

Tillverkningsingenjörer ställs inför katastrofala produktionsfel när tätningsbanden i stånglösa cylindrar försämras, vilket leder till tryckluftsläckage, minskad kraft, föroreningsinträngning och fullständigt systemhaveri som kan stoppa hela produktionslinjer i flera dagar i väntan på ersättningskomponenter.
Tekniken med stånglösa tätningsband för cylindrar utnyttjar avancerade polymermaterial, precisionstillverkade profiler och magnetiska kopplingssystem1 för att skapa läckagesäkra barriärer som upprätthåller ett konstant pneumatiskt tryck och samtidigt möjliggör en jämn linjär rörelse över hela slaglängden utan traditionella begränsningar för stångtätningar.
Förra veckan hjälpte jag Robert, en senior underhållsingenjör på en anläggning för bildelar i Michigan, att diagnostisera mystiska tryckfall i monteringslinjens stånglösa cylindrar. Den skyldige? Slitna tätningsband som tillät 30% luftläckage, vilket kostade hans företag $2 000 per dag i bortkastad tryckluft. 🔧
Innehållsförteckning
- Hur fungerar egentligen stånglösa tätningsband för cylindrar?
- Vilka material och designfunktioner gör tätningsbanden effektiva?
- Vilka faktorer orsakar fel på tätningsbandet och försämrad prestanda?
- Hur kan du optimera tätningsbandets prestanda och livslängd?
Hur fungerar egentligen stånglösa tätningsband för cylindrar?
Tätningsbandet är den mest kritiska komponenten i den stånglösa cylindertekniken och avgör systemets totala prestanda och tillförlitlighet.
Stånglösa cylindertätningsband fungerar genom flexibla polymerremsor som skapar dynamiska tätningar runt kolvenheten samtidigt som magnetkopplingen kan passera igenom, vilket upprätthåller tryckseparation mellan kamrarna samtidigt som det möjliggör dubbelriktad linjär rörelse utan extern stånggenomföring.
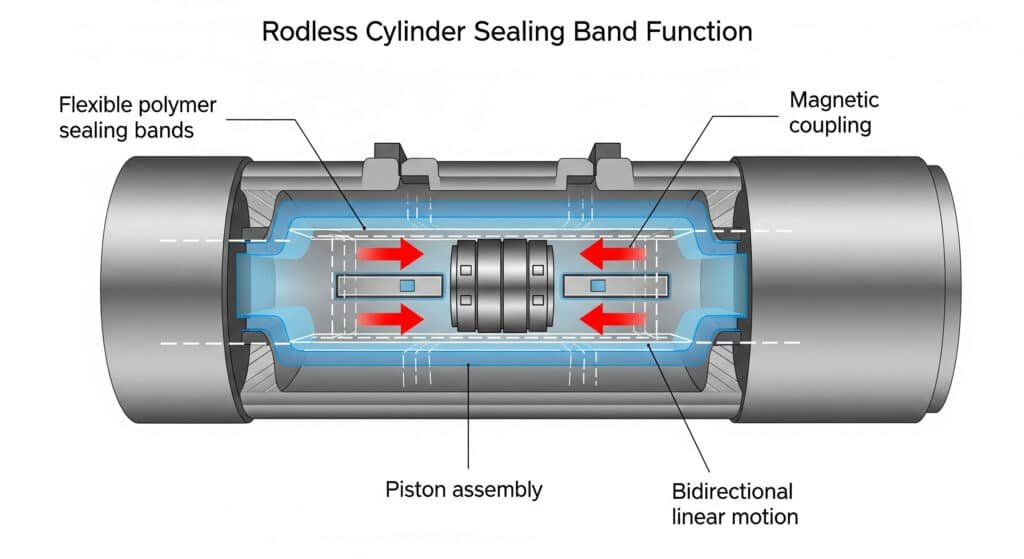
Grundläggande verksamhetsprinciper
Integration av magnetkopplingar
Tätningsbandet arbetar i harmoni med det magnetiska kopplingssystemet:
- Intern magnetenhet rör sig inom det förseglade cylinderhålet
