

Giriş
Pnömatik sisteminiz basınç kaybediyor, verimlilik düşüyor ve bakım maliyetleri hızla artıyor. 💨 Bu ay iki kez contaları değiştirdiniz, ancak birkaç hafta içinde tekrar arızalanıyorlar. Bunun nedeni conta kalitesi değil, çoğu mühendisin gözden kaçırdığı ekstrüzyon boşluğu fiziğidir. Basınç, conta malzemesini mikroskobik boşluklara zorladığında, felaketle sonuçlanacak arızalar kaçınılmazdır.
Ekstrüzyon boşlukları, yüksek basıncın conta malzemesinin akmasına ve deforme olmasına neden olabileceği, birbirine geçen silindir bileşenleri arasındaki boşluklardır. Conta arızasını önlemek için, hassas işleme toleransları, uygun yedek halka seçimi ve malzeme uyumluluğu sayesinde boşluk boyutlarının kritik eşiklerin altında tutulması (basınç ve conta sertliğine bağlı olarak genellikle 0,1-0,3 mm) gerekir. Böylece, kenarların aşınması, yırtılma ve contanın giderek bozulması önlenir.
Kısa bir süre önce, Wisconsin'deki bir yüksek hızlı şişeleme tesisinde bakım süpervizörü olarak çalışan Thomas'a, gizemli bir conta arızası sorununu çözmesinde yardımcı oldum. Onun rodless silindirleri 12 bar basınçta çalışıyordu ve birinci sınıf poliüretan contalar kullanılmasına rağmen contalar 3-4 haftada bir arızalanıyordu. Gerçek ekstrüzyon boşluklarını ölçtüğümüzde, 0,45 mm'lik boşluklar bulduk; bu, güvenli sınırların çok ötesindeydi. Maksimum 0,15 mm boşluk ve uygun yedek halkalarla tasarlanmış Bepto silindirlerimizle yenileme yaptıktan sonra, contalarının ömrü 18 aydan fazla uzadı. 🔍
İçindekiler
- Ekstrüzyon Boşlukları Nedir ve Neden Sızdırmazlık Arızalarına Neden Olurlar?
- Basınç, Ekstrüzyon Boşluklarında Conta Malzemesinin Davranışını Nasıl Etkiler?
- Farklı Basınç Aralıkları için Kritik Boşluk Boyutları Nelerdir?
- Hangi tasarım özellikleri ve yedek halkalar, çubuksuz silindirlerde contanın dışarı çıkmasını önler?
Ekstrüzyon Boşlukları Nedir ve Neden Sızdırmazlık Arızalarına Neden Olurlar?
Sızdırmazlık ekstrüzyonunun arkasındaki mekanik fiziği anlamak, erken arızaları ve maliyetli kesintileri önlemek için çok önemlidir. ⚙️
Ekstrüzyon boşlukları, silindir bileşenleri (piston-silindir, çubuk-salmastra) arasındaki radyal veya eksenel boşluklardır ve basınçlı sızdırmazlık malzemesi yük altında akabilir. Sistem basıncı, contanın deformasyona karşı direncini aştığında, elastomer bu boşluklara ekstrüde olur ve nibbling (conta kenarlarında küçük yırtıklar), ilerleyen malzeme kaybı ve sonunda yırtılma veya sızdırmazlık müdahalesinin kaybı yoluyla tam sızdırmazlık arızasına neden olur.
Mühür Ekstrüzyonunun Mekanizması
Conta malzemesini, basınç altındaki kalın bal gibi düşünün. Düşük basınçlarda conta şeklini korur ve oluğun içinde kalır. Basınç arttıkça malzeme, onu mevcut herhangi bir boşluğa itmeye çalışan bir gerilime maruz kalır. Ekstrüzyon boşluğu bir valf açıklığı gibi davranır; basınç kuvveti contanın malzeme mukavemetini ve sürtünme direncini aştığında, conta boşluğa akmaya başlar.
Bu ani bir arıza değildir. Bu, conta kenarında mikroskobik malzeme yer değiştirmesiyle başlayan aşamalı bir bozulmadır. Her basınç döngüsü, boşluğa biraz daha fazla malzeme iter. Yüzlerce veya binlerce döngüden sonra, bu durum görünür bir aşınma oluşturur; sanki biri conta kenarından küçük ısırıklar almış gibi görünen küçük yırtıklar.
Standart Toleranslar Neden Yeterli Değildir?
