

Uvod
Vaš pnevmatski sistem izgublja tlak, produktivnost upada, stroški vzdrževanja pa strmo naraščajo. 💨 Ta mesec ste že dvakrat zamenjali tesnila, vendar se v nekaj tednih spet pokvarijo. Krivec ni kakovost tesnil, ampak fizika iztisne vrzeli, ki jo večina inženirjev spregleda. Ko tlak potisne material tesnila v mikroskopske vrzeli, je do katastrofalne okvare le še nekaj ciklov.
Ekstrudirane reže so razmiki med sestavnimi deli valja, kjer lahko visok tlak povzroči deformacijo tesnilnega materiala in njegovo iztekanje. Da se prepreči okvara tesnila, je treba ohraniti razmike pod kritičnimi mejami (običajno 0,1–0,3 mm, odvisno od tlaka in trdote tesnila) s pomočjo natančnih toleranc obdelave, ustrezne izbire podpornih obročev in združljivosti materialov, da se prepreči grizenje, trganje in postopno poslabšanje tesnila.
Pred kratkim sem pomagal Thomasu, nadzorniku vzdrževanja v tovarni za polnjenje steklenic v Wisconsinu, rešiti skrivnostno težavo z okvarjenimi tesnili. Njegovi cilindri brez batov so delovali pri tlaku 12 barov, tesnila pa so se pokvarila vsakih 3–4 tedne, kljub uporabi vrhunskih poliuretanskih tesnil. Ko smo izmerili dejanske reže za iztiskanje, smo ugotovili, da so bile 0,45 mm velike, kar je daleč nad varnimi mejami. Po nadgradnji z našimi cilindri Bepto, zasnovanimi z največjimi razmaki 0,15 mm in ustreznimi podporniškimi obroči, se je življenjska doba tesnil podaljšala na več kot 18 mesecev. 🔍
Kazalo vsebine
- Kaj so ekstrudirane vrzeli in zakaj povzročajo okvare tesnil?
- Kako pritisk vpliva na obnašanje tesnilnega materiala v ekstrudirnih režah?
- Kakšne so kritične dimenzije vrzeli za različne tlačne razpone?
- Kateri konstrukcijski elementi in podporni obroči preprečujejo iztiskanje tesnila v cilindrih brez batov?
Kaj so ekstrudirane vrzeli in zakaj povzročajo okvare tesnil?
Razumevanje mehanske fizike, ki stoji za iztiskanjem tesnil, je bistveno za preprečevanje prezgodnjih okvar in dragih izpadov. ⚙️
Ekstrudirane vrzeli so radialne ali aksialne vrzeli med komponentami valja (bat-valj, bat-tesnilo), kjer lahko pod tlakom tesnilni material teče pod obremenitvijo – ko sistemski tlak preseže odpornost tesnila proti deformaciji, se elastomer iztisne v te vrzeli, kar povzroči grizenje (majhne razpoke na robovih tesnila), postopno izgubo materiala in končno popolno okvaro tesnila zaradi raztrganja ali izgube tesnilne interference.
Mehanika iztiskanja tesnila
Predstavljajte si tesnilni material kot gost med pod pritiskom. Pri nizkem pritisku tesnilo ohrani svojo obliko in ostane v utoru. Ko se pritisk poveča, material doživi napetost, ki ga poskuša potisniti v vsak prost prostor. Izbočna vrzel deluje kot odprtina ventila – ko pritisk premaga trdnost materiala tesnila in odpornost proti trenju, tesnilo začne teči v vrzel.
To ni nenadna okvara. Gre za postopno poslabšanje, ki se začne z mikroskopskim premikom materiala na robu tesnila. Vsak tlačen cikel potisne še malo več materiala v vrzel. Po več sto ali tisoč ciklih to ustvari vidno grizenje – majhne razpoke, ki izgledajo, kot da bi nekdo odgriznil majhne koščke roba tesnila.
Zakaj standardne tolerance niso zadostne
Mnogi proizvajalci valjev delujejo v skladu s splošnimi tolerancami obdelave ±0,2 mm ali celo ±0,3 mm. Za nizkotlačne aplikacije pod 6 barov je to morda sprejemljivo. Pri 10–16 barih, ki so običajni v sodobni industrijski pnevmatiki, pa te tolerance povzročajo iztisne vrzeli, ki zagotavljajo okvaro tesnila.
