

Inledning
Problemet: Din livsmedelsbearbetningslinje klarar alla visuella inspektioner, men ändå ATP-svabbprov1 upprepade gånger misslyckas - och du kan inte identifiera föroreningskällan. 🦠 Agitationen: Det du inte ser är de mikroskopiska ojämnheterna på ytan av dina pneumatiska cylindrar, som skapar perfekta bakteriehärdar som överlever standardrengöringsprotokoll, vilket leder till produktåterkallelser, överträdelser av regler och skador på varumärkets rykte som kostar miljoner. Lösningen: Genom att förstå sambandet mellan cylinderytans topografi och bakteriernas retention förvandlas dina pneumatiska komponenter från kontamineringsrisker till hygieniskt utformade tillgångar som uppfyller FDA:s krav., EHEDG2, och 3-A hygienstandarder.
Här är det direkta svaret: Bakteriernas retention i pneumatiska cylindrar är direkt proportionell mot ytjämnheten – ytor med Ra-värden över 0,8 mikrometer skapar sprickor där bakterier koloniserar och bildar biofilmer3 motståndskraftiga mot standardrengöring. Cylindrar av livsmedelskvalitet kräver Ra ≤ 0,4 mikron (elektropolerad4 rostfritt stål), radieövergångar ≥ 3 mm (inga skarpa hörn) och fullständig dränerbarhet för att uppnå en bakteriereducering på 99,91 TP3T+ under CIP-cykler. Standardindustriella cylindrar med Ra 1,6–3,2 mikron behåller 100–1000 gånger fler bakterier även efter rengöring, vilket gör dem olämpliga för direktkontakt med livsmedel.
För tre månader sedan fick jag ett brådskande samtal från David, kvalitetschef på en mejerifabrik i Wisconsin. Hans anläggning hade misslyckats med tre ATP-svabbtester i rad och inspektörerna hade spårat kontamineringen till pneumatiska cylindrar som användes i den automatiserade förpackningslinjen. Trots dagliga tvättprocedurer förblev bakterieantalet förhöjt. När vi undersökte cylindrarna under förstoring fann vi Ra 2,5 mikrometer stora ytor med skarpkantade monteringsspår - perfekta grogrunder för bakterier som ingen rengöring kunde sanera på ett tillfredsställande sätt. Det här är den dolda kontamineringsrisk som de flesta livsmedelsförädlare inte upptäcker förrän det är för sent. 🧪
Innehållsförteckning
- Varför är yttopografin viktig i cylindrar för livsmedelsbearbetning?
- Vilka ytfinishstandarder krävs för att uppfylla kraven på livsmedelssäkerhet?
- Hur påverkar designfunktioner bakteriernas retention och rengöringsbarhet?
- Vilka cylinderspecifikationer uppfyller kraven för livsmedelssäkerhet?
Varför är yttopografin viktig i cylindrar för livsmedelsbearbetning?
Det är viktigt att förstå mikrobiologin bakom ytkontaminering innan man specificerar utrustning för livsmedel. 🔬
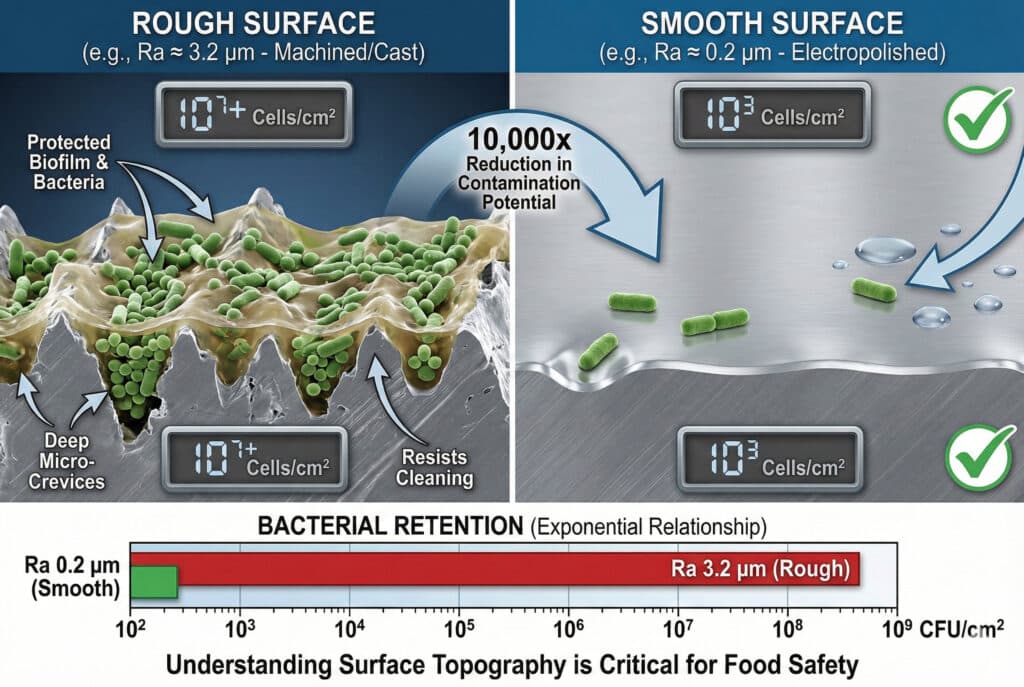
Ytans topografi är viktig eftersom bakterier är 0,5–5 mikrometer stora, vilket gör att de kan kolonisera ojämnheter på ytan som är osynliga för blotta ögat men som utgör skyddade mikromiljöer för tillväxt. Ytjämnheter över Ra 0,8 mikrometer skapar dalar och toppar där bakterier fäster, förökar sig och bildar biofilmer – organiserade bakteriesamhällen inneslutna i skyddande polysackaridmatriser som motstår rengöringskemikalier, extrema temperaturer och mekanisk skrubbning. En enda kvadratcentimeter av en yta med Ra 3,2 mikrometer kan hysa 10⁶–10⁸ bakterieceller, medan en elektropolerad yta med Ra 0,2 mikrometer av samma area endast behåller 10²–10⁴ celler – en 10 000-faldig skillnad i kontamineringspotential.
