

Dåliga monteringsmetoder förstör i tysthet ställdon i industrianläggningar över hela världen och orsakar för tidiga fel som kostar företagen tusentals kronor i oväntad stilleståndstid. Felaktiga uppriktningar står för över 60% av alla fel på pneumatiska ställdon, men de flesta av dessa problem kan helt förebyggas med korrekta installationstekniker.
Korrekt montering och uppriktning kan förlänga ställdonets livslängd från 2-3 år till 8-10 år genom att eliminera sidolaster1vilket minskar det interna slitaget och säkerställer optimal kraftfördelning under ställdonets hela slagcykel. Nyckeln ligger i att förstå lastvägar, upprätthålla vinkelräta monteringsytor och implementera korrekta stödstrukturer.
Förra veckan fick jag ett samtal från en frustrerad underhållschef i Ohio vars anläggning bytte ut ställdon var 18:e månad. Efter att ha granskat deras installationsmetoder upptäckte vi enkla justeringsfel som kostade dem över $50,000 XNUMX årligen i för tidiga utbyten. 😤
Innehållsförteckning
- Vilka är de kritiska kraven på monteringsytan för ställdonets livslängd?
- Hur eliminerar man skadliga sidobelastningar under installationen?
- Vilka verktyg och tekniker för justering säkerställer optimal prestanda?
- Vilka vanliga monteringsfel orsakar förtida fel på ställdonet?
Vilka är de kritiska kraven på monteringsytan för ställdonets livslängd?
Fundamentstabilitet och ytprecision utgör hörnstenen i framgångsrika ställdonsinstallationer och har en direkt inverkan på slitagemönstret för interna komponenter.
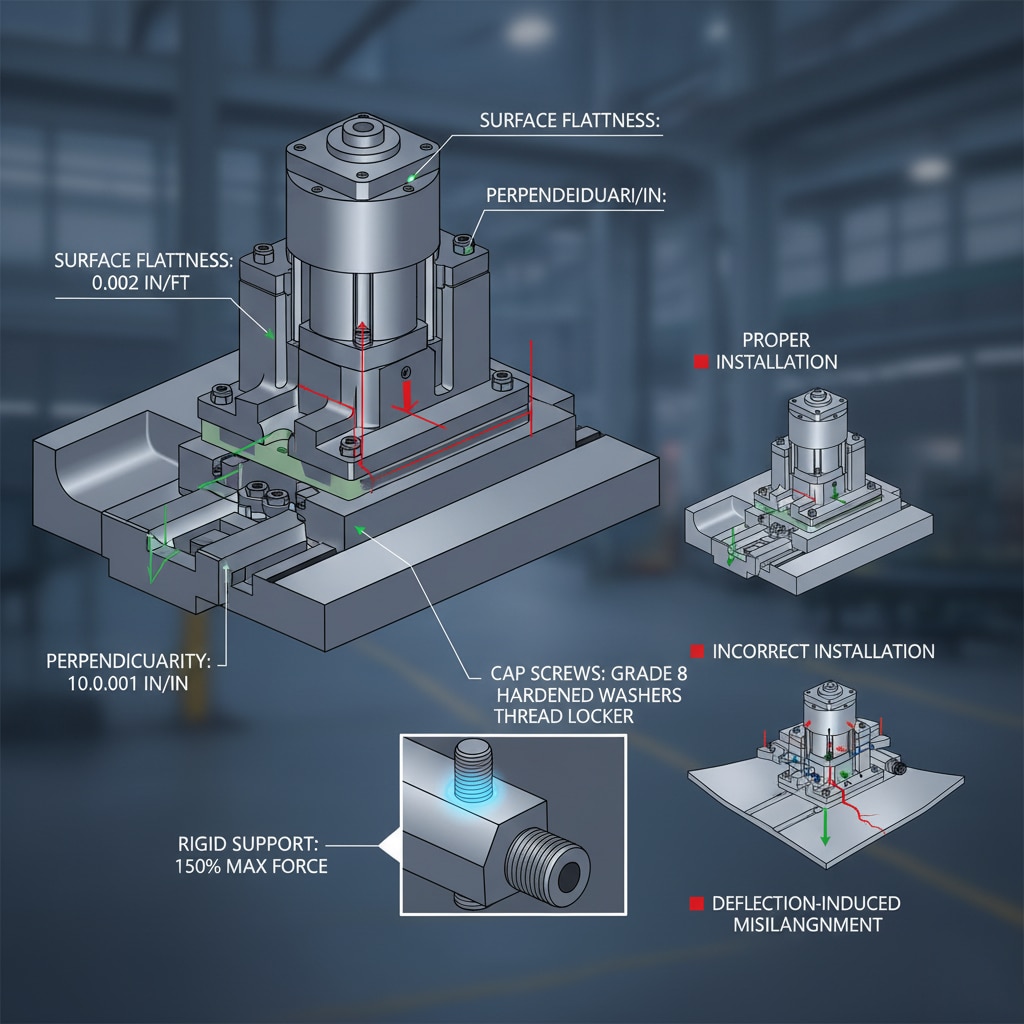
Monteringsytorna måste vara plana inom 0,002″ per fot, vinkelräta inom 0,001″ per tum och ge ett styvt stöd som kan hantera 150% av ställdonets maximala kraftuttag för att förhindra felinställning orsakad av avböjning.
