

مقدمة
نظام الهواء المضغوط الخاص بك يفقد الضغط، والإنتاجية تنخفض، وتكاليف الصيانة ترتفع بشكل كبير. 💨 لقد قمت باستبدال الأختام مرتين هذا الشهر، لكنها تستمر في التعطل في غضون أسابيع. السبب ليس جودة الأختام، بل هو الفجوة البدنية في البثق التي يغفلها معظم المهندسين. عندما تدفع قوى الضغط مادة الأختام إلى فجوات مجهرية، فإن الفشل الكارثي يكون على بعد دورات قليلة.
فجوات البثق هي المسافات بين مكونات الأسطوانة المتزاوجة حيث يمكن أن يؤدي الضغط العالي إلى تدفق مادة الختم وتشوهها — ولمنع فشل الختم، يجب الحفاظ على أبعاد الفجوة أقل من الحدود الحرجة (عادةً ما تكون 0.1-0.3 مم حسب الضغط وصلابة الختم) من خلال تفاوتات تصنيع دقيقة واختيار حلقة الدعم المناسبة وتوافق المواد لمنع التآكل والتمزق والتدهور التدريجي للختم.
لقد ساعدت مؤخرًا توماس، وهو مشرف صيانة في مصنع تعبئة زجاجات عالي السرعة في ويسكونسن، في حل مشكلة غامضة تتعلق بفشل الأختام. كانت أسطواناته غير المزودة بقضبان تعمل بضغط 12 بار، وكانت الأختام تتلف كل 3-4 أسابيع على الرغم من استخدام أختام بولي يوريثان عالية الجودة. عندما قمنا بقياس الفجوات الفعلية للبثق، وجدنا فجوات تبلغ 0.45 مم، وهو ما يتجاوز الحدود الآمنة بكثير. بعد إعادة التجهيز بأسطوانات Bepto المصممة بفجوات قصوى تبلغ 0.15 مم وحلقات دعم مناسبة، امتدت عمر الأختام إلى أكثر من 18 شهرًا. 🔍
جدول المحتويات
- ما هي فجوات البثق ولماذا تتسبب في فشل الختم؟
- كيف يؤثر الضغط على سلوك مادة الختم في فجوات البثق؟
- ما هي أبعاد الفجوة الحرجة لمختلف نطاقات الضغط؟
- ما هي ميزات التصميم وحلقات الدعم التي تمنع بثق السدادة في الأسطوانات غير المزودة بقضيب؟
ما هي فجوات البثق ولماذا تتسبب في فشل الختم؟
فهم الفيزياء الميكانيكية الكامنة وراء بثق الأختام أمر ضروري لمنع الأعطال المبكرة ووقت التعطل المكلف. ⚙️
فجوات البثق هي الفجوات الشعاعية أو المحورية بين مكونات الأسطوانة (المكبس إلى الأسطوانة، القضيب إلى الصمام) حيث يمكن أن تتدفق مادة الختم المضغوطة تحت الحمل — عندما يتجاوز ضغط النظام مقاومة الختم للتشوه، يبرز المطاط الصناعي في هذه الفجوات، مما يتسبب في حدوث قضم (تمزقات صغيرة على حواف الختم)، وفقدان تدريجي للمادة، وفي النهاية فشل الختم تمامًا من خلال التمزق أو فقدان تداخل الختم.
آليات بثق الأختام
فكر في مادة الختم على أنها عسل سميك تحت الضغط. عند الضغط المنخفض، يحافظ الختم على شكله ويبقى داخل أخدوده. مع زيادة الضغط، تتعرض المادة لضغط يحاول دفعها إلى أي مساحة متاحة. تعمل فجوة البثق كفتحة صمام — بمجرد أن تتغلب قوة الضغط على قوة مادة الختم ومقاومة الاحتكاك، يبدأ الختم في التدفق إلى الفجوة.
هذا ليس عطلًا مفاجئًا. إنه تدهور تدريجي يبدأ بتحول مادي مجهري عند حافة الختم. كل دورة ضغط تدفع المزيد من المواد إلى الفجوة. على مدى مئات أو آلاف الدورات، يؤدي هذا إلى ظهور قضمات مرئية — تمزقات صغيرة تبدو وكأن شخصًا ما قضم حافة الختم.
