

Ali vaše pnevmatske armature povzročajo neskladnost, težave s kakovostjo, ki jih povzročajo vibracije, ali prevelik čas preklopa? Te pogoste težave so pogosto posledica neustrezne izbire pritrdilnih elementov, kar povzroča zamude v proizvodnji, zavračanje kakovosti in povečane stroške vzdrževanja. Z izbiro pravega pnevmatskega pritrdišča lahko takoj rešite te kritične težave.
Idealna pnevmatska pritrditev mora zagotavljati natančno sinhronizacijo z več čeljustmi, učinkovito dušenje vibracij in združljivost z obstoječimi sistemi za hitro zamenjavo. Za pravilno izbiro je treba razumeti standarde natančnosti sinhronizacije, dinamične lastnosti proti vibracijam in zahteve po združljivosti z mehanizmi za hitro zamenjavo.
Pred kratkim sem se posvetoval s proizvajalcem avtomobilskih sestavnih delov, ki je imel 4,2% stopnjo zavrnitve zaradi nepravilne poravnave delov in napak, ki jih povzročajo vibracije. Po uvedbi ustrezno določenih pnevmatskih naprav z izboljšano sinhronizacijo in nadzorom vibracij se je stopnja zavrnitve zmanjšala pod 0,3%, s čimer so letno prihranili več kot $230.000 EUR pri stroških izmetov in predelave. Naj z vami delim, kaj sem se naučil o izbiri popolne pnevmatske armature za vašo aplikacijo.
Kazalo vsebine
- Kako uporabljati standarde natančnosti sinhronizacije z več čeljustmi za natančne aplikacije
- Dinamična analiza protivibracijske strukture za optimalno stabilnost
- Vodnik po združljivosti mehanizmov za hitro menjavo za učinkovito menjavo
Kako uporabljati standarde natančnosti sinhronizacije z več čeljustmi za natančne aplikacije
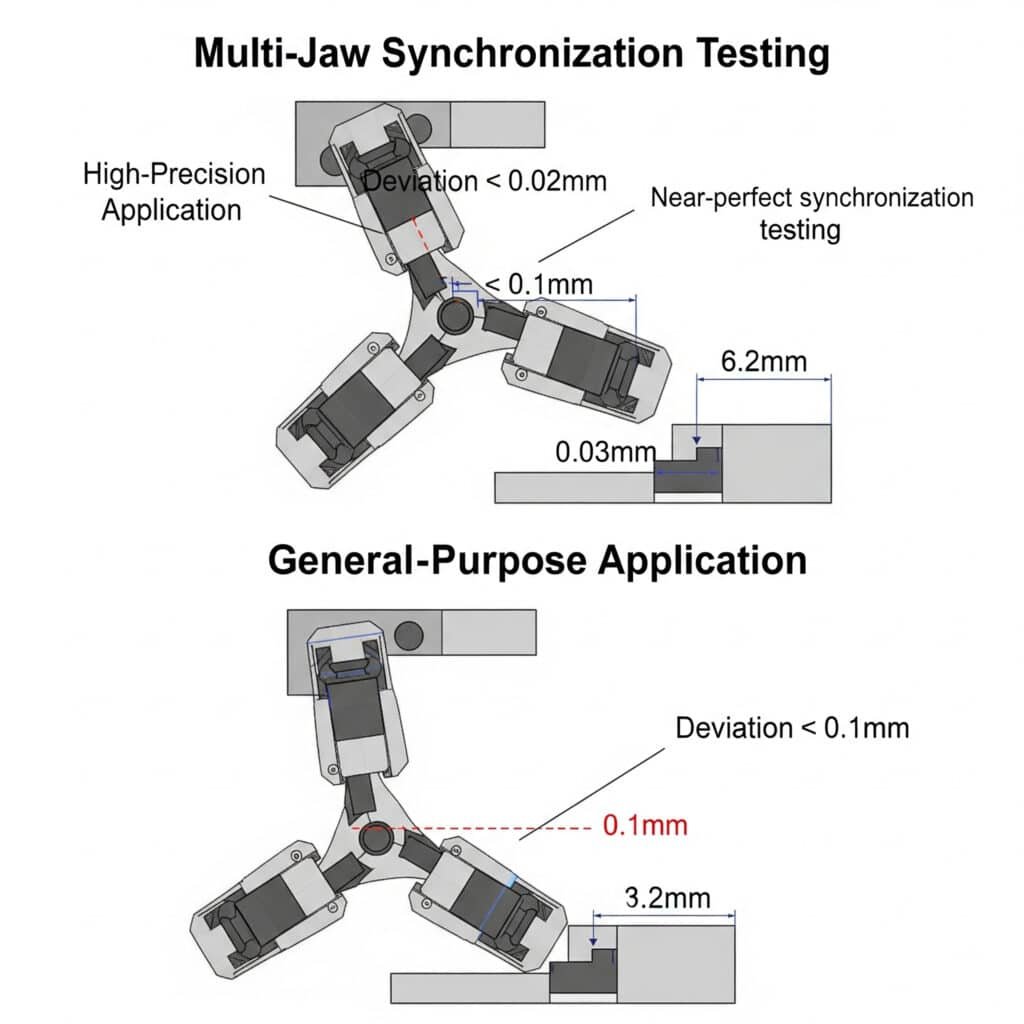
Natančnost sinhronizacije v veččeljustnih pnevmatskih pritrdilih neposredno vpliva na natančnost pozicioniranja delov in splošno kakovost proizvodnje.