Viktiga standarder för ytpreparering
Korrekt montering börjar med noggrann ytbehandling:
Krav på planhet och vinkelräthet
- Ytans planhet: Maximal avvikelse på 0,002″ över monteringslängden
- Vinkelrät tolerans: Inom 0,001″ per tum av monteringsytan
- Ytfinish: 125 RMS2 eller bättre för optimal kontakt
- Materialets tjocklek: Minst 1,5x bultdiameter för tillräcklig gängning
Specifikationer för monteringsutrustning
| Komponent | Specifikation | Vridmomentvärde | Materialkvalitet |
|---|---|---|---|
| Skruvar med lock | Minst årskurs 8 | 75% av provbelastning3 | Legerat stål |
| Brickor | Härdad plan | N/A | SAE 1060+. |
| Monteringsplattor | 1/4″ minsta tjocklek | N/A | A36 stål minimum |
| Trådlåsning | Medelhög styrka | Per tillverkare | Anaerobiskt häftämne4 |
Framgångshistoria från verkligheten
Jag arbetade med Jennifer, en anläggningsingenjör på en förpackningsanläggning i Charlotte, North Carolina. Hennes team upplevde fel på stångtätningarna var sjätte månad på sina Bepto stånglösa cylindrar. Efter att ha inspekterat deras monteringssystem upptäckte vi att deras monteringsplattor i aluminium böjde sig under belastning. Genom att uppgradera till rätt dimensionerade stålplattor och ombearbeta monteringsytorna har Jennifers ställdon nu fungerat felfritt i över 3 år. 🔧
Hur eliminerar man skadliga sidobelastningar under installationen?
Sidobelastningar är den mest destruktiva kraft som verkar på pneumatiska ställdon och orsakar accelererat slitage och katastrofala tätningsfel.
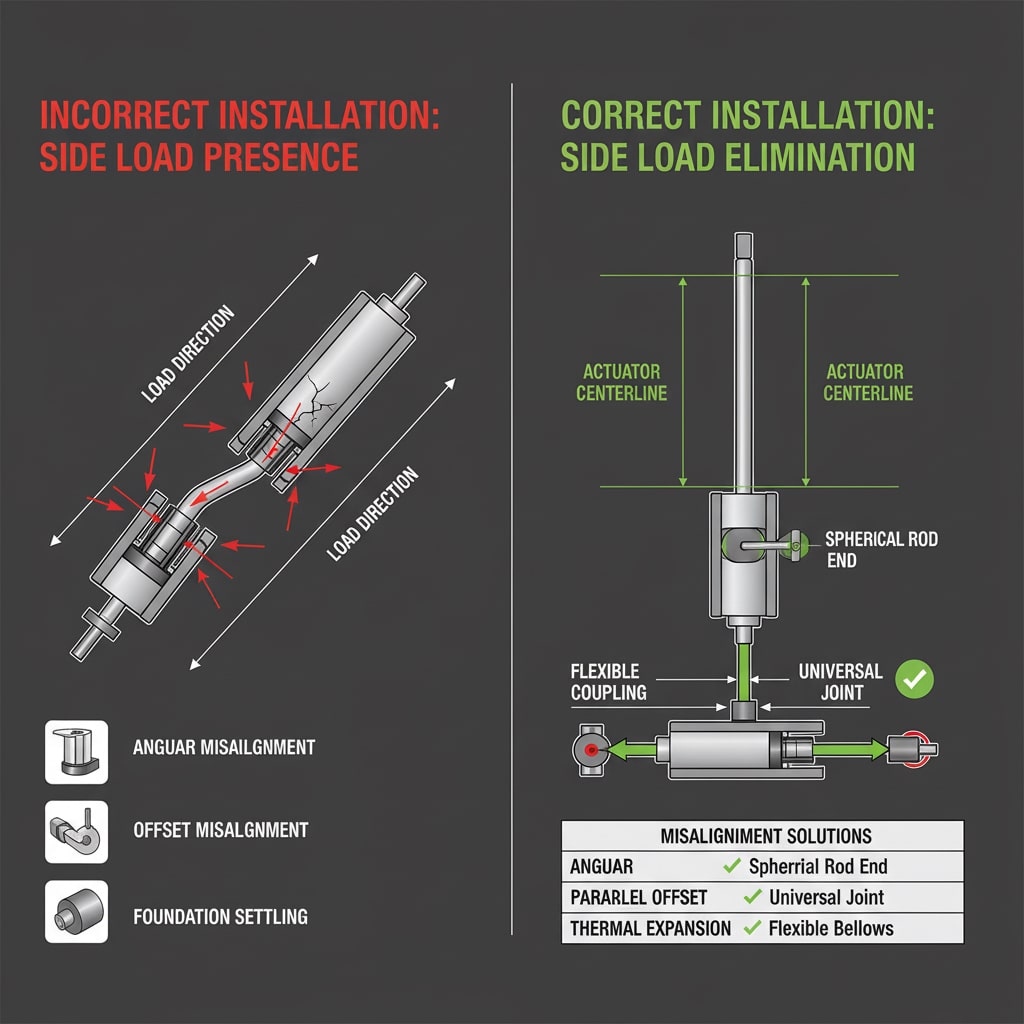
För att eliminera sidolaster krävs att man håller perfekt linjeföring mellan ställdonets centrumlinje och lastriktningen, använder flexibla kopplingar där det behövs och ser till att alla anslutna komponenter rör sig i parallella plan under hela slagcykeln.
Förståelse av sidobelastningskällor
Sidolaster uppstår på grund av flera olika installationsfel:
Orsaker till belastning på primär sida
- Vinkelfelinställning: Stångaxeln inte parallell med lastriktningen
- Offset felinställning: Stångens mittlinje förskjuten från lastens mittlinje
- Termisk expansion: Differentiell expansion mellan ställdon och last
- Sättning av fundament: Gradvis rörelse av monteringsytorna
Tekniker för eliminering av sidobelastning
Flexibla kopplingslösningar