لماذا التفاوتات القياسية غير كافية
يعمل العديد من مصنعي الأسطوانات وفقًا لتفاوتات تصنيع عامة تبلغ ±0.2 مم أو حتى ±0.3 مم. قد يكون هذا مقبولًا في التطبيقات ذات الضغط المنخفض التي تقل عن 6 بار. ولكن عند 10-16 بار — وهو أمر شائع في الهوائيات الصناعية الحديثة — تؤدي هذه التفاوتات إلى حدوث فجوات بثق تضمن فشل الختم.
في Bepto، تعلمنا ذلك من خلال تجربة ميدانية مؤلمة. في بداية تاريخ شركتنا، كنا نصنع أسطوانات وفقًا لمعايير الصناعة القياسية ولم نكن نفهم سبب شكاوى العملاء من فشل السدادات عند الضغوط العالية. كشف تحليل الفشل التفصيلي عن آلية البثق، وقمنا بإعادة تصميم عمليات التصنيع بالكامل للحفاظ على فواصل أكثر إحكامًا.
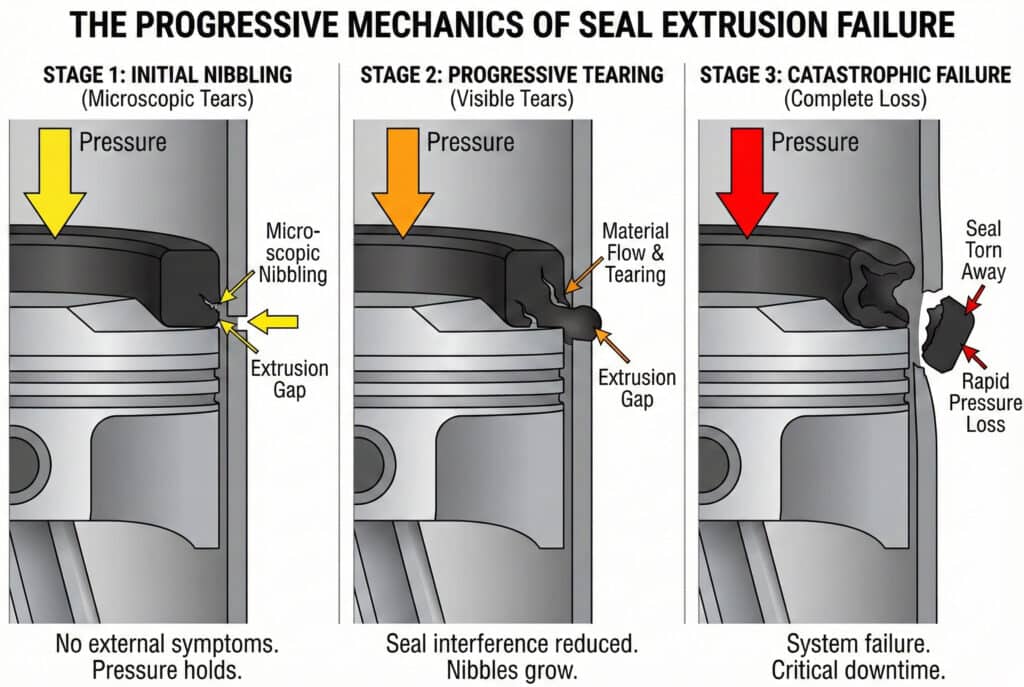
المراحل الثلاث لفشل البثق
لقد فحصت المئات من الأختام التالفة، ووجدت أن التلف يتطور بشكل متسق بشكل ملحوظ:
- القضم الأولي (أول 10-20% من عمر الختم): تظهر تمزقات مجهرية على حواف الختم من جانب الضغط
- تمزق تدريجي (منتصف العمر 60-70%): تتحول القضمات إلى دموع مرئية، ويبدأ الختم في فقدان التداخل
- الفشل الذريع (المرحلة النهائية 10-20% من العمر): تمزق أجزاء كبيرة، مما يتسبب في فقدان سريع للضغط
الجزء الخبيث هو أن المرحلتين 1 و 2 غالبًا لا تظهران أي أعراض خارجية. لا يزال الأسطوانة تعمل، والضغط ثابت، ويبدو كل شيء على ما يرام — حتى تصل إلى المرحلة 3 وتواجه فشلًا مفاجئًا وكاملًا أثناء عملية إنتاج حرجة.
