

Εισαγωγή
Οι πνευματικοί κύλινδροι σας είτε έχουν διαρροές αέρα είτε φθείρουν τις τσιμούχες κάθε λίγους μήνες, αλλά ποτέ και τα δύο ταυτόχρονα. 💨 Βρίσκεστε σε μια απογοητευτική κατάσταση: αν αυξήσετε τη δύναμη σφράγισης για να σταματήσετε τις διαρροές, η τριβή αυξάνεται κατακόρυφα προκαλώντας πρόωρη φθορά. Αν μειώσετε την τριβή, η απώλεια πίεσης γίνεται απαράδεκτη. Αυτό δεν είναι πρόβλημα ποιότητας των εξαρτημάτων, αλλά ένα θεμελιώδες πρόβλημα σχεδιασμού του προφίλ των χειλιών που κοστίζει στους κατασκευαστές εκατομμύρια σε σπατάλη ενέργειας και συντήρηση.
Η βελτιστοποίηση του προφίλ των χειλιών είναι η τεχνική διαδικασία σχεδιασμού της γεωμετρίας των χειλιών της στεγανοποίησης, συμπεριλαμβανομένης της γωνίας επαφής (συνήθως 8-25°), του πλάτους επαφής (0,3-1,5 mm) και το πάχος του χείλους — για την επίτευξη της βέλτιστης ισορροπίας μεταξύ της δύναμης στεγανοποίησης (αποτροπή διαρροών) και της δύναμης τριβής (ελαχιστοποίηση της φθοράς και της απώλειας ενέργειας), με κατάλληλα βελτιστοποιημένα προφίλ που προσφέρουν μείωση της τριβής κατά 40-60%, διατηρώντας παράλληλα τα ποσοστά διαρροής κάτω από 0,1 λίτρα/λεπτό στην ονομαστική πίεση σε εφαρμογές πνευματικών κυλίνδρων.
Μόλις το προηγούμενο τρίμηνο, συνεργάστηκα με τον Brian, έναν υπεύθυνο συντήρησης σε ένα εργοστάσιο ανταλλακτικών αυτοκινήτων στο Τενεσί, του οποίου η γραμμή παραγωγής κατανάλωνε 35% περισσότερο πεπιεσμένο αέρα από τις προδιαγραφές σχεδιασμού. Οι κύλινδροι OEM που χρησιμοποιούσε είχαν επιθετικά προφίλ στεγανοποίησης που δημιουργούσαν υπερβολική τριβή, προκαλώντας συσσώρευση θερμότητας και ταχεία φθορά των στεγανοποιητικών. Μετά τη μετάβαση στους κυλίνδρους χωρίς ράβδο Bepto με βελτιστοποιημένα προφίλ στεγανοποίησης, η κατανάλωση αέρα μειώθηκε κατά 28%, η διάρκεια ζωής των στεγανοποιητικών τριπλασιάστηκε και τα ετήσια έξοδα συντήρησης μειώθηκαν κατά $43.000. 📉
Πίνακας περιεχομένων
- Τι είναι η βελτιστοποίηση του προφίλ των χείλη και γιατί είναι σημαντική για την απόδοση του κυλίνδρου;
- Πώς επηρεάζουν η γωνία επαφής και η γεωμετρία των χειλιών τη δύναμη στεγανοποίησης σε σχέση με την τριβή;
- Ποιοι είναι οι βασικοί παράμετροι σχεδιασμού για βελτιστοποιημένα προφίλ στεγανοποιητικών χειλιών;
- Ποια σχέδια προφίλ χείλους προσφέρουν την καλύτερη απόδοση για κυλίνδρους χωρίς ράβδο;
Τι είναι η βελτιστοποίηση του προφίλ των χείλη και γιατί είναι σημαντική για την απόδοση του κυλίνδρου;
Η κατανόηση των βασικών αρχών της μηχανικής που διέπουν τον σχεδιασμό των στεγανοποιητικών χείλων σας βοηθά να επιλέξετε κυλίνδρους που προσφέρουν τόσο αξιοπιστία όσο και αποδοτικότητα. 🔧
Η βελτιστοποίηση του προφίλ των χειλιών περιλαμβάνει την ακριβή σχεδίαση της γεωμετρίας επαφής της στεγανοποίησης, ώστε να δημιουργείται επαρκής πίεση επαφής για τη στεγανοποίηση (συνήθως 0,8-2,5 MPa) και ταυτόχρονα να ελαχιστοποιείται η δύναμη τριβής. Το προφίλ των χειλιών καθορίζει την περιοχή επαφής, την κατανομή της πίεσης και τη συμπεριφορά παραμόρφωσης υπό φορτίο, επηρεάζοντας άμεσα την κατανάλωση αέρα (η τριβή ευθύνεται για το 60-80% της απώλειας ενέργειας του κυλίνδρου), τους ρυθμούς φθοράς της στεγανοποίησης (τα κατάλληλα προφίλ παρατείνουν τη διάρκεια ζωής κατά 3-5 φορές) και την απόδοση του συστήματος σε πνευματικές εφαρμογές.