Mikrobiologin bakom ytkolonisering
Bakteriers vidhäftning till ytor följer en förutsägbar utveckling:
Steg 1: Initial anknytning (0–4 timmar)
- Bakterier på ytorna av vätskekontaktcylindrar
- Svag van der Waals-krafter5 skapa vändbar fästning
- Släta ytor (Ra < 0,4 µm) gör det enkelt att skölja bort produkten.
- Grova ytor (Ra > 0,8 µm) ger mekanisk förankring
Steg 2: Irreversibel bindning (4–24 timmar)
- Bakterier producerar vidhäftande proteiner och pili
- Starka kemiska bindningar bildas till ytan
- Ytjämnheten ökar fäststyrkan 10–100 gånger
- Bakterier börjar producera extracellulära polymera substanser (EPS)
Steg 3: Biofilmbildning (1–7 dagar)
- Bakteriekolonier växer och sprider sig
- EPS-matris omsluter bakterier i ett skyddande lager
- Biofilm blir resistent mot rengöringskemikalier
- Avlägsnande och återkontaminering av produkten påbörjas
Ytjämnhet och bakteriell belastning – sambandet
På Bepto Pneumatics har vi genomfört omfattande tester av bakterieretention:
| Ytfinish (Ra) | Typ av yta | Bakterierester efter rengöring | Rengöringsbarhet | Livsmedelssäkerhetsstatus |
|---|---|---|---|---|
| 0,2 µm | Elektropolerad 316L | 10²-10³ CFU/cm² | Utmärkt | FDA/EHEDG-kompatibel |
| 0,4 µm | Polerad 316L | 10³-10⁴ CFU/cm² | Mycket bra | 3-A-kompatibel |
| 0,8 µm | Finbearbetad 304 | 10⁴-10⁵ CFU/cm² | Bra | Marginal för mat |
| 1,6 µm | Standardbearbetad | 10⁵-10⁶ CFU/cm² | Rättvist | Inte livsmedelsklassad |
| 3,2 µm | Grovbearbetad | 10⁶-10⁸ CFU/cm² | Dålig | Oacceptabelt |
| 6,3 µm | Gjuten/svetsad | 10⁷-10⁹ CFU/cm² | Mycket dålig | Föroreningskälla |
Kritisk insikt: Även en 10x förbättring av ytfinishen ger en 100-1000x minskning av bakteriehalten - förhållandet är exponentiellt, inte linjärt. 📊
Varför standardindustricylindrar misslyckas i livsmedelsapplikationer
De flesta industriella pneumatiska cylindrar är konstruerade för mekanisk prestanda, inte hygien:
Typiska industriella cylinderytor:
- Aluminiumkroppar: Ra 1,6–3,2 µm (bearbetad), porös mikrostruktur
- Förkromade stavar: Ra 0,8–1,6 µm (bättre, men fortfarande otillräckligt)
- Målade ytor: Ra 2,5–6,3 µm (värsta möjliga för bakterier)
- Gängade anslutningar: Vassa hörn, sprickor, döda utrymmen
- O-ringsspår: 90° hörn fångar upp bakterier och vätskor
Föroreningsmekanismer:
- Sprickkorrosion: Skapar gropar som hyser bakterier
- Vätskeansamling: Spåren samlar upp produktrester och rengöringsmedel.
- Biofilmskydd: Grova ytor möjliggör bildandet av tjock biofilm
- Ofullständig dränering: Horisontella ytor behåller fukt
Konsekvenser av föroreningar i verkligheten
Livsmedelsindustrin riskerar stränga straff för bakteriell kontaminering:
Regulatoriska konsekvenser:
- Varningar och samtyckesavtal från FDA
- Obligatoriska produktåterkallelser ($10M+ genomsnittlig kostnad)
- Stängning av anläggningar under sanering
- Ökad inspektionsfrekvens under flera år
Affärspåverkan:
- Skada på varumärkets rykte (ofta permanent)
- Förlust av stora detaljhandelskunder
- Försäkringspremiehöjningar
- Potentiellt straffrättsligt ansvar för företagsledare
Davids mejerifabrik i Wisconsin stod inför en potentiell återkallelse på $2,3M innan vi identifierade och ersatte förorenade cylindrar. Investeringen på $18.000 i utbyten av livsmedelskvalitet förhindrade katastrofala förluster. 💰
Vilka ytfinishstandarder krävs för att uppfylla kraven på livsmedelssäkerhet?