- Vagn med extern magnet följer den interna monteringen genom magnetisk attraktion
- Tätningsband böjer sig runt de interna magneterna samtidigt som trycket bibehålls
- Kontinuerlig tätning förhindrar luftläckage genom hela slaglängden
- Dynamisk flexibilitet möjliggör magnetrörelser utan att försämra tätningens effektivitet
Hantering av tryckskillnad
| Driftsparameter | Standardområde | Kritisk tröskel |
|---|---|---|
| Arbetstryck | 1-10 bar | Maximalt 16 bar |
| Temperaturområde | -20°C till +80°C | Varierar beroende på material |
| Slaghastighet | 0,1-2,0 m/s | Beror på tillämpning |
| Cykelfrekvens | Upp till 10 Hz | Begränsas av värmeansamling |
Tätningsbandet måste tåla konstanta tryckskillnader samtidigt som det böjs tusentals gånger per dag. Våra Bepto-tätningsband är konstruerade för att klara 2 miljoner cykler vid fullt arbetstryck, vilket är betydligt bättre än OEM-standardspecifikationerna.
Detaljer om tätningsmekanismen
Dynamisk tätningsformation
Förseglingsprocessen omfattar flera kontaktpunkter:
- Primär tätningskontakt mellan band och cylindervägg
- Gränssnitt för sekundär tätning runt kolvenheten
- Flexibel deformationszon som rymmer magnetpassage
- Återhämtningsregion där bandet återgår till sin ursprungliga form
- Kontinuerlig tryckbarriär bibehålls under hela cykeln
Vilka material och designfunktioner gör tätningsbanden effektiva?
Avancerad materialvetenskap och precisionsteknik avgör tätningsbandets prestanda under krävande industriella förhållanden.
Effektiva tätningsband använder högpresterande polyuretanföreningar2, specialiserade tillsatser för slitstyrka, precisionsgjutna profiler med optimerad kontaktgeometri och förstärkningselement som ger hållbarhet samtidigt som flexibiliteten bibehålls under miljontals driftscykler.
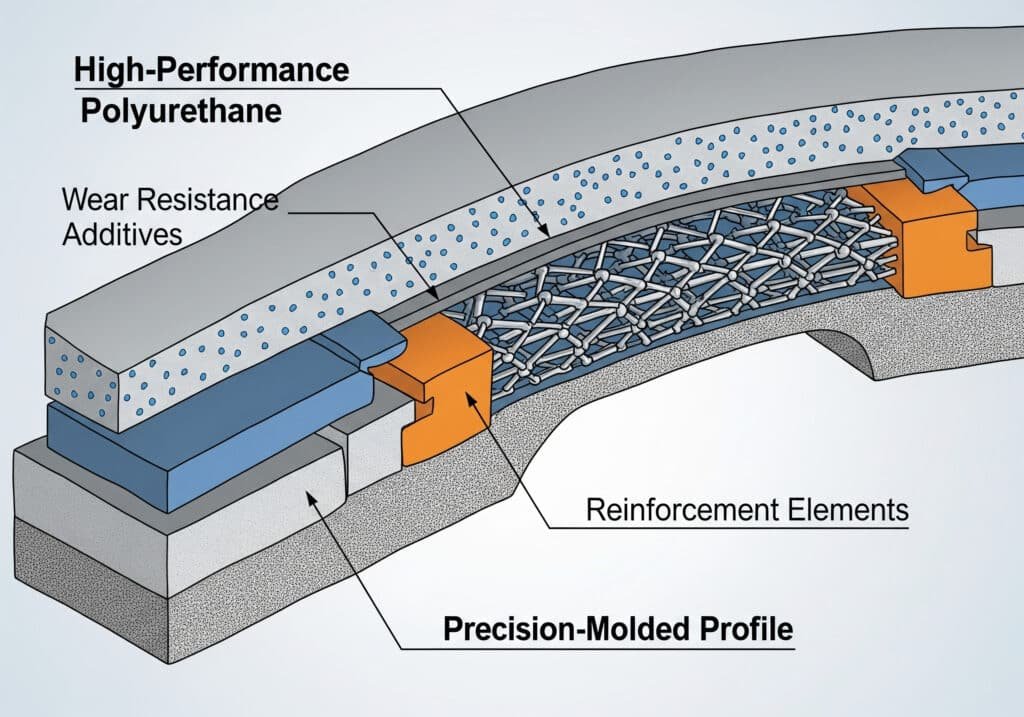
Fördelning av materialteknik
Analys av polymersammansättning
Moderna tätningsband använder sofistikerade materialformuleringar:
- Baspolymermatris - Typiskt polyuretan för optimal flexibilitet