- Sfäriska länkhuvuden: Kan hantera upp till 25° vinkelfelinställning
- Universalförband: Hantera både vinkel- och parallellförskjutning
- Flexibel bälg: Absorbera skillnader i värmeutvidgning
- Glidande styrningar: Förhindra bindning under slagcykler
| Typ av felinställning | Maximal tolerans | Rekommenderad lösning | Kostnadspåverkan |
|---|---|---|---|
| Angular | 0.5° | Sfärisk stångände | Låg |
| Parallell förskjutning | 0,010″ | Universell led | Medium |
| Termisk expansion | Variabel | Flexibel koppling | Medium |
| Sättning av fundament | 0,005 tum | Justerbara fästen | Hög |
Vilka verktyg och tekniker för justering säkerställer optimal prestanda?
Precisionsuppriktning kräver specialverktyg och systematiska mättekniker för att uppnå de toleranser som krävs för att förlänga ställdonens livslängd.
Professionell uppriktning använder lasersystem för applikationer med långa slaglängder, mätklockor för precisionsmätningar och systematiska steg-för-steg-procedurer som verifierar uppriktningen vid flera slaglängder för att säkerställa konsekvent prestanda i hela driftområdet.
Verktygssats för professionell uppriktning
Viktig mätutrustning
- System för laseruppriktning: ±0,001″ noggrannhet över 10+ fot
- Indikatorer på ratten: 0,0001″ upplösning för precisionsarbete
- Precisionsrutor: Verifierade referenser för vinkelräthet
- Avkännarmätare: Spaltmätning och verifiering av ytkontakt
Steg-för-steg-inriktningsprocedur
Inledande installationsfas
- Montera ställdon användning av tillfälliga fästanordningar
- Position belastning vid mitten av slaget
- Kontrollera parallellitet med hjälp av laser eller rätskiva
- Verifiera vinkelräthet med precision kvadrat
- Mät upp spelrum vid alla anslutningspunkter
Process för finjustering
- Justera mellanlägg för montering för att uppnå parallellism
- Flytta ställdonets position för justering av mittlinje
- Verifiera inriktningen vid båda strokeextremerna
- Kontrollera för bindning genom hela cykeln
- Applicera slutligt vridmoment till alla monteringsbeslag
På Bepto Pneumatics tillhandahåller vi detaljerade justeringsförfaranden med varje ställdonsleverans, och vårt tekniska supportteam erbjuder fjärrkonsultation för att säkerställa korrekt installation. 📐
Vilka vanliga monteringsfel orsakar förtida fel på ställdonet?
