

Introducción
Su sistema neumático está perdiendo presión, la productividad está disminuyendo y los costes de mantenimiento se están disparando. 💨 Ha sustituido las juntas dos veces este mes, pero siguen fallando en cuestión de semanas. El culpable no es la calidad de las juntas, sino la física de la separación por extrusión, que la mayoría de los ingenieros pasan por alto. Cuando la presión empuja el material de la junta hacia huecos microscópicos, el fallo catastrófico está a solo unos ciclos de distancia.
Las holguras de extrusión son los espacios libres entre los componentes acoplados del cilindro, donde la alta presión puede forzar el flujo y la deformación del material del sello. Para evitar fallos en el sello, es necesario mantener las dimensiones de la holgura por debajo de los umbrales críticos (normalmente entre 0,1 y 0,3 mm, dependiendo de la presión y la dureza del sello) mediante tolerancias de mecanizado precisas, una selección adecuada del anillo de respaldo y la compatibilidad de los materiales para evitar el desgaste, el desgarro y la degradación progresiva del sello.
Recientemente ayudé a Thomas, supervisor de mantenimiento de una planta embotelladora de alta velocidad en Wisconsin, a resolver un misterioso problema de fallo de juntas. Sus cilindros sin vástago funcionaban a 12 bar y las juntas fallaban cada 3-4 semanas a pesar de utilizar juntas de poliuretano de primera calidad. Cuando medimos los espacios de extrusión reales, encontramos holguras de 0,45 mm, muy por encima de los límites de seguridad. Tras la modernización con nuestros cilindros Bepto, diseñados con holguras máximas de 0,15 mm y anillos de respaldo adecuados, la vida útil de sus juntas se prolongó a más de 18 meses. 🔍
Índice
- ¿Qué son las holguras de extrusión y por qué provocan fallos en los sellos?
- ¿Cómo afecta la presión al comportamiento del material de sellado en los huecos de extrusión?
- ¿Cuáles son las dimensiones críticas de la separación para diferentes rangos de presión?
- ¿Qué características de diseño y anillos de respaldo evitan la extrusión de la junta en los cilindros sin vástago?
¿Qué son las holguras de extrusión y por qué provocan fallos en los sellos?
Comprender la física mecánica que subyace a la extrusión de juntas es esencial para evitar fallos prematuros y costosos tiempos de inactividad. ⚙️
Las holguras de extrusión son los espacios radiales o axiales entre los componentes del cilindro (pistón y cilindro, vástago y prensaestopas) por donde puede fluir el material de sellado presurizado bajo carga; cuando la presión del sistema supera la resistencia a la deformación del sello, el elastómero se extruye en estas holguras, provocando pequeños desgarros en los bordes del sello, una pérdida progresiva de material y, finalmente, el fallo completo del sello por desgarro o pérdida de interferencia de sellado.
La mecánica de la extrusión de sellos
Piense en el material del sello como miel espesa bajo presión. A bajas presiones, el sello mantiene su forma y permanece dentro de su ranura. A medida que aumenta la presión, el material experimenta una tensión que intenta empujarlo hacia cualquier espacio disponible. El espacio de extrusión actúa como la apertura de una válvula: una vez que la fuerza de la presión supera la resistencia del material y la resistencia a la fricción del sello, este comienza a fluir hacia el espacio.
No se trata de un fallo repentino. Es una degradación progresiva que comienza con un desplazamiento microscópico del material en el borde del sello. Cada ciclo de presión empuja un poco más de material hacia el hueco. Tras cientos o miles de ciclos, esto crea un desgaste visible: pequeños desgarros que parecen como si alguien hubiera dado pequeños mordiscos al borde del sello.
Por qué las tolerancias estándar no son suficientes
Muchos fabricantes de cilindros trabajan con tolerancias de mecanizado generales de ±0,2 mm o incluso ±0,3 mm. Para aplicaciones de baja presión por debajo de 6 bar, esto podría ser aceptable. Pero a 10-16 bar, habitual en la neumática industrial moderna, estas tolerancias crean huecos de extrusión que garantizan el fallo de la junta.