Flera tillsynsmyndigheter definierar krav på ytfinish för utrustning som kommer i kontakt med livsmedel. 📋
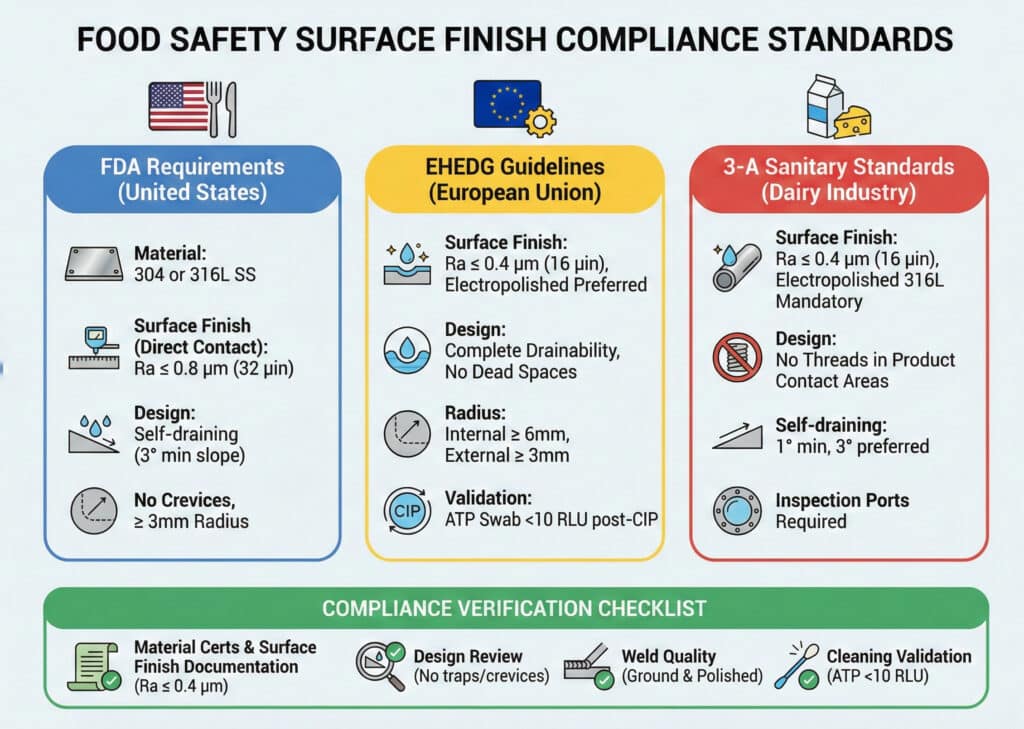
Livsmedelssäkerhet kräver att tre primära standarder följs: FDA-föreskrifterna kräver rostfritt stål av typ 304 eller 316L med en ytfinish på Ra ≤ 0,8 mikron för direkt kontakt med livsmedel, EHEDG-riktlinjerna (European Hygienic Engineering & Design Group) kräver Ra ≤ 0,4 mikron med fullständig dränerbarhet och inga döda utrymmen, och 3-A Sanitary Standards specificerar Ra ≤ 0,4 mikron (32 mikroinch) med elektropolerad yta för mejeriprodukter. Verifiering av efterlevnad kräver dokumenterade ytjämnhetstester, materialcertifieringar och validering av rengöringseffektivitet genom ATP-svabbprovning som uppnår <10 RLU (relativa ljusenheter) efter CIP-cykler.
FDA-krav (USA)
21 CFR del 110 – Gällande god tillverkningssed
Materialkrav:
- Rostfritt stål 304 eller 316L (föredras för korrosionsbeständighet)
- Giftfria, icke-absorberande material
- Korrosionsbeständig i livsmedelsbearbetningsmiljöer
- Ingen urlakning av bly, kadmium eller giftiga metaller
Krav på ytfinish:
- Direkt kontakt med livsmedel: Ra ≤ 0,8 µm (32 mikro tum)
- Indirekt kontakt (stänkområden): Ra ≤ 1,6 µm
- Icke-kontaktområden: Inga specifika krav, men måste kunna rengöras.