Natančnost sinhronizacije več čeljusti se nanaša na največje odstopanje položaja med katerima koli dvema čeljusti med ciklom vpenjanja, ki se običajno meri v stotinkah milimetra. Industrijski standardi opredeljujejo sprejemljive tolerance sinhronizacije na podlagi zahtev po natančnosti uporabe, pri čemer se za zelo natančne aplikacije zahtevajo odstopanja pod 0,02 mm, medtem ko se za splošno uporabo lahko dopusti do 0,1 mm.
Razumevanje standardov natančnosti sinhronizacije
Standardi za sinhronizacijo se razlikujejo glede na industrijo in zahteve glede natančnosti aplikacije:
| Industrija | Vrsta uporabe | Toleranca sinhronizacije | Merilni standard | Pogostost testiranja |
|---|---|---|---|---|
| Avtomobilska industrija | Generalna skupščina | ±0,05-0,1 mm | ISO 230-21 | Četrtletno |
| Avtomobilska industrija | Natančni sestavni deli | ±0,02-0,05 mm | ISO 230-2 | Mesečno |
| Aerospace | Splošne komponente | ±0,03-0,05 mm | AS9100D | Mesečno |
| Aerospace | Kritični sestavni deli | ±0,01-0,02 mm | AS9100D | Tedensko |
| Medicinska stran | Kirurški instrumenti | ±0,01-0,03 mm | ISO 13485 | Tedensko |
| Elektronika | Sestavljanje tiskanih vezij | ±0,02-0,05 mm | IPC-A-610 | Mesečno |
| Splošna proizvodnja | Nekritični deli | ±0,08-0,15 mm | ISO 9001 | Dvakrat na leto |
Standardizirane metodologije testiranja
Za merjenje natančnosti sinhronizacije več čeljusti obstaja več uveljavljenih metod:
Metoda senzorja premikanja (skladna z ISO 230-2)
To je najpogostejši in najzanesljivejši način testiranja:
Preskusna nastavitev
- Namestite zelo natančne senzorje premikanja (LVDT2 ali kapacitivno) na referenčni napravi
- Senzorji položaja za stik z vsako čeljustjo v enakih relativnih položajih
- Povezovanje senzorjev s sinhroniziranim sistemom za zajem podatkov
- Zagotavljanje temperaturne stabilnosti (20 °C ±1 °C)Preskusni postopek
- Inicializacija sistema s čeljustmi v popolnoma odprtem položaju
- Aktivacija cikla vpenjanja pri standardnem delovnem tlaku
- beleženje podatkov o položaju vseh čeljusti med gibanjem
- Test ponovite najmanj petkrat
- Merite pod različnimi pogoji:
- Standardni delovni tlak
- Najnižji predpisani tlak (-10%)
- Najvišji določeni tlak (+10%)
- Z največjim nazivnim koristnim tovorom
- pri različnih hitrostih (če je nastavljivo)Analiza podatkov
- Izračunajte največje odstopanje med katerima koli dvema čeljustema v vsaki točki gibanja
- Določite največjo napako sinhronizacije pri celotnem hodu
- Analiza ponovljivosti v več preskusnih ciklih
- Ugotovite morebitne vzorce enakomernega vodenja/zaostajanja med posameznimi čeljustmi
Optični merilni sistem
Za zelo natančne aplikacije ali zapletene gibe čeljusti:
Nastavitev in umerjanje
- Na vsako čeljust namestite optične tarče
- Postavite visokohitrostne kamere, da hkrati zajamejo vse cilje.