Η θεμελιώδης σύγκρουση μεταξύ στεγανοποίησης και τριβής
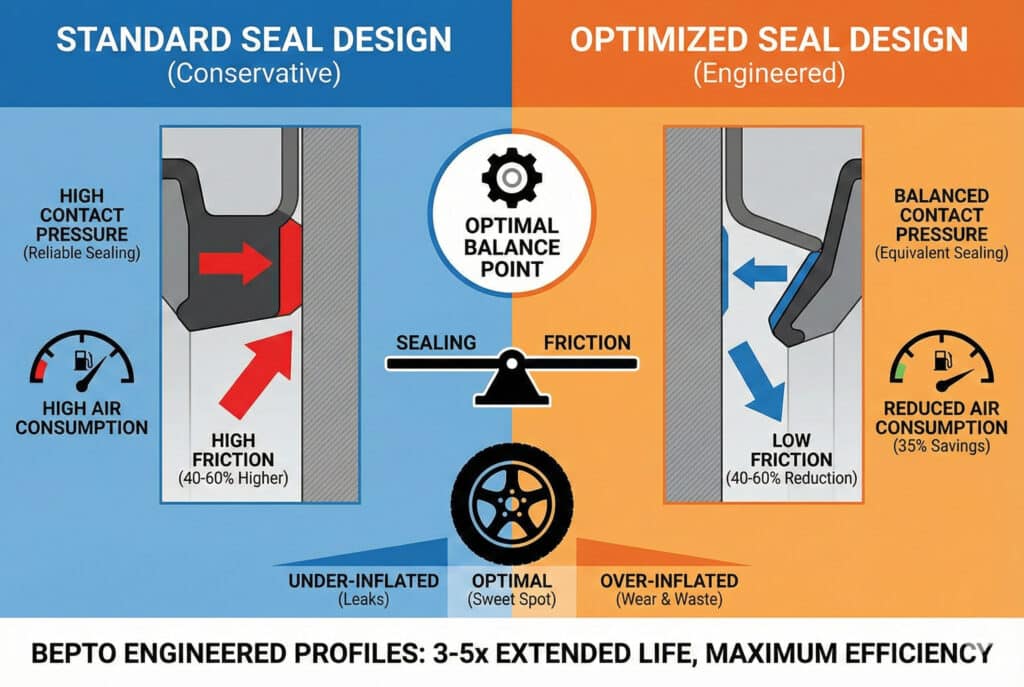
Κάθε χείλος στεγανοποίησης πρέπει να πιέζει τον κύλινδρο με αρκετή δύναμη ώστε να αποτρέπει τη διαφυγή του πεπιεσμένου αέρα. Αυτή η πίεση επαφής δημιουργεί τριβή — είναι αναπόφευκτο φυσικό φαινόμενο. Η πρόκληση είναι να βρεθεί το “ιδανικό σημείο” όπου η πίεση επαφής είναι επαρκής για τη στεγανοποίηση, αλλά όχι υπερβολική.
Σκεφτείτε το σαν ένα ελαστικό αυτοκινήτου: αν η πίεση είναι πολύ μικρή, χάνει αέρα, αν είναι πολύ μεγάλη, φθείρεται γρήγορα και σπαταλά καύσιμα. Τα χείλη στεγανοποίησης λειτουργούν με τον ίδιο τρόπο, αλλά η βελτιστοποίηση είναι πολύ πιο περίπλοκη, επειδή η επιφάνεια επαφής μετράται σε τετραγωνικά χιλιοστά και όχι σε τετραγωνικές ίντσες.
Παραδοσιακό σχέδιο σφραγίδας (συντηρητική προσέγγιση):
- Υψηλές γωνίες επαφής (20-25°)
- Ευρείες ζώνες επαφής (1,0-1,5 mm)
- Υπερβολικά περιθώρια ασφαλείας
- Αποτέλεσμα: Αξιόπιστη στεγανοποίηση, αλλά 40-60% υψηλότερη τριβή από την απαραίτητη.
Βελτιστοποιημένος σχεδιασμός στεγανοποίησης (τεχνολογική προσέγγιση):
- Μέτριες γωνίες επαφής (10-15°)
- Στενές ζώνες επαφής (0,4-0,7 mm)
- Υπολογισμένοι συντελεστές ασφαλείας
- Αποτέλεσμα: Ισοδύναμη στεγανοποίηση με μείωση τριβής 40-60%
Στην Bepto, έχουμε επενδύσει σημαντικά στην ανάλυση πεπερασμένων στοιχείων και στις εμπειρικές δοκιμές για να αναπτύξουμε προφίλ χειλιών που βρίσκονται ακριβώς σε αυτό το σημείο βέλτιστης ισορροπίας — μέγιστη απόδοση χωρίς να διακυβεύεται η αξιοπιστία.
Γιατί οι τυποποιημένοι κύλινδροι έχουν υπερβολικά σχεδιασμένα προφίλ στεγανοποίησης
Οι περισσότεροι κατασκευαστές κυλίνδρων χρησιμοποιούν συντηρητικά σχέδια στεγανοποίησης, επειδή σχεδιάζουν για τις χειρότερες περιπτώσεις: μολυσμένα περιβάλλοντα, κακή συντήρηση, ακραίες πιέσεις. Αυτή η προσέγγιση “ενός μεγέθους για όλα” δημιουργεί περιττή υψηλή τριβή για την πλειονότητα των εφαρμογών που λειτουργούν σε κανονικές βιομηχανικές συνθήκες.
Το κόστος αυτού του υπερβολικού σχεδιασμού είναι σημαντικό:
- Σπατάλη ενέργειας: Η υπερβολική τριβή αυξάνει την κατανάλωση αέρα κατά 20-40%
- Παραγωγή θερμότητας: Η υψηλότερη τριβή δημιουργεί θερμοκρασίες που επιταχύνουν την υποβάθμιση της στεγανοποίησης.
- Μειωμένη ταχύτητα: Οι υπερβολικές δυνάμεις αποκόλλησης περιορίζουν την ταχύτητα του κυλίνδρου
- Σφάλματα τοποθέτησης: Η υψηλή τριβή δημιουργεί φαινόμενο stick-slip και υστέρηση1
Ποσοτικοποίηση του αντίκτυπου στην απόδοση
Στο εργαστήριο δοκιμών της Bepto, μετρήσαμε την πραγματική επίδραση της βελτιστοποίησης του προφίλ των χειλιών σε εκατοντάδες διαμορφώσεις κυλίνδρων:
Σύγκριση κατανάλωσης αέρα (διάμετρος 50 mm, 8 bar, διαδρομή 500 mm, 60 κύκλοι/λεπτό):
- Τυπικό προφίλ: 145 λίτρα/ώρα
- Βελτιστοποιημένο προφίλ: 95 λίτρα/ώρα
- Αποταμίευση: 50 λίτρα/ώρα = μείωση 35%
Για μια εγκατάσταση με 100 τέτοιους κυλίνδρους που λειτουργούν 16 ώρες/ημέρα, 250 ημέρες/έτος:
- Ετήσια εξοικονόμηση αέρα: 20 εκατομμύρια λίτρα
- Εξοικονόμηση ενεργειακού κόστους: $3.600-$7.200 (σε $0,018-$0,036/m³)
- Ελευθερωμένη χωρητικότητα συμπιεστή: Ισοδύναμη με συμπιεστή 15-20 kW
Δεν πρόκειται για θεωρητικούς υπολογισμούς, αλλά για μετρημένα αποτελέσματα από εγκαταστάσεις πελατών που αποδεικνύουν την απτή αξία της σωστής σχεδίασης του προφίλ των χειλιών.