Birçok silindir üreticisi, ±0,2 mm veya hatta ±0,3 mm genel işleme toleransları ile çalışmaktadır. 6 barın altındaki düşük basınçlı uygulamalar için bu kabul edilebilir olabilir. Ancak modern endüstriyel pnömatik sistemlerde yaygın olan 10-16 bar basınçlarda, bu toleranslar sızdırmazlık arızasına neden olan ekstrüzyon boşlukları oluşturur.
Bepto'da bunu acı verici saha deneyimleriyle öğrendik. Şirketimizin kuruluşunun ilk dönemlerinde, endüstri standardı toleranslara uygun silindirler üretiyorduk ve müşterilerin neden yüksek basınçlarda sızdırmazlık sorunları yaşadıklarını anlayamıyorduk. Ayrıntılı arıza analizi, ekstrüzyon mekanizmasını ortaya çıkardı ve daha sıkı boşluklar sağlamak için üretim süreçlerimizi tamamen yeniden tasarladık.
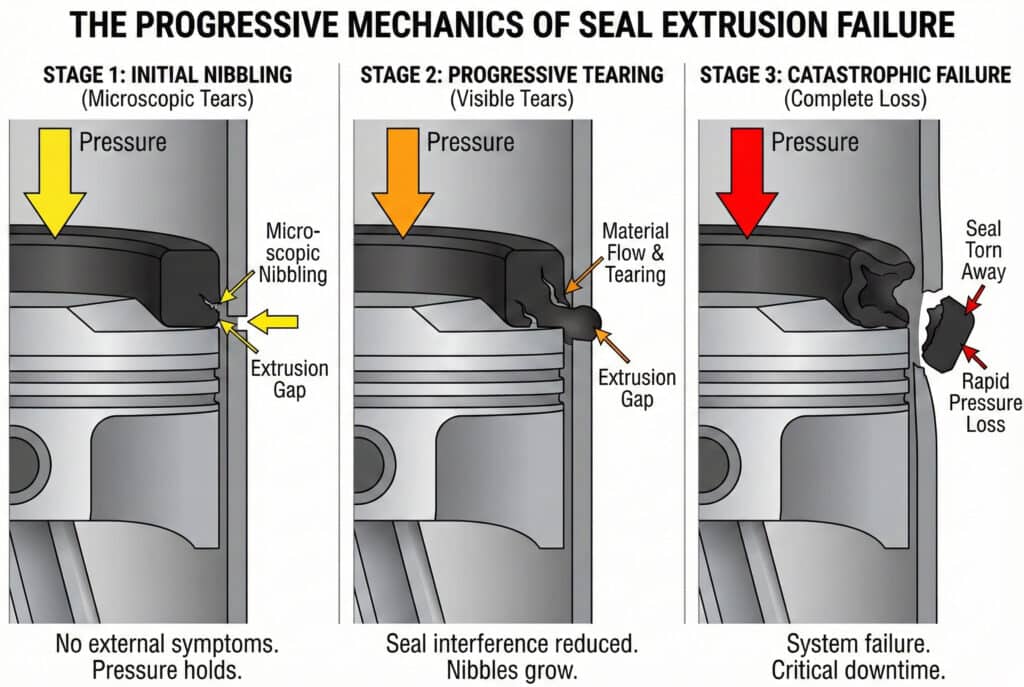
Ekstrüzyon Arızasının Üç Aşaması
Yüzlerce başarısız conta inceledim ve ilerleme oldukça tutarlı:
- İlk ısırık (conta ömrünün ilk 10-20%'si): Basınç tarafındaki conta kenarlarında mikroskobik yırtıklar görülür.
- Aşamalı yırtılma (yaşamın ortası 60-70%): Çatlaklar gözle görülür çatlaklara dönüşür, conta parazit kaybetmeye başlar
- Katastrofik arıza (yaşamın son 10-20%'si): Büyük bölümler koparak hızlı basınç kaybına neden olur.
En tehlikeli yanı, 1. ve 2. aşamalarda genellikle hiçbir dış belirti görülmemesidir. Silindir hala çalışır, basınç sabit kalır ve her şey yolunda görünür — ta ki 3. aşamaya gelip kritik bir üretim sürecinde ani ve tam bir arıza yaşayana kadar.
Basınç, Ekstrüzyon Boşluklarında Conta Malzemesinin Davranışını Nasıl Etkiler?