- Kalibracija sistema za določitev prostorske referencePostopek merjenja
- Snemanje gibanja čeljusti z visoko hitrostjo sličic na sekundo (500+ fps)
- Obdelava slik za pridobivanje podatkov o položaju
- Izračun 3D položaja vsake čeljusti v celotnem cikluMetrike analize
- Največje odstopanje položaja med čeljustmi
- Natančnost kotne sinhronizacije
- Doslednost trajektorije
Dejavniki, ki vplivajo na natančnost sinhronizacije
Na učinkovitost sinhronizacije veččeljustnih pritrdil vpliva več ključnih dejavnikov:
Dejavniki mehanske zasnove
Vrsta kinematičnega mehanizma
- Klinasti pogon: Dobra sinhronizacija, kompaktna zasnova
- Stikalo z odmično gredjo: Odlična sinhronizacija, kompleksna zasnova
- Povezovalni sistemi: Spremenljiva sinhronizacija, preprosta zasnova
- Neposredni pogon: slaba naravna sinhronizacija, potrebna kompenzacijaSistem za vodenje čeljusti
- Linearni ležaji: Visoka natančnost, občutljivi na onesnaženje
- Drsniki z vijačnim repom: Srednja natančnost, dobra vzdržljivost
- Vodila valjev: Dobra natančnost, odlična vzdržljivost
- Drsni ležaji: manjša natančnost, preprosta konstrukcijaNatančnost izdelave
- Tolerance komponent
- Natančnost montaže
- Stabilnost materiala
Dejavniki pnevmatskega sistema
Zasnova distribucije zraka
- Uravnotežena zasnova kolektorja: Kritična za enakomerno porazdelitev tlaka.
- Enake dolžine cevi: Zmanjšanje časovnih razlik
- Izravnava omejevalnika pretoka: Izravnava mehanskih razlikNadzor sprožitve
- Natančnost uravnavanja tlaka
- Doslednost uravnavanja pretoka
- Odzivni čas ventilaSistemska dinamika
- Učinki stisljivosti zraka
- Dinamična nihanja tlaka
- Razlike v upornosti pretoka
Tehnike kompenzacije sinhronizacije
Za aplikacije, ki zahtevajo izjemno sinhronizacijo, se lahko uporabijo te tehnike kompenzacije:
Mehansko nadomestilo
- Nastavljive povezave za začetno sinhronizacijo
- Natančne podložke za poravnavo čeljusti
- Optimizacija profila odmične grediPnevmatsko nadomestilo
- Individualni regulatorji pretoka za vsako čeljust
- Sekvenčni ventili za nadzorovano gibanje
- Komore za uravnoteženje tlakaNapredni nadzorni sistemi
- Servo-pnevmatski nadzor položaja
- Elektronsko spremljanje sinhronizacije
- Algoritmi za prilagodljivo krmiljenje