En Bepto, aprendimos esto a través de una dolorosa experiencia práctica. En los inicios de nuestra empresa, fabricábamos cilindros con tolerancias estándar de la industria y no podíamos entender por qué los clientes informaban de fallos en las juntas a altas presiones. Un análisis detallado de los fallos reveló el mecanismo de extrusión, y rediseñamos completamente nuestros procesos de fabricación para mantener holguras más ajustadas.
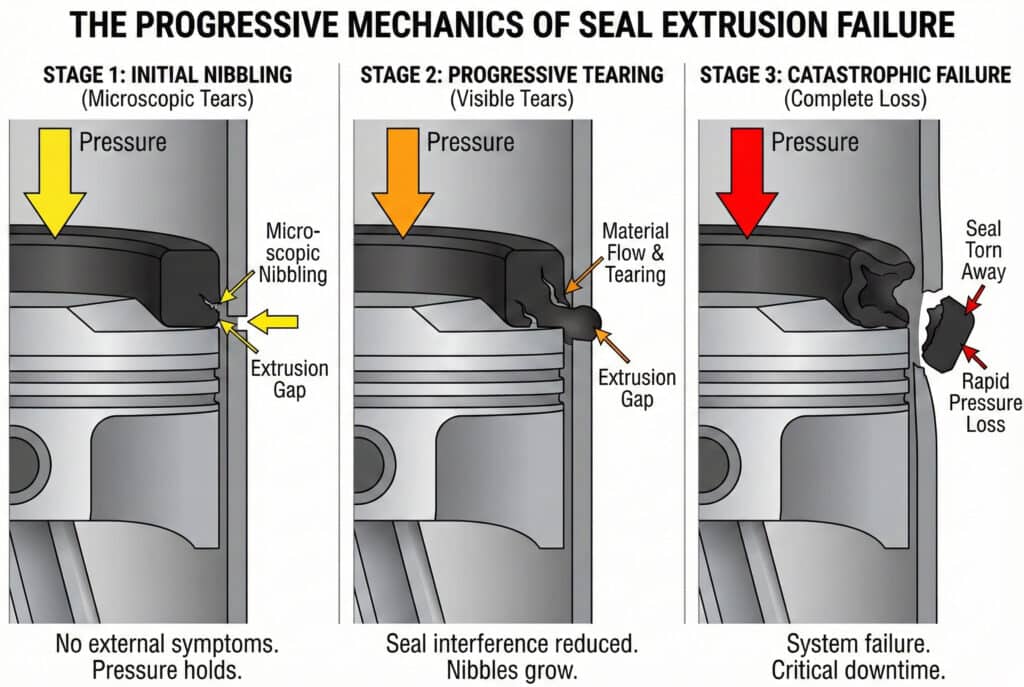
Las tres etapas del fallo de extrusión
He examinado cientos de sellos defectuosos y la progresión es notablemente consistente:
- Mordisqueo inicial (primeros 10-20% de vida útil del sello): Aparecen desgarros microscópicos en los bordes del sello del lado de presión.
- Desgarro progresivo (entre los 60 y los 70 años): Los pequeños rasguños se convierten en desgarros visibles, el sello comienza a perder interferencia.
- Fallo catastrófico (final 10-20% de la vida): Grandes secciones se desprenden, provocando una rápida pérdida de presión.
Lo peligroso es que las etapas 1 y 2 a menudo no muestran síntomas externos. El cilindro sigue funcionando, la presión se mantiene y todo parece estar bien, hasta que se llega a la etapa 3 y se produce un fallo repentino y total durante un proceso de producción crítico.
¿Cómo afecta la presión al comportamiento del material de sellado en los huecos de extrusión?
La relación entre la presión, las propiedades del material y las dimensiones del espacio determina la longevidad del sello y la fiabilidad del sistema. 📈
La extrusión de la junta sigue un modelo de deformación dependiente de la presión en el que el flujo de material hacia los huecos aumenta exponencialmente por encima de los umbrales de presión críticos: la fuerza de extrusión es igual a la presión multiplicada por el área de la junta, mientras que la resistencia depende de la dureza del material (Durómetro Shore A1), la temperatura y el coeficiente de fricción, creando un punto de equilibrio en el que los espacios superiores a 0,2-0,4 mm (dependiendo de la dureza y la presión del sello) permiten el desplazamiento progresivo del material y su fallo.