Basınç, malzeme özellikleri ve boşluk boyutları arasındaki ilişki, contanın ömrünü ve sistemin güvenilirliğini belirler. 📈
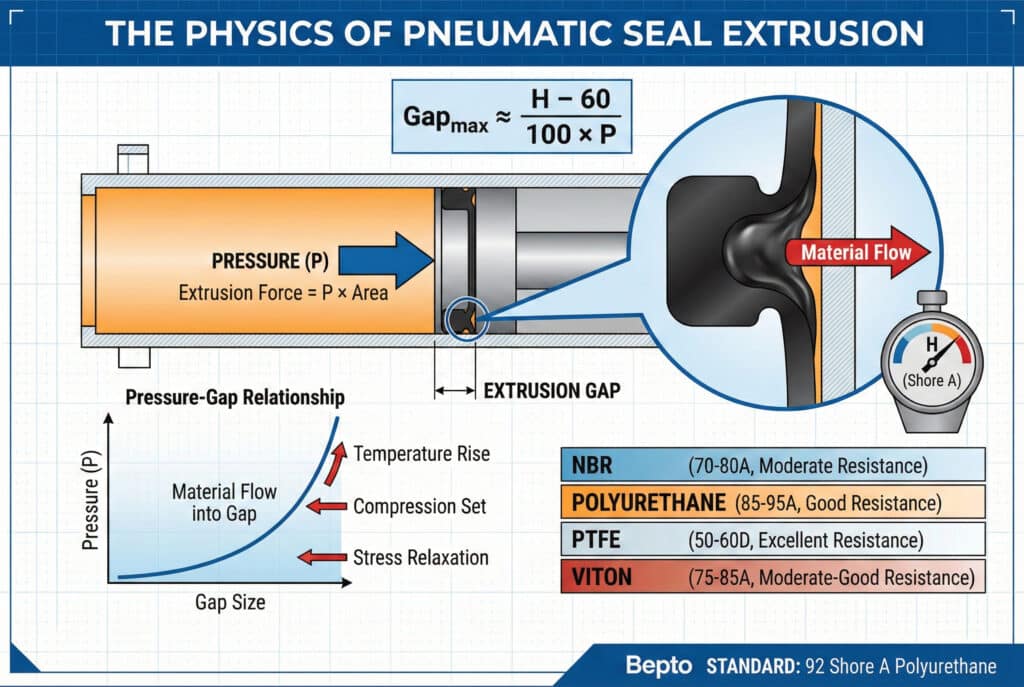
Conta ekstrüzyonu, basınç bağımlı bir deformasyon modelini izler; bu modelde, kritik basınç eşiklerinin üzerinde boşluklara malzeme akışı katlanarak artar—ekstrüzyon kuvveti, basınç ile conta alanının çarpımıyla eşittir, direnç ise malzeme sertliğine bağlıdır (Shore A durometre1), sıcaklık ve sürtünme katsayısı, 0,2-0,4 mm'nin üzerindeki boşlukların (conta sertliğine ve basınca bağlı olarak) kademeli malzeme yer değiştirmesine ve arızaya neden olduğu bir denge noktası oluşturur.
Basınç-Boşluk-Sertlik İlişkisi
Conta ekstrüzyonunu yöneten kritik bir denklem vardır, ancak çoğu mühendis bunu hiç görmez. Maksimum güvenli boşluk (mm cinsinden) yaklaşık olarak şuna eşittir: Gap_max = (H – 60) / (100 × P) Burada H, Shore A sertliği ve P, bar cinsinden basınçtır.
10 bar basınçta standart 90 Shore A poliüretan conta için: Gap_max = (90-60)/(100×10) = 0,03 mm—inanılmaz derecede sıkı bir tolerans! Bu nedenle doğru silindir tasarımı çok önemlidir.
Basınç Altında Malzeme Özelliklerinde Değişiklikler
Conta malzemeleri 1 bar ve 15 bar basınçta aynı şekilde davranmaz. Yüksek basınç altında, birkaç şey aynı anda gerçekleşir:
- Sıkıştırma seti2: Conta sıkışarak etkili sertliğini azaltır.
- Sıcaklık artışıSürtünme ısı üretir ve elastomeri yumuşatır.
- Stres rahatlatma: Uzun süreli basınç, molekül zincirinin yeniden düzenlenmesine neden olur.
- Plastisizasyon: Bazı conta malzemeleri, sürekli basınç altında daha akışkan hale gelir.