Πώς επηρεάζουν η γωνία επαφής και η γεωμετρία των χειλιών τη δύναμη στεγανοποίησης σε σχέση με την τριβή;
Οι γεωμετρικές παράμετροι του χείλους της στεγανοποίησης καθορίζουν άμεσα την ισορροπία δυνάμεων που επηρεάζει την απόδοση. 📐
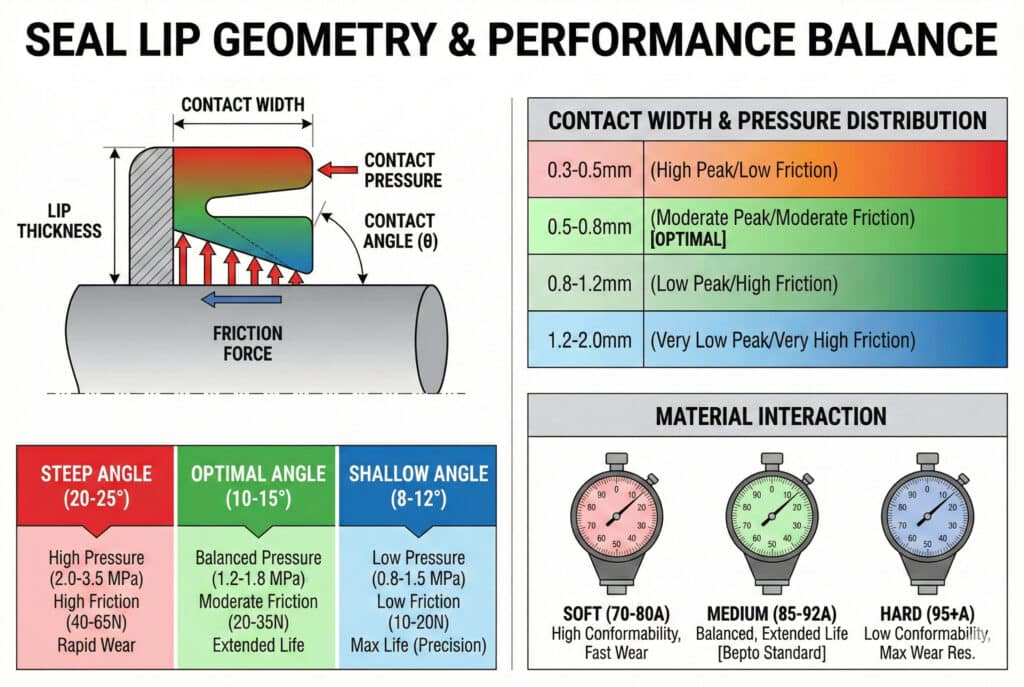
Η γωνία επαφής (η γωνία μεταξύ του χείλους της στεγανοποίησης και της επιφάνειας στεγανοποίησης) είναι ο κύριος καθοριστικός παράγοντας της πίεσης επαφής: οι πιο απότομες γωνίες (20-25°) δημιουργούν 2-3 φορές υψηλότερη πίεση επαφής από τις ρηχές γωνίες (8-12°), ενώ το πλάτος επαφής και το πάχος του χείλους ρυθμίζουν την κατανομή της πίεσης — τα βέλτιστα προφίλ χρησιμοποιούν γωνίες 10-15° με πλάτος επαφής 0,4-0,7 mm για να επιτύχουν πίεση επαφής 1,2-1,8 MPa, επαρκή για σφράγιση έως 12-16 bar πνευματικής πίεσης, ελαχιστοποιώντας παράλληλα τον συντελεστή τριβής και το ρυθμό φθοράς.
Γωνία επαφής: Η κύρια μεταβλητή σχεδιασμού
Η γωνία επαφής του χείλους της τσιμούχας έχει τη μεγαλύτερη επίδραση στην απόδοση. Αυτή η γωνία καθορίζει τον τρόπο με τον οποίο η παρεμβολή της τσιμούχας (ο βαθμός συμπίεσής της στην αυλάκωση) μεταφράζεται σε πίεση επαφής με το βαρέλι.
Μηχανική απότομης γωνίας (20-25°):
- Υψηλό μηχανικό πλεονέκτημα (πολλαπλασιασμός δύναμης)
- Πίεση επαφής: 2,0-3,5 MPa
- Εξαιρετική αξιοπιστία στεγανοποίησης
- Υψηλή δύναμη τριβής (40-65N για διάμετρο 50mm)
- Ταχεία φθορά λόγω υψηλής καταπόνησης από την επαφή
Μηχανική μέτριας γωνίας (12-18°):
- Ισορροπημένο μηχανικό πλεονέκτημα
- Πίεση επαφής: 1,2-2,0 MPa
- Καλή αξιοπιστία στεγανοποίησης
- Μέτρια τριβή (20-35N για διάμετρο 50mm)
- Παρατεταμένη διάρκεια ζωής της σφραγίδας
Μηχανική ρηχής γωνίας (8-12°):
- Χαμηλό μηχανικό πλεονέκτημα
- Πίεση επαφής: 0,8-1,5 MPa
- Επαρκής στεγανοποίηση με κατάλληλο φινίρισμα επιφάνειας
- Χαμηλή τριβή (10-20N για διάμετρο 50mm)
- Μέγιστη διάρκεια ζωής της στεγανοποίησης (απαιτεί κατασκευή ακριβείας)
Στην Bepto, χρησιμοποιούμε γωνίες 12-15° για τους τυπικούς κυλίνδρους χωρίς ράβδο και 10-12° για τη σειρά ακριβείας χαμηλής τριβής. Αυτές οι γωνίες απαιτούν αυστηρότερες ανοχές κατασκευής, αλλά προσφέρουν μετρήσιμα ανώτερη απόδοση.
Πλάτος επαφής και κατανομή πίεσης
Το πλάτος της ζώνης επαφής επηρεάζει τον τρόπο κατανομής της πίεσης σε όλη την επιφάνεια σφράγισης. Η ευρύτερη επαφή δημιουργεί χαμηλότερη μέγιστη πίεση, αλλά υψηλότερη συνολική δύναμη τριβής.
| Πλάτος επαφής | Μέγιστη πίεση | Συνολική τριβή | Ικανότητα σφράγισης | Ρυθμός φθοράς | Καλύτερη εφαρμογή |
|---|---|---|---|---|---|
| 0,3-0,5 mm | Πολύ υψηλή | Χαμηλή | Μέτρια | Υψηλή (συγκέντρωση τάσης) | Χαμηλή τριβή, μέτρια πίεση |
| 0,5-0,8 mm | Μέτρια | Μέτρια | Καλή | Χαμηλή | Βέλτιστη ισορροπία (πρότυπο Bepto) |
| 0,8-1,2 mm | Χαμηλή | Υψηλή | Εξαιρετικό | Μέτρια | Περιβάλλοντα υψηλής πίεσης και μόλυνσης |
| 1,2-2,0 mm | Πολύ χαμηλό | Πολύ υψηλή | Εξαιρετικό | Υψηλή (υπερβολική θερμότητα τριβής) | Αποφύγετε (υπερβολικά σχεδιασμένα) |
Το βέλτιστο πλάτος επαφής για τις περισσότερες πνευματικές εφαρμογές είναι 0,5-0,8 mm — αρκετά στενό για να ελαχιστοποιεί την τριβή, αλλά αρκετά ευρύ για να κατανέμει την πίεση και να αποτρέπει την πρόωρη φθορά.
