
مقدمة
كل ثانية مهمة في التصنيع الآلي. عندما يعمل خط الإنتاج الخاص بك 16 ساعة في اليوم، فإن تحسينًا بسيطًا قدره 0.2 ثانية لكل دورة يمكن أن يضيف آلاف الوحدات الإضافية سنويًا — أو يؤدي إلى توقف مكلف إذا لم يتم تحسين التباطؤ. تؤدي ملفات التباطؤ الضعيفة إلى صدمات ميكانيكية وتآكل مبكر وأوقات دورات أبطأ، مما يؤدي إلى تآكل ميزتك التنافسية بصمت. 😰
لتقليل وقت الدورة إلى الحد الأدنى، صمم ملفات تعريف التباطؤ التي توازن بين التوقف القوي والتخميد المتحكم فيه — باستخدام وسائد هوائية قابلة للتعديل، وأدوات التحكم في التدفق، وأطوال السكتات المحسنة. يمكن أن يقلل ملف التعريف المناسب وقت الدورة بنسبة 15-30% مع إطالة عمر المكونات. ⚡
تحدثت مؤخرًا مع ديفيد، مهندس عمليات في مصنع قطع غيار سيارات في ميشيغان. كان فريقه يخسر 8 ثوانٍ في كل دورة بسبب إعدادات التباطؤ المفرطة في التحفظ على أسطوانات بدون قضيب1. بعد أن أعدنا تصميم ملف التبطين الخاص بهم وقمنا بالترقية إلى أسطوانات Bepto القابلة للتعديل بدون قضبان، تمكنوا من تقليل كل دورة بمقدار 3.2 ثانية، مما أدى إلى زيادة الإنتاجية بمقدار 12% دون أي استثمار رأسمالي في آلات جديدة. 🎯
جدول المحتويات
- ما هو ملف التباطؤ ولماذا هو مهم؟
- كيف تحسب التباطؤ الأمثل للأسطوانات الهوائية؟
- ما هي تقنيات التبطين التي تقلل من وقت الدورة بشكل أكثر فعالية؟
- ما هي الأخطاء الشائعة عند ضبط ملفات تعريف التباطؤ؟
ما هو ملف التباطؤ ولماذا هو مهم؟
يحدد ملف التباطؤ مدى سرعة تباطؤ الحمولة المتحركة حتى توقفها في نهاية شوط الأسطوانة الهوائية. إنها اليد الخفية التي تحمي معداتك أو تدمرها — دورة تلو الأخرى. 🛠️
يقلل ملف التباطؤ المصمم جيدًا من نقل الطاقة الحركية إلى غطاء نهاية الأسطوانة، مما يقلل من الضوضاء والاهتزاز والتآكل الميكانيكي مع تقصير إجمالي وقت الدورة. تتسبب الملفات السيئة في حدوث أحمال صدمية يمكن أن تؤدي إلى تكسير الأختام وترخي التركيبات وتتطلب صيانة متكررة.

الفيزياء الكامنة وراء التباطؤ
عندما يقوم مشغل هوائي بتحريك حمولة بسرعة عالية، فإنه يتراكم الطاقة الحركية2 (KE = ½mv²). في نهاية الشوط، يجب أن تتبدد هذه الطاقة بأمان. بدون توسيد مناسب، يصطدم المكبس بالغطاء النهائي بأقصى سرعة، مما يؤدي إلى:
- أحمال الصدمات 5-10 أضعاف قوة التشغيل العادية
- الضوضاء الصوتية تزيد عن 85 ديسيبل
- فشل الختم قبل الأوان وتآكل المحامل
- تذبذب الارتداد مما يضيف 0.5-2 ثانية إلى وقت الاستقرار
التأثير الواقعي
من خلال خبرتنا في Bepto، لاحظنا أن المصانع التي تستخدم أسطوانات قديمة غير قابلة للتعديل تفقد 20-40% من الإنتاجية المحتملة لمجرد أن المشغلين يضبطون السرعة على مستويات متحفظة لتجنب التلف. والمفارقة هي أنهم ما زالوا يستبدلون الأختام كل 6 أشهر بسبب الصدمات المتبقية.