Študija primera: Izboljšanje sinhronizacije v avtomobilski aplikaciji
Pred kratkim sem sodeloval z dobaviteljem avtomobilov prvega reda, ki izdeluje aluminijasta ohišja menjalnikov. V njihovih orodjih za strojno obdelavo je prihajalo do nedoslednega posedanja delov, kar je povzročalo odstopanja v dimenzijah in občasne okvare.
Analiza je pokazala:
- Obstoječe 4-čeljustno ogrodje z napako sinhronizacije ±0,08 mm
- Zahteva: največje odstopanje ±0,03 mm
- Izziv: Rešitev za posodobitev brez popolne zamenjave svetilk
Z izvajanjem celovite rešitve:
- Nadgrajeno z natančno usklajenimi komponentami za povezavo
- Nameščen uravnotežen pnevmatski razdelilni kolektor
- Dodani so posamezni ventili za regulacijo pretoka z zaporno nastavitvijo
- Izvedeno redno preverjanje s testiranjem senzorja premikanja
Rezultati so bili pomembni:
- Izboljšana natančnost sinhronizacije do ±0,025 mm
- Zmanjšanje odstopanj pri pozicioniranju delov za 68%
- Odpravljene okvare stroja, povezane z napeljavo
- Zmanjšanje števila zavrnitev kakovosti s 71%
- Donosnost naložbe dosežena v 7,5 tednih
Dinamična analiza protivibracijske strukture za optimalno stabilnost
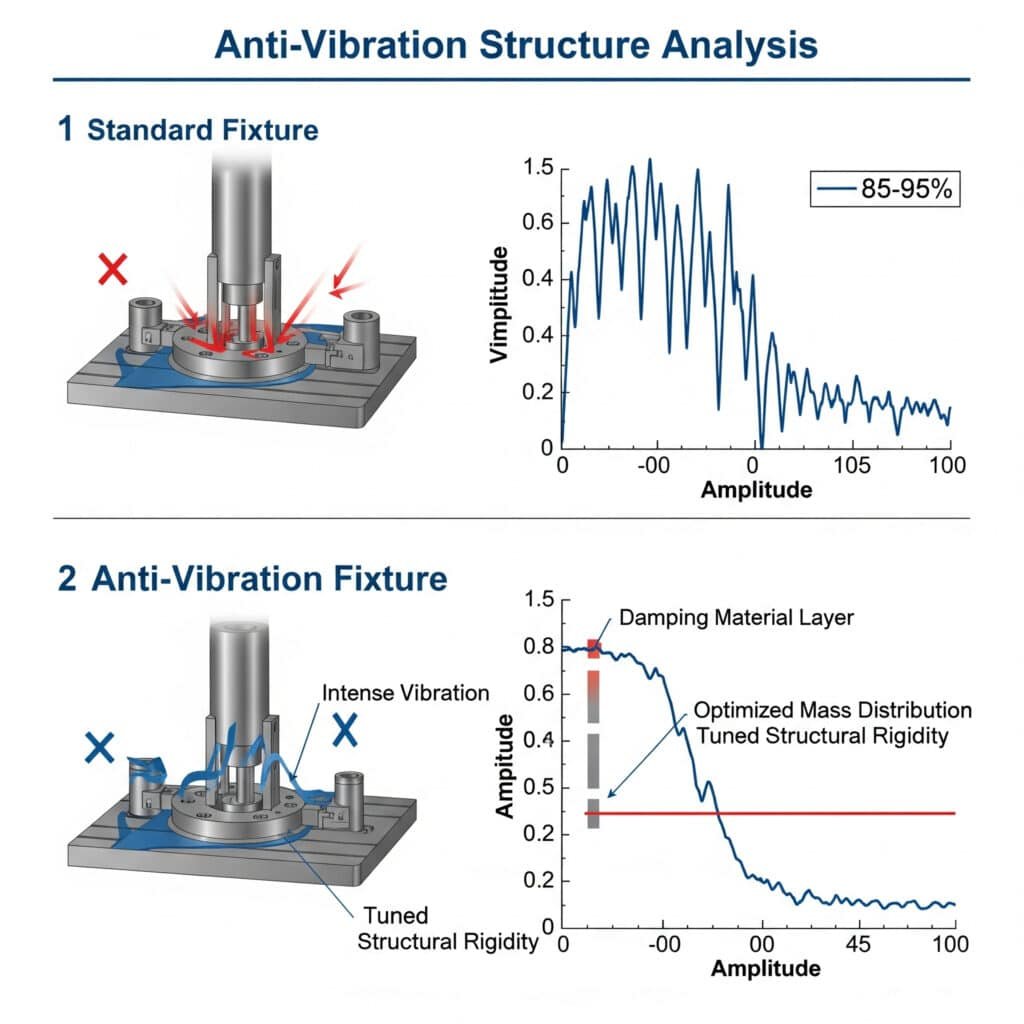
Vibracije v pnevmatskih napravah lahko bistveno vplivajo na kakovost obdelave, življenjsko dobo orodja in učinkovitost proizvodnje. Ustrezna protivibracijska zasnova je ključnega pomena za zelo natančne aplikacije.
Protivibracijske strukture v pnevmatskih napeljavah uporabljajo usmerjene dušilne materiale, optimizirano porazdelitev mase in prilagojene dinamične značilnosti za zmanjšanje škodljivih vibracij. Učinkovite konstrukcije zmanjšajo amplitudo vibracij za 85-95% pri kritičnih frekvencah, hkrati pa ohranjajo potrebno togost pritrdilnega elementa, kar zagotavlja boljšo kakovost površine, daljšo življenjsko dobo orodja in večjo dimenzijsko natančnost.
Razumevanje dinamike vibracij prijemala
Vibracije pritrdilnega elementa vključujejo zapletene interakcije med več sestavnimi deli in silami:
Ključni koncepti vibracij
- Naravna frekvenca: Lastna frekvenca, pri kateri struktura vibrira, ko je motena.
- Resonanca: Povečanje vibracij, ko se frekvenca vzbujanja ujema z lastno frekvenco
- Razmerje dušenja: Merilo, kako hitro se energija vibracij razprši (večja vrednost je boljša).