V podjetju Bepto smo se tega naučili skozi boleče izkušnje v praksi. V začetku delovanja našega podjetja smo proizvajali valje v skladu z industrijskimi standardi in nismo razumeli, zakaj so stranke poročale o okvarah tesnil pri visokih tlakih. Podrobna analiza okvar je razkrila mehanizem iztiskanja, zato smo popolnoma prenovili naše proizvodne procese, da bi ohranili manjše reže.
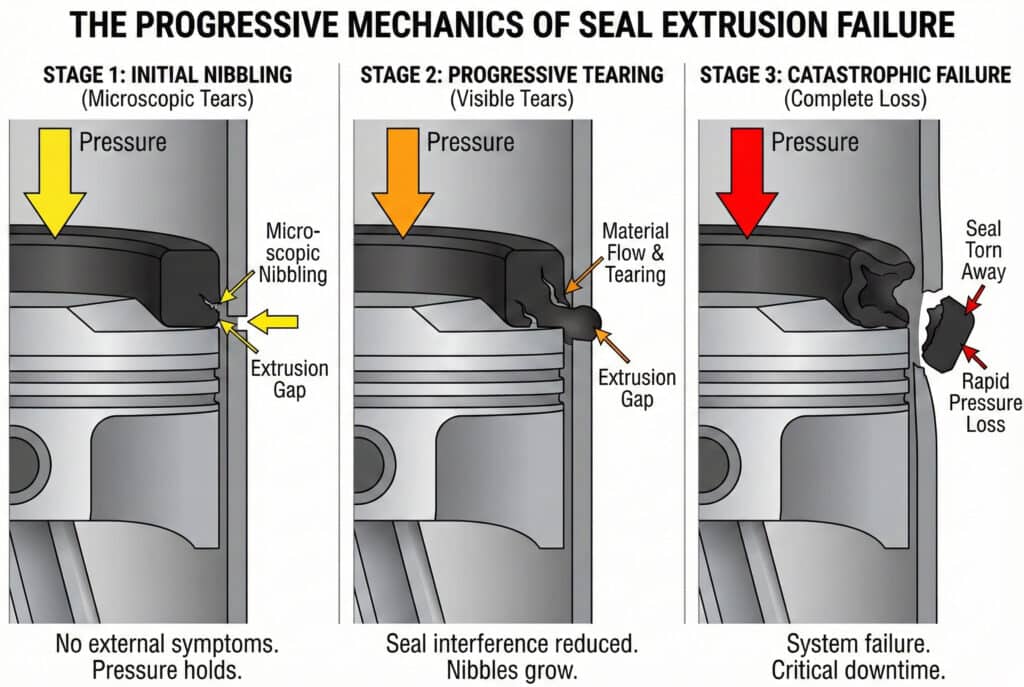
Tri stopnje napak pri iztiskanju
Preučil sem na stotine pokvarjenih tesnil in napredek je izjemno dosleden:
- Začetno grizenje (prvih 10–201 TP3T življenjske dobe tesnila): Na robovih tesnila na strani tlaka se pojavijo mikroskopske razpoke.
- Postopno trganje (srednja 60-70% življenja): Nibbles rastejo v vidne solze, pečat začne izgubljati motnje
- Katastrofalna okvara (končni 10-20% življenjske dobe): Veliki deli se odtrgajo, kar povzroči hitro izgubo tlaka.
Zahrbten del je, da stopnji 1 in 2 pogosto ne kažeta nobenih zunanjih simptomov. Cilinder še vedno deluje, tlak se ohranja in vse se zdi v redu – dokler ne dosežete stopnje 3 in doživite nenadno, popolno okvaro med kritičnim proizvodnim ciklom.
Kako pritisk vpliva na obnašanje tesnilnega materiala v ekstrudirnih režah?
