

簡介
您是否厭倦了不斷更換故障的 接近開關1 以及處理不可靠的行程結束檢測? 傳統的機械開關和磁性開關會磨損、對齊錯位,並產生令人頭痛的維護問題,耗費生產時間和金錢。在震動、污染或極端溫度的惡劣環境中,傳統的開關式檢測更會產生問題。.
差壓感測技術透過監測A腔與B腔之間的壓力差,偵測氣缸行程終端位置。當活塞抵達任一端點時,工作腔壓力驟升,而排氣腔壓力則降至接近大氣壓,形成獨特的壓力特徵。此機制無需在氣缸體上安裝實體開關、磁鐵或感測器,即可可靠地指示位置。.
兩個月前,我與賓夕法尼亞州匹茲堡某鋼材加工廠的維修主管凱文進行了交談。由於設備周圍環境惡劣且振動劇烈,該廠每月平均需更換15個接近開關。 無桿氣缸2 系統。在我們對他的 Bepto 氣瓶實施壓差感測後,與開關相關的停機時間降至零,而他的維護團隊每月可騰出 20 小時執行更有價值的任務。讓我向您展示這個優雅的解決方案是如何運作的。.
目錄
差壓感測如何實現位置檢測?
瞭解氣缸運轉時的壓力行為,就能了解此方法為何如此可靠。.
差壓感測技術運用氣缸的基本物理原理:在行程中段,兩腔室均維持適中壓力(通常為3-5巴驅動腔、1-2巴排氣腔),但當行程結束時,驅動腔壓力會急遽升至供應壓力(6-8巴),而排氣腔壓力則降至近乎零。 透過持續監測壓差(ΔP = P₁ – P₂),系統可偵測當壓差超過閾值(通常為4-6巴)時,無需物理位置感測器即可可靠地指示行程終端狀態。.

壓力特徵背後的物理原理
中程壓力行為
在氣缸正常行程期間:
- 駕駛艙4-5 巴(足以克服負載與摩擦)
- 排氣室1-2 巴(由流量限制產生的背壓)
- 壓差2-4 巴(中等差異)
- 活塞速度恆定或加速
行程末端壓力行為
當活塞接觸端緩衝器或機械止擋時:
- 駕駛艙:迅速上升至供氣壓力(6-8 巴)
- 排氣室降至大氣壓力(0-0.2 巴)
- 壓差:尖峰值達6-8巴(最大差值)
- 活塞速度零點(機械式限位)
這種戲劇性的壓力特徵變化無可辯駁,且發生於活塞行程結束後50-100毫秒內。.
壓力監測方法
| 方法 | 回應時間 | 精確度 | 成本 | 最佳應用 |
|---|---|---|---|---|
| 類比壓力感測器 | 5-20ms | 極佳 | 中型 | 精密控制系統 |
| 數位壓力開關 | 10-50ms | 良好 | 低 | 簡易開關狀態檢測 |
| 壓力傳感器 | 20-100ms | 極佳 | 高 | 數據記錄/監測 |
| 真空開關(排氣側) | 20-80ms | 良好 | 低 | 單端檢測 |
訊號處理邏輯
控制器實現了簡單的邏輯:

在 Bepto,我們已經在數以千計的安裝中改進了這種方法。我們的技術團隊可協助客戶根據其特定的鋼瓶尺寸、負載狀況和供應壓力設定最佳臨界值 - 通常可達到 99.9%+ 的檢測可靠性。.
時機考量
偵測延遲從物理停止到信號確認需時 50-150 毫秒
消抖時間:20-50毫秒以濾除壓力波動
總回應典型值:70-200毫秒(與接近開關相當)
此響應時間足以滿足多數工業自動化應用需求,這些應用的循環時間均超過1秒。.
相較於傳統開關式檢測技術,其關鍵優勢為何?
差壓感測技術具備顯著優勢,能徹底提升系統可靠性。✨
主要優勢包括:無機械磨損(因無活動開關元件)、不受油污、灰塵、冷卻液或碎屑污染影響(此類污染會導致開關失效)、無對齊問題或安裝支架故障、可在超出開關額定值的極端溫度範圍(-40°C至+150°C)運作、僅需兩條壓力管線(相較於多條開關電纜)可簡化佈線複雜度,以及內建冗餘設計(因相同感測器可偵測兩端位置)。 相較於傳統開關系統,維護成本降低60-80%。.