يمكن للأسطوانات الحديثة بدون قضيب مع التباطؤ المحدد أن تعمل بسرعة أكبر بنسبة 30-50% بينما تمديد عمر المكونات. هذا هو الهدف الهندسي الذي نساعد عملائنا على تحقيقه. 💡
كيف تحسب التباطؤ الأمثل للأسطوانات الهوائية؟
يتطلب حساب معدل التباطؤ الصحيح موازنة ثلاثة متغيرات: كتلة الحمولة والسرعة ومسافة التخميد المتاحة. إذا أخطأت في ذلك، فسوف تضيع الوقت أو تتلف المعدات. 📊
استخدم الصيغة: التباطؤ (أ) = v² / (2 × d)3, ، حيث v هي السرعة عند دخول الوسادة و d هي طول الوسادة. ثم تحقق من أن قوة التباطؤ القصوى (F = ma) تظل أقل من 80% من القوة المقدرة للأسطوانة لمنع حدوث تلف هيكلي.

طريقة الحساب خطوة بخطوة
- قياس إجمالي الكتلة المتحركة (الحمل + المكبس + الأدوات)
- تحديد السرعة القصوى الآمنة من متطلبات طلبك
- احسب الطاقة الحركية: KE = 0.5 × الكتلة × السرعة²
- حدد طول الوسادة (عادةً ما يكون 5-15% من إجمالي السكتة الدماغية)
- حساب قوة التباطؤ المطلوبة: F = KE / مسافة التوسيد
- تحقق من تصنيفات الأسطوانات وتعديل إعدادات الوسادة
مثال عملي
لنفترض أنك تقوم بنقل حمولة وزنها 25 كجم بسرعة 1.2 م/ث على أسطوانة بدون قضيب بطول 1000 مم:
| المعلمة | القيمة | الحساب |
|---|---|---|
| الكتلة المتحركة | 25 كجم | بالنظر إلى |
| السرعة | 1.2 م/ث | بالنظر إلى |
| الطاقة الحركية | 18 ي | 0.5 × 25 × 1.2² |
| طول الوسادة | 80 مم | 8% من السكتة الدماغية |
| القوة المتوسطة المطلوبة | 225 شمال | 18 J ÷ 0.08 م |
| تجويف الأسطوانة | 40 ملم | مختار لـ 400 نيوتن عند 6 بار |
| هامش الأمان | 44% | (400-225)/400 |
هذا الملف الشخصي آمن وجريء. في Bepto، نوفر مخططات ضبط الوسادة مع كل أسطوانة بدون قضيب لمساعدتك في إدخال هذه الأرقام دون تخمين. 📈
ما هي تقنيات التبطين التي تقلل من وقت الدورة بشكل أكثر فعالية؟
ليست جميع أنظمة التبطين متشابهة. تؤثر التقنية التي تختارها بشكل مباشر على مدى قوة التباطؤ — وبالتالي على سرعة ركوب الدراجة. 🔧
توفر الوسائد الهوائية القابلة للتعديل مع أدوات التحكم المستقلة في تدفق المدخل/المخرج أفضل توازن بين الأداء والتكلفة من أجل تحسين وقت الدورة. فهي تسمح بضبط الوقت الفعلي ويمكن أن تقلل مسافة التباطؤ بنسبة 30-40% مقارنة بـ مصدات مطاطية ثابتة4.