Πάχος και ευκαμψία των χειλιών
Το πάχος του χείλους της στεγανοποίησης καθορίζει την ευκαμψία και την ικανότητά της να προσαρμόζεται στις ανωμαλίες της επιφάνειας του κυλίνδρου. Αυτό δημιουργεί ένα άλλο σχεδιαστικό συμβιβασμό:
Λεπτά χείλη (1,0-1,5 mm):
- Υψηλή ευελιξία
- Εξαιρετική προσαρμοστικότητα στις διακυμάνσεις της επιφάνειας
- Χαμηλότερη δύναμη επαφής για δεδομένη παρεμβολή
- Κίνδυνος εξώθησης υπό υψηλή πίεση
- Καλύτερο για επιφάνειες με ακρίβεια κατεργασμένες
Παχιά χείλη (2,0-3,0 mm):
- Χαμηλότερη ευελιξία
- Απαιτεί αυστηρότερες ανοχές επιφάνειας
- Υψηλότερη δύναμη επαφής για δεδομένη παρεμβολή
- Εξαιρετική αντοχή στην εξώθηση
- Καλύτερο για εφαρμογές υψηλής πίεσης
Σχεδιάζουμε τα προφίλ στεγανοποίησης Bepto με πάχος χείλους 1,5-2,0 mm — ένας συμβιβασμός που προσφέρει καλή ευκαμψία, διατηρώντας παράλληλα τη δομική ακεραιότητα για πιέσεις έως 16 bar.
Αλληλεπίδραση σκληρότητας υλικού
Η βελτιστοποίηση του προφίλ των χειλιών πρέπει να λαμβάνει υπόψη τη σκληρότητα του υλικού της στεγανοποίησης (δυναμόμετρο Shore A), καθώς αυτό επηρεάζει τον τρόπο με τον οποίο η γεωμετρία μεταφράζεται σε πίεση επαφής:
Μαλακά υλικά (70-80 Shore A):
- Απαιτούνται πιο απότομες γωνίες ή ευρύτερη επαφή για τη δημιουργία επαρκούς πίεσης.
- Καλύτερη προσαρμοστικότητα
- Υψηλότερη συντελεστής τριβής2
- Ταχύτερη φθορά
Μεσαία υλικά (85-92 Shore A):
- Ιδανικό για ισορροπημένα προφίλ (γωνίες 12-15°)
- Καλή προσαρμοστικότητα με επαρκή δομική ακεραιότητα
- Μέτρια τριβή
- Εκτεταμένη διάρκεια ζωής (πρότυπο Bepto)
Σκληρά υλικά (95+ Shore A):
- Μπορεί να χρησιμοποιήσει μικρότερες γωνίες διατηρώντας παράλληλα τη στεγανότητα
- Μειωμένη προσαρμοστικότητα (απαιτεί εξαιρετική επιφανειακή φινίρισμα)
- Χαμηλότερος συντελεστής τριβής
- Μέγιστη αντοχή στη φθορά
Αυτή η αλληλεπίδραση εξηγεί γιατί δεν μπορείτε απλά να αντιγράψετε ένα προφίλ στεγανοποίησης από ένα υλικό σε ένα άλλο — ολόκληρο το σύστημα πρέπει να βελτιστοποιηθεί συνολικά.
Ποιοι είναι οι βασικοί παράμετροι σχεδιασμού για βελτιστοποιημένα προφίλ στεγανοποιητικών χειλιών;
Η επιτυχής βελτιστοποίηση του προφίλ των χειλιών απαιτεί τον έλεγχο πολλαπλών αλληλεξαρτώμενων γεωμετρικών και υλικών παραμέτρων. 🎯
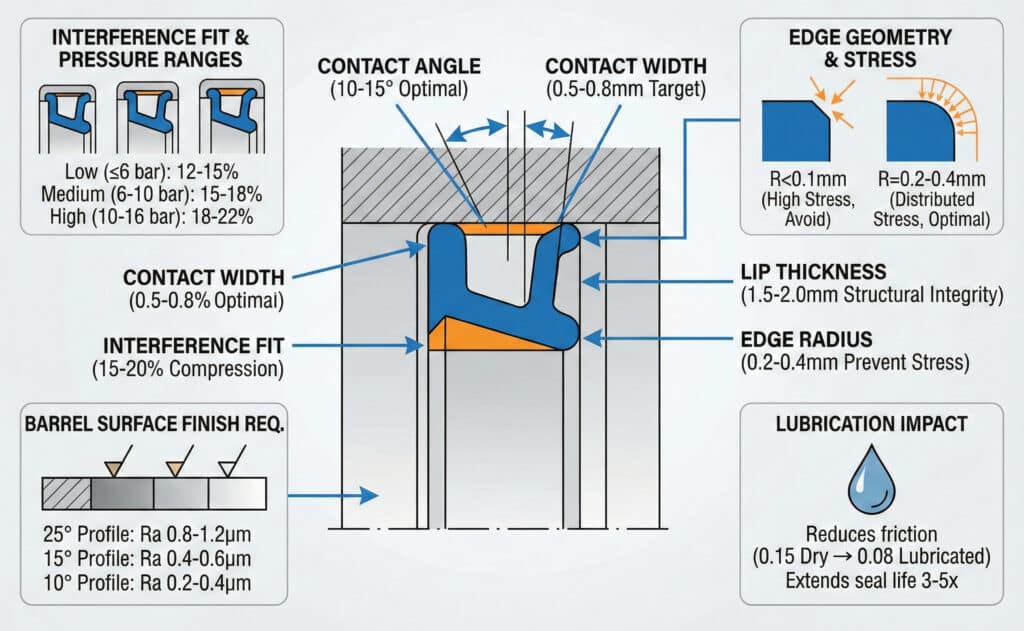
Οι βασικοί παράμετροι βελτιστοποίησης περιλαμβάνουν τη γωνία επαφής (10-15° είναι η βέλτιστη για τις περισσότερες εφαρμογές), εμπλοκή3 (15-20% συμπίεση διατομής σφραγίδας), πλάτος επαφής (στόχος 0,5-0,8 mm), πάχος χείλους (1,5-2,0 mm για δομική ακεραιότητα), ακτίνα άκρου (0,2-0,4 mm για την αποφυγή συγκέντρωσης τάσεων) και απαιτήσεις φινιρίσματος επιφάνειας (φινίρισμα βαρελιού Ra 0,3-0,6 μm για προφίλ ρηχής γωνίας) — αυτές οι παράμετροι πρέπει να βελτιστοποιηθούν ως σύστημα, όχι ανεξάρτητα, με ανάλυση πεπερασμένων στοιχείων και εμπειρικές δοκιμές που επικυρώνουν την απόδοση πριν από την παραγωγή.