كيف يؤثر الضغط على سلوك مادة الختم في فجوات البثق؟
تحدد العلاقة بين الضغط وخصائص المواد وأبعاد الفجوة من عمر الختم وموثوقية النظام. 📈
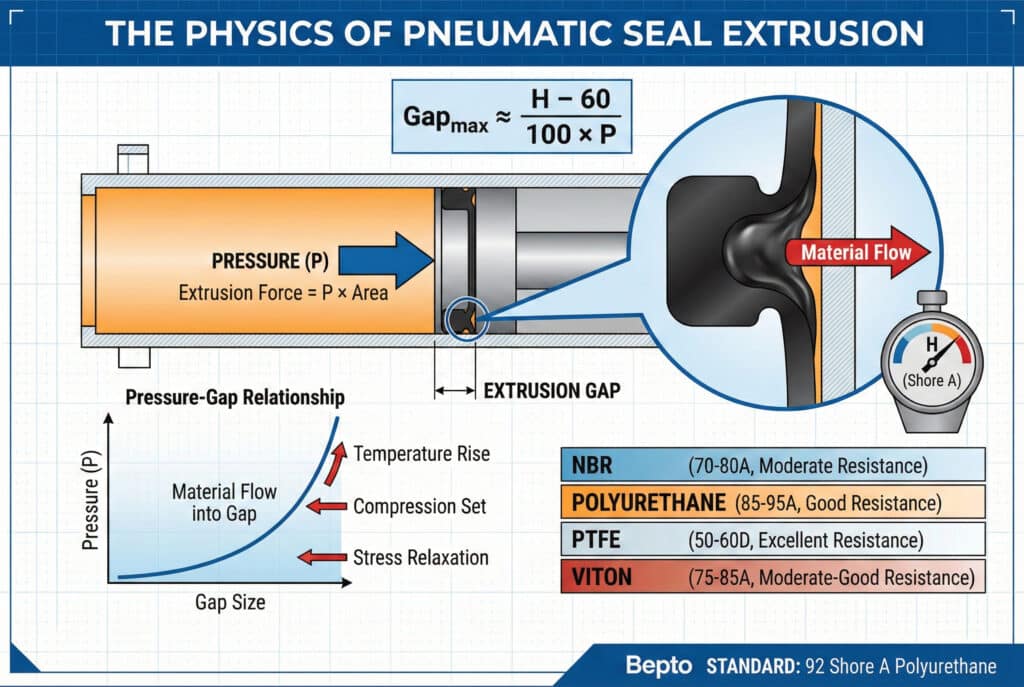
يتبع بثق الختم نموذج تشوه يعتمد على الضغط حيث يزداد تدفق المواد إلى الفجوات بشكل أسي فوق عتبات الضغط الحرجة — قوة البثق تساوي الضغط مضروبًا في مساحة الختم، بينما تعتمد المقاومة على صلابة المادة (مقياس التحمل الشاطئ A1)، ودرجة الحرارة، ومعامل الاحتكاك، مما يخلق نقطة توازن حيث تسمح الفجوات التي تزيد عن 0.2-0.4 مم (حسب صلابة الختم والضغط) بإزاحة المواد تدريجيًا وفشلها.
العلاقة بين الضغط والفجوة والصلابة
هناك معادلة حاسمة تحكم بثق الأختام، على الرغم من أن معظم المهندسين لا يلاحظونها أبدًا. الفجوة الآمنة القصوى (بالمليمتر) تساوي تقريبًا: Gap_max = (H – 60) / (100 × P) حيث H هي صلابة شور A و P هي الضغط بالبار.
بالنسبة لمانع تسرب بولي يوريثان قياسي 90 شور A عند 10 بار: Gap_max = (90-60)/(100×10) = 0.03 مم — وهو تفاوت ضئيل للغاية! ولهذا السبب يعد التصميم المناسب للأسطوانة أمرًا بالغ الأهمية.
تغيرات خصائص المواد تحت الضغط
لا تتصرف مواد الإغلاق بنفس الطريقة عند ضغط 1 بار و 15 بار. تحت الضغط العالي، تحدث عدة أمور في وقت واحد:
- مجموعة الضغط2: يتم ضغط الختم، مما يقلل من صلابته الفعالة
- ارتفاع درجة الحرارة: الاحتكاك يولد حرارة، مما يؤدي إلى تليين المطاط الصناعي
- الاسترخاء من الإجهاد: الضغط المطول يتسبب في إعادة ترتيب السلسلة الجزيئية
- اللدونة: بعض مواد السدادة تصبح أكثر سيولة تحت الضغط المستمر
تتضافر هذه العوامل لتجعل الأختام أكثر عرضة للبثق مع زيادة وقت التشغيل. قد تفشل الختم الذي يتحمل اختبار الضغط العالي الأولي بعد 100,000 دورة بسبب التغيرات التراكمية في خصائص المواد.