- Prenosljivost: Razmerje med izhodnimi in vhodnimi vibracijami
- Modalna analiza: Identifikacija načinov vibracij in njihovih značilnosti
- Funkcija frekvenčnega odziva: Razmerje med vhodom in izhodom pri različnih frekvencah
Kritični parametri vibracij
| Parameter | Pomembnost | Metoda merjenja | Ciljno območje |
|---|---|---|---|
| Lastna frekvenca | Določa resonančni potencial | Udarno testiranje, modalna analiza | >30% nad/pod delovno frekvenco |
| Razmerje dušenja | zmožnost razpršitve energije | Logaritemski dekrement, polovična moč | 0,05-0,15 (višja vrednost je boljša) |
| Prenosljivost | Učinkovitost izolacije vibracij | Primerjava akcelerometrov | <0,3 pri delovni frekvenci |
| Togost | Nosilnost in odpornost proti deformaciji | Testiranje statične obremenitve | Specifične aplikacije |
| Dinamična skladnost | Premik na enoto sile | Funkcija frekvenčnega odziva | Zmanjšanje pri frekvencah rezanja |
Metodologije dinamične analize
Obstaja več uveljavljenih metod za analizo vibracijskih lastnosti pritrdil:
Eksperimentalna modalna analiza3
Zlati standard za razumevanje dejanske dinamike napeljave:
Preskusna nastavitev
- Namestite napravo v dejanskih delovnih pogojih
- namestitev merilnikov pospeška na strateških lokacijah
- Za vzbujanje uporabite kalibrirano udarno kladivo ali stresalnik.
- Povezava z večkanalnim dinamičnim analizatorjem signalovPreskusni postopek
- uporaba udarnega ali sinusnega vzbujanja
- Merjenje odziva na več točkah
- Izračunajte funkcije frekvenčnega odziva
- Pridobivanje modalnih parametrov (frekvenca, dušenje, oblike modela)Metrike analize
- Lastne frekvence in njihova bližina delovnim frekvencam
- Razmerja dušenja pri kritičnih načinih
- Oblike načinov in morebitno motenje z obdelovancem
- Frekvenčni odziv pri tipičnih frekvencah obdelave
Analiza oblike deformacije pri obratovanju
Za razumevanje obnašanja v dejanskih pogojih delovanja:
Postopek merjenja
- Namestitev merilnikov pospeška na ogrodje in obdelovanec
- beleženje vibracij med dejanskimi postopki strojne obdelave
- Uporaba meritev na podlagi fazeTehnike analize
- Animiranje oblik deformacije pri problematičnih frekvencah
- Določite mesta največjega odklona
- Določite fazna razmerja med komponentami
- Povezava z vprašanji kakovosti
Strategije oblikovanja proti vibracijam
Učinkovita protivibracijska oprema vključuje več strategij:
Pristopi strukturnega načrtovanja
Optimizacija porazdelitve mase
- Povečanje mase na kritičnih lokacijah
- Uravnotežena porazdelitev mase za minimalni moment
- Uporaba analiza končnih elementov4 za optimizacijoPovečanje togosti
- Trikotne podporne konstrukcije
- Strateška rebra na območjih z velikim odklonom
- Izbira materiala za optimalno razmerje med togostjo in težoIntegracija dušenja
- Omejeno blaženje plasti na strateških mestih
- Uglašeni masni blažilniki za določene frekvence
- Viskoelastični materiali na vmesnikih
Izbira materiala za nadzor vibracij
| Vrsta materiala | Zmogljivost dušenja | Togost | Teža | Najboljše aplikacije |
|---|---|---|---|---|
| Lito železo | Odlično | Zelo dobro | Visoka | Naprave za splošne namene |
| Polimerni beton | Izjemen | Dobro | Visoka | Naprave za natančno strojno obdelavo |
| Aluminij z blažilnimi vložki | Dobro | Dobro | Zmerno | Lahka, zmerna natančnost |
| Jeklo z omejenim blaženjem | Zelo dobro | Odlično | Visoka | Težka strojna obdelava |
| Sestavljeni materiali | Odlično | Spremenljivka | Nizka | Posebne aplikacije |
Tehnike izolacije vibracij
Za ločevanje napeljave od virov vibracij:
Pasivni izolacijski sistemi
- Elastomerni izolatorji (naravni kavčuk, neopren)
- Pnevmatski izolatorji
- Sistemi z vzmetnimi blažilnikiSistemi aktivne izolacije
- Piezoelektrični aktuatorji
- Elektromagnetni aktuatorji
- Sistemi krmiljenja s povratno zvezoHibridni sistemi
- Kombinirane pasivne/aktivne rešitve
- Možnosti prilagodljivega nastavljanja
Študija primera: Izboljšanje protivibracij pri natančni obdelavi
Pred kratkim sem se posvetoval s proizvajalcem medicinskih pripomočkov, ki proizvaja komponente titanovih vsadkov. Pri hitrem rezkanju so se soočali z nedosledno obdelavo površine in spremenljivo življenjsko dobo orodja.
