklov/hodinu | Nízka | Minimálna (<5°C) | 1,0x (základná hodnota) |
| 10-60 cyklov za hodinu | Mierne | Mierna (5-15°C) | 1.5-2x |
| 60-300 cyklov za hodinu | Vysoká | Výrazný (15-30 °C) | 3-6x |
| >300 cyklov/hodinu | Veľmi vysoká | Silná (30-50 °C) | 8-16x |
Dôležité je obdobie zotavenia:
- Priebežné nakladanie: Maximálne tečenie
- Pracovný cyklus 50% (zaťaženie/vyťaženie): 30-40% menej plazivosť
- 25% pracovný cyklus: 50-60% menej tečenia
- Prerušované zaťaženie umožňuje molekulovú relaxáciu a ochladzovanie
Účinky nárazovej rýchlosti
Vyššie rýchlosti zvyšujú napätie aj teplotu:
Rozptyl energie:
Kinetická energia = ½mv²
Zdvojnásobením rýchlosti sa energia, ktorú treba absorbovať, zoštvornásobí, čo má za následok:
- Vyššie špičkové napätie (väčšia deformácia)
- Väčší trecí ohrev (vyššia teplota)
- Rýchlejšia rýchlosť tečenia (kombinované účinky napätia a teploty)
Stratégie znižovania rýchlosti:
- Ovládanie prietoku na obmedzenie otáčok valca
- Dlhšia spomaľovacia vzdialenosť (mäkšie odpruženie)
- Viacstupňové odpruženie (postupná absorpcia)
- Nižší prevádzkový tlak, ak to aplikácia umožňuje
Koncentrácie napätia súvisiace s návrhom
Zlý dizajn znásobuje lokálne napätie:
Bežné problémy s koncentráciou napätia:
Malá kontaktná plocha:
- Ostré rohy alebo malý polomer
- Miestne napätie 3-5x vyššie ako priemer
- Lokálne tečenie spôsobuje nerovnomerné opotrebovanieNesúlad:
- Zaťaženie mimo osi vytvára ohybové napätie
- Jedna strana koncového dorazu nesie najväčšie zaťaženie
- Asymetrické tečenie spôsobuje narastajúcu nesúososťNedostatočná podpora:
- Koncové zastavenie nie je plne podporované
- Konzolové zaťaženie vytvára vysoké napätie
- Predčasné zlyhanie alebo nadmerné tečenie
Vylepšenia dizajnu:
- Veľké, rovné kontaktné plochy (rozloženie zaťaženia)
- Veľké polomery (R ≥ 3 mm) na všetkých rohoch
- Správne vodidlá zarovnania
- Úplná podpora obvodu koncových zarážok
- Prvky odľahčujúce napätie v oblastiach s vysokým zaťažením
Faktory životného prostredia
Vonkajšie podmienky ovplyvňujú vlastnosti materiálu:
Absorpcia vlhkosti (najmä nylonu):
- Suchý nylon: Základné vlastnosti
- Rovnovážna vlhkosť (2-3%): 20-30% zvýšenie tečenia
- Nasýtené (8%+): 50-80% zvýšenie tečenia
- Vlhkosť pôsobí ako zmäkčovadlo a zvyšuje molekulárnu pohyblivosť
Expozícia chemickým látkam:
- Oleje a tuky: Môžu zmäkčiť niektoré polyméry
- Rozpúšťadlá: Môže spôsobiť napučanie alebo degradáciu
- Kyseliny/ zásady: Chemický útok oslabuje materiál
- Vystavenie UV žiareniu: Zhoršuje vlastnosti povrchu
Prevencia:
- Výber materiálov odolných voči prostrediu
- Používajte utesnené konštrukcie na vylúčenie kontaminantov
- Zvážte ochranné nátery pre drsné prostredia
- Pravidelné kontroly a harmonogramy výmeny
Ako môžete predchádzať problémom súvisiacim s plazivými procesmi alebo ich minimalizovať?