Ενσφηνωμένη εφαρμογή: Η βάση της πίεσης επαφής
Η παρεμβολή είναι η διαφορά μεταξύ της ελεύθερης διαμέτρου του στεγανοποιητικού και της διαμέτρου της αυλάκωσης/κυλινδρικού τμήματος — καθορίζει το βαθμό συμπίεσης του στεγανοποιητικού κατά την εγκατάσταση. Αυτή η συμπίεση δημιουργεί την πίεση επαφής που εξασφαλίζει τη στεγανοποίηση.
Υπολογισμός παρεμβολών:
Για ένα Σφραγίδα U-cup4 σε κύλινδρο διαμέτρου 50 mm:
- Διάμετρος χωρίς χείλος στεγανοποίησης: 51,5 mm
- Διάμετρος βαρελιού: 50,0 mm
- Παρεμβολή: 1,5 mm (διάμετρος 3%)
- Αποτέλεσμα συμπίεσης: ~18% της διατομής των χειλιών
Βέλτιστα εύρη παρεμβολών:
- Χαμηλή πίεση (≤6 bar): συμπίεση 12-15%
- Μεσαία πίεση (6-10 bar): συμπίεση 15-18%
- Υψηλή πίεση (10-16 bar): συμπίεση 18-22%
Η πολύ μικρή παρεμβολή προκαλεί διαρροή, ενώ η υπερβολική παρεμβολή δημιουργεί υπερβολική τριβή και θερμότητα. Στη Bepto, ελέγχουμε με ακρίβεια τις διαστάσεις των αυλακώσεων στεγανοποίησης σε ±0,03 mm, ώστε να εξασφαλίζουμε σταθερή παρεμβολή σε όλους τους κυλίνδρους.
Γεωμετρία ακμών και συγκέντρωση τάσεων
Το άκρο του χείλους της σφραγίδας — όπου έρχεται σε επαφή με τον κύλινδρο — απαιτεί προσεκτική στρογγυλοποίηση για την αποφυγή συγκέντρωσης τάσεων που προκαλούν πρόωρη αστοχία:
Αιχμηρή άκρη (R<0,1 mm):
- Υψηλή συγκέντρωση τάσεων
- Ταχεία έναρξη φθοράς
- Κίνδυνος σχισίματος των άκρων
- Αποφύγετε σε όλες τις εφαρμογές
Μέτρια ακτίνα (R=0,2-0,4 mm):
- Κατανεμημένη τάση
- Εκτεταμένη διάρκεια ζωής
- Βέλτιστο για τις περισσότερες εφαρμογές
- Τυπικές προδιαγραφές Bepto
Μεγάλη ακτίνα (R>0,5 mm):
- Πολύ χαμηλή συγκέντρωση τάσεων
- Μειωμένη αποτελεσματικότητα στεγανοποίησης (στρογγυλεμένη επαφή)
- Μπορεί να απαιτεί υψηλότερη παρεμβολή
- Μόνο για ειδικές εφαρμογές
Αυτό το φαινομενικά ασήμαντο λεπτομέρεια κάνει μεγάλη διαφορά — η σωστή στρογγυλοποίηση των άκρων μπορεί να διπλασιάσει τη διάρκεια ζωής της στεγανοποίησης σε εφαρμογές με υψηλό κύκλο λειτουργίας.
Απαιτήσεις φινιρίσματος επιφάνειας βαρελιού
Η βελτιστοποίηση του προφίλ των χειλιών δεν έχει νόημα χωρίς την κατάλληλη φινίρισμα της επιφάνειας του κυλίνδρου. Τα προφίλ με μικρή γωνία και χαμηλή τριβή απαιτούν καλύτερη φινίρισμα της επιφάνειας από τα επιθετικά σχέδια υψηλής τριβής:
Απαιτήσεις φινιρίσματος ανάλογα με το προφίλ:
- 25° επιθετικό προφίλ: Ra 0,8-1,2μm αποδεκτό (τυπική λείανση)
- 15° ισορροπημένο προφίλ: Απαιτείται Ra 0,4-0,6μm (ακριβής λείανση)
- 10° προφίλ χαμηλής τριβής: Απαιτείται Ra 0,2-0,4μm (υπερτελική φινίρισμα)
Στην Bepto, χρησιμοποιούμε διαδικασίες ακριβείας για να επιτύχουμε Ra 0,3-0,5μm στους κυλίνδρους χωρίς ράβδους μας — την ποιότητα επιφάνειας που επιτρέπει στα βελτιστοποιημένα προφίλ των χειλιών μας να αποδώσουν το πλήρες δυναμικό τους.
Συνεργάστηκα με την Jennifer, μια μηχανικό ποιότητας σε μια εταιρεία κατασκευής ιατρικών συσκευών στη Μασαχουσέτη, η οποία αντιμετώπιζε προβλήματα με την ασυνεπή απόδοση των στεγανοποιητικών, παρά το γεγονός ότι χρησιμοποιούσε “πανομοιότυπους” κυλίνδρους από τον προηγούμενο προμηθευτή της. Όταν μετρήσαμε το φινίρισμα του κυλίνδρου, διαπιστώσαμε διακυμάνσεις από Ra 0,6μm έως Ra 1,4μm — εντελώς ασυνεπείς. Οι κύλινδροι Bepto με ελεγχόμενο φινίρισμα Ra 0,35±0,05μm παρείχαν την ασυνέπεια που χρειαζόταν για τις διαδικασίες που ρυθμίζονται από τον FDA. 🏥
Λίπανση και χημεία επιφανειών
Ακόμη και τα τέλεια βελτιστοποιημένα προφίλ χειλιών απαιτούν κατάλληλη λίπανση για να επιτύχουν την προβλεπόμενη απόδοση:
Λειτουργίες λίπανσης:
- Μειώνει τον συντελεστή τριβής στα όρια (0,15 ξηρό → 0,08 λιπαντικό)
- Αποτρέπει τη φθορά λόγω τριβής
- Διαχέει τη θερμότητα τριβής
- Παρατείνει τη διάρκεια ζωής της σφραγίδας κατά 3-5 φορές
Κριτήρια επιλογής λιπαντικού:
- Ιξώδες: ISO VG 32-68 για πνευματικές εφαρμογές
- Συμβατότητα: Δεν πρέπει να διογκώνεται ή να αλλοιώνει το υλικό στεγανοποίησης.