Bu faktörler bir araya gelerek, çalışma süresi uzadıkça contaların ekstrüzyona daha duyarlı hale gelmesine neden olur. İlk yüksek basınç testinden geçen bir conta, biriken malzeme özelliklerindeki değişiklikler nedeniyle 100.000 döngüden sonra yine de arızalanabilir.
Karşılaştırmalı Conta Malzemesi Performansı
| Conta Malzemesi | Shore A Sertlik | Maksimum Basınç (0,2 mm boşluk) | Maksimum Basınç (0,3 mm boşluk) | Ekstrüzyon Direnci |
|---|---|---|---|---|
| NBR (Nitril) | 70-80 | 6-8 bar | 4-5 bar | Orta düzeyde |
| Poliüretan | 85-95 | 10-14 bar | 7-9 bar | İyi |
| PTFE | 50-60D (Shore D) | 16+ bar | 12-16 bar | Mükemmel |
| Viton (FKM) | 75-85 | 8-10 bar | 5-7 bar | Orta-İyi |
Bu tablo, Bepto'da yüksek basınçlı çubuksuz silindirlerimiz için neden 92 Shore A poliüretan kullandığımızı göstermektedir. Bu malzeme, endüstriyel pnömatik uygulamalar için sızdırmazlık performansı, aşınma direnci ve ekstrüzyon direnci arasında en iyi dengeyi sunmaktadır.
Dinamik ve Statik Ekstrüzyon Davranışı
Statik contalar (uç kapağı O-ringleri gibi) sabit basınca maruz kalır ve döngüsel gerilme olmadığı için biraz daha büyük boşluklara tolerans gösterebilir. Dinamik contalar (piston ve çubuk contaları) tekrarlanan basınç döngüleri, sıcaklık dalgalanmaları ve kayma sürtünmesine maruz kalır ve bunların tümü ekstrüzyon hasarını hızlandırır.
Çubuksuz silindirlerde, tüm taşıma contası sistemi dinamik olduğu için bu özellikle önemlidir. Her strok, contaları basınç tersine çevirme, sürtünme ısınması ve mekanik gerilime maruz bırakır. Bu nedenle çubuksuz silindir tasarımı, standart silindirlerden daha sıkı ekstrüzyon boşluğu kontrolü gerektirir.
Farklı Basınç Aralıkları için Kritik Boşluk Boyutları Nelerdir?
Kesin boyut gereksinimlerini bilmek, silindirleri doğru şekilde belirlemenize ve erken arızaları önlemenize yardımcı olur. 🎯
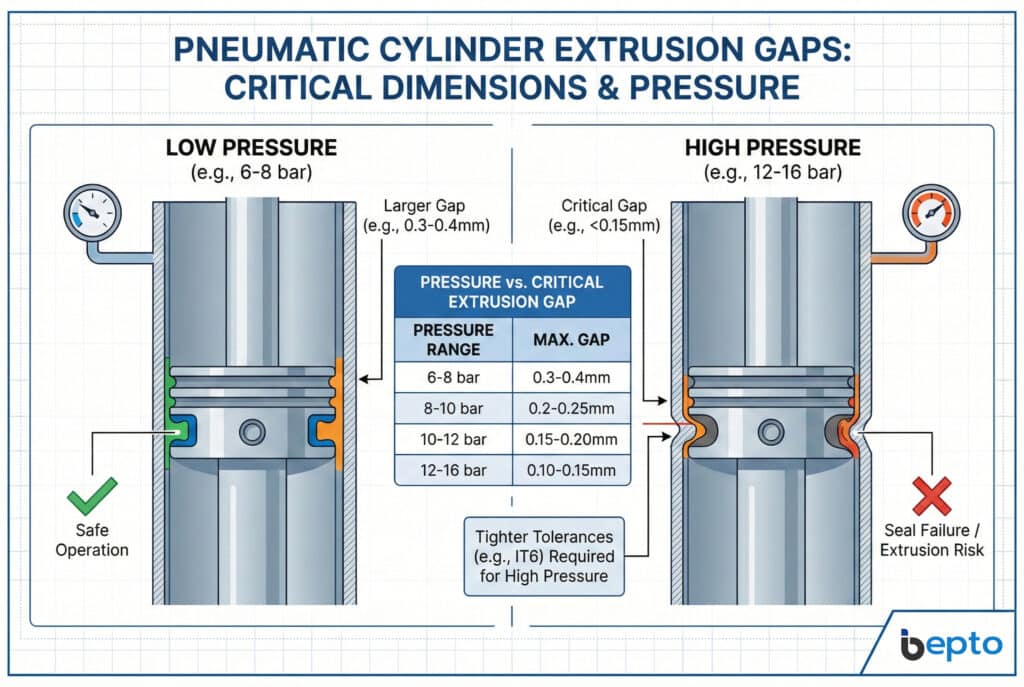
Kritik maksimum ekstrüzyon boşlukları basınç aralığına göre değişir: 6-8 bar için 0,3-0,4 mm, 8-10 bar için 0,2-0,25 mm, 10-12 bar için 0,15-0,20 mm ve 12-16 bar uygulamaları için 0,10-0,15 mm. Bu boyutlar, termal genleşme, aşınma ve üretim toleranslarını dikkate alarak tüm conta çevresi boyunca korunmalıdır ve hassas işleme gerektirir. IT73 veya yüksek basınçlı pnömatik sistemler için daha iyi tolerans dereceleri.