可靠性改進
常見失效模式的消除
消除接近開關故障:
機械開關故障已消除:
- 接觸磨損與點蝕
- 彈簧疲勞
- 執行器臂斷裂
- 安裝支架鬆動
耐環境
差壓感測技術在摧毀傳統開關的環境中蓬勃發展:
高污染環境食品加工、採礦、化工廠
極端溫度鑄造廠、冷凍庫、戶外裝置
高振動金屬成形、沖壓、重型設備
沖洗區製藥、食品與飲料、潔淨室
爆炸性氣氛危險區域內減少的電氣元件
真實世界可靠性數據
琳達是伊利諾州芝加哥某食品加工廠的設備工程師,她追蹤了40支Bepto無桿氣缸在實施壓力檢測前後的故障數據:
之前(基於開關的檢測):
- 平均故障次數:每月8次
- 每次故障的停機時間:45分鐘
- 年度維護成本:$18,500
之後(基於壓力的檢測):
- 平均故障率:每月0.3次(僅限壓力傳感器問題)
- 每次故障的停機時間:30分鐘
- 年度維護成本:$2,100
- 總節省金額:$16,400/年
成本效益分析
| 考量因素 | 開關式 | 基於壓力 | 優勢 |
|---|---|---|---|
| 初始成本 | $80-150/每缸 | $120-200/每缸 | 基於開關的 |
| 年度保養 | $200-400/每缸 | $20-50/每缸 | 基於壓力的 |
| 平均故障間隔時間(MTBF) | 12-24 個月 | 60-120個月 | 基於壓力的 |
| 三年總成本 | $680-1,350 | $180-350 | 基於壓力的 |
| 停機事件(3年) | 每缸2-4個 | 每缸0-1 | 基於壓力的 |
升級至差壓感測技術的投資回收期通常介於8至18個月之間,具體取決於應用嚴苛程度。.
如何在氣動系統中實現差壓感測?
實際執行需要適當的元件選擇和系統配置。️
要實現差壓感測,您需要:兩個壓力傳感器或一個差壓感測器(典型量程為0-10巴),在氣缸兩端安裝三通接頭,以及適當的信號調變(4-20mA或0-10V至 PLC4 類比輸入),控制器邏輯用於處理壓力訊號並設定閾值,以及在實際負載條件下的初始校準。多數實作方案在元件方面增加了$100-150,但同時省去了$80-120的開關及配線,使淨成本增幅微乎其微。.
硬體元件
壓力感測器選型
選項 1:雙絕對壓力感測器
- 每個氣缸室配備一個感測器