- Σταθερότητα θερμοκρασίας: Διατήρηση ιδιοτήτων σε όλο το εύρος λειτουργίας
- Μέθοδος εφαρμογής: Προ-λίπανση στο εργοστάσιο και περιοδική επανάληψη της εφαρμογής
Προ-λιπαίνουμε όλους τους κυλίνδρους Bepto με συνθετικά λιπαντικά ειδικά σχεδιασμένα για τα υλικά στεγανοποίησης που χρησιμοποιούμε, εξασφαλίζοντας βέλτιστη απόδοση από την πρώτη κίνηση.
Ποια σχέδια προφίλ χείλους προσφέρουν την καλύτερη απόδοση για κυλίνδρους χωρίς ράβδο;
Οι κύλινδροι χωρίς ράβδο παρουσιάζουν μοναδικές προκλήσεις στεγανοποίησης που απαιτούν εξειδικευμένες προσεγγίσεις βελτιστοποίησης του προφίλ των χειλιών. 🚀
Τα βέλτιστα προφίλ χείλους κυλίνδρου χωρίς ράβδο χρησιμοποιούν ασύμμετρα σχέδια διπλού χείλους με πρωτεύον χείλος στεγανοποίησης 12-15° (πλευρά πίεσης) και δευτερεύον χείλος καθαρισμού 8-10° (πλευρά ατμόσφαιρας), σε συνδυασμό με πλάτος επαφής 0,5-0,7 mm και γεωμετρία εξισορροπημένης πίεσης για την ελαχιστοποίηση της καθαρής δύναμης τριβής. Αυτή η διαμόρφωση επιτυγχάνει αμφίδρομη στεγανοποίηση, διατηρώντας παράλληλα τις δυνάμεις τριβής 30-40% χαμηλότερες από τα σχέδια με μονό χείλος, κάτι που είναι κρίσιμο για τους κυλίνδρους χωρίς ράβδο, όπου οι στεγανοποιήσεις του φορείου πρέπει να ολισθαίνουν σε όλο το μήκος της διαδρομής, διατηρώντας παράλληλα σταθερή απόδοση.

Ασύμμετρα προφίλ διπλού χείλους
Οι κύλινδροι χωρίς ράβδο απαιτούν στεγανοποίηση και στις δύο πλευρές του φορείου — στην πλευρά πίεσης και στην πλευρά ατμοσφαιρικής πίεσης. Η χρήση πανομοιότυπων προφίλ χείλους και στις δύο πλευρές δημιουργεί περιττή τριβή. Οι βελτιστοποιημένοι σχεδιασμοί χρησιμοποιούν ασύμμετρα προφίλ:
Πρωτογενής σφραγίδα (πλευρά πίεσης):
- Γωνία επαφής: 12-15°
- Πλάτος επαφής: 0,6-0,8 mm
- Λειτουργία: Περιορισμός πίεσης (πρωτογενής σφράγιση)
- Υλικό: Πολυουρεθάνη 90-92 Shore A
Δευτερεύουσα σφράγιση (ατμοσφαιρική πλευρά):
- Γωνία επαφής: 8-10°
- Πλάτος επαφής: 0,4-0,6 mm
- Λειτουργία: Σφραγίδα υαλοκαθαριστήρα και εφεδρική σφραγίδα
- Υλικό: Πολυουρεθάνη 88-90 Shore A (μαλακότερη για χαμηλότερη τριβή)
Αυτή η ασύμμετρη προσέγγιση μειώνει τη συνολική τριβή κατά 25-35% σε σύγκριση με τα συμμετρικά σχέδια διπλού χείλους, διατηρώντας παράλληλα την εξαιρετική αξιοπιστία στεγανοποίησης.
Γεωμετρία ισορροπημένης πίεσης
Στους κυλίνδρους χωρίς ράβδο, η πίεση ασκείται και στις δύο πλευρές των στεγανοποιητικών δακτυλίων του καροτσιού. Η έξυπνη γεωμετρία μπορεί να χρησιμοποιήσει αυτή την πίεση για να μειώσει την καθαρή δύναμη τριβής:
Συμβατικός σχεδιασμός:
- Η πίεση ωθεί τις φλάντζες προς τα έξω
- Αυξάνει την πίεση επαφής και την τριβή
- Η τριβή αυξάνεται γραμμικά με την πίεση
Σχεδιασμός με εξισορρόπηση πίεσης:
- Αντίθετα χείλη σφραγίδας με ελεγχόμενη έκθεση σε πίεση
- Οι δυνάμεις πίεσης ακυρώνονται εν μέρει
- Η τριβή αυξάνεται μόνο κατά 30-50% με την πίεση
Στην Bepto, οι κύλινδροι χωρίς ράβδο χρησιμοποιούν ιδιόκτητες διαμορφώσεις στεγανοποίησης με εξισορρόπηση πίεσης που διατηρούν σχεδόν σταθερή τριβή σε όλο το εύρος λειτουργίας 6-16 bar — ένα σημαντικό πλεονέκτημα για εφαρμογές που απαιτούν σταθερή ταχύτητα και ακρίβεια τοποθέτησης.