Komplexné stratégie sa zaoberajú materiálovými, konštrukčnými a prevádzkovými faktormi. 🛡️
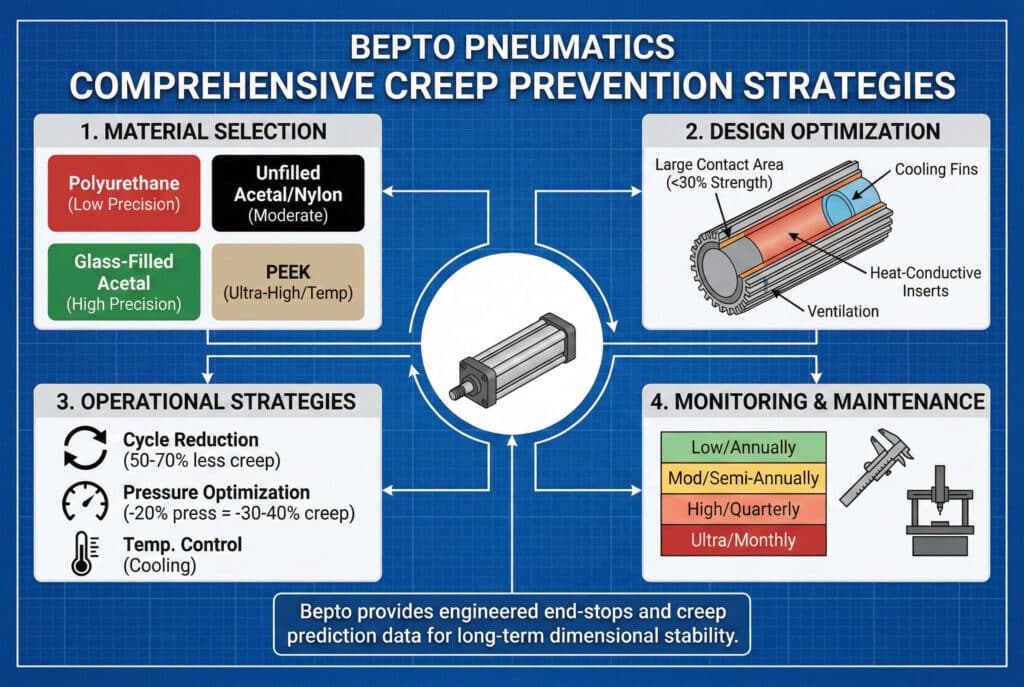
Predchádzanie poruchám súvisiacim s tečením si vyžaduje mnohostranný prístup: výber vhodných materiálov s odolnosťou proti tečeniu, ktoré zodpovedajú požiadavkám na presnosť aplikácie (polyméry plnené sklom pre ±1 mm alebo lepšie), návrh koncových zarážok s veľkými kontaktnými plochami na minimalizáciu napätia (cieľ <30% pevnosti materiálu), implementácia stratégií chladenia pre vysokocyklové aplikácie (rebrá, nútený vzduch alebo zníženie pracovného cyklu), zavedenie programov monitorovania rozmerov na odhalenie tečenia skôr, ako spôsobí problémy (štvrťročne merajte kritické rozmery), a návrh na jednoduchú výmenu za vopred stlačené alebo tečením stabilizované komponenty. V spoločnosti Bepto Pneumatics môžu byť naše bezprúdové valce špecifikované s navrhnutými koncovými uzávermi s použitím acetalu plneného sklom alebo PEEK pre presné aplikácie a poskytujeme údaje o predpovedi tečenia, ktoré zákazníkom pomáhajú plánovať intervaly údržby.
Stratégia výberu materiálu
Materiály vyberajte na základe požiadaviek na presnosť a prevádzkových podmienok:
Rozhodovací strom:
Aká presnosť polohovania sa vyžaduje?
- ±5 mm alebo viac: Polyuretán je prijateľný
- ±1-5 mm: Neplnený acetal alebo nylon plnený sklom
- ±0,5-1 mm: sklom plnený acetal
- <±0,5 mm: PEEK alebo kovové koncové zarážkyAká je prevádzková teplota?