Razmerje med tlakom, lastnostmi materiala in dimenzijami vrzeli določa življenjsko dobo tesnila in zanesljivost sistema. 📈
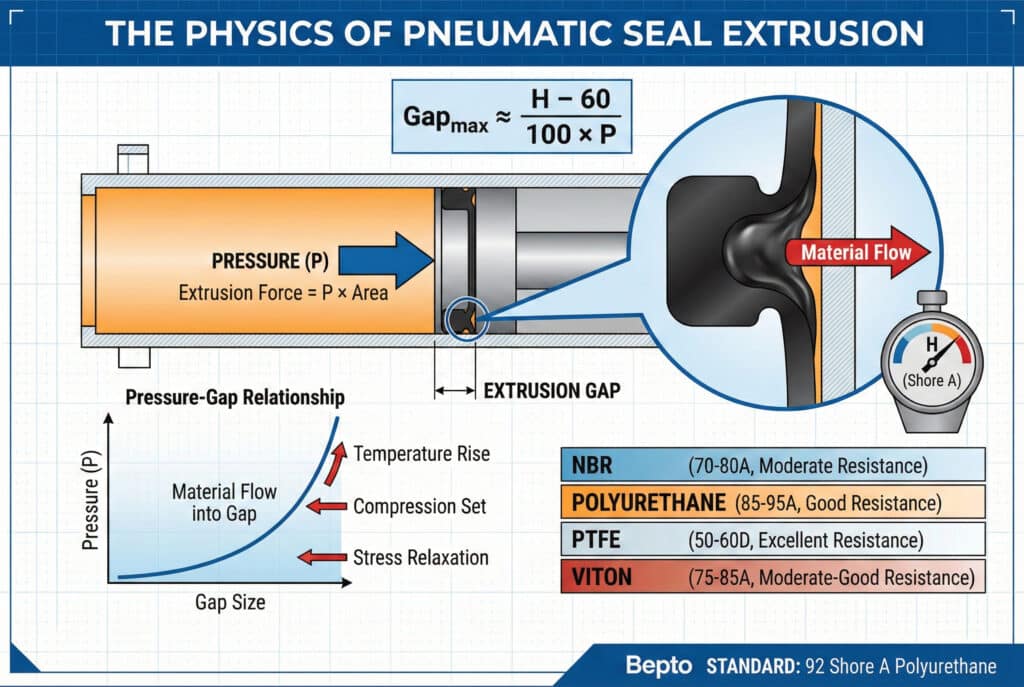
Ekstrudiranje tesnila sledi modelu deformacije, odvisnemu od tlaka, pri katerem se pretok materiala v vrzeli eksponentno poveča nad kritičnimi pragovi tlaka – ekstrudirna sila je enaka tlaku, pomnoženemu s površino tesnila, medtem ko je upor odvisen od trdote materiala (Shore A durometer1), temperatura in koeficient trenja, kar ustvarja ravnovesno točko, kjer vrzeli nad 0,2–0,4 mm (odvisno od trdote tesnila in tlaka) omogočajo postopno premikanje materiala in okvaro.
Razmerje med tlakom, razliko in trdoto
Obstaja kritična enačba, ki uravnava iztiskanje tesnila, čeprav je večina inženirjev nikoli ne vidi. Največja varna vrzel (v mm) je približno enaka: Gap_max = (H – 60) / (100 × P) kjer je H trdota Shore A in P tlak v barih.
Za standardno poliuretansko tesnilo 90 Shore A pri 10 barih: Gap_max = (90-60)/(100×10) = 0,03 mm – neverjetno nizka toleranca! Zato je pravilna zasnova valja tako pomembna.
Spremembe lastnosti materiala pod pritiskom
Tesnilni materiali se pri 1 baru in 15 barih ne obnašajo enako. Pri visokem tlaku se istočasno zgodi več stvari:
- Komplet za stiskanje2: Tesnilo se stisne, kar zmanjša njegovo efektivno trdoto.
- Povečanje temperature: Trenje ustvarja toploto, ki mehča elastomer.
- Sproščanje ob stresu: Podaljšan pritisk povzroči preureditev molekularne verige.
- Plastifikacija: Nekateri tesnilni materiali pod trajnim pritiskom postanejo bolj tekoči.