Basınç Bazlı Boşluk Özellikleri
Bepto'da, çubuksuz silindirlerimiz için şu tasarım kurallarını kullanıyoruz:
Düşük Basınç (6 bar'a kadar):
- Maksimum radyal boşluk: 0,35 mm
- Önerilen: 0,25-0,30 mm
- Tolerans derecesi: IT8 (50 mm çap için ±0,046 mm)
Orta Basınç (6-10 bar):
- Maksimum radyal boşluk: 0,20 mm
- Önerilen: 0,15-0,18 mm
- Tolerans derecesi: IT7 (50 mm çap için ±0,030 mm)
Yüksek Basınç (10-16 bar):
- Maksimum radyal boşluk: 0,15 mm
- Önerilen: 0,10-0,12 mm
- Tolerans derecesi: IT6 (50 mm çap için ±0,019 mm)
Bunlar teorik rakamlar değil, binlerce kurulum ve milyonlarca çalışma saatinden elde edilen saha testlerinden elde edilmiştir.
Termal Genleşme Hesaplaması
İşte birçok mühendisin gözden kaçırdığı bir faktör: alüminyum, her °C başına metre başına yaklaşık 23 μm genişler. 20°C ile 60°C arasında çalışan 1 metrelik çubuksuz bir silindirde (endüstriyel ortamlarda yaygın olarak kullanılır), namlu uzunluğu 0,92 mm ve çapı da orantılı olarak genişler.
63 mm çaplı bir silindir için, bu yaklaşık 0,058 mm çap artışı anlamına gelir. Soğuk durumdaki boşluğunuz 0,15 mm ise ve bunu hesaba katmazsanız ısı genleşme katsayısı4, sıcak durumdaki boşluğunuz 0,208 mm olur ve yüksek basınçta arıza bölgesine girebilir.
Bepto silindirlerimizi, tüm çalışma sıcaklığı aralığında güvenli boşlukları koruyan malzeme eşleştirmeleri ve boyutsal özellikler kullanarak, termal kompanzasyonu göz önünde bulundurarak tasarlıyoruz.
Aşınma İlerlemesi ve Boşluk Büyümesi
İlk boyutlar mükemmel olsa bile, aşınma ekstrüzyon boşluklarını kademeli olarak artırır. Testlerimizde şunu tespit ettik:
- Namlu aşınması: Milyon döngü başına 0,01-0,02 mm (sert anodize alüminyum)
- Piston aşınması: Milyon döngü başına 0,02-0,03 mm (kaplamalı alüminyum)
- Conta aşınması: Milyon döngü başına 0,05-0,10 mm yükseklik azalması
Bu, 0,15 mm boşlukla başlayan bir silindirin 500.000 döngüden sonra 0,20 mm'ye ulaşabileceği anlamına gelir. Bu ilerlemeyi göz önünde bulundurarak tasarım yapmak, yani daha dar başlangıç boşluklarıyla başlamak, genel conta ömrünü önemli ölçüde uzatır.