Designkrav:
- Självdränerande design (minsta lutning 3°)
- Inga återvändsgränder eller sprickor
- Jämna radieövergångar (≥ 3 mm radie)
- Tillgänglig för inspektion och rengöring
EHEDG-riktlinjer (Europeiska unionen)
EHEDG Doc 8: Kriterier för hygienisk utrustningsdesign
Strängare än FDA:s krav:
Ytfinish:
- Ytor som kommer i kontakt med livsmedel: Ra ≤ 0,4 µm (16 mikrotum)
- Elektropolerad yta föredras för optimal rengöringsbarhet
- Svetsfogar: Jämn och polerad för att matcha basmaterialet
Kriterier för utformning:
- Fullständig dränerbarhet: Ingen vätskeansamling någonstans
- Radiuskrav: Inre hörn ≥ 6 mm, yttre ≥ 3 mm
- Eliminering av dödutrymme: Maximalt 1,5 gånger rördiametern för döda ben
- CIP-kompatibilitet: Kan rengöras utan demontering
Valideringskrav:
- Dokumenterade studier av rengöringsvalidering
- Mikrobiologisk testning före/efter rengöring
- ATP-svabbprov <10 RLU efter CIP
3-A Sanitära standarder (mejeribranschen)
3-A Standard 605-03: Godkända metoder för permanent installerade produkt- och lösningsrörledningar samt rengöringssystem
De strängaste kraven:
Ytfinish:
- Ra ≤ 0,4 µm (16 mikrotum) för alla produkters kontaktytor
- Elektropolerat rostfritt stål 316L obligatorisk
- Svets kvalitet: Full penetration, slipad och polerad
Designkrav:
- Självdränerande: 1° minsta lutning, 3° rekommenderas
- Inga trådar i produktkontaktområden
- Packningsmaterial: Endast FDA-godkända elastomerer
- Inspektionsluckor: Krävs för visuell verifiering
Metoder för mätning av ytfinish
Noggranna mätningar är avgörande för att kunna verifiera efterlevnaden:
Ra (aritmetiskt medelvärde för grovhet):
- Vanligaste mätparametern
- Genomsnitt av absoluta värden för avvikelser i ytprofilen
- Mätt i mikrometer (µm) eller mikrotum (µin)
- Konvertering: 1 µm = 39,37 µin
Mättekniker:
- Profilometer: Kontaktstiftet rör vid ytan (mest exakt)
- Optiska metoder: Kontaktfri laser- eller vitljusinterferometri
- Jämförelsesstandarder: Visuella/taktila referensblock (fältanvändning)
Checklista för verifiering av efterlevnad
För specifikationer för cylindrar av livsmedelskvalitet:
✅ Materialcertifiering: 304 eller 316L rostfritt stål med fabrikstestrapporter
✅ Dokumentation av ytfinish: Ra ≤ 0,4 µm verifierat med profilometer
✅ Designöversyn: Inga sprickor, döda utrymmen eller vätskefällor
✅ Svets kvalitet: Jämn och polerad för att matcha basmaterialet
✅ Packningsmaterial: FDA-godkänd, dokumenterad efterlevnad
✅ Rengöringsvalidering: ATP-testning <10 RLU efter CIP
✅ Efterlevnad av regelverk: FDA/EHEDG/3-A enligt tillämpligt
Hur påverkar designfunktioner bakteriernas retention och rengöringsbarhet?
Utöver ytfinishen har geometriska designelement en avgörande inverkan på hygienprestandan. 🛠️
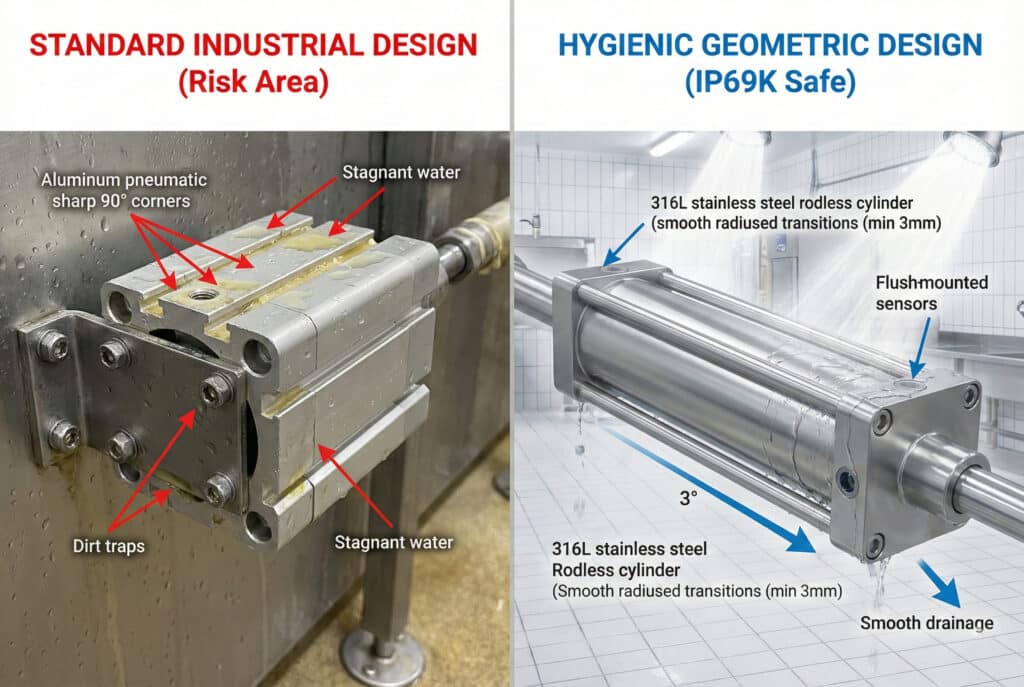
Hygienisk cylinderkonstruktion kräver fem viktiga egenskaper: rundade övergångar med en radie på minst 3 mm som eliminerar skarpa hörn där bakterier kan kolonisera, fullständig dränering med 3° lutning som förhindrar vätskeretention, tätade lagersystem som förhindrar inträngning av rengöringskemikalier och produkt, släta yttre ytor utan fördjupningar eller utskjutande delar som fångar upp skräp, samt modulär konstruktion som möjliggör demontering för inspektion och djup rengöring. Standardcylindrar för industriellt bruk med 90° hörn, horisontella monteringsytor och komplex geometri samlar 50–500 gånger mer bakterier än hygieniskt utformade motsvarigheter, även med identisk ytfinish, vilket gör geometrisk optimering lika viktig som materialval.