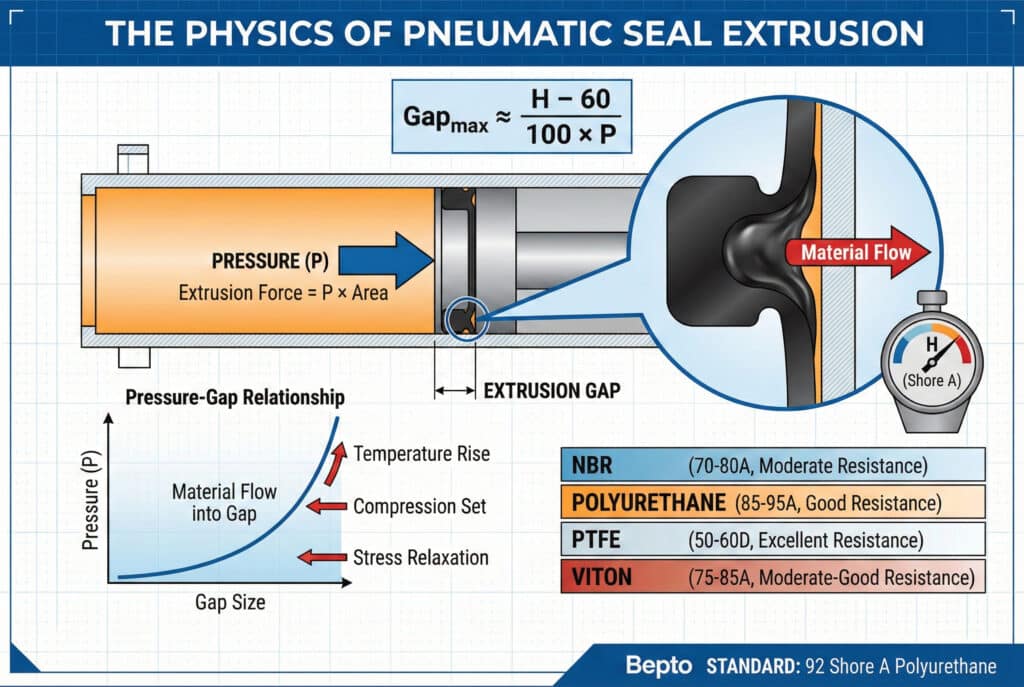
La relación entre presión, diferencia y dureza
Existe una ecuación fundamental que rige la extrusión de juntas, aunque la mayoría de los ingenieros nunca la ven. El espacio máximo seguro (en mm) es aproximadamente igual a: Gap_max = (H – 60) / (100 × P) donde H es la dureza Shore A y P es la presión en bar.
Para una junta de poliuretano estándar de 90 Shore A a 10 bar: Gap_max = (90-60)/(100×10) = 0,03 mm, ¡una tolerancia increíblemente ajustada! Por eso es tan importante un diseño adecuado del cilindro.
Cambios en las propiedades de los materiales bajo presión
Los materiales de sellado no se comportan igual a 1 bar y a 15 bar. Bajo alta presión, ocurren varias cosas simultáneamente:
- Conjunto de compresión2: El sello se comprime, reduciendo su dureza efectiva.
- Aumento de la temperatura: La fricción genera calor, lo que ablanda el elastómero.
- Relajación del estrés: La presión prolongada provoca una reorganización de la cadena molecular.
- PlastificaciónAlgunos materiales de sellado se vuelven más fluidos bajo presión sostenida.
Estos factores se combinan para hacer que las juntas sean más susceptibles a la extrusión a medida que aumenta el tiempo de funcionamiento. Una junta que supere las pruebas iniciales de alta presión podría fallar después de 100 000 ciclos debido a los cambios acumulativos en las propiedades del material.