Ti dejavniki skupaj povzročajo, da so tesnila bolj dovzetna za iztiskanje, ko se podaljšuje čas delovanja. Tesnilo, ki prestane začetno preskušanje z visokim tlakom, lahko kljub temu po 100.000 ciklih odpove zaradi kumulativnih sprememb lastnosti materiala.
Primerjalna zmogljivost materialov za tesnila
| Material tesnila | Trdota Shore A | Največji tlak (0,2 mm razmak) | Največji tlak (0,3 mm razmak) | Odpornost proti iztiskanju |
|---|---|---|---|---|
| NBR (nitril) | 70-80 | 6-8 barov | 4–5 barov | Zmerno |
| Poliuretan | 85-95 | 10–14 bar | 7–9 bar | Dobro |
| PTFE | 50–60D (Shore D) | 16+ bar | 12–16 barov | Odlično |
| Viton (FKM) | 75-85 | 8-10 barov | 5-7 barov | Zmerno-dobro |
Ta tabela prikazuje, zakaj v podjetju Bepto za naše visokotlačne valje brez batov uporabljamo poliuretan s trdoto 92 Shore A – ta namreč ponuja najboljše ravnovesje med tesnilnimi lastnostmi, odpornostjo proti obrabi in odpornostjo proti iztiskanju za industrijske pnevmatične aplikacije.
Dinamično in statično obnašanje ekstrudiranja
Statična tesnila (kot so O-tesnila na končnih pokrovih) so izpostavljena konstantnemu pritisku in lahko prenašajo nekoliko večje vrzeli, ker niso izpostavljena cikličnim obremenitvam. Dinamična tesnila (tesnila batov in palic) so izpostavljena ponavljajočim se ciklom pritiska, temperaturnim nihanjem in drsnemu trenju, kar vse pospešuje poškodbe zaradi iztiskanja.
Pri cilindrih brez batov je to še posebej pomembno, ker je celoten sistem tesnjenja vozička dinamičen. Pri vsakem hodu so tesnila izpostavljena spremembam tlaka, segrevanju zaradi trenja in mehanskim obremenitvam. Zato je pri cilindrih brez batov potrebno še strožje nadzorovanje razmika med iztiskanjem kot pri standardnih cilindrih.
Kakšne so kritične dimenzije vrzeli za različne tlačne razpone?
Poznavanje natančnih dimenzijskih zahtev vam pomaga pravilno določiti valje in se izogniti prezgodnjim okvaram. 🎯
Kritične največje reže za iztiskanje se razlikujejo glede na območje tlaka: 0,3–0,4 mm za 6–8 barov, 0,2–0,25 mm za 8–10 barov, 0,15–0,20 mm za 10–12 barov in 0,10–0,15 mm za 12–16 barov – te mere je treba ohraniti po celotnem obodu tesnila, upoštevajoč toplotno raztezanje, obrabo in proizvodne tolerance, kar zahteva natančno obdelavo. IT73 ali boljše stopnje tolerance za visokotlačne pnevmatične sisteme.