Kritiska designfunktioner
Funktion 1: Rundade hörn och övergångar
Problemet med vassa hörn:
- 90° hörn skapar stillastående zoner där rengöringsvätskor inte når fram.
- Bakterier koloniserar skyddade områden
- Biofilmbildningen accelererar i hörnen
- Omöjligt att verifiera rengöringseffektiviteten
Hygienisk designlösning:
- Minsta radie 3 mm för alla inre hörn
- 6 mm radie rekommenderas för kritiska områden
- Jämn blandning mellan ytor
- Inga vassa kanter var som helst på ytor som kommer i kontakt med livsmedel
Bakteriereduktion: 10–50 gånger färre bakterier med korrekt radie
Funktion 2: Dräneringsförmåga och självrengörande geometri
Problemet med vätskeansamling:
- Horisontella ytor behåller rengöringsmedel och produktrester
- Kvarhållna vätskor blir grogrund för bakterietillväxt
- Ofullständig dränering förhindrar effektiv CIP
- Fukt främjar korrosion och biofilmbildning
Hygienisk designlösning:
- 3° minsta lutning på alla ytor (helst 5°)
- Dränering vid lägsta punkt utan fickor eller fällor
- Vertikal monteringsriktning där det är möjligt
- Inga blindhål eller håligheter
Rengöringseffektivitet: 90% minskning av rengöringstid och kemikalieanvändning
Funktion 3: Förseglade lager- och stångsystem
Problemet med exponerade lager:
- Standardstångstätningar tillåter inträngning av rengöringskemikalier
- Intern kontaminering från tvättprocedurer
- Smörjmedelsutspolning minskar prestandan
- Korrosion av interna komponenter
Hygienisk designlösning:
- Dubbel tätade lagersystem med barriärförseglingar
- Stångstyrningar i rostfritt stål (ingen brons eller plast)
- Smörjmedel av livsmedelskvalitet kompatibel med rengöringskemikalier
- Skyddsklass IP69K för högtryckstvätt
Förebyggande av kontaminering: Eliminerar intern bakterietillväxt
Funktion 4: Släta yttre ytor
Problemet med komplexa geometrier:
- Monteringsfästen skapar sprickor och skuggor
- Fästdonens huvuden fångar upp skräp
- Etikettplattor och namnskyltar är en grogrund för bakterier
- Kabelgenomföringar skapar vägar för föroreningar
Hygienisk designlösning:
- Infällda fästelement med släta lock
- Integrerade monteringsfunktioner (inga extra parenteser)
- Lasermärkning istället för självhäftande etiketter
- Tätade kabelgenomföringar med hygieniska anslutningar
Rengöringseffektivitet: 70% minskning av rengöringstiden
Funktion 5: Modulär konstruktion för inspektion
Problemet med förseglade enheter:
- Kan inte verifiera intern renlighet
- Dold förorening växer oupptäckt
- Omöjligt att utföra djup rengöring
- Tillsynsinspektörer kan inte validera hygien
Hygienisk designlösning:
- Verktygsfri demontering för inspektion
- Inspektionsluckor med hygieniska skydd
- Avtagbara ändlock för intern åtkomst
- Dokumenterade demonteringsprocedurer
Valideringskapacitet: Möjliggör fullständig hygienkontroll
Jämförelse: Standard vs. hygienisk design
| Designfunktion | Standardindustriell cylinder | Hygienisk cylinder av livsmedelskvalitet | Skillnad i bakterieretention |
|---|---|---|---|
| Hörnradie | 0 mm (90° skarpa hörn) | 3-6 mm radierade övergångar | 10-50x reduktion |
| Ytlutning | 0° (horisontell montering) | 3-5° självdränerande | 20-100x minskning |
| Lagerförseglingar | Enkel torkartätning | Dubbla barriärstätningar (IP69K) | Eliminerar intern kontaminering |