Rendimiento comparativo de los materiales de sellado
| Material de la junta | Dureza Shore A | Presión máxima (separación de 0,2 mm) | Presión máxima (espacio de 0,3 mm) | Resistencia a la extrusión |
|---|---|---|---|---|
| NBR (Nitrilo) | 70-80 | 6-8 bar | 4-5 bar | Moderado |
| Poliuretano | 85-95 | 10-14 bar | 7-9 bar | Bien |
| PTFE | 50-60D (Shore D) | Más de 16 bares | 12-16 bar | Excelente |
| Vitón (FKM) | 75-85 | 8-10 bar | 5-7 bar | Moderado-Bueno |
Esta tabla muestra por qué en Bepto especificamos poliuretano 92 Shore A para nuestros cilindros sin vástago de alta presión: ofrece el mejor equilibrio entre rendimiento de sellado, resistencia al desgaste y resistencia a la extrusión para aplicaciones neumáticas industriales.
Comportamiento dinámico frente a estático de la extrusión
Los sellos estáticos (como las juntas tóricas de los tapones) están sometidos a una presión constante y pueden tolerar holguras ligeramente mayores, ya que no sufren tensiones cíclicas. Los sellos dinámicos (sellos de pistón y vástago) se enfrentan a ciclos de presión repetidos, fluctuaciones de temperatura y fricción por deslizamiento, factores que aceleran el daño por extrusión.
En los cilindros sin vástago, esto es especialmente crítico porque todo el sistema de sellado del carro es dinámico. Cada carrera somete a las juntas a inversiones de presión, calentamiento por fricción y tensión mecánica. Por eso, el diseño de los cilindros sin vástago exige un control del espacio de extrusión aún más estricto que el de los cilindros estándar.
¿Cuáles son las dimensiones críticas de la separación para diferentes rangos de presión?
Conocer los requisitos dimensionales precisos le ayuda a especificar los cilindros correctamente y evitar fallos prematuros. 🎯
Las holguras máximas críticas de extrusión varían según el rango de presión: 0,3-0,4 mm para 6-8 bar, 0,2-0,25 mm para 8-10 bar, 0,15-0,20 mm para 10-12 bar y 0,10-0,15 mm para aplicaciones de 12-16 bar. Estas dimensiones deben mantenerse en todo el perímetro de la junta, teniendo en cuenta la expansión térmica, el desgaste y las tolerancias de fabricación, lo que requiere un mecanizado de precisión para IT73 o grados de tolerancia mejores para sistemas neumáticos de alta presión.
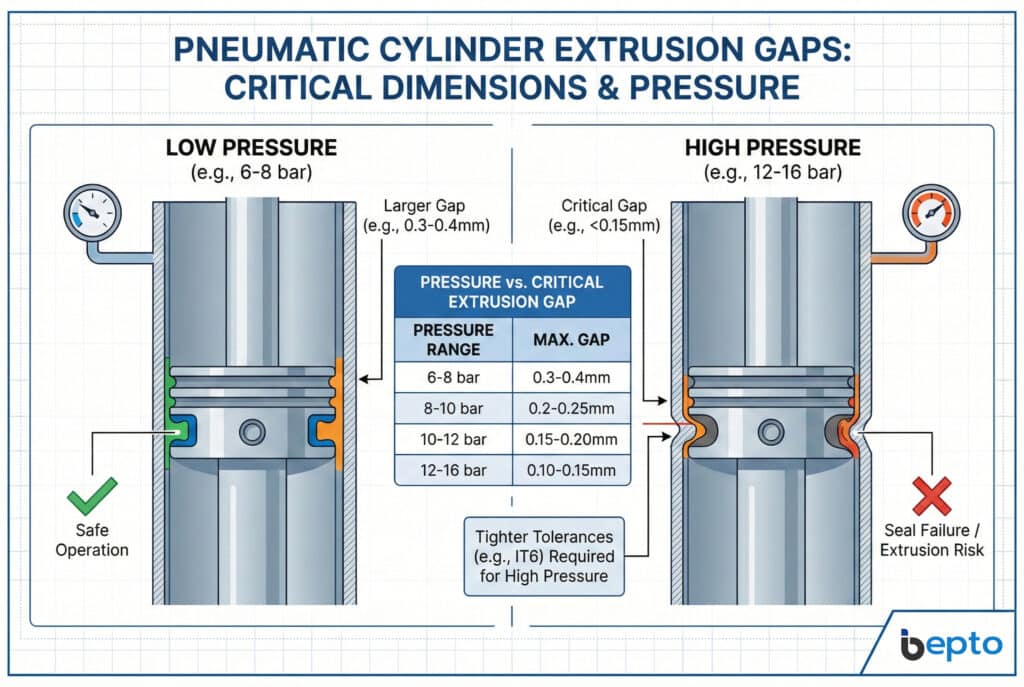
Especificaciones de separación basadas en la presión
En Bepto, utilizamos estas reglas de diseño para nuestros cilindros sin vástago:
Baja presión (hasta 6 bar):
- Separación radial máxima: 0,35 mm
- Recomendado: 0,25-0,30 mm
- Grado de tolerancia: IT8 (±0,046 mm para un diámetro de 50 mm)
Presión media (6-10 bar):
- Separación radial máxima: 0,20 mm
- Recomendado: 0,15-0,18 mm
- Grado de tolerancia: IT7 (±0,030 mm para un diámetro de 50 mm)
Alta presión (10-16 bar):
- Separación radial máxima: 0,15 mm
- Recomendado: 0,10-0,12 mm
- Grado de tolerancia: IT6 (±0,019 mm para un diámetro de 50 mm)