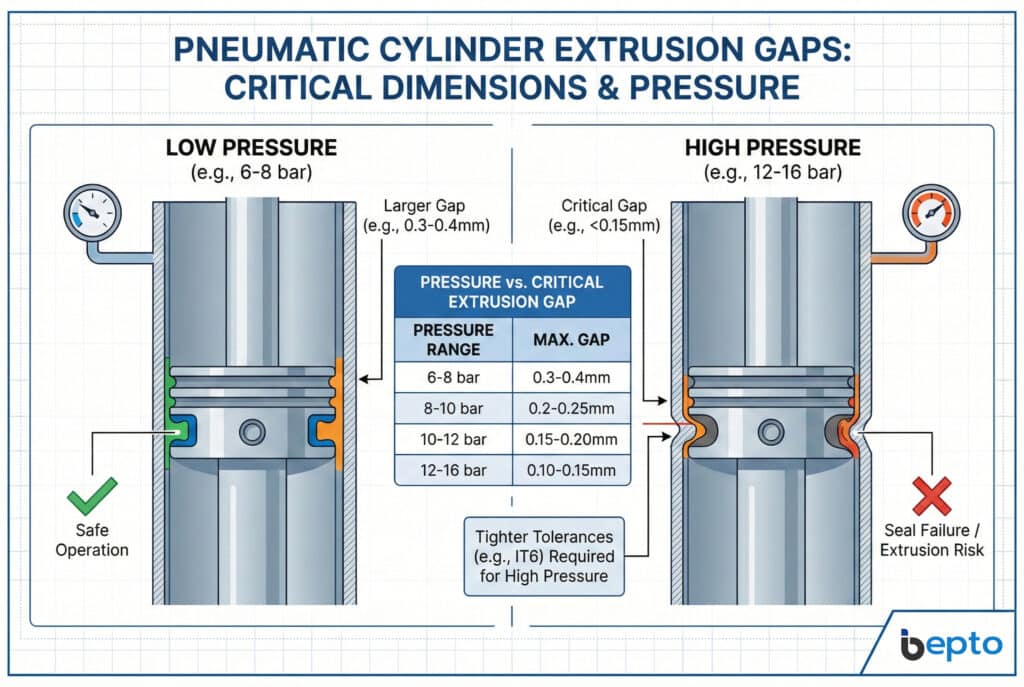
Specifikacije vrzeli na podlagi tlaka
V podjetju Bepto uporabljamo ta pravila oblikovanja za naše valjčne cilindre brez batov:
Nizki tlak (do 6 bar):
- Največja radialna vrzel: 0,35 mm
- Priporočeno: 0,25–0,30 mm
- Stopnja tolerance: IT8 (±0,046 mm za premer 50 mm)
Srednji tlak (6–10 bar):
- Največja radialna reže: 0,20 mm
- Priporočeno: 0,15–0,18 mm
- Stopnja tolerance: IT7 (±0,030 mm za premer 50 mm)
Visok tlak (10–16 bar):
- Največja radialna vrzel: 0,15 mm
- Priporočeno: 0,10–0,12 mm
- Stopnja tolerance: IT6 (±0,019 mm za premer 50 mm)
To niso teoretične številke – izhajajo iz terenskih testiranj na tisočih napravah in milijonih obratovalnih ur.
Upoštevanje toplotnega raztezanja
Tukaj je dejavnik, ki ga mnogi inženirji spregledajo: aluminij se razširi za približno 23 μm na meter na °C. V 1-metrskem valju brez palice, ki deluje pri temperaturi od 20 °C do 60 °C (običajno v industrijskih okoljih), se valj razširi za 0,92 mm v dolžino in sorazmerno v premeru.
Za valj s premerom 63 mm to pomeni povečanje premera za približno 0,058 mm. Če je vaša reže v hladnem stanju 0,15 mm in ne upoštevate koeficient toplotnega raztezanja4, vaša vroča vrzel postane 0,208 mm, kar lahko pri visokem tlaku povzroči okvaro.
Naše Bepto jeklenke oblikujemo z mislijo na toplotno kompenzacijo, pri čemer uporabljamo kombinacije materialov in dimenzijske specifikacije, ki ohranjajo varne vrzeli v celotnem območju delovnih temperatur.
Napredovanje obrabe in povečanje vrzeli
Tudi pri popolnih začetnih dimenzijah se zaradi obrabe postopoma povečujejo reže med iztiskanjem. V naših testih smo ugotovili, da:
- Obraba cevi: 0,01–0,02 mm na milijon ciklov (trdo anodizirani aluminij)
- Obraba bata: 0,02–0,03 mm na milijon ciklov (aluminij s premazom)
- Obraba tesnila: zmanjšanje višine za 0,05–0,10 mm na milijon ciklov
To pomeni, da lahko valj, ki se začne z 0,15 mm razmakom, po 500.000 ciklih doseže 0,20 mm. Oblikovanje, ki upošteva to napredovanje – začenši z manjšo začetno razmakom – znatno podaljša skupno življenjsko dobo tesnila.