- 範圍:0-10 巴(0-150 磅/平方英吋)
- 輸出:4-20mA 或 0-10V
- 優勢:提供個別腔室壓力數據
- 成本:每件$40-80
選項 2:單一差壓感測器
- 直接測量 P₁ – P₂
- 量程:±10 巴差壓
- 輸出:4-20mA 或 0-10V
- 優勢:更簡化的訊號處理
- 成本:$80-150
選項 3:數位壓力開關
- 可調設定點(典型值為4-6巴)
- 輸出:數位開關信號
- 優勢:最低成本,簡易PLC輸入
- 價格:每件$25-50
安裝設定
水管佈局
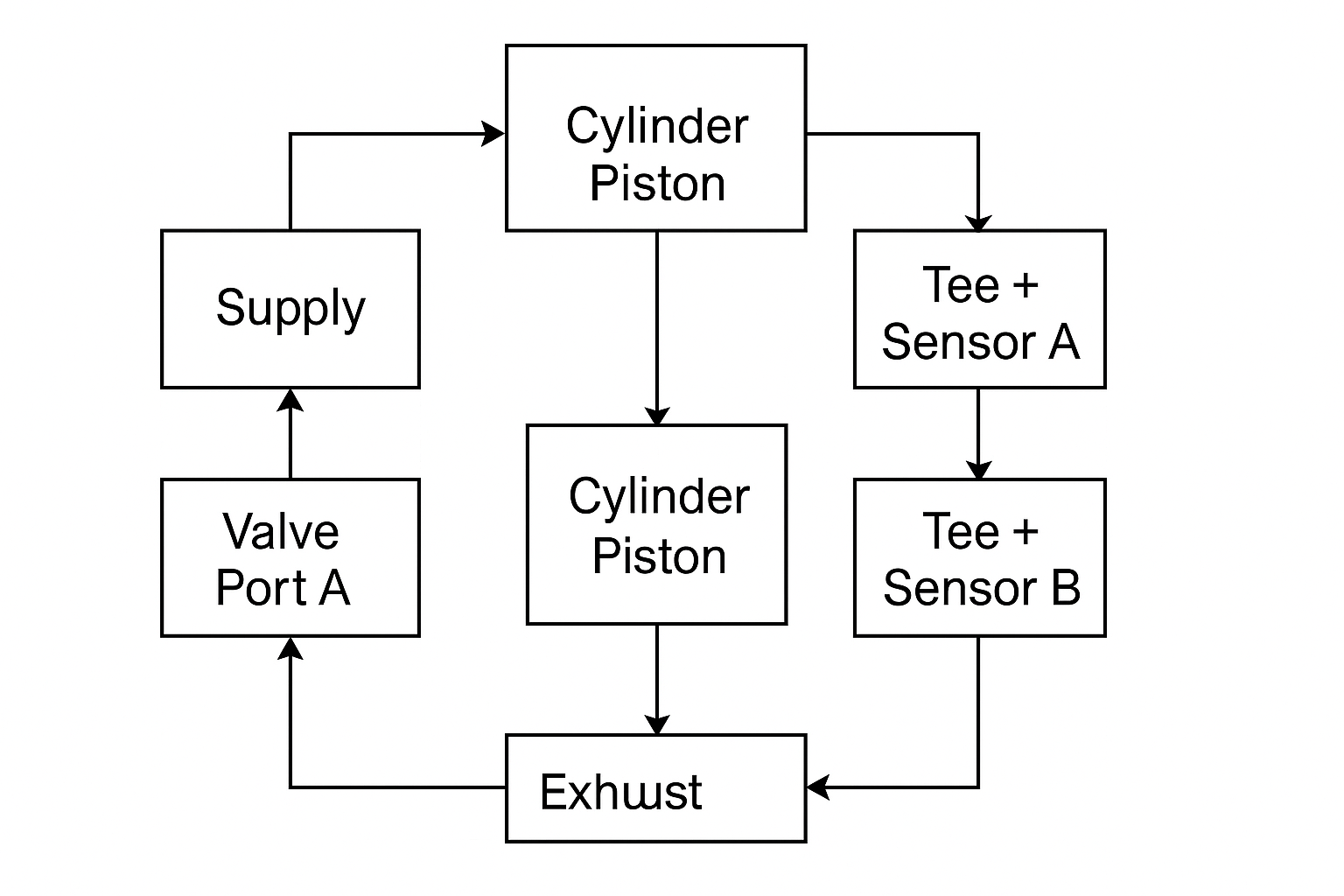
氣動缸流路示意圖(含閥口與壓力感測器)
關鍵安裝要點:
- 將感測器安裝於氣缸附近(距離300毫米內),以最小化壓力滯後現象
- 請使用6毫米或1/4英寸管材連接感測器
- 在氣缸上方安裝感測器以防止濕氣積聚
- 保護感測器免受直接衝擊或振動
控制器程式設計
可編程邏輯控制器類比輸入配置
適用於量程為0-10 bar的4-20mA感測器:
- 4mA = 0 bar
- 20mA = 10 bar
- 比例係數:0.625 巴/毫安
閾值設定程序
- 使氣缸完成完整衝程 在正常負載下
- 記錄壓力值 在兩端位置
- 計算微分 在每端(通常為5-7巴)
- 設定閾值 在70-80%的最小壓差下(典型值為4-5巴)
- 測試50個循環 驗證可靠的檢測
- 調整閾值 若發生錯誤觸發
常見問題的疑難排解
| 問題 | 可能原因 | 解決方案 |
|---|---|---|
| 虛假行程結束信號 | 門檻過低 | 將閾值提高0.5-1巴 |
| 漏記行程終點 | 門檻過高 | 降低閾值 0.5 巴 |
| 不規則訊號 | 壓力振盪 | 添加 50 毫秒的防抖濾波器 |
| 反應緩慢 | 長管線至感測器 | 縮短感測器連接線 |
| 隨時間漂移 | 感測器校正 | 重新校準或更換感測器 |
我們的 Bepto 工程團隊提供詳細的實施指南,並可提供與我們的無桿式鋼瓶系統無縫整合的預配置壓力感測套件。我們已經協助超過 200 家廠房成功地從開關式偵測過渡到壓力式偵測。.
哪些應用最能從壓力式位置檢測中獲益?
在某些工業環境中,壓差感測技術可帶來顯著的改善。.