No se trata de cifras teóricas, sino que se han obtenido a partir de pruebas de campo realizadas en miles de instalaciones y millones de horas de funcionamiento.
Contabilidad de la expansión térmica
Hay un factor que muchos ingenieros pasan por alto: el aluminio se expande aproximadamente 23 μm por metro por °C. En un cilindro sin vástago de 1 metro que funciona entre 20 °C y 60 °C (temperatura habitual en entornos industriales), el barril se expande 0,92 mm en longitud y proporcionalmente en diámetro.
Para un cilindro de 63 mm de diámetro interior, eso supone un aumento de aproximadamente 0,058 mm de diámetro. Si la holgura en frío es de 0,15 mm y no se tiene en cuenta coeficiente de expansión térmica4, su separación en estado caliente pasa a ser de 0,208 mm, lo que podría empujarlo hacia la zona de fallo a alta presión.
Diseñamos nuestros cilindros Bepto teniendo en cuenta la compensación térmica, utilizando combinaciones de materiales y especificaciones dimensionales que mantienen espacios de seguridad en todo el rango de temperaturas de funcionamiento.
Progresión del desgaste y aumento de la holgura
Incluso con unas dimensiones iniciales perfectas, el desgaste aumenta gradualmente las holguras de extrusión. En nuestras pruebas, hemos descubierto que:
- Desgaste del barril: 0,01-0,02 mm por millón de ciclos (aluminio anodizado duro)
- Desgaste del pistón: 0,02-0,03 mm por millón de ciclos (aluminio con recubrimiento)
- Desgaste de las juntas: Reducción de altura de 0,05-0,10 mm por cada millón de ciclos.
Esto significa que un cilindro que comienza con holguras de 0,15 mm puede alcanzar los 0,20 mm después de 500 000 ciclos. Diseñar teniendo en cuenta esta progresión, comenzando con holguras iniciales más ajustadas, prolonga significativamente la vida útil general del sello.
Métodos de medición y verificación
Cuando visito las instalaciones de los clientes para solucionar problemas relacionados con fallos en las juntas, siempre llevo conmigo herramientas de medición de precisión. No se puede gestionar lo que no se mide. Verificamos los espacios de extrusión utilizando:
- Calibres de espiga para comprobaciones rápidas de aprobación/rechazo
- Micrómetros de diámetro interior para mediciones internas precisas
- Máquinas de medición por coordenadas (CMM) para la verificación completa de la geometría
Recuerdo haber visitado a Laura, directora de calidad de un fabricante de equipos de automatización en Ontario. Estaba frustrada por la inconsistencia en la vida útil de las juntas de cilindros que se suponía que eran idénticos. Cuando medimos las holguras reales, encontramos variaciones de entre 0,12 mm y 0,38 mm en el mismo lote de producción de su proveedor anterior. Tras cambiar a cilindros Bepto con holguras verificadas de 0,15 mm ±0,02 mm, la vida útil de sus juntas pasó a ser predecible y consistente. 📏
¿Qué características de diseño y anillos de respaldo evitan la extrusión de la junta en los cilindros sin vástago?