| Extern geometri | Komplex med sprickor | Slät, infälld | 5-20x minskning |
| Demontering | Permanent montering | Modulär, utan verktyg | Aktiverar validering |
| Material | Aluminium/lackerat stål | 316L elektropolerat rostfritt stål | 100–1000 gångers minskning |
Bepto Hygienic Design Approach
På Bepto Pneumatics har vi utvecklat livsmedelsgodkända stånglösa cylindrar med integrerade hygieniska funktioner:
Hygienisk stånglös cylinder-serie:
- Konstruktion i 316L rostfritt stål överallt
- Elektropolerad Ra 0,2–0,4 µm på alla ytor
- Minsta radie 3 mm på alla övergångar
- 5° lutande övre yta för fullständig dränering
- IP69K-tätad vagn förebyggande av intern kontaminering
- Infällda sensorer med hygieniska M12-kontakter
- Verktygsfri inspektionsåtkomst för validering
- FDA/EHEDG-kompatibel design med dokumentation
Varför stånglösa ventiler för livsmedelsapplikationer:
- Ingen exponerad stång förorena eller förorenas
- Sluten styrskena skyddar interna komponenter
- Kompakt design minskar ytan som behöver rengöras
- Överlägsen rengöringsbarhet jämfört med stavcylindrar
Davids mjölkproduktionslösning i Wisconsin
Minns du Davids kontamineringsproblem? Här är vad vi upptäckte och åtgärdade:
Ursprungliga förorenade cylindrar:
- Aluminiumkropp med lackerad yta (Ra 3,2 µm)
- Förkromad stång (Ra 1,2 µm)
- 90° hörnfästen
- Horisontell orientering med vätskefällor
- Exponerade stångtätningar som tillåter inträngning vid tvätt
Bepto Hygienisk ersättning:
- 316L rostfria stånglösa cylindrar
- Elektropolerad yta med Ra 0,3 µm
- 5 mm rundade hörn överallt
- Vertikal montering med 5° dräneringslutning
- IP69K-tätat transportsystem
Resultat efter 6 månader:
- ATP-svabbprov: Konsekvent 200 RLU ursprungligen)
- Bakterieantal: 99,97%-reduktion efter rengöring
- Efterlevnad av regelverk: Godkänt alla FDA-inspektioner
- Rengöringstid: Minskat med 60% (15 minuter jämfört med 40 minuter per rad)
- Inga kontamineringsincidenter sedan installationen
David berättade för mig: “Jag förstod aldrig att cylinderkonstruktionen kunde vara ett problem för livsmedelssäkerheten. Vi trodde att det var rengöringsprotokollen som var problemet, men det var faktiskt utrustningen som inte kunde rengöras tillräckligt. De hygieniska cylindrarna förändrade vår kontamineringskontroll.” ✅
Vilka cylinderspecifikationer uppfyller kraven för livsmedelssäkerhet?
Genom att översätta lagstadgade krav till upphandlingsspecifikationer säkerställs att utrustningen väljs i enlighet med kraven. 📝
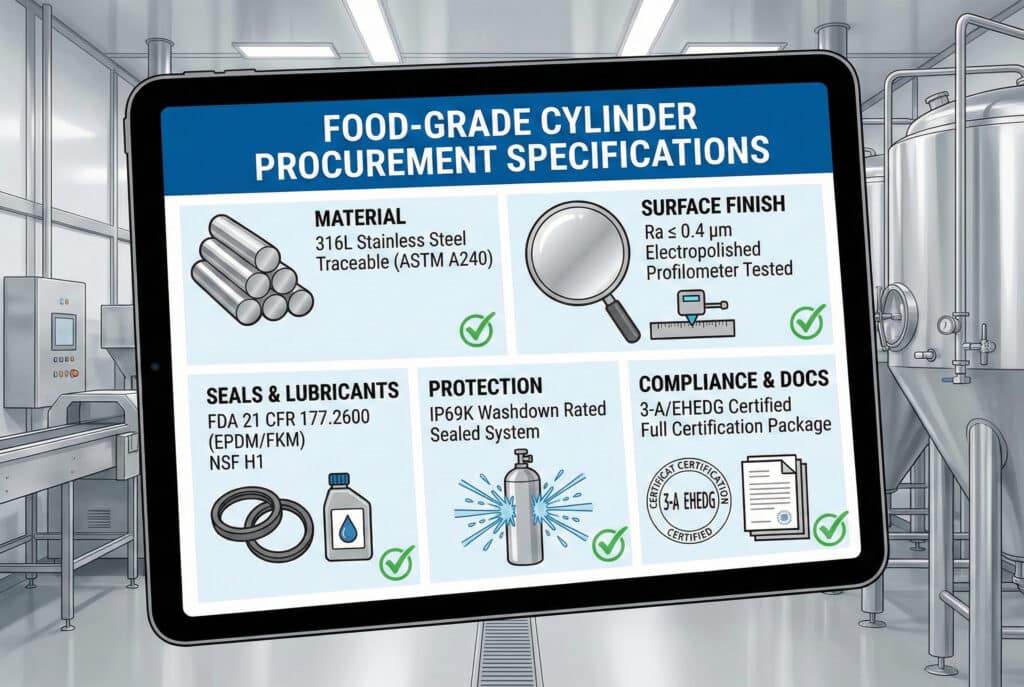
Pneumatiska cylindrar av livsmedelskvalitet måste uppfylla följande krav: Konstruktion i rostfritt stål 316L med materialcertifieringar och spårbarhet, elektropolerad ytfinish Ra ≤ 0,4 mikron verifierad genom profilometertestning, FDA-godkända elastomerer (EPDM, silikon eller FKM) med säkerhetsdatablad, minst IP69K- eller IP67-skyddsklass för tvättmiljöer, 3-A- eller EHEDG-certifiering från oberoende testning samt komplett dokumentationspaket inklusive materialcertifieringar, ytfinishrapporter, rengöringsvalideringsprotokoll och deklarationer om regelefterlevnad. Cylindrar som uppfyller dessa specifikationer kostar 2–4 gånger mer än industriella motsvarigheter, men förhindrar kontamineringsincidenter som kostar 100–1000 gånger prisskillnaden.