مقارنة تقنيات التبطين
| التكنولوجيا | تأثير وقت الدورة | قابلية التعديل | التكلفة | الأفضل لـ |
|---|---|---|---|---|
| مصدات مطاطية | خط الأساس (0%) | لا يوجد | $ | السرعة المنخفضة، الأحمال الخفيفة |
| وسائد هوائية ثابتة | −10% | لا يوجد | $$ | سرعة متوسطة، أحمال ثابتة |
| وسائد هوائية قابلة للتعديل | −25% | عالية | $$$ | سرعة عالية، أحمال متغيرة |
| ماصات صدمات هيدروليكية | −35% | متوسط | $$$$ | تطبيقات عالية الطاقة للغاية |
| توسيد مؤازر | −40% | عالية جداً | $$$$$ | دقة فائقة، تنوع كبير |
لماذا نوصي باستخدام الوسائد الهوائية القابلة للتعديل
في Bepto، تشمل 78% من طلبات الأسطوانات بدون قضبان لدينا الآن توسيدًا قابلًا للتعديل — ولسبب وجيه. إليك ما يجعلها مثالية:
- قابل للضبط ميدانياً: قم بضبطه باستخدام مفك البراغي، دون الحاجة إلى تفكيكه
- ثنائية الاتجاه: تحسين كل من حركات التمدد والانكماش بشكل مستقل
- فعالة من حيث التكلفة: 60-70% أقل من المخمدات الهيدروليكية
- لا تحتاج إلى صيانة: لا يوجد زيت، ولا أختام لتغييرها
قصة نجاح من ألمانيا
عملت مع كلوديا، مديرة الإنتاج في شركة آلات تغليف في شتوتغارت. كان فريقها يستخدم أسطوانات ذات وسائد ثابتة ودورات تشغيل مدتها 1.8 ثانية لتجنب التلف. استبدلناها بأسطوانات Bepto ذات وسادة قابلة للتعديل وبدون قضبان وقضينا 30 دقيقة في ضبط ملف التباطؤ. النتيجة؟ انخفضت مدة الدورة إلى 1.2 ثانية — تحسن بنسبة 33% — مع عدم زيادة في طلبات الصيانة على مدار الـ 18 شهرًا التالية. أخبرتني لاحقًا أن هذا التغيير الوحيد ساعدهم في الفوز بعقد كبير كانوا قد خسروه سابقًا بسبب مواصفات الإنتاجية. 🏆
ما هي الأخطاء الشائعة عند ضبط ملفات تعريف التباطؤ؟
حتى المهندسون ذوو الخبرة قد يغفلون أحيانًا عن عوامل مهمة عند تحسين التباطؤ. قد تكلفك هذه الأخطاء الوقت والمال وموثوقية المعدات. ⚠️
الأخطاء الأكثر شيوعًا هي: التبطين الزائد (إضاعة الوقت في التباطؤ غير الضروري)، والتبطين الناقص (التسبب في تلف الصدمات)، وتجاهل تباين الحمولة (التحسين لظرف واحد فقط)، وعدم مراعاة تقلبات ضغط إمداد الهواء التي تغير خصائص التباطؤ.