Analiza je pokazala:
- Naravna frekvenca pritrdišča 220 Hz, ki se tesno ujema s frekvenco vretena
- 8,5-kratni faktor ojačitve pri resonanci
- Nezadostno blaženje (razmerje 0,03)
- Neenakomerna porazdelitev vibracij po napravi
Z izvajanjem celovite rešitve:
- Prenovljena pritrditev z optimiziranim vzorcem reber
- Dodano blaženje omejenega sloja na primarnih površinah
- Vgrajen uglašen masni blažilec, ki se usmerja na 220 Hz
- Nameščen pnevmatski izolacijski sistem
Rezultati so bili pomembni:
- premaknjena naravna frekvenca na 380 Hz (izven območja delovanja)
- Povečano dušilno razmerje na 0,12
- Zmanjšana amplituda vibracij za 91%
- Izboljšana doslednost površinske obdelave z 78%
- 2,3-krat daljša življenjska doba orodja
- Skrajšani čas cikla za 15% zaradi višjih parametrov rezanja
Vodnik po združljivosti mehanizmov za hitro menjavo za učinkovito menjavo
Mehanizmi za hitro menjavo bistveno skrajšajo čas nastavitve in povečajo prilagodljivost proizvodnje, vendar le, če so ustrezno prilagojeni vašim posebnim zahtevam.
Mehanizmi za hitro menjavo v pnevmatskih pripravah uporabljajo standardizirane sisteme vmesnikov, ki omogočajo hitro menjavo priprav, ne da bi pri tem izgubili natančnost ali stabilnost. Za izbiro združljivih sistemov je treba razumeti standarde povezav, specifikacije ponovljivosti in zahteve za vmesnike, da se zagotovi nemotena integracija z obstoječo opremo ob ohranjanju zahtevane natančnosti pozicioniranja.

Razumevanje tipov sistemov za hitro menjavo
Obstaja več standardiziranih sistemov za hitro menjavo, ki imajo vsak svoje značilnosti:
Glavni standardi za hitro menjavo
| Vrsta sistema | Standardni vmesnik | Natančnost pozicioniranja | Zmogljivost obremenitve | Mehanizem za zaklepanje | Najboljše aplikacije |
|---|---|---|---|---|---|
| Ničelno vpenjanje5 | AMF/Stark/Schunk | ±0,005 mm | Visoka | Mehanski/pnevmatski | Natančna obdelava |
| Sistemi za palete | Sistem 3R/Erowa | ±0,002-0,005 mm | Srednja | Mehanski/pnevmatski | EDM, brušenje, rezkanje |
| Na podlagi T-rezine | Jergens/Carr Lane | ±0,025 mm | Visoka | Mehanski | Splošna strojna obdelava |
| Krogelna ključavnica | Jergens/Halder | ±0,013 mm | Srednje visoka | Mehanski | Vsestranska uporaba |
| Magnetni | Maglock/Eclipse | ±0,013 mm | Srednja | Elektromagnetni | Ploščati obdelovanci |
| Piramida/koželj | VDI/ISO | ±0,010 mm | Visoka | Mehanski/hidravlični | Težka strojna obdelava |
Dejavniki ocenjevanja združljivosti
Pri ocenjevanju združljivosti sistema za hitro menjavo upoštevajte te ključne dejavnike:
Združljivost mehanskih vmesnikov
Standardi fizične povezave
- Dimenzije montažnega vzorca
- Specifikacije sprejemnika/točke
- Zahteve za preverjanje
- Oblikovanje elementov za poravnavoUjemanje nosilnosti
- Statična obremenitev
- Dinamična zmogljivost obremenitve
- Omejitve momentne obremenitve
- Zahteve glede varnostnega faktorjaZdružljivost z okoljem
- Temperaturno območje
- Izpostavljenost hladilnemu sredstvu/kontaminantu
- Zahteve za čiste prostore
- Potrebe po pranju
Združljivost zmogljivosti
Zahteve glede natančnosti
- Specifikacije ponovljivosti
- Absolutna natančnost pozicioniranja
- Značilnosti toplotne stabilnosti
- Dolgoročna stabilnostOperativni dejavniki
- Čas vpenjanja/odpenjanja
- Zahteve glede pogonskega tlaka
- Možnosti spremljanja
- Obnašanje v primeru odpovedi
Celovita matrika združljivosti
Ta matrika zagotavlja navzkrižno združljivost med glavnimi sistemi za hitro menjavo:
| Sistem | AMF | Schunk | Stark | Sistem 3R | Erowa | Jergens | Carr Lane | Maglock |