Συνδυασμός υλικών και συμβατότητα
Τα βελτιστοποιημένα προφίλ χειλιών λειτουργούν καλύτερα όταν συνδυάζονται με τα κατάλληλα υλικά τόσο για τη στεγανοποίηση όσο και για το βαρέλι:
Επιλογή υλικού στεγανοποίησης:
- Τυπικές εφαρμογές: 90 Shore A χυτό πολυουρεθάνη
- Εφαρμογές χαμηλής τριβής: 92 Shore A πολυουρεθάνη με εσωτερικό λιπαντικό
- Υψηλής θερμοκρασίας: 88 Shore A HNBR (υδρογονωμένο νιτρίλιο)
- Εξαιρετικά χαμηλή τριβή: Γεμισμένο PTFE με ελαστομερές ενεργοποιητή
Υλικό και επεξεργασία του βαρελιού:
- Πρότυπο: Σκληρό ανοδιωμένο αλουμίνιο (Ra 0,4-0,6μm)
- Premium: Σκληρή ανοδίωση με εμποτισμό PTFE (Ra 0,3-0,4μm)
- Απόλυτη: Κεραμική επίστρωση (Ra 0,2-0,3μm, μέγιστη αντοχή στη φθορά)
Ο συνδυασμός υλικών πρέπει να βελτιστοποιηθεί μαζί με τη γεωμετρία των χειλιών — ένα προφίλ βελτιστοποιημένο για πολυουρεθάνη σε ανοδιωμένο αλουμίνιο δεν θα έχει την ίδια απόδοση με PTFE σε κεραμική επίστρωση.
Επικύρωση και δοκιμή επιδόσεων
Στη Bepto, δεν σχεδιάζουμε απλώς προφίλ χειλιών θεωρητικά — επαληθεύουμε την απόδοση μέσω αυστηρών δοκιμών:
Δοκιμή δύναμης τριβής:
- Μέτρηση της τριβής αποκόλλησης και της δυναμικής τριβής σε όλο το εύρος πίεσης
- Στόχος: <15N δυναμική τριβή για διάμετρο 50 mm στα 10 bar
- Επαλήθευση συνέπειας σε δοκιμή διάρκειας ζωής άνω του 1 εκατομμυρίου κύκλων
Δοκιμή διαρροής:
- Μετρήστε την απώλεια αέρα στην ονομαστική πίεση
- Στόχος: <0,05 λίτρα/λεπτό στα 10 bar
- Δοκιμή σε ακραίες θερμοκρασίες (0°C και 60°C)
Δοκιμή αντοχής στη φθορά:
- Δοκιμή επιταχυνόμενης γήρανσης σε ονομαστική πίεση 120%
- Στόχος: >2 εκατομμύρια κύκλοι με αύξηση τριβής <20%
- Ελέγχετε την κατάσταση της στεγανοποίησης σε τακτά χρονικά διαστήματα.
Μόνο τα προφίλ που πληρούν όλα τα κριτήρια επικύρωσης καταλήγουν στους κυλίνδρους παραγωγής μας, εξασφαλίζοντας ότι οι πελάτες μας λαμβάνουν τεκμηριωμένη, επαληθευμένη απόδοση.
Πρόσφατα βοήθησα τον Robert, έναν κατασκευαστή μηχανημάτων στο Όρεγκον, να λύσει ένα επίμονο πρόβλημα με την εφαρμογή του κυλίνδρου χωρίς ράβδο με διαδρομή 3 μέτρων. Οι κύλινδροι του προηγούμενου προμηθευτή του παρουσίαζαν αύξηση τριβής 40% μετά από 500.000 κύκλους, προκαλώντας διακυμάνσεις ταχύτητας και σφάλματα τοποθέτησης. Οι κύλινδροι χωρίς ράβδο Bepto με επικυρωμένα προφίλ χείλους διατήρησαν την τριβή εντός ±8% σε πάνω από 2 εκατομμύρια κύκλους, προσφέροντάς του τη σταθερότητα που απαιτούσε η εφαρμογή ακριβείας του. ⚙️
Βελτιστοποίηση για συγκεκριμένες εφαρμογές
Διαφορετικές εφαρμογές επωφελούνται από διαφορετικές προτεραιότητες βελτιστοποίησης:
Εφαρμογές υψηλών ταχυτήτων (>500 mm/s):
- Προτεραιότητα: Ελαχιστοποίηση της τριβής και της παραγωγής θερμότητας
- Προφίλ: γωνίες 10-12°, πλάτος επαφής 0,4-0,6 mm
- Υλικό: Πολυουρεθάνη χαμηλής τριβής ή γεμισμένο PTFE
Εφαρμογές υψηλής πίεσης (12-16 bar):
- Προτεραιότητα: Αξιοπιστία στεγανοποίησης και αντοχή στην εξώθηση
- Προφίλ: γωνίες 14-16°, πλάτος επαφής 0,7-0,9 mm
- Υλικό: Πολυουρεθάνη 92-95 Shore A με δακτυλίους στήριξης
Τοποθέτηση ακριβείας (επαναληψιμότητα <±0,2 mm):
- Προτεραιότητα: Σταθερή, χαμηλή τριβή (ελάχιστη υστέρηση)
- Προφίλ: γωνίες 11-13°, πλάτος επαφής 0,5-0,7 mm
- Υλικό: Γεμισμένο PTFE ή πολυουρεθάνη υψηλής ποιότητας
Εφαρμογές μακράς διάρκειας (>5 εκατομμύρια κύκλοι):
- Προτεραιότητα: Αντοχή στη φθορά και σταθερότητα τριβής
- Προφίλ: γωνίες 13-15°, πλάτος επαφής 0,6-0,8 mm
- Υλικό: HNBR ή ανθεκτικό στη φθορά πολυουρεθάνη
Στη Bepto, βοηθάμε τους πελάτες να επιλέξουν τη βέλτιστη διαμόρφωση του προφίλ των χειλιών για τις συγκεκριμένες απαιτήσεις τους, εξισορροπώντας την απόδοση, το κόστος και τις απαιτήσεις της εφαρμογής, ώστε να προσφέρουμε την καλύτερη συνολική αξία.