- Additiv för slitstyrka - Kolsvart eller kiseldioxidförstärkning
- Temperaturstabilisatorer - Förhindrar nedbrytning under extrema förhållanden
- Anti-extruderingsmedel - Hålla formen under högt tryck
- Smörjförbättrande medel - Minskar friktion och värmeutveckling
Optimering av designfunktioner
| Designelement | Standardkonfiguration | Bepto Förbättring |
|---|---|---|
| Tvärsnittsprofil | Grundläggande rektangulär | Optimerad böjd geometri |
| Tryckfördelning vid kontakt | Uniform | Zoner med variabelt tryck |
| Materialets hårdhet | Enstaka durometer | Konstruktion med dubbla durometrar |
| Förstärkning | Ingen | Inbäddade tyglager |
| Ytbehandling | Standard | Egenutvecklad beläggning |
Krav på precision i tillverkningen
Kritiska dimensionstoleranser
Tätningsbandets effektivitet beror på extremt snäva tillverkningstoleranser:
- Variation i bredd måste ligga inom ±0,05 mm över hela längden
- Enhetlig tjocklek kräver ±0,02 mm konsistens
- Variation i hårdhet får inte överstiga ±2 Strand A3 punkter
- Ytfinish måste uppnå Ra 0,8 μm eller bättre
- Materialhomogenitet säkerställer konsekventa prestandaegenskaper
Jag arbetade nyligen med Jennifer, som är chef för ett företag som tillverkar förpackningsutrustning i Oregon, för att lösa återkommande tätningsfel i hennes stånglösa cylindrar. Efter att ha analyserat hennes applikationskrav tillhandahöll vi Bepto-tätningsband med vår förbättrade design med dubbla durometrar, vilket resulterade i 300% längre livslängd och eliminerade hennes månatliga utbytescykler. 🎯
Vilka faktorer orsakar fel på tätningsbandet och försämrad prestanda?
Förståelse för felmekanismer möjliggör proaktiva underhållsstrategier och optimalt val av tätningsband för specifika applikationer.
Fel på tätningsbandet beror vanligtvis på för höga drifttemperaturer, inträngande föroreningar, felaktiga installationsmetoder, kemisk inkompatibilitet, mekaniska skador på grund av felaktig inriktning och normalt slitage som kan förutses och förebyggas genom korrekt systemdesign och underhållsprotokoll.