أداء مواد الأختام المقارنة
| مادة الختم | صلابة الشاطئ A | الضغط الأقصى (فجوة 0.2 مم) | الضغط الأقصى (فجوة 0.3 مم) | مقاومة البثق |
|---|---|---|---|---|
| NBR (النتريل) | 70-80 | 6-8 بار | 4-5 بار | معتدل |
| البولي يوريثين | 85-95 | 10-14 بار | 7-9 بار | جيد |
| PTFE | 50-60D (شور D) | 16+ بار | 12-16 بار | ممتاز |
| فيتون (FKM) | 75-85 | 8-10 بار | 5-7 بار | معتدل-جيد |
يوضح هذا الجدول سبب تحديدنا في Bepto لاستخدام البولي يوريثين 92 Shore A في أسطواناتنا عالية الضغط بدون قضبان — فهو يوفر أفضل توازن بين أداء الإغلاق ومقاومة التآكل ومقاومة البثق للتطبيقات الهوائية الصناعية.
سلوك البثق الديناميكي مقابل السلوك الثابت
تتعرض الأختام الثابتة (مثل الأطواق الدائرية للغطاء النهائي) لضغط مستمر ويمكنها تحمل فجوات أكبر قليلاً لأنه لا يوجد إجهاد دوري. تتعرض الأختام الديناميكية (أختام المكبس والقضيب) لدورات ضغط متكررة وتقلبات في درجة الحرارة واحتكاك انزلاقي، وكلها عوامل تسرع من تلف البثق.
في الأسطوانات غير المزودة بقضيب، يعد هذا الأمر بالغ الأهمية لأن نظام مانع التسرب في الحامل بأكمله ديناميكي. كل شوط يعرض موانع التسرب لانعكاسات الضغط والتسخين الناتج عن الاحتكاك والضغط الميكانيكي. ولهذا السبب يتطلب تصميم الأسطوانات غير المزودة بقضيب تحكمًا أكثر دقة في فجوة البثق مقارنة بالأسطوانات القياسية.
ما هي أبعاد الفجوة الحرجة لمختلف نطاقات الضغط؟
معرفة المتطلبات الدقيقة للأبعاد يساعدك على تحديد الأسطوانات بشكل صحيح وتجنب الأعطال المبكرة. 🎯
تختلف الفجوات القصوى الحرجة للبثق حسب نطاق الضغط: 0.3-0.4 مم لـ 6-8 بار، 0.2-0.25 مم لـ 8-10 بار، 0.15-0.20 مم لـ 10-12 بار، و 0.10-0.15 مم لـ 12-16 بار — يجب الحفاظ على هذه الأبعاد عبر محيط الختم بالكامل، مع مراعاة التمدد الحراري والتآكل وتفاوتات التصنيع، مما يتطلب معالجة دقيقة لـ IT73 أو درجات تحمل أفضل للأنظمة الهوائية عالية الضغط.
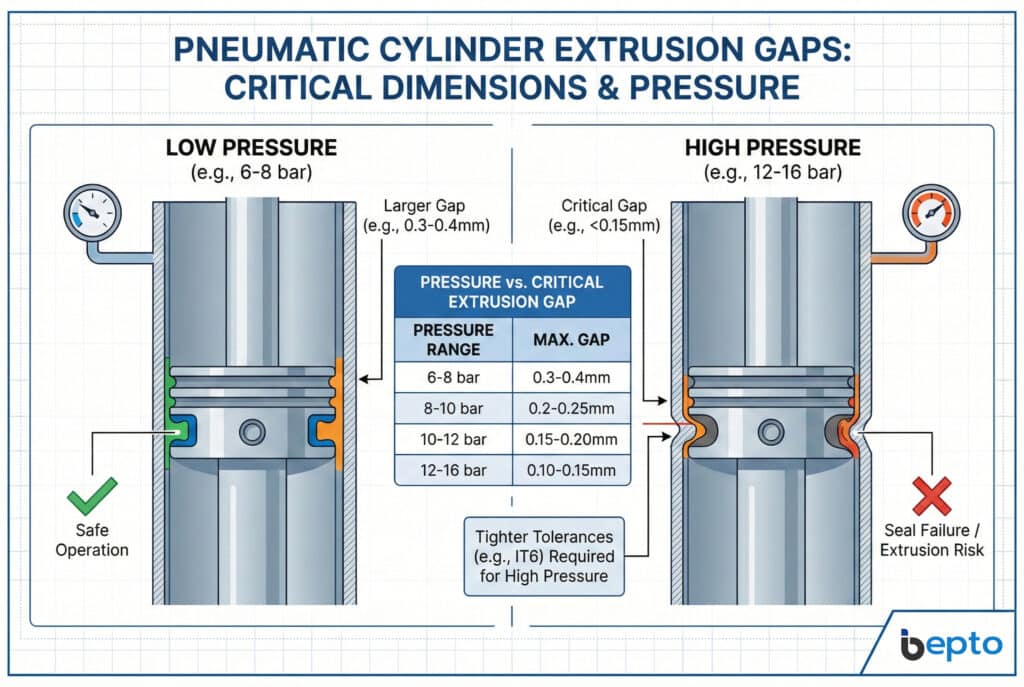
مواصفات الفجوة القائمة على الضغط