Ölçüm ve Doğrulama Yöntemleri
Müşteri tesislerini ziyaret ederek conta arızalarını giderirken, her zaman hassas ölçüm aletleri götürürüm. Ölçmediğiniz şeyi yönetemezsiniz. Ekstrüzyon boşluklarını şu yöntemlerle doğrularız:
- Pim ölçerler hızlı uygunluk/uygunluk kontrolü için
- Delik mikrometreleri hassas iç ölçümler için
- Koordinat ölçüm makineleri (CMM) tam geometri doğrulaması için
Ontario'da bir otomasyon ekipmanı üreticisinde kalite müdürü olarak çalışan Laura'yı ziyaret ettiğimi hatırlıyorum. Sözde aynı silindirlerdeki tutarsız conta ömrü nedeniyle hayal kırıklığına uğramıştı. Gerçek boşlukları ölçtüğümüzde, önceki tedarikçisinin aynı üretim partisinden 0,12 mm ile 0,38 mm arasında değişen farklılıklar tespit ettik. Doğrulanmış 0,15 mm ±0,02 mm boşluklara sahip Bepto silindirlerine geçtikten sonra, conta ömrü öngörülebilir ve tutarlı hale geldi. 📏
Hangi tasarım özellikleri ve yedek halkalar, çubuksuz silindirlerde contanın dışarı çıkmasını önler?
Uygun mühendislik çözümleri, sızdırmazlık ömrünü en üst düzeye çıkarmak için boyut kontrolünü mekanik destek sistemleriyle birleştirir. 🔧
Conta ekstrüzyonunu önlemek için, optimize edilmiş derinlik ve genişlik oranlarına sahip hassas işlenmiş conta olukları, anti-ekstrüzyon gibi entegre tasarım yaklaşımları gereklidir. Yedek halkalar5 (PTFE veya güçlendirilmiş poliüretan) basınç tarafında konumlandırılmış, montaj sırasında contanın hasar görmesini önlemek için pahlı kenarlar ve çalışma basıncına uygun conta sertliğine sahip malzeme seçimi — çubuksuz silindirlerde, basınç dengeli tasarımlara sahip çift conta konfigürasyonları, düşük sürtünmeyi korurken ekstrüzyon riskini daha da azaltır.

Optimize Edilmiş Conta Yiv Geometrisi
Conta oluğu sadece dikdörtgen bir yuva değildir; boyutları ekstrüzyon direncini önemli ölçüde etkiler. Bepto conta oluklarını şu ilkelere göre tasarlıyoruz:
Oluk derinliği: 70-80% conta kesiti (kontrollü sıkıştırma sağlar)
Oluk genişliği: 90-95% conta kesiti (aşırı sıkıştırmayı önler)
Köşe yarıçapı: 0,2-0,4 mm (gerilme yoğunlaşmasını önler)
Yüzey kaplaması: Ra 0,4-0,8 μm (sızdırmazlık sürtünmesini optimize eder)
Bu oranlar, malzemeyi aşırı gerilmeye maruz bırakmadan sızdırmazlık kuvveti oluşturmak için contanın yeterince sıkışmasını sağlar, aksi takdirde ekstrüzyon hızlanır.
Yedek Halka Seçimi ve Yerleştirilmesi
Yedek halkalar, yüksek basınçlı sızdırmazlığın görünmez kahramanlarıdır. Bu sert veya yarı sert halkalar, basınç tarafındaki contanın yanına yerleştirilir ve ekstrüzyon boşluğunu fiziksel olarak engeller. Bunları, conta malzemesinin boşluğa akmasını önleyen bir baraj olarak düşünün.
PTFE yedek halkalar (Bepto'da 10+ bar için standartımız):
- Shore D sertliği 50-60 (elastomerlerden çok daha sert)
- 16 bar basınçta 0,4 mm'ye kadar boşlukları kapatabilir
- Düşük sürtünme katsayısı (0,05-0,10)
- 200°C'ye kadar sıcaklık kararlılığı
Güçlendirilmiş poliüretan destek halkaları (orta basınç için):
- Kıyı Sertliği 95-98
- 10 bar basınçta 0,3 mm'ye kadar boşluklar için etkilidir
- PTFE'den daha iyi esneklik
- Orta basınçlı uygulamalar için daha ekonomik
Anahtar nokta konumlandırmadır: destek halkası contanın basınç tarafında olmalıdır. Destek halkalarının ters takıldığı ve hiçbir koruma sağlamayan kurulumlar gördüm. Bu, uygun eğitimle kolayca önlenebilecek pahalı bir hatadır.