Metode merjenja in preverjanja
Ko obiščem stranke, da odpravim napake tesnil, vedno s seboj prinesem natančna merilna orodja. Ne morete upravljati tistega, česar ne merite. Razlike v iztiskanju preverjamo z:
- Merilni sorniki za hitre preglede go/no-go
- Mikrometri za izvrtine za natančne notranje meritve
- Koordinatni merilni stroji (CMM) za popolno preverjanje geometrije
Spominjam se obiska pri Lari, vodji kakovosti pri proizvajalcu avtomatizacijskih naprav v Ontariu. Bila je razočarana zaradi neenakomerne življenjske dobe tesnil na navidezno identičnih cilindrih. Ko smo izmerili dejanske reže, smo ugotovili odstopanja od 0,12 mm do 0,38 mm v isti proizvodni seriji njenega prejšnjega dobavitelja. Po prehodu na cilindre Bepto z verificiranimi režami 0,15 mm ±0,02 mm je življenjska doba tesnil postala predvidljiva in enotna. 📏
Kateri konstrukcijski elementi in podporni obroči preprečujejo iztiskanje tesnila v cilindrih brez batov?
Pravilne inženirske rešitve združujejo nadzor dimenzij z mehanskimi podpornimi sistemi, da se podaljša življenjska doba tesnila. 🔧
Preprečevanje iztiskanja tesnila zahteva celostne pristope k oblikovanju, vključno z natančno obdelanimi utori za tesnila z optimiziranim razmerjem med globino in širino ter zaščito proti iztiskanju. Rezervni obročki5 (PTFE ali ojačan poliuretan) nameščen na strani tlaka, z zaobljenimi robovi, da se prepreči poškodba tesnila med montažo, in izbor materiala, ki ustreza trdosti tesnila glede na delovni tlak – v cilindrih brez batov konfiguracije z dvojnim tesnilom in izravnanim tlakom dodatno zmanjšujejo tveganje iztiskanja, hkrati pa ohranjajo nizko trenje.

Optimizirana geometrija tesnilne utorine
Tesnilna utorina ni le pravokotna reža – njene dimenzije bistveno vplivajo na odpornost proti iztiskanju. Tesnilne utorine Bepto oblikujemo v skladu z naslednjimi načeli:
Globina utora: 70-80% preseka tesnila (omogoča nadzorovano stiskanje)
Širina utora: 90-95% preseka tesnila (preprečuje prekomerno stiskanje)
Polmer kota: 0,2–0,4 mm (preprečuje koncentracijo napetosti)
Površinska obdelava: Ra 0,4–0,8 μm (optimizira trenje tesnila)
Ta razmerja zagotavljajo, da se tesnilo dovolj stisne, da ustvari tesnilno silo, ne da bi preveč obremenilo material, kar bi pospešilo iztiskanje.
Izbira in namestitev rezervnega obroča
Rezervni obroči so neznani junaki visokotlačnega tesnjenja. Ti trdni ali poltrdni obroči so nameščeni ob tesnilu na strani tlaka in fizično zapirajo iztisni prostor. Predstavljajte si jih kot jez, ki preprečuje, da bi tesnilni material pronical v vrzeli.
Rezervni obročki iz PTFE (naš standard pri Bepto za 10+ bar):
- Trdota Shore D 50–60 (veliko trdnejša od elastomerov)
- Lahko premosti vrzeli do 0,4 mm pri 16 barih
- Nizek koeficient trenja (0,05–0,10)
- Temperatura stabilna do 200 °C
Ojačeni poliuretanski podporni obroči (za zmeren pritisk):
- Trdota Shore A 95–98
- Učinkovit za vrzeli do 0,3 mm pri 10 barih
- Boljša elastičnost kot PTFE
- Bolj ekonomično za aplikacije srednjega tlaka
Ključ je v pozicioniranju: podporni obroč mora biti na strani tlaka tesnila. Videla sem namestitve, pri katerih so bili podporni obroči nameščeni narobe, kar ni zagotavljalo nobene zaščite – draga napaka, ki se ji z ustreznim usposabljanjem lahko zlahka izognemo.