في Bepto، نستخدم قواعد التصميم هذه لأسطواناتنا غير المزودة بقضبان:
ضغط منخفض (حتى 6 بار):
- أقصى فجوة شعاعية: 0.35 مم
- الموصى به: 0.25-0.30 مم
- درجة التفاوت: IT8 (±0.046 مم لقطر 50 مم)
الضغط المتوسط (6-10 بار):
- أقصى فجوة شعاعية: 0.20 مم
- الموصى به: 0.15-0.18 مم
- درجة التفاوت: IT7 (±0.030 مم لقطر 50 مم)
ضغط عالي (10-16 بار):
- أقصى فجوة شعاعية: 0.15 مم
- الموصى به: 0.10-0.12 مم
- درجة التفاوت: IT6 (±0.019 مم لقطر 50 مم)
هذه الأرقام ليست نظرية، بل مستمدة من اختبارات ميدانية أجريت على آلاف المنشآت وملايين ساعات التشغيل.
حساب التمدد الحراري
هناك عامل يغفل عنه العديد من المهندسين: يتوسع الألومنيوم بحوالي 23 ميكرومتر لكل متر لكل درجة مئوية. في أسطوانة بدون قضيب بطول متر واحد تعمل في درجة حرارة تتراوح بين 20 و60 درجة مئوية (وهو أمر شائع في البيئات الصناعية)، يتوسع البرميل بمقدار 0.92 ملم في الطول وبنفس النسبة في القطر.
بالنسبة لأسطوانة بقطر 63 مم، فإن ذلك يمثل زيادة في القطر بنحو 0.058 مم. إذا كانت الفجوة في حالة البرودة 0.15 مم ولم تأخذ في الاعتبار معامل التمدد الحراري4, ، تصبح الفجوة في حالة السخونة 0.208 مم — مما قد يدفعها إلى منطقة الفشل عند الضغط العالي.
نصمم أسطوانات Bepto مع مراعاة التعويض الحراري، باستخدام أزواج من المواد ومواصفات الأبعاد التي تحافظ على فجوات آمنة عبر نطاق درجة حرارة التشغيل الكامل.
تطور التآكل ونمو الفجوة
حتى مع الأبعاد الأولية المثالية، يؤدي التآكل إلى زيادة فجوات البثق تدريجياً. في اختباراتنا، وجدنا أن:
- تآكل البرميل: 0.01-0.02 مم لكل مليون دورة (ألومنيوم مؤكسد صلب)
- تآكل المكبس: 0.02-0.03 مم لكل مليون دورة (ألومنيوم مطلي)
- تآكل الختم: انخفاض الارتفاع بمقدار 0.05-0.10 مم لكل مليون دورة
وهذا يعني أن الأسطوانة التي تبدأ بفجوات تبلغ 0.15 مم قد تصل إلى 0.20 مم بعد 500,000 دورة. إن التصميم مع أخذ هذا التقدم في الاعتبار - بدءًا بفجوات أولية أضيق - يطيل عمر الختم بشكل كبير.