Komplett specifikationsmall
Materialspecifikationer:
✅ Kroppsmaterial: 316L rostfritt stål (ASTM A240, EN 1.4404)
✅ Stångmaterial: 316L rostfritt stål, härdat och elektropolerat
✅ Fästdon: 316 rostfritt stål, passiverat
✅ Tätningar: FDA 21 CFR 177.2600-kompatibel (EPDM eller FKM)
✅ Smörjmedel: NSF H1 livsmedelsklassad, dokumenterad överensstämmelse
Specifikationer för ytfinish:
✅ Produktens kontaktytor: Ra ≤ 0,4 µm (elektropolerad)
✅ Icke-kontaktytor: Ra ≤ 0,8 µm minimum
✅ Svetsfogar: Slipad, polerad till Ra ≤ 0,4 µm
✅ Verifiering: Profilometertestrapporter krävs
Designspecifikationer:
✅ Hörnradie: Minsta 3 mm alla inre hörn
✅ Dräneringslutning: Minimum 3°, helst 5°
✅ Döda utrymmen: Nolltolerans för vätskefällor
✅ Ingressskydd: IP69K för högtryckstvätt
✅ Montering: Vertikal orientering eller lutande för dränering
Dokumentation av efterlevnad:
✅ Materialcertifieringar: Mill testrapporter för allt rostfritt stål
✅ Ytfinishrapporter: Profilometermätningar
✅ Elastomerens eftergivenhet: FDA 21 CFR 177.2600-deklarationer
✅ Efterlevnad av regelverk: 3-A-, EHEDG- eller FDA-dokumentation
✅ Rengöringsvalidering: ATP-testprotokoll och baslinjedata
Kostnads- och nyttoanalys
| Cylindertyp | Initial kostnad | Förväntad livslängd | Risk för kontaminering | Total kostnad för 5 år |
|---|---|---|---|---|
| Industriell standard | $200 | 3-5 år | Mycket hög (80-90%) | $200 + $2.3M återkallningsrisk |
| “Marin kvalitet” SS | $400 | 4-6 år | Hög (50-70%) | $400 + $1.5M återkallningsrisk |
| Livsmedelsklass (grundläggande) | $600 | 5-8 år | Måttlig (10-20%) | $600 + $300K återkallningsrisk |
| Hygienisk design (Premium) | $800-1,200 | 8–12 år | Låg (1-5%) | $800-1 200 + minimal risk |
Kritisk insikt: Premien på $600-1,000 XNUMX för äkta cylindrar av livsmedelskvalitet är trivial jämfört med till och med en enda föroreningsincident. 💡
Checklista för upphandling
Vid specificering av cylindrar av livsmedelskvalitet:
Steg 1: Definiera applikationskrav
- Direkt kontakt med livsmedel eller stänkområde?
- CIP-temperatur och kemisk exponering?
- Tvätttryck och frekvens?
- Regulatorisk jurisdiktion (FDA, EHEDG, 3-A)?
Steg 2: Begär dokumentation
- Materialcertifieringar med spårbarhet
- Testrapporter för ytfinish
- Intyg om överensstämmelse (FDA/EHEDG/3-A)
- Rengöringsvalideringsprotokoll
Steg 3: Kontrollera designfunktioner
- Kontrollera om det finns vassa hörn och sprickor.
- Bekräfta dräneringskapacitet
- Kontrollera tätningsmaterial och klassificeringar
- Kontrollera ingångsskyddsklassificering
Steg 4: Validera prestanda
- Genomför ATP-svabbprovning som baslinje
- Utför rengöringsvalideringsstudie
- Dokumentera bakteriereduceringsgraden
- Upprätta övervakningsprotokoll
Steg 5: Upprätthåll efterlevnaden
- Kvartalsvis ATP-svabbprovtagning
- Årlig kontroll av ytfinish
- Dokumenterade rengöringsprocedurer
- Schema för förebyggande byte av tätningar
Fördelarna med Bepto Food-Grade
Vi erbjuder kompletta lösningar för livsmedelssäkerhet:
Produktlinje:
- Hygieniska stånglösa cylindrar: 316L, Ra 0,2–0,4 µm, IP69K
- Aktuatorer av livsmedelskvalitet: 3-A-godkänd för mejeriprodukter
- Sanitära gripdon: Elektropolerad, rundad design
- Tvättbara ventiler: IP69K, konstruktion i rostfritt stål
Dokumentationspaket:
- Materialcertifieringar med full spårbarhet
- Profilometerrapporter om ytfinish
- FDA 21 CFR 177.2600 elastomeröverensstämmelse
- 3-A- och EHEDG-deklarationer om överensstämmelse med konstruktionskrav
- Rengöringsvalideringsprotokoll med ATP-testprocedurer
Teknisk support:
- Gratis konsultation om applikationsteknik
- Stöd för utveckling av rengöringsprotokoll
- Vägledning för efterlevnad av regelverk
- Valideringsstöd på plats
Prissättning:
- Konkurrenskraftig: 30-40% mindre än större OEM-cylindrar av livsmedelskvalitet
- Transparent: Kompletta specifikationer och dokumentation ingår
- Snabb leverans: Lagerkonfigurationer levereras inom 5 dagar
Slutsats
Livsmedelssäkerhet i pneumatiska system handlar inte om dyr utrustning – det handlar om att förstå mikrobiologin bakom ytkontaminering, specificera rätt ytfinish och designegenskaper, implementera validerade rengöringsprotokoll och upprätthålla dokumenterad efterlevnad som förvandlar pneumatiska cylindrar från potentiella kontamineringskällor till hygieniskt utformade komponenter som skyddar produktkvaliteten, varumärkets rykte och konsumenternas säkerhet. 🎯
Vanliga frågor om livsmedelssäkerhet och cylinderytans topografi
Kan jag använda standardcylindrar av rostfritt stål för livsmedelsapplikationer?