Συμπέρασμα
Η βελτιστοποίηση του προφίλ των χείλη είναι το κλειδί για να ξεπεραστεί η παραδοσιακή αντιπαράθεση μεταξύ της αξιοπιστίας της στεγανοποίησης και της απόδοσης τριβής στους πνευματικούς κυλίνδρους. Μέσω της ακριβούς μηχανικής των γωνιών επαφής, του πλάτους επαφής, της παρεμβολής και της επιλογής υλικών, τα κατάλληλα βελτιστοποιημένα προφίλ προσφέρουν μείωση τριβής 40-60%, διατηρώντας παράλληλα την εξαιρετική στεγανοποίηση, με αποτέλεσμα χαμηλότερο ενεργειακό κόστος, μεγαλύτερη διάρκεια ζωής της στεγανοποίησης και βελτιωμένη απόδοση του συστήματος. Στην Bepto, οι κύλινδροι χωρίς ράβδο μας ενσωματώνουν προηγμένη βελτιστοποίηση του προφίλ των χειλιών, η οποία έχει αναπτυχθεί μέσω εκτεταμένων δοκιμών και επικύρωσης στο πεδίο, προσφέροντας την αποδοτικότητα και την αξιοπιστία που απαιτεί η σύγχρονη βιομηχανική αυτοματοποίηση. 🌟
Συχνές ερωτήσεις σχετικά με τη βελτιστοποίηση του προφίλ των χειλιών της σφραγίδας
Ε: Μπορώ να αναβαθμίσω τα υπάρχοντα κυλίνδρους μου με βελτιστοποιημένα προφίλ στεγανοποίησης για να μειώσω την τριβή;
Η μετατροπή είναι δυνατή, αλλά περιορίζεται από την υπάρχουσα επιφάνεια του κυλίνδρου και τη γεωμετρία των αυλακώσεων — τα βελτιστοποιημένα προφίλ χαμηλής τριβής απαιτούν επιφάνεια κυλίνδρου Ra 0,3-0,5μm και ακριβείς διαστάσεις αυλακώσεων που οι τυπικοί κύλινδροι ενδέχεται να μην παρέχουν. Στις περισσότερες περιπτώσεις, η αντικατάσταση με ειδικά σχεδιασμένους κυλίνδρους, όπως οι βελτιστοποιημένοι κύλινδροι χωρίς ράβδο Bepto, προσφέρει καλύτερη απόδοση και οικονομική αποδοτικότητα σε σύγκριση με την προσπάθεια μετατροπής με αβέβαια αποτελέσματα.
Ε: Πόση μείωση της τριβής μπορώ να περιμένω ρεαλιστικά από τα βελτιστοποιημένα προφίλ χειλιών;
Τα σωστά βελτιστοποιημένα προφίλ μειώνουν συνήθως την τριβή κατά 40-60% σε σύγκριση με τα συντηρητικά τυποποιημένα σχέδια, διατηρώντας παράλληλα ισοδύναμη απόδοση στεγανοποίησης. Για έναν κύλινδρο διαμέτρου 50 mm στα 10 bar, αυτό μεταφράζεται από τριβή 45-50 N (τυπική) σε τριβή 18-25 N (βελτιστοποιημένη). Η ακριβής μείωση εξαρτάται από τις συνθήκες λειτουργίας, αλλά οι πελάτες της Bepto παρατηρούν συνήθως μείωση 30-45% στην μετρημένη κατανάλωση αέρα μετά τη μετάβαση από τους τυπικούς κυλίνδρους.
Ε: Τα βελτιστοποιημένα προφίλ χαμηλής τριβής θυσιάζουν την αξιοπιστία της στεγανοποίησης ή την ονομαστική πίεση;
Όχι — όταν έχουν σχεδιαστεί σωστά, τα βελτιστοποιημένα προφίλ διατηρούν την πλήρη αξιοπιστία στεγανοποίησης και την ονομαστική πίεση, μειώνοντας ταυτόχρονα την τριβή. Το κλειδί είναι η συστηματική βελτιστοποίηση με χρήση ανάλυσης FEA και εμπειρικών δοκιμών, αντί της απλής αυθαίρετης μείωσης της πίεσης επαφής. Οι βελτιστοποιημένοι κύλινδροι Bepto έχουν ονομαστική πίεση 16 bar με τεκμηριωμένα ποσοστά διαρροής κάτω από 0,05 λίτρα/λεπτό, αποδεικνύοντας ότι η βελτιστοποίηση δεν απαιτεί συμβιβασμούς στην αξιοπιστία.
Ε: Πώς επηρεάζει η βελτιστοποίηση του προφίλ των χειλιών τη διάρκεια ζωής και τη συχνότητα αντικατάστασης των στεγανοποιητικών;
Τα βελτιστοποιημένα προφίλ συνήθως παρατείνουν τη διάρκεια ζωής των στεγανοποιητικών με 2-4 φορές σε σύγκριση με τα επιθετικά σχέδια υψηλής τριβής, επειδή η χαμηλότερη τριβή παράγει λιγότερη θερμότητα και φθορά. Σύμφωνα με τα δεδομένα μας, τα βελτιστοποιημένα στεγανοποιητικά της Bepto έχουν μέση διάρκεια ζωής 1,5-3 εκατομμύρια κύκλους πριν χρειαστεί αντικατάσταση, σε σύγκριση με 500.000-1 εκατομμύριο κύκλους για τα τυπικά επιθετικά προφίλ. Η μειωμένη τριβή μειώνει επίσης τη φθορά του κυλίνδρου, παρατείνοντας τη συνολική διάρκεια ζωής του.
Ε: Ποιες πληροφορίες πρέπει να παρέχω όταν καθορίζω βελτιστοποιημένα προφίλ χειλιών για προσαρμοσμένες εφαρμογές;
Καθορίστε τις κρίσιμες απαιτήσεις σας: εύρος πίεσης λειτουργίας, απαιτούμενη διάρκεια ζωής στεγανοποίησης (κύκλοι), εύρος ταχύτητας, απαιτήσεις ακρίβειας τοποθέτησης (εάν ισχύει), εύρος θερμοκρασίας λειτουργίας και περιβαλλοντικές συνθήκες (ρύπανση, χημικά κ.λπ.). Στη Bepto, οι μηχανικοί εφαρμογών μας χρησιμοποιούν αυτές τις πληροφορίες για να προτείνουν τη βέλτιστη διαμόρφωση του προφίλ των χειλιών — είτε πρόκειται για τυποποιημένες, χαμηλής τριβής ή υψηλής πίεσης παραλλαγές — εξασφαλίζοντας ότι θα λάβετε κυλίνδρους που έχουν σχεδιαστεί ειδικά για τις απαιτήσεις απόδοσης και τις συνθήκες λειτουργίας σας.
-
Κατανοήστε τις αιτίες της μηχανικής υστέρησης και την επίδρασή της στην ακρίβεια τοποθέτησης σε πνευματικά συστήματα. ↩
-
Δείτε μια τεχνική επισκόπηση των συντελεστών τριβής για κοινά βιομηχανικά υλικά στεγανοποίησης. ↩
-
Επανεξέταση των τεχνικών προδιαγραφών και των μαθηματικών υπολογισμών που χρησιμοποιούνται για τον καθορισμό των κατάλληλων παρεμβολών. ↩
-
Εξερευνήστε τα χαρακτηριστικά σχεδιασμού και τις τυπικές εφαρμογές των στεγανοποιητικών δακτυλίων U-cup σε συστήματα υδραυλικής ισχύος. ↩