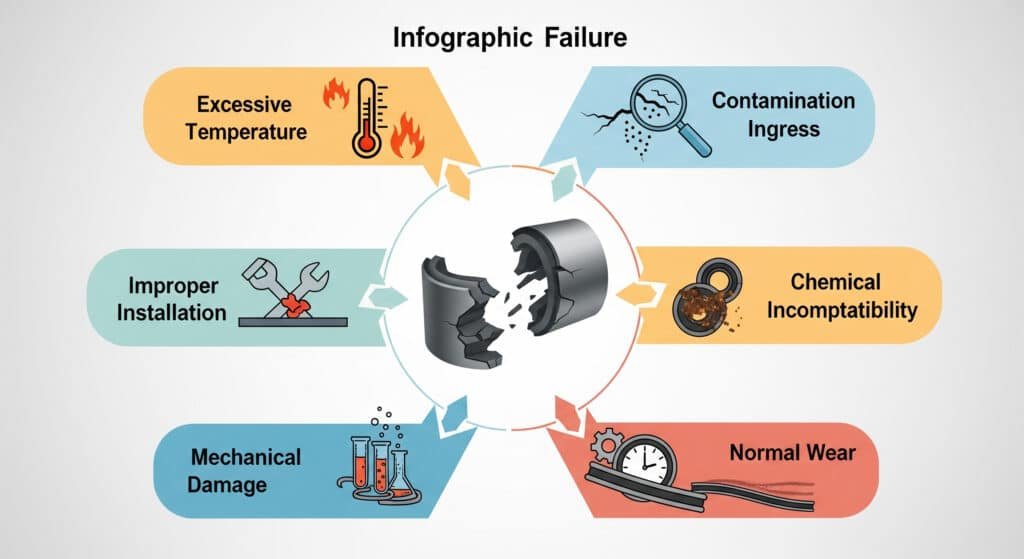
Primära felmekanismer
Mönster för termisk nedbrytning
Värme är den vanligaste orsaken till att tätningsbandet går sönder i förtid:
- Överdriven friktion från felinställning eller kontaminering
- Högfrekvent cykling genererar värmeuppbyggnad
- Exponering för omgivande temperatur bortom materiella gränser
- Kemiska reaktioner påskyndas av förhöjda temperaturer
- Påfrestning vid termisk cykling från temperaturfluktuationer
Analys av föroreningspåverkan
| Föroreningstyp | Skademekanism | Strategi för förebyggande |
|---|---|---|
| Metallpartiklar | Abrasivt slitage | Förbättrad filtrering |
| Kemiska ångor | Svällande material | Kompatibla material |
| Fuktinträngning | Nedbrytning genom hydrolys4 | Miljömässig tätning |
| Förorening av olja | Mjukgörande/svällande | Val av material |
| Dammansamling | Ökning av friktion | Regelbunden rengöring |
Förutsägbara felindikatorer
Tidiga varningstecken
Erfarna ingenjörer kan identifiera ett hotande fel i tätningsbandet genom:
- Gradvis tryckförlust under statisk hållning
- Ökad luftförbrukning under normal drift
- Oregelbundna rörelsemönster eller stick-slip-beteende5
- Synliga slitagemärken på cylinderröret
- Inkonsekventa prestanda mellan cyklerna
Hur kan du optimera tätningsbandets prestanda och livslängd?
För att maximera tätningsbandets livslängd krävs systematisk uppmärksamhet på installations-, drifts- och underhållsmetoder.
För att optimera tätningsbandets prestanda krävs rätt materialval för driftförhållandena, exakta installationsrutiner, åtgärder för att förebygga kontaminering, regelbundna inspektionsprotokoll och proaktiv utbytesplanering baserad på cykelräkning och prestandaövervakning snarare än reaktiv felhantering.