- <60°C: Väčšina polymérov je prijateľná
- 60-90°C: Acetal, nylon alebo PEEK
- 90-150°C: Vysoko teplotný nylon alebo PEEK
- >150°C: PEEK alebo len kovAká je frekvencia cyklu?
- <10/hod: Štandardné materiály prijateľné
- 10-100 hodín: Zvážte materiály plnené sklom
- >100/hod: plnené sklom alebo PEEK, implementácia chladeniaAká je požiadavka na životnosť?
- 1-2 roky: Materiály optimalizované z hľadiska nákladov (polyuretán, nevyplnený nylon)
- 3-5 rokov: Vyvážené materiály (acetal, nylon plnený sklom)
- 5-10+ rokov: Prémiové materiály (acetal plnený sklom, PEEK)
Optimalizácia dizajnu
Správna konštrukcia minimalizuje namáhanie a tvorbu tepla:
Veľkosť kontaktnej plochy:
Cieľové napätie = sila / plocha < 0,3 × pevnosť materiálu
Príklad:
- Otvor valca: 63 mm, prevádzkový tlak: 6 barov
- Sila = π × (31,5 mm)² × 0,6 MPa = 1 870 N
- Pevnosť acetalu: 90 MPa
- Cieľový stres: <27 MPa
- Požadovaná oblasť: 1 870 N / 27 MPa = 69 mm²
- Minimálny priemer kontaktu: √(69mm² × 4/π) = 9,4 mm
Na túto aplikáciu použite kontaktnú plochu s priemerom aspoň 10-12 mm.
Funkcie tepelného manažmentu:
Chladiace rebrá:
- Zväčšenie plochy na odvod tepla
- Obzvlášť účinné pri nútenom chladení vzduchom
- Môže znížiť prevádzkovú teplotu o 10-20 °CTeplovodivé vložky:
- Hliníkové alebo mosadzné vložky odvádzajú teplo z polyméru
- Polymér poskytuje odpruženie, kov poskytuje chladič
- Hybridný dizajn kombinuje výhody oboch materiálovVetranie:
- Vzduchové priechody umožňujú konvekčné chladenie
- Obzvlášť dôležité pri konštrukciách s uzavretými valcami
- Môže znížiť teplotu o 5-15 °C
Optimalizácia geometrie:
- Veľké polomery (R ≥ 3 mm) na rozloženie napätia
- Postupné prechody (vyhýbajte sa prudkým krokom)
- Rebrovanie na konštrukčnú podporu bez zaťaženia
- Vyrovnávacie prvky na zabránenie zaťaženia mimo osi
Davidova strojárska spoločnosť prepracovala svoje koncové zarážky 50% s väčšou kontaktnou plochou a pridala chladiace rebrá. V kombinácii s modernizáciou materiálu na acetal plnený sklom sa posun súvisiaci s tečením znížil z 2,5 mm na 0,2 mm počas 2-ročnej životnosti.