طرق القياس والتحقق
عندما أزور مواقع العملاء لإصلاح أعطال الأختام، أحضر معي دائمًا أدوات قياس دقيقة. لا يمكنك إدارة ما لا تقيسه. نتحقق من فجوات البثق باستخدام:
- مقاييس الدبوس لإجراء فحوصات سريعة للقبول أو الرفض
- ميكرومتر الثقب للقياسات الداخلية الدقيقة
- آلات القياس التنسيقي (CMM) للتحقق الكامل من الهندسة
أتذكر زيارتي إلى لورا، مديرة الجودة في شركة تصنيع معدات الأتمتة في أونتاريو. كانت تشعر بالإحباط بسبب عدم اتساق عمر الختم عبر أسطوانات يفترض أنها متطابقة. عندما قمنا بقياس الفجوات الفعلية، وجدنا تباينات تتراوح بين 0.12 مم و 0.38 مم في نفس دفعة الإنتاج من موردها السابق. بعد التحول إلى أسطوانات Bepto ذات فجوات مؤكدة تبلغ 0.15 مم ±0.02 مم، أصبح عمر الختم متوقعًا ومتسقًا. 📏
ما هي ميزات التصميم وحلقات الدعم التي تمنع بثق السدادة في الأسطوانات غير المزودة بقضيب؟
تجمع الحلول الهندسية المناسبة بين التحكم في الأبعاد وأنظمة الدعم الميكانيكية لزيادة عمر الختم إلى أقصى حد. 🔧
يتطلب منع بثق السدادة اتباع نهج تصميم متكامل يشمل أخاديد سدادة مصنعة بدقة مع نسب عمق وعرض محسنة، ومقاومة للبثق. الحلقات الاحتياطية5 (PTFE أو بولي يوريثان مقوى) موضوعة على جانب الضغط، وحواف مشطوفة لمنع تلف السدادة أثناء التجميع، واختيار المواد بما يتناسب مع صلابة السدادة وضغط التشغيل — في الأسطوانات غير المزودة بقضيب، تقلل تكوينات السدادة المزدوجة ذات التصميمات المتوازنة الضغط من مخاطر البثق مع الحفاظ على احتكاك منخفض.

هندسة محسنة لأخدود الختم
إن أخدود الختم ليس مجرد فتحة مستطيلة الشكل، بل إن أبعاده تؤثر بشكل كبير على مقاومة البثق. نحن نصمم أخاديد الختم Bepto وفقًا للمبادئ التالية:
عمق الأخدود: 70-80% من المقطع العرضي للختم (يسمح بالضغط المتحكم فيه)
عرض الأخدود: 90-95% من المقطع العرضي للختم (يمنع الضغط الزائد)
نصف قطر الزاوية: 0.2-0.4 مم (يمنع تركيز الإجهاد)
تشطيب السطح: Ra 0.4-0.8 ميكرومتر (يحسن احتكاك الختم)
تضمن هذه النسب ضغط الختم بشكل كافٍ لخلق قوة إحكام دون إجهاد المادة بشكل مفرط، مما قد يؤدي إلى تسريع عملية البثق.
اختيار الحلقة الاحتياطية وموضعها
الحلقات الاحتياطية هي الأبطال المجهولون في مجال الختم عالي الضغط. توجد هذه الحلقات الصلبة أو شبه الصلبة بجوار الختم على جانب الضغط، حيث تعمل على سد فجوة البثق ماديًا. يمكنك التفكير فيها على أنها سد يمنع مادة الختم من التدفق إلى الفراغ.
حلقات احتياطية PTFE (معيارنا في Bepto لـ 10+ بار):
- صلابة شور D 50-60 (أكثر صلابة بكثير من اللدائن)
- يمكنه سد فجوات تصل إلى 0.4 مم عند 16 بار
- معامل احتكاك منخفض (0.05-0.10)
- درجة حرارة ثابتة حتى 200 درجة مئوية
حلقات دعم من البولي يوريثين المقوى (للضغط المعتدل):
- صلابة شور A 95-98
- فعال للفجوات التي تصل إلى 0.3 مم عند 10 بار
- مرونة أفضل من PTFE
- أكثر اقتصادية للتطبيقات ذات الضغط المتوسط
المفتاح هو الموضع: يجب أن تكون حلقة الدعم على جانب الضغط من الختم. لقد رأيت تركيبات تم فيها تركيب حلقات الدعم في الاتجاه المعاكس، مما أدى إلى عدم توفير أي حماية — وهو خطأ مكلف يمكن تجنبه بسهولة من خلال التدريب المناسب.