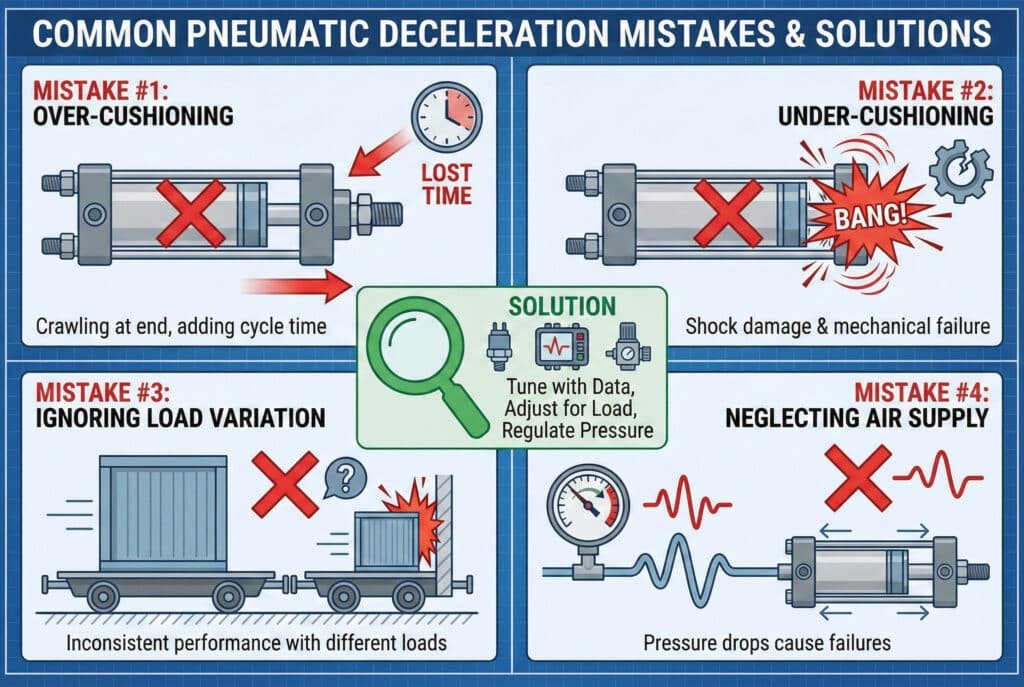
الخطأ #1: الإفراط في التوسيد
يضبط العديد من المشغلين الوسائد بشكل مفرط بدافع الخوف. يتباطأ المكبس مبكراً جداً و“يزحف” في آخر 20-30 ملم، مما يضيف 0.5-1.5 ثانية لكل دورة. اضرب ذلك في 50,000 دورة شهرياً، وستكون قد خسرت 25,000 ثانية، أي ما يقرب من 7 ساعات من وقت الإنتاج! 😱
الحل: استخدم مسجل بيانات أو مستشعر ضغط لقياس قوى التباطؤ الفعلية. اضبط الوسائد حتى ترى ارتفاعًا سلسًا ومتسقًا في الضغط دون تجاوز 80% من القوة المقدرة.
الخطأ #2: تجاهل تباين الحمل
إذا كان تطبيقك يتعامل مع أوزان مختلفة للأجزاء (تباين ±20%)، فلا يمكنك التحسين لشرط واحد فقط. فالملف الشخصي المثالي للأحمال الثقيلة سيضغط الأحمال الخفيفة في الغطاء النهائي.
الحل: توليف لـ الأثقل الحمل، ثم استخدم أدوات التحكم في التدفق على جانب الإمداد لتقليل السرعة قليلاً للأجزاء الأخف وزناً. أو فكر في خيار وسادة استشعار الحمل من Bepto التي تتكيف تلقائياً بناءً على الطاقة الحركية.
الخطأ #3: إهمال جودة إمدادات الهواء
تؤثر انخفاضات الضغط وتغيرات درجة الحرارة والرطوبة في الهواء المضغوط على أداء التبطين. قد يفشل الملف الشخصي المضبوط على 6.5 بار بشكل كارثي عندما ينخفض ضغط الإمداد إلى 5.2 بار أثناء ذروة الطلب في المصنع.
الحل: اضبط دائمًا على الحد الأدنى ضغط الإمداد المتوقع. قم بتركيب منظم ضغط وفلتر/مجفف مخصص لمحاور الحركة الحرجة.