Predkompresia a stabilizácia
Pred inštaláciou urýchlite primárne plazivé procesy:
Proces pred kompresiou:
- Zaťaženie koncových zarážok na 120-150% prevádzkového napätia
- Udržiavanie záťaže pri zvýšenej teplote (50-60 °C)
- Podržte 48-72 hodín
- Nechajte vychladnúť pod zaťažením
- Uvoľnenie a meranie rozmerov
Výhody:
- Ukončí väčšinu primárnej fázy plazivých procesov
- Znižuje tečenie počas prevádzky o 40-60%
- Stabilizuje rozmery pred presnou kalibráciou
- Obzvlášť účinné pre acetal a nylon
Kedy používať:
- Veľmi presné aplikácie (<±0,5 mm)
- Dlhé servisné intervaly medzi kalibráciami
- Kritické aplikácie na určovanie polohy
- Stojí za dodatočné náklady a čas na spracovanie
Prevádzkové stratégie
Upravte operáciu tak, aby sa znížila miera tečenia:
Zníženie frekvencie cyklu:
- Zníženie rýchlosti na minimum potrebné na výrobu
- Zavedenie pracovných cyklov s prestávkami na odpočinok
- Umožniť ochladenie medzi intenzívnymi pracovnými obdobiami
- Môže znížiť mieru tečenia 50-70% v aplikáciách s vysokým cyklom
Optimalizácia tlaku:
- Použite minimálny tlak potrebný na aplikáciu
- Nižší tlak znižuje silu nárazu a napätie
- 20% zníženie tlaku môže znížiť tečenie 30-40%
- Overte, či aplikácia správne funguje aj pri zníženom tlaku
Regulácia teploty:
- udržiavanie nízkej teploty okolia, ak je to možné
- Neumiestňujte fľaše v blízkosti zdrojov tepla
- Implementácia núteného chladenia vzduchom pre vysokocyklové aplikácie
- Monitorovanie teploty a úprava prevádzky v prípade prehriatia
Programy monitorovania a údržby
Odhaľte únik skôr, ako spôsobí problémy:
Harmonogram monitorovania rozmerov:
| Presnosť aplikácie | Frekvencia kontrol | Metóda merania | Náhradný spúšťač |
|---|---|---|---|
| Nízka (±5 mm) | Každoročne | Vizuálna kontrola, základné meranie | Viditeľné poškodenie alebo zmena > 5 mm |
| Mierne (±1-2 mm) | Polročne | Meranie pomocou kalipera | >1mm zmena oproti východiskovej hodnote |
| Vysoká (±0,5 mm) | Štvrťročne | Mikrometer alebo CMM | >0,3 mm zmena oproti východiskovej hodnote |
| Veľmi vysoká (<±0,5 mm) | Mesačne alebo priebežne | Presné meranie, automatizované | Zmena >0,1 mm oproti východiskovej hodnote |
Postup merania:
- Stanovenie základných rozmerov nových koncových zastávok
- Záznam dĺžky zdvihu valca a presnosti polohovania
- Meranie hrúbky koncových zarážok v pravidelných intervaloch
- Vykreslenie trendov v čase
- Nahradiť, keď zmena prekročí prahovú hodnotu
Prediktívna výmena:
Namiesto čakania na poruchu vymeňte koncové uzávery na základe:
- Namerané tečenie blížiace sa k limitu tolerancie
- Čas v prevádzke (na základe historických údajov)
- Počet cyklov (ak sa sleduje)
- História vystavenia teplote
Závod na výrobu elektroniky Michelle zaviedol štvrťročné kontroly rozmerov kritických valcov. Tento systém včasného varovania umožnil plánovanú výmenu počas okien plánovanej údržby namiesto núdzových opráv počas výroby, čím sa znížili náklady na prestoje o 85%.
Alternatívne technológie koncového zastavenia
V prípade extrémnych požiadaviek zvážte iné ako polymérové riešenia:
Kovové koncové zarážky s elastomérovými vankúšmi:
- Kov zabezpečuje rozmerovú stabilitu (žiadne tečenie)
- Tenká vrstva elastoméru poskytuje odpruženie
- To najlepšie z oboch svetov pre presné aplikácie
- Vyššie náklady, ale vynikajúci dlhodobý výkon
Hydraulické tlmenie:
- Olejový zásobník poskytuje konzistentné tlmenie
- Žiadne problémy s plazivosťou a rozmerovou stabilitou
- Zložitejšie a drahšie
- Vyžaduje údržbu (výmena tesnenia)
Vzduchové odpruženie s pevnými zarážkami:
- Pneumatické tlmenie na absorpciu energie
- Tvrdé kovové zarážky na definovanie polohy
- Oddeľuje funkciu tlmenia od polohovania
- Vynikajúce pre veľmi presné aplikácie
Nastaviteľné mechanické zarážky:
- Nastavovacie prvky so závitom umožňujú kompenzáciu tečenia
- Pravidelné nastavovanie udržiava presnosť
- Vyžaduje pravidelnú údržbu a kalibráciu
- Dobré riešenie pri ťažkej výmene
V spoločnosti Bepto Pneumatics ponúkame viacero možností koncových uzáverov pre naše bezprúdové valce:
- Štandardný polyuretán na všeobecné použitie
- Acetal plnený sklom pre presné požiadavky
- PEEK pre extrémny výkon alebo teplotu
- Vlastné hybridné konštrukcie pre špeciálne aplikácie
- Nastaviteľné dorazy na mimoriadne presné polohovanie
Poskytujeme aj údaje o predpovedi tečenia na základe konkrétnych prevádzkových podmienok (namáhanie, teplota, frekvencia cyklov), ktoré vám pomôžu pri výbere vhodných materiálov a plánovaní intervalov údržby.