Posebni izzivi pri cilindrih brez batov
Brezvrtljivi cilindri predstavljajo edinstvene izzive pri iztiskanju, saj morajo tesnila vozička ohranjati tlak med drsenjem po celotni dolžini valja. V podjetju Bepto uporabljamo konfiguracijo z dvojnim tesnilom:
- Primarni tesnilni obroč: 92 Shore A poliuretanska U-skodelica z optimizirano geometrijo robov
- Sekundarni tesnilni element: PTFE podporni obroč s pomožno vzmetjo
- Tesnilo brisalcev: Odstrani onesnaževala, ki bi lahko poškodovala primarni tesnilni element.
Ta sistem s tremi elementi zagotavlja redundancijo – če se na primarnem tesnilu pojavijo poškodbe zaradi iztiskanja, rezervni obroč prepreči katastrofalno okvaro, kar vam daje čas za načrtovanje vzdrževanja, namesto da bi se soočili z nujnim izpadom.
Združljivost materialov in kemična odpornost
Ekstrudiranje tesnil ni zgolj mehansko – kemijska združljivost vpliva na lastnosti materiala in odpornost proti ekstrudiranju. Izpostavljenost nezdružljivim tekočinam ali mazivom lahko:
- Oteklina tesnilo, povečanje trenja in nastajanje toplote
- Zmehčaj material, zmanjšanje odpornosti proti iztiskanju
- Harden tesnilo, kar povzroča razpoke in izgubo tesnjenja
V podjetju Bepto določamo materiale za tesnila na podlagi običajnih industrijskih okolij:
- Standardni zrak: Poliuretanska tesnila (odlična vsestranska zmogljivost)
- Z oljem onesnažen zrak: NBR tesnila (odporna proti olju)
- Uporaba pri visokih temperaturah: Viton tesnila (toplotno odporna do 200 °C)
- Hrana/farmacija: Poliuretan ali PTFE, ki ustreza standardom FDA
Preventivno vzdrževanje in spremljanje
Tudi pri popolnem dizajnu nadzorovanje stanja tesnila preprečuje nepričakovane okvare. Priporočamo naslednje prakse:
Vizualni pregled vsakih 100.000 ciklov ali 6 mesecev:
- Preverite, ali so robovi tesnila vidno pogrizeni.
- Preverite, ali iztekajo olje ali zrak.
- Preverite nemoteno delovanje brez zatikanja
Spremljanje učinkovitosti:
- Sledite časom cikla (podaljšanje časa kaže na povečanje trenja)
- Spremljajte porabo zraka (povečanje kaže na uhajanje).
- Zabeležite vse nenavadne zvoke ali vibracije.
Predvidljiva zamenjava:
- Zamenjajte tesnila pri 70-80% predvidene življenjske dobe.
- Ne čakajte na popoln neuspeh
- Načrtujte zamenjave med načrtovanimi izpadki
V podjetju Bepto našim strankam ponujamo orodja za napovedovanje življenjske dobe tesnil na podlagi njihovih specifičnih delovnih pogojev – tlaka, hitrosti cikla, temperature in okolja. S tem odpravljamo ugibanje pri načrtovanju vzdrževanja in preprečujemo draga nujna popravila, ki motijo proizvodne načrte.
Zaključek
Fizika ekstrudirne reže ni le akademsko teorija – je razlika med zanesljivimi pnevmatskimi sistemi in dragimi, frustrirajočimi okvarami tesnil. Z ohranjanjem natančnih dimenzij reže pod kritičnimi mejami, uporabo ustreznih podpornih obročev in izbiro materialov, ki ustrezajo delovnim pogojem, lahko podaljšate življenjsko dobo tesnila za 5-10-krat v primerjavi s slabo zasnovanimi sistemi. V podjetju Bepto vsak brezstebelni valj, ki ga proizvajamo, vključuje ta načela preprečevanja iztiskanja, ker razumemo, da si vaša proizvodnja ne more privoščiti nepričakovanih izpadov. Pri določanju valjev ne sprejemajte nejasnih zagotovil – zahtevajte dimenzijske specifikacije, meritve reže in podrobnosti tesnilnega sistema, ki dokazujejo odpornost proti iztiskanju. 🛡️
Pogosta vprašanja o vrzeli pri iztiskanju in okvarah tesnil
V: Kako lahko izmerim vtiske v vgrajenih valjih brez razstavljanja?