Bästa praxis för installation
Viktiga steg vid installationen
Korrekt installation har en direkt inverkan på tätningsbandets livslängd:
- Förberedelse av cylinder - Rengör alla ytor noggrant
- Verifiering av uppriktning - Säkerställer perfekt rakhet i borrhålet
- Bandets positionering - Följ tillverkarens riktlinjer för orientering
- Justering av spänning - Applicera specificerad förspänning utan översträckning
- Testning av system - Verifiera läckaget innan full drift
Strategier för optimering av prestanda
| Optimeringsområde | Standardpraxis | Bepto Rekommendation |
|---|---|---|
| Arbetstryck | Maximal nominell | 80% av maximal märkning |
| Cykelfrekvens | Efter behov | Optimerade arbetscykler |
| Temperaturreglering | Drift i omgivande miljö | Aktiv kylning vid behov |
| Kontroll av kontaminering | Grundläggande filtrering | Filtrering i flera steg |
| Underhållsschema | Felbaserad | Prediktiv övervakning |
Bepto Fördel inom tätningsteknik
Vår tekniska överlägsenhet
På Bepto har vi investerat kraftigt i teknikutveckling för tätningsband:
- Avancerade materialformuleringar testad för 5 miljoner cykler
- Precisionstillverkning med automatiserad kvalitetskontroll
- Applikationsspecifika konstruktioner optimerad för olika branscher
- Teknisk support från erfarna pneumatikingenjörer
- Kostnadseffektiva lösningar ger 40% besparingar jämfört med OEM-delar
Våra tätningsband överträffar konsekvent OEM-specifikationerna samtidigt som de ger betydande kostnadsbesparingar. Vi upprätthåller omfattande lager för omedelbar leverans, vilket säkerställer att dina produktionslinjer aldrig väntar på kritiska tätningskomponenter. 🚀
Slutsats
Tekniken med stånglösa tätningsband för cylindrar är en sofistikerad teknisk lösning som kräver djup förståelse för material, konstruktionsprinciper och applikationskrav för att uppnå optimal prestanda och livslängd i krävande industriella miljöer.
Vanliga frågor om tätningsbandsteknik för stånglösa cylindrar
F: Hur ofta ska tätningsbanden för stånglösa cylindrar bytas ut?
Intervallerna för byte av tätningsband beror på driftförhållandena, men varierar normalt mellan 1-3 år eller 2-5 miljoner cykler, och proaktivt byte rekommenderas vid 80% av den förväntade livslängden för att förhindra oväntade fel.
Q: Kan olika tätningsbandsmaterial användas i samma cylinder?
Materialkompatibilitet är avgörande för korrekt tätningsprestanda, och blandning av olika material kan orsaka ojämna slitagemönster, så använd alltid identiska tätningsbandsmaterial i hela cylinderenheten.
Fråga: Vilka är tecknen på att tätningsband behöver bytas ut omedelbart?
Indikatorer för omedelbart byte är synligt luftläckage, tryckfall som överstiger 5% under statisk hållning, oregelbunden cylinderrörelse, ökad tryckluftsförbrukning eller synliga skador på tätningsbandets yta.
F: Hur jämför Bepto tätningsband med delar från tillverkare av originalutrustning?
Bepto tätningsband erbjuder motsvarande eller överlägsen prestanda som OEM-delar samtidigt som de ger 30-40% kostnadsbesparingar, snabbare leveranstider och förbättrad hållbarhet genom våra avancerade materialformuleringar och precisionstillverkningsprocesser.
F: Vilka installationsverktyg krävs för byte av tätningsband?
Installation av tätningsband kräver grundläggande handverktyg, ren arbetsmiljö, korrekta uppriktningsfixturer, momentspecifikationer för monteringsbultar och testutrustning för tryckluft för att verifiera korrekt installation och läckagefri funktion.
-
Lär dig mer om de grundläggande principerna för hur magnetiska kopplingar överför kraft utan fysisk kontakt. ↩
-
Utforska materialegenskaperna hos polyuretanelastomerer, inklusive deras flexibilitet och hållbarhet. ↩
-
Förstå Shore A-hårdhetsskalan och hur den används för att mäta durometern hos mjuka polymerer och elastomerer. ↩
-
Upptäck den kemiska processen hydrolys och hur den leder till nedbrytning av polymera material som polyuretan. ↩
-
Fördjupa dig i orsakerna till och effekterna av stick-slip-fenomenet, ett vanligt problem i system med glidande friktion. ↩