Analýza nákladov a prínosov
Odôvodnite investície do riešení odolných voči plazivým procesom:
Prípadová štúdia závodu na výrobu elektroniky Michelle:
Pôvodná konfigurácia:
- Materiál: Nevyplnené polyuretánové koncové zarážky
- Náklady na jeden valec: $25 (diely)
- Životnosť: 18 mesiacov pred potrebou rekalibrácie
- Náklady na rekalibráciu: $800 za udalosť (práca + prestoje)
- Ročné náklady na jednu fľašu: $25 + ($800 × 12/18) = $558
Modernizovaná konfigurácia:
- Materiál: 30% sklom plnený acetal s predlisovaním
- Náklady na jeden valec: $85 (diely + spracovanie)
- Životnosť: viac ako 36 mesiacov s minimálnym posunom
- Rekalibrácia: V rámci životnosti sa nevyžaduje
- Ročné náklady na jednu fľašu: $85 × 12/36 = $28
Ročné úspory na valec: $530
Doba návratnosti: 1,4 mesiaca
Pre jej 50 kritických valcov:
- Celkové ročné úspory: $26 500
- Okrem toho sa odstránili núdzové opravy a prerušenia výroby
- Celkový prínos: >$40 000 ročne
Záver
Pochopenie a predchádzanie deformácii spôsobenej tečením v koncových dorazoch polymérových valcov prostredníctvom správneho výberu materiálu, optimalizácie konštrukcie a monitorovania zabezpečuje dlhodobú rozmerovú stabilitu a presnosť polohovania v presných pneumatických systémoch. 💪
Často kladené otázky o deformácii pri tečení v polymérových koncových uzáveroch
Otázka: Ako zistím, či je príčinou problémov s polohovaním plazivosť alebo iné problémy?
Povolenie má charakteristické vlastnosti, ktoré ho odlišujú od iných problémov: vyvíja sa postupne v priebehu týždňov alebo mesiacov (nie náhle), ovplyvňuje polohovanie v konzistentnom smere (postupný posun, nie náhodné odchýlky), zhoršuje sa v priebehu času bez zásahu a ovplyvňuje meranie dĺžky zdvihu pri kontrole presnými nástrojmi. Ak chcete potvrdiť tečenie, zmerajte hrúbku koncových dorazov a porovnajte ich s novými dielmi - ak sa stlačili o 1 mm alebo viac, vaším problémom je tečenie. Iné problémy, ako je drift snímača, únik vzduchu alebo mechanické opotrebenie, vykazujú rôzne symptómy. V spoločnosti Bepto Pneumatics poskytujeme diagnostické príručky, ktoré pomáhajú zákazníkom rozlíšiť creep od iných spôsobov porúch.
Otázka: Môžu sa koncové zarážky deformované plazivými pohybmi obnoviť, alebo sa musia vymeniť?
Deformácia pri tečení je trvalá a nevratná - molekulárna štruktúra sa natrvalo zmenila. Hoci môže dôjsť k určitému elastickému zotaveniu, ak sa odstráni zaťaženie a diel sa zahreje, toto zotavenie je minimálne (zvyčajne <10% celkovej deformácie) a dočasné. Pokusy o “obnovenie” súčiastok deformovaných tečením nie sú spoľahlivé. Jediným účinným riešením je výmena. Životnosť však môžete predĺžiť zavedením nastaviteľných dorazov, ktoré kompenzujú tečenie, alebo použitím deformovaných dielov v menej kritických aplikáciách, kde nie je presnosť polohovania nevyhnutná. V prípade presných aplikácií vždy vymeňte diely za nové, vyrobené z materiálov odolnejších voči tečeniu.