Rodless Silindirlerin Özel Zorlukları
Rodless silindirler, taşıma contalarının tüm namlu uzunluğu boyunca kayarken basıncı koruması gerektiğinden, benzersiz ekstrüzyon zorlukları ortaya çıkarır. Bepto'da, çift conta konfigürasyonu kullanıyoruz:
- Birincil conta: Optimize edilmiş dudak geometrisine sahip 92 Shore A poliüretan U-cup
- İkincil conta: Yaylı PTFE destek halkası
- Silecek contası: Birincil contaya zarar verebilecek kirletici maddeleri giderir.
Bu üç elemanlı sistem yedeklilik sağlar — birincil conta ekstrüzyon hasarı göstermeye başlarsa, yedek halka felaketle sonuçlanabilecek arızaları önler ve acil duruş süresi yaşamak yerine bakım planlaması için zaman kazandırır.
Malzeme Uyumluluğu ve Kimyasal Direnç
Conta ekstrüzyonu tamamen mekanik bir işlem değildir; kimyasal uyumluluk malzeme özelliklerini ve ekstrüzyon direncini etkiler. Uyumsuz sıvılara veya yağlayıcılara maruz kalmak şunları neden olabilir:
- Şişkinlik mühür, sürtünmeyi ve ısı oluşumunu artırır
- Yumuşat malzeme, ekstrüzyon direncini azaltan
- Sertleştir mühür, çatlamaya ve sızdırmazlığın kaybına neden olur
Bepto'da mühür malzemelerimizi yaygın endüstriyel ortamlara göre belirliyoruz:
- Standart hava: Poliüretan contalar (mükemmel genel performans)
- Yağla kirlenmiş hava: NBR contalar (yağ dirençli)
- Yüksek sıcaklık uygulamaları: Viton contalar (200°C'ye kadar ısıya dayanıklı)
- Gıda/ilaç: FDA uyumlu poliüretan veya PTFE
Önleyici Bakım ve İzleme
Mükemmel tasarım olsa bile, conta durumunu izlemek beklenmedik arızaları önler. Aşağıdaki uygulamaları öneririz:
Görsel inceleme her 100.000 döngü veya 6 ayda bir:
- Conta kenarlarında gözle görülür aşınma olup olmadığını kontrol edin.
- Yağ sızıntısı veya hava kaçağı olup olmadığını kontrol edin.
- Yapışmadan sorunsuz çalışmayı doğrulayın
Performans izleme:
- Döngü sürelerini takip edin (sürenin uzaması sürtünmenin arttığını gösterir)
- Hava tüketimini izleyin (artışlar sızıntı olduğunu gösterir)
- Olağandışı sesleri veya titreşimleri kaydedin.
Tahminsel değiştirme:
- Beklenen ömrü 70-80%'de contaları değiştirin.
- Tamamen başarısız olmayı beklemeyin
- Planlı kesinti süreleri sırasında yedeklemeleri planlayın
Bepto olarak, müşterilerimize basınç, çevrim hızı, sıcaklık ve ortam gibi özel çalışma koşullarına göre conta ömrü tahmin araçları sunuyoruz. Bu sayede bakım planlamasında tahminlere yer kalmaz ve üretim programlarını aksatan maliyetli acil arızalar önlenir.
Sonuç
Ekstrüzyon boşluğu fiziği sadece akademik bir teori değildir; güvenilir pnömatik sistemler ile maliyetli ve sinir bozucu sızdırmazlık arızaları arasındaki farktır. Kritik eşiklerin altında hassas boşluk boyutlarını koruyarak, uygun yedek halkalar kullanarak ve çalışma koşullarına uygun malzemeler seçerek, kötü tasarlanmış sistemlere kıyasla sızdırmazlık ömrünü 5-10 kat uzatabilirsiniz. Bepto'da ürettiğimiz her çubuksuz silindir, bu ekstrüzyon önleme ilkelerini içerir, çünkü üretiminizin beklenmedik duruş sürelerini kaldıramayacağını biliyoruz. Silindirleri belirlerken, belirsiz garantileri kabul etmeyin; ekstrüzyon direncini kanıtlayan boyutsal özellikler, boşluk ölçümleri ve conta sistemi ayrıntılarını talep edin. 🛡️
Ekstrüzyon Boşlukları ve Conta Arızaları Hakkında Sıkça Sorulan Sorular
S: Takılı silindirlerdeki ekstrüzyon boşluklarını sökmeden nasıl ölçebilirim?