التحديات الخاصة بالأسطوانات غير المزودة بقضيب
تشكل الأسطوانات غير المزودة بقضبان تحديات فريدة في مجال البثق لأن أختام الحامل يجب أن تحافظ على الضغط أثناء الانزلاق على طول البرميل بالكامل. في Bepto، نستخدم تكوينًا مزدوج الأختام:
- الختم الأساسي: 92 شور A بولي يوريثان U-cup مع هندسة شفة محسنة
- ختم ثانوي: حلقة دعم PTFE مع مشغل زنبركي
- ختم الممسحة: يزيل الملوثات التي قد تضر بالختم الأساسي
يوفر هذا النظام المكون من ثلاثة عناصر تكرارًا - إذا بدأ الختم الأساسي في إظهار تلف البثق، فإن الحلقة الاحتياطية تمنع حدوث عطل كارثي، مما يمنحك الوقت الكافي لجدولة الصيانة بدلاً من التعرض لتوقف طارئ.
توافق المواد ومقاومة المواد الكيميائية
بثق الأختام ليس عملية ميكانيكية بحتة — فالتوافق الكيميائي يؤثر على خصائص المواد ومقاومة البثق. يمكن أن يؤدي التعرض لسوائل أو مواد تشحيم غير متوافقة إلى:
- تضخم الختم، مما يزيد الاحتكاك وتوليد الحرارة
- تليين المادة، مما يقلل من مقاومة البثق
- هاردن الختم، مما يتسبب في تشقق وفقدان الختم
نحدد مواد الختم في Bepto بناءً على البيئات الصناعية الشائعة:
- هواء قياسي: أختام من البولي يوريثين (أداء ممتاز في جميع المجالات)
- الهواء الملوث بالزيت: أختام NBR (مقاومة للزيت)
- تطبيقات درجات الحرارة العالية: أختام فيتون (مقاومة للحرارة حتى 200 درجة مئوية)
- الأغذية/الأدوية: بولي يوريثان أو PTFE متوافق مع معايير إدارة الغذاء والدواء الأمريكية (FDA)
الصيانة الوقائية والمراقبة
حتى مع التصميم المثالي، فإن مراقبة حالة الختم تمنع حدوث أعطال غير متوقعة. نوصي باتباع الممارسات التالية:
الفحص البصري كل 100,000 دورة أو 6 أشهر:
- تحقق من وجود قضمات مرئية على حواف الختم
- ابحث عن تسرب الزيت أو الهواء
- تحقق من التشغيل السلس دون التصاق
مراقبة الأداء:
- تتبع أوقات الدورات (زيادة الوقت تشير إلى ارتفاع الاحتكاك)
- مراقبة استهلاك الهواء (تشير الزيادة إلى وجود تسرب)
- سجل أي أصوات أو اهتزازات غير عادية
الاستبدال التنبئي:
- استبدل الأختام عند 70-80% من العمر المتوقع
- لا تنتظر الفشل التام
- جدولة الاستبدال خلال فترة التوقف المخطط لها
في Bepto، نوفر لعملائنا أدوات لتوقع عمر الختم بناءً على ظروف التشغيل المحددة الخاصة بهم — الضغط ومعدل الدورة ودرجة الحرارة والبيئة. وهذا يزيل التخمين من تخطيط الصيانة ويمنع الأعطال الطارئة المكلفة التي تعطل جداول الإنتاج.
الخاتمة
فيزياء فجوة البثق ليست مجرد نظرية أكاديمية — إنها الفرق بين الأنظمة الهوائية الموثوقة وفشل الأختام المكلف والمحبط. من خلال الحفاظ على أبعاد الفجوة الدقيقة دون الحدود الحرجة، واستخدام حلقات الدعم المناسبة، واختيار المواد التي تتناسب مع ظروف التشغيل، يمكنك إطالة عمر الختم بمقدار 5-10 أضعاف مقارنة بالأنظمة سيئة التصميم. في Bepto، تتضمن كل أسطوانة بدون قضيب نصنعها مبادئ منع البثق هذه لأننا ندرك أن إنتاجك لا يمكنه تحمل فترات تعطل غير متوقعة. عند تحديد الأسطوانات، لا تقبل التأكيدات الغامضة — اطلب مواصفات الأبعاد وقياسات الفجوات وتفاصيل نظام الختم التي تثبت مقاومة البثق. 🛡️
أسئلة وأجوبة حول فجوات البثق وفشل الختم
س: كيف يمكنني قياس فجوات البثق في الأسطوانات المركبة دون تفكيكها؟
يتطلب القياس المباشر تفكيك المكونات، ولكن يمكنك استنتاج وجود فجوات مفرطة من خلال أعراض الأداء: تآكل سريع للسدادات (أقل من 100,000 دورة)، قضم مرئي على السدادات التي تم إزالتها، زيادة استهلاك الهواء بمرور الوقت، وانخفاض الضغط تحت الحمل. بالنسبة للتطبيقات الحرجة، نوصي في Bepto بإجراء فحوصات مجدولة كل 500,000 دورة حيث يتم فحص السدادات والتحقق من الفجوات باستخدام أدوات قياس دقيقة.