Otázka: Aká je najvýhodnejšia modernizácia materiálu na zníženie plazivosti?
Pre väčšinu aplikácií poskytuje prechod z neplneného nylonu alebo acetalu 30% plneného sklom najlepšiu rovnováhu medzi nákladmi a výkonom. Materiály plnené sklom stoja o 50-100% viac ako neplnené verzie ($15-20 oproti $8-12 na diel), ale znižujú tečenie o 70-80%, čo zvyčajne predlžuje životnosť 3-5x. To prináša 2-3-násobnú návratnosť investícií vďaka zníženej frekvencii výmeny a eliminácii nákladov na rekalibráciu. PEEK ponúka ešte lepší výkon, ale stojí 5-10x viac, takže je nákladovo efektívny len pre veľmi presné alebo extrémne teplotné aplikácie. Pri požiadavkách na presnosť ±1 mm alebo vyššiu začnite s acetalom plneným sklom - to je optimálna hodnota pre väčšinu priemyselných aplikácií.
Otázka: Pri akej teplote sa tečenie stáva vážnym problémom?
Rýchlosť tečenia sa zdvojnásobuje približne každých 10 °C, takže pri teplotách nad 40-50 °C sa stáva pre štandardné polyméry čoraz problematickejšou. Pri 60 °C je tečenie 4× rýchlejšie ako pri 40 °C; pri 80 °C je 16× rýchlejšie. Ak vaše koncové uzávery pracujú pri teplote nad 50 °C (merajte infračerveným teplomerom alebo tepelným štítkom), creep je pravdepodobne významným faktorom. Vysokocyklové aplikácie môžu generovať nárast teploty o 20-40 °C len v dôsledku trecieho ohrevu, a to aj pri bežných teplotách okolia. Riešenia zahŕňajú zníženie frekvencie cyklov, zavedenie chladenia alebo prechod na vysokoteplotné materiály, ako je PEEK. Vždy merajte skutočnú prevádzkovú teplotu - nepredpokladajte, že zodpovedá okolitým podmienkam.
Otázka: Ako často by som mal vymieňať koncové zarážky v aplikáciách presného polohovania?
Frekvencia výmeny závisí od materiálu, prevádzkových podmienok a požiadaviek na presnosť. Všeobecné usmernenie: polyuretán v stredne presných aplikáciách (presnosť ±2 mm) by sa mal vymieňať každý rok; neplnený acetal alebo nylon v presných aplikáciách (±1 mm) by sa mal vymieňať každé 2-3 roky; acetal plnený sklom vo vysoko presných aplikáciách (±0,5 mm) môže vydržať 3-5 rokov; a PEEK v ultra presných aplikáciách (<±0,5 mm) môže vydržať 5-10+ rokov. Zavedite však skôr monitorovanie rozmerov, než aby ste sa spoliehali len na výmenu na základe času - merajte štvrťročne a vymeňte, keď tečenie prekročí 30-50% vášho rozpočtu na toleranciu. Tento prístup založený na stave optimalizuje náklady aj spoľahlivosť.
-
Zistite, ako medza klzu definuje bod, v ktorom materiály prechádzajú z pružnej na trvalú plastickú deformáciu. ↩
-
Preskúmajte molekulárnu mechaniku sekundárneho tečenia, ustálenej fázy dlhodobej deformácie materiálu. ↩
-
Pochopte viskoelasticitu, jedinečnú vlastnosť polymérov, ktorá kombinuje správanie podobné kvapaline a pevnej látke pri namáhaní. ↩
-
Zistite, ako Arrheniov vzťah matematicky predpovedá zrýchlenie starnutia a tečenia materiálu pri vyšších teplotách. ↩
-
Prehľad skúšobných noriem a typických hodnôt pevnosti v tlaku technických termoplastov. ↩