Doğrudan ölçüm için sökme işlemi gerekir, ancak performans belirtilerinden aşırı boşlukları tahmin edebilirsiniz: hızlı conta aşınması (100.000 döngüden az), çıkarılan contalarda gözle görülür aşınma, zamanla artan hava tüketimi ve yük altında basınç düşüşleri. Kritik uygulamalar için, Bepto olarak her 500.000 döngüde bir planlı denetimler yapılmasını ve contaların incelenmesini ve boşlukların hassas ölçüm aletleriyle doğrulanmasını öneririz.
S: Aşırı ekstrüzyon boşlukları olan silindirleri telafi etmek için yedek halkalar kullanabilir miyim?
Yedek halkalar yardımcı olur ancak kötü tasarlanmış silindirler için tam bir çözüm değildir. Optimum boyutların ötesinde 0,1-0,15 mm'lik boşlukları kapatabilirler, ancak 0,4 mm'yi aşan boşluklar yedek halkalarla bile arızalara neden olur. Ayrıca, aşırı büyük boşluklar yedek halkaların kendisinde sürtünmeyi ve aşınmayı artırır. Doğru başlangıç boşluklarına sahip uygun silindir tasarımı, yedek halkalarla telafi etmeye çalışmaktan her zaman daha üstündür.
S: Neden aynı basınçta bile daha yüksek döngü hızlarında contalarım daha çabuk bozuluyor?
Daha yüksek döngü hızları daha fazla sürtünme ısısı üretir, bu da conta malzemelerini yumuşatır ve ekstrüzyon direncini azaltır. Yüksek hızda sürtünme nedeniyle 90 °C'de çalışan bir conta, 40 °C'de aynı malzemeden 10-15 Shore A puan daha düşük sertliğe sahiptir. Ayrıca, hızlı basınç döngüleri, nibbling oluşumunu hızlandıran dinamik gerilme yoğunlaşmalarına neden olur. 1 metre/saniyenin üzerindeki yüksek hızlı uygulamalar için, bir sertlik derecesi daha yüksek contalar belirleyin ve maksimum boşlukları 0,02-0,03 mm azaltın.
S: Ekstrüzyon sorunlarını tamamen ortadan kaldıran sızdırmazlık malzemeleri var mı?
PTFE ve dolgulu PTFE bileşikleri en yüksek ekstrüzyon direncini sunar, 0,3-0,4 mm boşluklarla 16+ bar basınçta güvenilir bir şekilde çalışır, ancak poliüretan veya kauçuğa kıyasla daha yüksek sızdırmazlık kuvvetleri gerektirir ve sınırlı elastikiyete sahiptir. Çoğu pnömatik uygulama için, yedek halkalı, uygun şekilde tasarlanmış poliüretan sızdırmazlık sistemleri, daha düşük sürtünme, çalıştırma sırasında daha iyi sızdırmazlık ve boşluklar uygun şekilde kontrol edildiğinde yeterli ekstrüzyon direnci gibi daha iyi genel performans sağlar.
S: Özel silindir siparişi verirken ekstrüzyon boşluğu gereksinimlerini nasıl belirtebilirim?
Satın alma siparişinizde açık boyut özellikleri talep edin: “Piston dış çapı ile silindir iç çapı arasındaki maksimum radyal boşluk: 20 °C'de ölçülen 0,15 mm” ve “Conta sistemi, [basınç değeriniz] bar için derecelendirilmiş PTFE destek halkaları içermelidir.” Bepto'da, her özel silindir için gerçek ölçülen boşlukları ve conta sistemi özelliklerini gösteren boyut kontrol raporları sunarak, belirli basınç ve performans gereksinimlerinize göre tasarlanmış silindirler almanızı sağlıyoruz.
-
Shore A sertlik ölçeği hakkında bilgi edinin. Elastomerlerin ve kauçukların direncini ölçmek için kullanılan bir sertlik ölçeğidir. ↩
-
Sıkıştırma setini, yani bir malzemenin gerilmesinden sonra kalıcı olarak deformasyonunu anlayın. ↩
-
IT7 gibi standart tolerans derecelerini tanımlayan ISO sınır ve geçme sistemini görüntüleyin. ↩
-
Malzemelerin fiziksel özelliklerine bağlı olarak sıcaklık değişiklikleriyle nasıl genleştiğini ve büzüştüğünü okuyun. ↩
-
Yedek halkaların metal bileşenler arasındaki boşluğu kapatarak ekstrüzyonu nasıl önlediğini keşfedin. ↩