Neposredno merjenje zahteva razstavljanje, vendar lahko prekomerne vrzeli ugotovite na podlagi simptomov delovanja: hitra obraba tesnila (pod 100.000 ciklov), vidno grizenje na odstranjenih tesnilih, povečana poraba zraka s časom in padec tlaka pod obremenitvijo. Za kritične aplikacije v podjetju Bepto priporočamo redne preglede vsakih 500.000 ciklov, pri katerih se tesnila pregledajo in vrzeli preverijo s preciznimi merilnimi orodji.
V: Ali lahko uporabim rezervne obroče za kompenzacijo valjev s prekomernimi iztisnimi reži?
Podporni obroči pomagajo, vendar niso popolna rešitev za slabo zasnovane valje – lahko premostijo vrzeli 0,1–0,15 mm nad optimalnimi dimenzijami, vendar vrzeli, ki presegajo 0,4 mm, povzročajo okvare tudi s podporni obroči. Poleg tega prevelike vrzeli povečajo trenje in obrabo samih podpornih obročev. Pravilna zasnova valja s pravilnimi začetnimi vrzeli je vedno boljša od poskusa kompenzacije s podporni obroči.
V: Zakaj se moja tesnila pri višjih hitrostih cikla pokvarijo hitreje, čeprav je tlak enak?
Višje hitrosti cikla ustvarjajo več toplote zaradi trenja, kar zmehča tesnilne materiale in zmanjša odpornost proti iztiskanju – tesnilo, ki deluje pri 90 °C zaradi visoke hitrosti trenja, ima dejansko za 10–15 točk Shore A manjšo trdoto kot isti material pri 40 °C. Poleg tega hitro ciklično spreminjanje tlaka ustvarja dinamične koncentracije napetosti, ki pospešujejo nastanek grizenja. Za visokohitrostne aplikacije nad 1 meter/sekundo določite tesnila z eno stopnjo trdote višje in zmanjšajte največje vrzeli za 0,02–0,03 mm.
V: Ali obstajajo tesnilni materiali, ki popolnoma odpravijo težave z iztiskanjem?
PTFE in polnjene PTFE spojine ponujajo najvišjo odpornost proti iztiskanju, zanesljivo delujejo pri tlaku 16+ bar z 0,3–0,4 mm vrzeli, vendar zahtevajo večje tesnilne sile in imajo omejeno elastičnost v primerjavi s poliuretanom ali gumo. Za večino pnevmatskih aplikacij ustrezno zasnovani poliuretanski tesnilni sistemi z rezervnimi obroči zagotavljajo boljšo splošno zmogljivost – manjše trenje, boljše tesnjenje ob zagonu in ustrezno odpornost proti iztiskanju, če so vrzeli ustrezno nadzorovane.
V: Kako lahko pri naročanju cilindrov po meri določim zahteve glede reže za iztiskanje?
V naročilu zahtevajte izrecne dimenzijske specifikacije: “Največja radialna reže med zunanjim premerom bata in notranjim premerom valja: 0,15 mm, merjeno pri 20 °C” in “Tesnilni sistem mora vključevati PTFE podporne obroče, ki so primerni za [vaš tlak] bar.” V podjetju Bepto za vsak valj po meri priložimo poročila o dimenzijski kontroli, ki prikazujejo dejanske izmerjene reže in specifikacije tesnilnega sistema, s čimer zagotovimo, da prejmete valje, ki so zasnovani za vaše specifične zahteve glede tlaka in zmogljivosti.
-
Spoznajte Shoreovo trdoto, ki se uporablja za merjenje odpornosti elastomerov in gum. ↩
-
Razumevanje kompresijske deformacije, trajne deformacije materiala po napetosti. ↩
-
Oglejte si ISO sistem mej in prilegov, ki opredeljuje standardne stopnje tolerance, kot je IT7. ↩
-
Preberite, kako se materiali raztezajo in krčijo s spremembami temperature glede na njihove fizikalne lastnosti. ↩
-
Raziščite, kako rezervni obroči preprečujejo iztiskanje, tako da zaprejo vrzel med kovinskimi komponentami. ↩