Nej, standardcylindrar av rostfritt stål har vanligtvis ytor med Ra 1,6–3,2 mikron med skarpa hörn och vätskefällor som håller kvar 100–1000 gånger mer bakterier än livsmedelsklassade konstruktioner – materialet i sig garanterar inte livsmedelssäkerhet. Äkta livsmedelscylindrar kräver elektropolerade ytor med Ra ≤ 0,4 µm, rundade hörn, fullständig dränerbarhet och validerad rengöringsbarhet. Att bara använda rostfritt stål utan rätt ytfinish och design skapar en falsk känsla av säkerhet samtidigt som risken för kontaminering förblir hög.
Hur ofta ska livsmedelscylindrar rengöras och valideras?
Rengör livsmedelsgodkända cylindrar vid varje produktionsskiftbyte (vanligtvis dagligen), utför ATP-validering med svabbprov varje vecka och genomför fullständiga mikrobiologiska tester varje månad för att upprätthålla efterlevnaden och upptäcka kontamineringsmönster innan de blir problem. Rengöringsfrekvensen beror på produkttyp – produkter med hög risk (mejeriprodukter, rått kött) kräver mer frekvent rengöring än produkter med låg risk (torrvaror, förpackade produkter). På Bepto Pneumatics tillhandahåller vi rengöringsvalideringsprotokoll som är specifika för din applikation och dina lagstadgade krav.
Vad är skillnaden mellan IP67- och IP69K-klassificeringar för livsmedelsapplikationer?
IP67 skyddar mot tillfällig nedsänkning i vatten men inte mot högtrycks- och högtemperaturtvätt, medan IP69K specifikt testas mot 80 °C vatten vid 80–100 bars tryck – endast IP69K är lämpligt för CIP/tvättmiljöer inom livsmedelsindustrin. IP67-tätningar klarar inte vanliga tvättförhållanden i livsmedelsanläggningar (60–80 °C, 40–100 bar tryck), vilket gör att vatten och kemikalier kan tränga in och orsaka inre föroreningar och korrosion. Ange alltid IP69K för livsmedelsbearbetning med automatiska tvättsystem.
Kan pneumatiska cylindrar steriliseras för aseptisk livsmedelsbearbetning?
Ja, men endast cylindrar som är särskilt konstruerade för termisk sterilisering med 316L rostfritt stål, högtemperaturtätningar (FKM eller FFKM klassade för 150 °C+) och validerad värmefördelning – standardcylindrar av livsmedelskvalitet kan rengöras men inte steriliseras. Aseptisk bearbetning kräver ångsterilisering vid 121–134 °C, vilket överstiger kapaciteten hos de flesta elastomerer och smörjmedel. På Bepto Pneumatics erbjuder vi cylindrar av aseptisk kvalitet för farmaceutiska och ultrahögtemperaturtillämpningar inom livsmedelsindustrin, men de kräver specialdesign och kostar 3–4 gånger mer än standardcylindrar av livsmedelskvalitet.
Är stånglösa cylindrar bättre än stångcylindrar när det gäller livsmedelssäkerhet?
Ja, stånglösa cylindrar ger överlägsen livsmedelssäkerhet eftersom de eliminerar den exponerade stången som är den primära kontamineringsvägen i traditionella cylindrar – den slutna vagnkonstruktionen förhindrar produktkontakt och förenklar rengöringen med 40-60%. Cylindrar med stång har en inbyggd hygienisk nackdel: stången sträcker sig genom tätningar ut i produktionsmiljön och dras sedan tillbaka och för med sig föroreningar tillbaka in. Med stånglösa cylindrar hålls alla rörliga komponenter inneslutna i en tätad styrskena. På Bepto Pneumatics rekommenderar vi stånglös teknik för alla applikationer med direktkontakt med livsmedel - det är i sig mer hygieniskt, lättare att rengöra och ger bättre långsiktig kontamineringskontroll. 🚀
-
Läs en teknisk guide om hur man använder övervakning av adenosintrifosfat (ATP) för att kontrollera hygiennivån i livsmedelsproduktionen. ↩
-
Ta del av de officiella riktlinjerna från European Hygienic Engineering & Design Group angående säkerhetsstandarder för utrustning. ↩
-
Utforska den vetenskapliga mekanismen bakom hur bakteriella biofilmer utvecklas på industriella material och deras resistens mot sanering. ↩
-
Förstå elektropoleringprocessen och hur den skapar en mikroskopiskt slät yta för att minimera bakterietillväxt. ↩
-
Läs mer om de intermolekylära krafter som styr det inledande stadiet av bakteriell vidhäftning till fasta ytor. ↩