投資報酬率最高的應用場景包括:存在污染、潮濕或極端溫度等惡劣環境(開關在此類環境中頻繁失效);高振動作業場域(如金屬成型或重型設備);需頻繁清潔的食品/製藥沖洗區域;減少電氣元件可提升安全性的危險場所;以及停機成本超過1,000美元/小時的高可靠性應用。 任何設施若每年每根氣缸更換超過2個開關,均應評估採用壓力式偵測技術。.
特定產業應用
食品與飲料加工
挑戰頻繁沖洗、極端溫度、衛生要求
優點:無細菌滋生的縫隙,, IP69K5- 提供各類壓力感測器
典型 ROI:6-12 個月
汽車製造
挑戰焊接飛濺、冷卻液噴濺、高生產率
優點消除飛濺造成的開關損壞,減少生產線停機次數
典型 ROI8-15個月
鋼鐵與金屬加工
挑戰極端振動、高溫、水垢與碎屑
優點無機械部件鬆動或堵塞
典型 ROI4-10個月(因惡劣環境條件而達成最快投資回收期)
化學與製藥
挑戰腐蝕性環境、防爆要求、驗證
優點危險區域內減少的電氣元件,更簡便的驗證流程
典型 ROI12-18個月
成本合理化計算器
年度開關更換成本 = (汽缸數) × (每年故障次數) × ($80零件 + $120工時)
範例50 根鋼瓶 × 2 次故障/年 × $200 = $20,000/年
壓力感測升級費用 = 50 氣缸 × $150 淨增量 = $7,500 單次
回本期 = $7,500 ÷ $20,000/年 = 4.5個月 ✅
績效指標
實施差壓感測的設施通常會回報:
- 開關故障減少了90-95%
- 維護人工減少了60-70%
- 假信號減少了80-90%
- 系統正常運作時間: 由 1-3% 改進
- 備件庫存減少了$500-2,000
在 Bepto,我們已經在數百個安裝中記錄了這些改進。我們的壓力感應解決方案既適用於新的鋼瓶安裝,也適用於現有系統的改造,可在預算許可的情況下靈活分階段實施。.
總結
差壓感應消除了傳統開關式行程結束檢測的可靠性問題和維護負擔,在惡劣環境中提供卓越的性能,同時在系統生命週期中降低總擁有成本 50-70%。.
差壓感測常見問題集
問:差壓感測能否偵測行程中段位置,還是僅能偵測行程終端位置?
標準差壓感測僅能可靠偵測行程終端位置,因該處壓力特徵明顯。行程中段偵測需額外配備線性編碼器或磁致伸縮位置感測器等元件,因行進過程中的壓力差會隨負載、摩擦與速度變化而波動。然而部分先進系統採用壓力剖面技術估算近似位置,但相較專用位置感測器,其精度較低(典型誤差為±10-20毫米)。.
問:若單一氣缸室發生緩慢漏氣,會發生什麼情況?
微小洩漏(流量低於5%)通常不會影響行程終端檢測,因行程終端的壓差仍足以超過閾值。較大的洩漏可能導致壓力無法正常建立,造成檢測失效——但這實際上具有診斷效益,能在密封件完全失效前警示其劣化狀況。請監測檢測延遲時間逐漸增加或需頻繁調整閾值的情況,此類現象可作為早期洩漏指標。.
問:供應壓力變化是否會影響檢測可靠性?
是的,但若閾值設定得當,影響將極為有限。供壓從7巴降至5巴時,行程末端壓差雖成比例降低,但其特徵仍清晰可辨。為維持可靠性,建議將閾值設定為最低預期供壓下測得壓差的60-70%(單位:TP3T)。對於供壓波動劇烈(±1巴或以上)的系統,採用隨測得供壓動態調整的自適應閾值可能更為有利。.
問:能否為現有氣缸加裝差壓感測裝置?
絕對沒問題——這正是此方法的最大優勢之一。只需在氣缸兩端安裝三通接頭,加裝壓力感測器,並修改PLC程式即可。無需拆卸或改裝氣缸。Bepto提供含所有必要組件與安裝說明的改裝套件。每支氣缸的典型改裝時間為30至45分鐘,且本系統適用於任何品牌或型號的氣缸。.
問:在氣缸速度極快或極慢的情況下,差壓感測的表現如何?
在寬廣的速度範圍(0.1-2.5 m/s)內表現優異。高速氣缸(>1.5 m/s)可能因壓力信號響應時間而出現輕微延遲(額外20-50毫秒),但此延遲與接近開關的延遲相當。極低速氣缸(3 m/s)時面臨挑戰,此時氣動滯後效應顯著——此類應用可能需要採用混合檢測方案,結合壓力感測與高速感應開關。.