س: هل يمكنني استخدام حلقات الدعم لتعويض الأسطوانات ذات الفجوات البارزة المفرطة؟
تساعد الحلقات الاحتياطية ولكنها ليست حلاً كاملاً للأسطوانات سيئة التصميم — فهي يمكن أن تسد الفجوات التي تتجاوز الأبعاد المثلى بمقدار 0.1-0.15 مم، ولكن الفجوات التي تتجاوز 0.4 مم ستؤدي إلى حدوث أعطال حتى مع وجود الحلقات الاحتياطية. بالإضافة إلى ذلك، تؤدي الفجوات الكبيرة إلى زيادة الاحتكاك والتآكل في الحلقات الاحتياطية نفسها. إن التصميم السليم للأسطوانة مع الفجوات الأولية الصحيحة دائمًا ما يكون أفضل من محاولة التعويض باستخدام الحلقات الاحتياطية.
س: لماذا تتلف الأختام بشكل أسرع عند سرعات دورات أعلى حتى عند نفس الضغط؟
تولد السرعات العالية للدورات مزيدًا من حرارة الاحتكاك، مما يؤدي إلى تليين مواد الختم وتقليل مقاومة البثق — فالختم الذي يعمل عند 90 درجة مئوية بسبب الاحتكاك عالي السرعة يكون صلابة أقل بـ 10-15 نقطة شور A من نفس المادة عند 40 درجة مئوية. بالإضافة إلى ذلك، تؤدي الدورات السريعة للضغط إلى تركزات ديناميكية للضغط تسرع من بدء التآكل. بالنسبة للتطبيقات عالية السرعة التي تزيد عن 1 متر/ثانية، حدد موانع تسرب ذات درجة صلابة أعلى وقلل الفجوات القصوى بمقدار 0.02-0.03 مم.
س: هل توجد مواد مانعة للتسرب تقضي تمامًا على مخاوف البثق؟
توفر مركبات PTFE و PTFE المملوءة أعلى مقاومة للبثق، وتعمل بشكل موثوق عند 16+ بار مع فجوات 0.3-0.4 مم، ولكنها تتطلب قوى إحكام أعلى ولديها مرونة محدودة مقارنة بالبولي يوريثين أو المطاط. بالنسبة لمعظم التطبيقات الهوائية، توفر أنظمة الإحكام المصممة بشكل صحيح من البولي يوريثين مع حلقات الدعم أداءً عامًا أفضل — احتكاك أقل، وإحكام أفضل عند بدء التشغيل، ومقاومة بثق كافية عند التحكم في الفجوات بشكل صحيح.
س: كيف يمكنني تحديد متطلبات فجوة البثق عند طلب أسطوانات مخصصة؟
اطلب مواصفات أبعاد واضحة في طلب الشراء الخاص بك: “الحد الأقصى للفراغ الشعاعي بين القطر الخارجي للمكبس والقطر الداخلي للبرميل: 0.15 مم مقاس عند 20 درجة مئوية” و“يجب أن يشتمل نظام الختم على حلقات دعم PTFE مصنفة لـ [الضغط الخاص بك] بار”. في Bepto، نقدم تقارير فحص الأبعاد مع كل أسطوانة مخصصة توضح الفجوات الفعلية المقاسة ومواصفات نظام الختم، مما يضمن حصولك على أسطوانات مصممة خصيصًا لتلبية متطلبات الضغط والأداء الخاصة بك.
-
تعرف على مقياس صلابة شور A المستخدم لقياس مقاومة اللدائن والمطاط. ↩
-
فهم مجموعة الضغط، وهو التشوه الدائم للمادة بعد تعرضها للإجهاد. ↩
-
عرض نظام ISO للحدود والمقاسات الذي يحدد درجات التفاوت القياسية مثل IT7. ↩
-
اقرأ عن كيفية تمدد المواد وانكماشها مع تغيرات درجة الحرارة بناءً على خصائصها الفيزيائية. ↩
-
اكتشف كيف تمنع حلقات الدعم البثق عن طريق سد الفجوة بين المكونات المعدنية. ↩