|---|---|---|---|---|---|---|---|---|
| AMF | Domači | Adapter | Neposredno | Adapter | Ne | Adapter | Adapter | Ne |
| Schunk | Adapter | Domači | Adapter | Ne | Ne | Adapter | Adapter | Ne |
| Stark | Neposredno | Adapter | Domači | Ne | Ne | Adapter | Adapter | Ne |
| Sistem 3R | Adapter | Ne | Ne | Domači | Adapter | Ne | Ne | Ne |
| Erowa | Ne | Ne | Ne | Adapter | Domači | Ne | Ne | Ne |
| Jergens | Adapter | Adapter | Adapter | Ne | Ne | Domači | Neposredno | Adapter |
| Carr Lane | Adapter | Adapter | Adapter | Ne | Ne | Neposredno | Domači | Adapter |
| Maglock | Ne | Ne | Ne | Ne | Ne | Adapter | Adapter | Domači |
Zahteve za pnevmatski vmesnik
Sistemi za hitro menjavo potrebujejo za delovanje ustrezne pnevmatske povezave:
Standardi za pnevmatske priključke
| Vrsta sistema | Standardna povezava | Delovni tlak | Zahteva za pretok | Nadzorni vmesnik |
|---|---|---|---|---|
| Ničelna točka | M5/G1/8 | 5-6 barov | 20-40 l/min | Ventil 5/2 ali 5/3 |
| Paleta | M5 | 6-8 barov | 15-25 l/min | Ventil 5/2 |
| Krogelna ključavnica | G1/4 | 5-7 barov | 30-50 l/min | Ventil 5/2 |
| Piramida | G1/4 | 6-8 barov | 40-60 l/min | Ventil 5/2 z ojačevalnikom tlaka |
Strategija izvajanja za mešane sisteme
Za objekte z več standardi za hitro menjavo:
Ocena standardizacije
- popis obstoječih sistemov
- Ocenjevanje zahtev glede zmogljivosti
- Določanje izvedljivosti migracijePrehodni pristopi
- Strategija neposrednega nadomeščanja
- Integracija na podlagi adapterja
- Izvajanje hibridnega sistema
- Načrt postopne migracijeZahteve glede dokumentacije
- Specifikacije vmesnika
- Zahteve za adapter
- Specifikacije tlaka/pretoka
- Postopki vzdrževanja
Študija primera: Integracija sistema za hitro menjavo
Pred kratkim sem sodeloval s pogodbenim proizvajalcem, ki proizvaja komponente za različne industrije. Težave so bile povezane s predolgimi časi menjave in nedoslednim pozicioniranjem pri preklapljanju med različnimi linijami izdelkov.
Analiza je pokazala:
- Trije nezdružljivi sistemi hitre menjave v 12 strojih
- Povprečen čas prehoda na novo opremo 42 minut
- Težave s ponovljivostjo pozicioniranja po prehodu
- Zapleti pri pnevmatski povezavi
Z izvajanjem celovite rešitve:
- Standardiziran sistem vpenjanja z ničelno točko
- Razviti adapterji po meri za starejše napeljave
- Ustvarjena standardizirana plošča pnevmatskega vmesnika
- Vzpostavljen sistem barvno označenih povezav
- Razvita vizualna navodila za delo
Rezultati so bili impresivni:
- Skrajšan povprečni čas preklopa na 8,5 minute
- Izboljšana ponovljivost pozicioniranja do ±0,008 mm
- Odpravljene napake pri povezovanju
- Povečana izkoriščenost stroja za 14%
- Donosnost naložbe dosežena v 4,2 meseca
Celovita strategija izbire pnevmatskega pribora
Če želite izbrati optimalno pnevmatsko napravo za vsako aplikacijo, upoštevajte ta celostni pristop:
Opredelitev zahtev glede natančnosti
- Določite zahtevano natančnost pozicioniranja dela
- Opredelitev kritičnih dimenzij in toleranc
- Določitev sprejemljivih mejnih vrednosti vibracij
- Opredelitev ciljnih časov prehodaAnalizirajte operativne pogoje.
- Opredelitev sil in vibracij pri strojni obdelavi
- Dokumentiranje okoljskih dejavnikov
- Mapiranje delovnega poteka in zahtev za prehod
- Opredelitev omejitev združljivostiIzbira ustreznih tehnologij
- Izberite mehanizem sinhronizacije glede na potrebe po natančnosti
- Izbira protivibracijskih funkcij na podlagi dinamične analize
- Določite sistem hitre zamenjave glede na združljivostPotrditev izbire
- testiranje prototipa, kjer je to izvedljivo.