دليل سريع لحل المشكلات
| العَرَض | السبب المحتمل | إصلاح |
|---|---|---|
| صوت انفجار قوي عند نهاية السكتة الدماغية | توسيد غير كافٍ | زيادة تقييد الوسادة |
| زحف بطيء في النهاية | التوسيد الزائد | تقليل تقييد الوسادة |
| وقت دورة غير متسق | تذبذب الضغط | إضافة منظم مخصص |
| الارتداد / التذبذب | الوسادة ناعمة جدًا | تقصير طول الوسادة أو إضافة التخميد |
الخاتمة
لا يقتصر تحسين ملامح التباطؤ على السرعة فحسب، بل يتعلق بإيجاد النقطة المثالية الهندسية التي تتحسن فيها مدة الدورة وعمر المعدات والموثوقية معًا. باستخدام تقنية التبطين المناسبة والضبط المنهجي، يمكنك تحقيق إنتاجية أكبر بنسبة 15-30% من أنظمتك الهوائية الحالية. 🚀
أسئلة وأجوبة حول تحسين ملف تعريف التباطؤ
س: ما مقدار الوقت الذي يمكنني توفيره بشكل واقعي من خلال تحسين التباطؤ؟
تشهد معظم التطبيقات انخفاضًا في وقت الدورة بنسبة 15-25% عند الانتقال من المصدات الثابتة إلى الوسائد القابلة للتعديل والمضبوطة. يعتمد المكسب الدقيق على طول الشوط وكتلة الحمل وطريقة التوسيد الحالية — حيث تشهد الشوطات الأطول والأحمال الأثقل أكبر التحسينات.
س: هل يمكنني تعديل الوسائد القابلة للتعديل لتناسب الأسطوانات الحالية التي لا تحتوي على قضبان؟
يعتمد ذلك على تصميم الأسطوانة. تدعم العديد من الأسطوانات الحديثة غير المزودة بقضيب (بما في ذلك جميع طرازات Bepto من عام 2018 فصاعدًا) عمليات تحديث الوسادة. قد تتطلب التصميمات القديمة استبدال الغطاء النهائي. نحن نقدم مجموعات تحديث لمعظم العلامات التجارية الكبرى — اتصل بنا مع رقم طراز الأسطوانة الخاص بك للتأكد من التوافق.
س: ما هو الحد الأدنى لطول الشوط الذي يكون فيه ضبط التباطؤ منطقيًا؟
بشكل عام، تستفيد السكتات التي تزيد عن 300 مم بشكل أكبر من التباطؤ المُحسّن. أقل من ذلك، تصبح مسافة التبطين قصيرة جدًا بحيث لا يكون للضبط الدقيق أهمية كبيرة. ومع ذلك، إذا كنت تعمل بسرعات عالية جدًا (>2 م/ث)، فإن السكتات القصيرة تستفيد أيضًا من التبطين المناسب.
س: كم مرة يجب عليّ إعادة ضبط ملفات تعريف التباطؤ؟
تحقق من إعدادات الوسادة كل 6 أشهر أو بعد 500,000 دورة، أيهما يأتي أولاً. أعد الضبط أيضًا كلما قمت بتغيير وزن الحمولة أو ضغط التشغيل أو لاحظت زيادة في الضوضاء/الاهتزاز. يستغرق ذلك 10-15 دقيقة ويمكن أن يمنع تعطل الماكينة لأسابيع.
س: هل الأنظمة المؤازرة الهوائية المؤازرة5 القضاء على الحاجة إلى التبطين؟
ليس تمامًا. في حين توفر الصمامات المؤازرة تحكمًا دقيقًا في السرعة، لا تزال المشغلات الهوائية بحاجة إلى توسيد نهاية الشوط لامتصاص الطاقة الحركية المتبقية ومنع الصدمات الميكانيكية. يمكن للأنظمة المؤازرة أن تقلل متطلبات التوسيد بنسبة 40-50%، ولكنها لا تستطيع القضاء عليها تمامًا في التطبيقات عالية السرعة.
-
تعرف على الآليات الأساسية ومزايا الأسطوانات غير المزودة بقضبان. ↩
-
مراجعة الفيزياء الأساسية التي تحكم تبديد الطاقة في أنظمة الحركة. ↩
-
استكشف الصيغة الهندسية لحساب التباطؤ المطلوب لإيقاف كتلة متحركة بأمان. ↩
-
قارن بين أداء وتكلفة ودورة حياة تقنيات التبطين الأسطوانية المختلفة. ↩
-
فهم كيفية تأثير أنظمة التحكم المتقدمة على الحاجة إلى التبطين المادي وتصميمه. ↩