Las soluciones de ingeniería adecuadas combinan el control dimensional con sistemas de soporte mecánico para maximizar la vida útil de los sellos. 🔧
Para evitar la extrusión de las juntas es necesario adoptar enfoques de diseño integrados que incluyan ranuras para juntas mecanizadas con precisión con relaciones de profundidad y anchura optimizadas, antiextrusión Anillos de seguridad5 (PTFE o poliuretano reforzado) colocado en el lado de presión, bordes biselados para evitar daños en el sello durante el montaje y selección de materiales que adapta la dureza del sello a la presión de funcionamiento; en cilindros sin vástago, las configuraciones de doble sello con diseños de presión equilibrada reducen aún más el riesgo de extrusión al tiempo que mantienen una baja fricción.

Geometría optimizada de la ranura del sello
La ranura de sellado no es solo una ranura rectangular: sus dimensiones afectan de manera crítica a la resistencia a la extrusión. Diseñamos nuestras ranuras de sellado Bepto con estos principios:
Profundidad del surco: 70-80% de sección transversal del sello (permite una compresión controlada)
Ancho del surco: 90-95% de sección transversal del sello (evita la compresión excesiva)
Radio de esquina: 0,2-0,4 mm (evita la concentración de tensiones)
Acabado superficialRa 0,4-0,8 μm (optimiza la fricción del sello)
Estas relaciones garantizan que la junta se comprima lo suficiente como para crear una fuerza de sellado sin someter al material a una tensión excesiva, lo que aceleraría la extrusión.
Selección y colocación del anillo de respaldo
Los anillos de respaldo son los héroes olvidados del sellado a alta presión. Estos anillos rígidos o semirrígidos se colocan junto al sello en el lado de presión, bloqueando físicamente el espacio de extrusión. Piensa en ellos como una presa que evita que el material del sello fluya hacia el espacio libre.
Anillos de refuerzo de PTFE (nuestro estándar en Bepto para más de 10 bar):
- Dureza Shore D 50-60 (mucho más duro que los elastómeros)
- Puede cubrir huecos de hasta 0,4 mm a 16 bar.
- Bajo coeficiente de fricción (0,05-0,10)
- Temperatura estable hasta 200 °C
Anillos de refuerzo de poliuretano reforzado (para presión moderada):
- Shore A dureza 95-98
- Eficaz para huecos de hasta 0,3 mm a 10 bar.
- Mejor elasticidad que el PTFE.
- Más económico para aplicaciones de presión media.
La clave está en el posicionamiento: el anillo de respaldo debe estar en el lado de presión del sello. He visto instalaciones en las que los anillos de respaldo se colocaron al revés, lo que no ofrecía ninguna protección, un error costoso que se puede evitar fácilmente con la formación adecuada.
Desafíos específicos de los cilindros sin vástago
Los cilindros sin vástago presentan retos únicos en cuanto a la extrusión, ya que las juntas del carro deben mantener la presión mientras se deslizan a lo largo de todo el cilindro. En Bepto utilizamos una configuración de doble junta:
- Sello primario: Copa en U de poliuretano Shore A 92 con geometría de labio optimizada.
- Sello secundarioAnillo de respaldo de PTFE con activador de resorte.
- Junta del limpiaparabrisas: Elimina los contaminantes que podrían dañar el sello primario.
Este sistema de tres elementos proporciona redundancia: si el sello principal comienza a mostrar daños por extrusión, el anillo de respaldo evita una falla catastrófica, lo que le da tiempo para programar el mantenimiento en lugar de sufrir una parada de emergencia.
Compatibilidad de materiales y resistencia química
La extrusión de juntas no es puramente mecánica: la compatibilidad química afecta a las propiedades del material y a la resistencia a la extrusión. La exposición a fluidos o lubricantes incompatibles puede:
- Hinchazón el sello, aumentando la fricción y la generación de calor
- Suavizar el material, reduciendo la resistencia a la extrusión
- Endurecer el sello, provocando grietas y pérdida de estanqueidad.