- Primerjalna ocena glede na industrijske standarde
- Izračunajte pričakovano donosnost naložbe in izboljšave učinkovitosti
Integrirana matrika za izbor
| Zahteve za prijavo | Priporočena sinhronizacija | Protivibracijski pristop | Sistem za hitro menjavo |
|---|---|---|---|
| Visoka natančnost, lahka obdelava | S prožilnim mehanizmom (±0,01-0,02 mm) | Kompozitna struktura z nastavljenim blaženjem | Natančna ničelna točka |
| Srednja natančnost, težka obdelava | Klinasti pogon (±0,03-0,05 mm) | Lito železo z omejenim blaženjem plasti | Kroglasta ključavnica ali piramida |
| Splošna uporaba, pogoste menjave | Sistem za povezavo (±0,05-0,08 mm) | Jeklo s strateškimi rebri | Sistem, ki temelji na režah T |
| Visoka hitrost, občutljivost na vibracije | Neposredni pogon s kompenzacijo | Sistem aktivnega blaženja | Natančen paletni sistem |
| Veliki deli, zmerna natančnost | Pnevmatska sinhronizacija | Optimizacija mase in izolacija | Težka ničelna točka |
Zaključek
Izbira optimalnega pnevmatskega pritrdišča zahteva razumevanje standardov sinhronizacije več čeljusti, protivibracijskih dinamičnih lastnosti in zahtev po združljivosti za hitro menjavo. Z uporabo teh načel lahko dosežete natančno pozicioniranje dela, zmanjšate škodljive vibracije in skrajšate čas menjave v kateri koli proizvodni aplikaciji.
Pogosta vprašanja o izbiri pnevmatskega pribora
Kako pogosto je treba v produkcijskih okoljih testirati sinhronizacijo z več čeljustmi?
Pri splošnih proizvodnih aplikacijah četrtletno testiranje sinhronizacije. Pri natančnih aplikacijah (medicina, vesoljska industrija) preskušajte mesečno. Za kritične aplikacije z majhnimi tolerancami (<0,02 mm) izvajajte tedensko preverjanje. Vedno preverite po vsakem vzdrževanju, spremembi tlaka ali ko se pojavijo težave s kakovostjo. Uporabljajte umerjene senzorje premikanja in rezultate dokumentirajte v svojem sistemu kakovosti. Razmislite o izvajanju preprostih testov "gre/ne gre" za dnevno preverjanje operaterja med uradnimi meritvami.
Katera je stroškovno najučinkovitejša rešitev proti vibracijam za obstoječe napeljave?
Za obstoječe napeljave je običajno stroškovno najučinkovitejša rešitev za naknadno namestitev dušenje z omejeno plastjo. Viskoelastične polimerne plošče s tankimi kovinskimi omejevalnimi plastmi uporabite na območjih z visokimi vibracijami, ugotovljenimi s testiranjem s pipo ali modalno analizo. Osredotočite se na območja z največjim odklonom v problematičnih načinih vibracij. Ta pristop običajno zmanjša vibracije za 50-70% ob skromnih stroških. Za večjo učinkovitost razmislite o dodajanju mase na strateških mestih in namestitvi izolacijskih nosilcev med pritrdiščem in mizo stroja.
Ali lahko v isti proizvodni celici mešam različne sisteme za hitro menjavo?
Da, vendar to zahteva skrbno načrtovanje in strategijo prilagajanja. Najprej določite svoj "primarni" sistem na podlagi zahtev po natančnosti in obstoječih naložb. Nato uporabite namenske adapterje za integracijo sekundarnih sistemov. Dokumentirajte učinke zlaganja adapterjev na natančnost in togost, saj vsak vmesnik poveča potencialno napako. Ustvarite jasne vizualne identifikacijske sisteme za preprečevanje neskladij in standardizacijo pnevmatskih povezav v vseh sistemih. Za dolgoročno učinkovitost pripravite načrt prehoda, da se ob zamenjavi napeljav standardizira en sam sistem.
-
Zagotavlja pregled standarda ISO 230-2, ki določa metode za preskušanje natančnosti pozicioniranja in ponovljivosti numerično krmiljenih obdelovalnih strojev. ↩
-
Razloži načelo delovanja linearnega diferencialnega transformatorja (LVDT), vrste električnega transformatorja, ki se uporablja za merjenje linearnega premika z visoko natančnostjo in zanesljivostjo. ↩
-
Opisuje eksperimentalno modalno analizo (EMA), postopek določanja modalnih parametrov (lastnih frekvenc, dušilnih razmerij in oblik načinov) konstrukcije na podlagi podatkov iz vibracijskih preskusov. ↩
-
Ponuja razlago analize končnih elementov (FEA), zmogljive računske metode za simulacijo odziva izdelka ali komponente na sile, vibracije, toploto in druge fizikalne učinke v realnem svetu v fazi načrtovanja. ↩
-
Podrobno predstavi načela sistemov breztočkovnega vpenjanja, ki so vrsta modularne tehnologije delovnega vpenjanja, ki zagotavlja zelo natančno, ponovljivo in hitro metodo za pozicioniranje in pritrjevanje pritrdilnih elementov ali obdelovancev. ↩