Genom att förstå och undvika vanliga installationsfel kan man förhindra 90% för tidiga fel på ställdon i industriella applikationer.
De mest destruktiva monteringsfelen inkluderar otillräckligt stöd från fundamentet, felaktigt val av fästelement, försummelse av hänsyn till termisk expansion och underlåtenhet att verifiera inriktningen efter den första installationen, där varje fel potentiellt kan minska ställdonets livslängd med 50-80%.
Kritiska installationsfel
Misstag i samband med fundament och support
- Underdimensionerade monteringsplattor: Orsakar nedböjning under belastning
- Otillräckligt åtdragningsmoment för bult: Tillåter rörelse under drift
- Blandade fästelementskvaliteter: Skapar ojämna spännkrafter
- Bortser från termiska effekter: Tar inte hänsyn till expansion/kontraktion
Fel i uppriktning och lastväg
- Enpunktsmätningar: Kontrollerar inte uppriktningen under hela slaget
- Ignorering av ansluten utrustning: Underlåtenhet att beakta anpassning nedströms
- Otillräckliga klareringar: Skapar störningar under drift
- Bristfällig dokumentation: Registrerar inte dimensioner som byggts
Jag hjälpte nyligen Michael, en underhållschef på en reservdelsfabrik för bilindustrin i Detroit. Hans team bytte ut tätningar till ställdon varje månad på grund av vad som verkade vara normalt slitage. Undersökningen visade att de återanvände gamla monteringsdetaljer med uttänjda gängor, vilket skapade inkonsekventa klämkrafter. Efter att ha implementerat våra rekommenderade monteringsprocedurer och använt korrekta Grade 8-fästelement förlängdes Michaels tätningsbytesintervall till över 18 månader. 🚗
Checklista för förebyggande åtgärder
| Kontrollpunkt | Frekvens | Tolerans | Åtgärder krävs |
|---|---|---|---|
| Vridmoment för monteringsbult | Installation + 30 dagar | ±10% av specifikation | Dra åt igen vid behov |
| Ytans planhet | Förinstallation | 0,002″/ft | Maskin om den överskrids |
| Verifiering av uppriktning | Installation + 90 dagar | Enligt tillverkarens specifikationer | Justera om det behövs |
| Spalter för termisk expansion | Säsongsbaserad | Konstruktionsgodkännande | Modifiera om bindning uppstår |
Slutsats
Korrekt montering och uppriktning är grunden för tillförlitliga ställdon och avgör direkt om din utrustning fungerar i månader eller årtionden.
Vanliga frågor om montering och uppriktning av ställdon
F: Hur ofta ska jag kontrollera ställdonets inriktning efter installationen?
S: Kontrollera uppriktningen inom 30 dagar efter installationen, sedan kvartalsvis under det första året och därefter årligen. Applikationer med hög cykel kan kräva tätare verifiering.
F: Kan jag använda gänglåsningsmedel på alla monteringsfästen?
A: Använd medelstarkt gänglåsningsmedel på monteringsbultar, men undvik det på justerskruvar eller anslutningar som underhålls ofta. Följ alltid tillverkarens specifikationer för din specifika applikation.
F: Vilken är den maximalt acceptabla sidobelastningen för pneumatiska ställdon?
S: De flesta pneumatiska ställdon kan hantera 2-5% av sin tryckkraft som sidobelastning, men om sidobelastningen elimineras helt genom korrekt uppriktning förlängs livslängden dramatiskt.
Q: Hur tar jag hänsyn till värmeutvidgning vid montering av ställdon?
A: Beräkna förväntad expansion baserat på temperaturområde och materialkoefficienter. Tillhandahåll lämpliga avstånd och använd flexibla kopplingar där termisk rörelse överstiger 0,005 ″.
F: Är Beptos ersättningsställdon kompatibla med befintlig monteringsutrustning?
S: Ja, våra ställdon är dimensionellt kompatibla med de största OEM-märkena samtidigt som de erbjuder överlägsen monteringsflexibilitet och omfattande installationsstöd, vilket säkerställer sömlöst utbyte med förbättrad tillförlitlighet.
-
Förstå den tekniska definitionen av en sidobelastning (eller radiell belastning) och hur den påverkar lager och linjära rörelsesystem. ↩
-
Lär dig hur RMS (Root Mean Square) används för att mäta och ange den mikroskopiska grovheten hos en bearbetad yta. ↩
-
Lär dig mer om definitionen av ett fästelements provbelastning, den maximala kraft som det kan motstå utan permanent deformation. ↩
-
Utforska vetenskapen bakom anaeroba lim, som härdar i frånvaro av luft för att låsa och täta gängade fästelement. ↩