En Bepto especificamos los materiales de nuestros sellos basándonos en entornos industriales comunes:
- Aire estándar: Juntas de poliuretano (excelente rendimiento general)
- Aire contaminado con petróleo: Juntas NBR (resistentes al aceite)
- Aplicaciones de alta temperatura: Juntas de Viton (resistentes al calor hasta 200 °C)
- Alimentación/farmacia: Poliuretano o PTFE que cumple con las normas de la FDA.
Mantenimiento preventivo y supervisión
Incluso con un diseño perfecto, supervisar el estado de las juntas evita fallos inesperados. Recomendamos estas prácticas:
Inspección visual cada 100 000 ciclos o cada 6 meses:
- Compruebe si hay mordiscos visibles en los bordes del sello.
- Busque fugas de aceite o aire.
- Verifique que funcione correctamente sin atascarse.
Control del rendimiento:
- Controle los tiempos de ciclo (un aumento del tiempo sugiere un aumento de la fricción).
- Controle el consumo de aire (los aumentos indican fugas).
- Registre cualquier ruido o vibración inusual.
Sustitución predictiva:
- Reemplazar las juntas a 70-80% de vida útil prevista.
- No esperes a fracasar por completo.
- Programar sustituciones durante el tiempo de inactividad planificado.
En Bepto, proporcionamos a nuestros clientes herramientas de predicción de la vida útil de las juntas basadas en sus condiciones operativas específicas: presión, frecuencia de ciclo, temperatura y entorno. Esto elimina las conjeturas en la planificación del mantenimiento y evita las costosas averías de emergencia que interrumpen los programas de producción.
Conclusión
La física de la holgura de extrusión no es solo una teoría académica, sino que marca la diferencia entre sistemas neumáticos fiables y fallos de sellado costosos y frustrantes. Al mantener unas dimensiones de holgura precisas por debajo de los umbrales críticos, utilizar anillos de respaldo adecuados y seleccionar materiales que se adapten a las condiciones de funcionamiento, se puede prolongar la vida útil de los sellos entre 5 y 10 veces en comparación con los sistemas mal diseñados. En Bepto, todos los cilindros sin vástago que fabricamos incorporan estos principios de prevención de extrusión porque entendemos que su producción no puede permitirse tiempos de inactividad inesperados. A la hora de especificar cilindros, no acepte garantías vagas: exija especificaciones dimensionales, mediciones de huecos y detalles del sistema de sellado que demuestren la resistencia a la extrusión. 🛡️
Preguntas frecuentes sobre huecos de extrusión y fallos de sellado
P: ¿Cómo puedo medir los espacios de extrusión en cilindros instalados sin desmontarlos?
La medición directa requiere desmontaje, pero se puede deducir la existencia de holguras excesivas a partir de los síntomas de rendimiento: desgaste rápido de las juntas (menos de 100 000 ciclos), mordeduras visibles en las juntas retiradas, aumento del consumo de aire con el tiempo y caídas de presión bajo carga. Para aplicaciones críticas, en Bepto recomendamos inspecciones programadas cada 500 000 ciclos, en las que se examinan las juntas y se verifican las holguras con herramientas de medición de precisión.
P: ¿Puedo utilizar anillos de respaldo para compensar los cilindros con holguras de extrusión excesivas?
Los anillos de respaldo ayudan, pero no son una solución completa para cilindros mal diseñados: pueden cubrir huecos de 0,1-0,15 mm más allá de las dimensiones óptimas, pero los huecos que superen los 0,4 mm provocarán fallos incluso con anillos de respaldo. Además, los huecos sobredimensionados aumentan la fricción y el desgaste de los propios anillos de respaldo. Un diseño adecuado del cilindro con huecos iniciales correctos siempre es mejor que intentar compensar con anillos de respaldo.
P: ¿Por qué mis juntas fallan más rápido a velocidades de ciclo más altas, incluso a la misma presión?
Las velocidades de ciclo más altas generan más calor por fricción, lo que ablanda los materiales de sellado y reduce la resistencia a la extrusión: un sello que funciona a 90 °C debido a la fricción a alta velocidad tiene efectivamente entre 10 y 15 puntos Shore A menos de dureza que el mismo material a 40 °C. Además, los ciclos de presión rápidos crean concentraciones de tensión dinámicas que aceleran el inicio del nibbling. Para aplicaciones de alta velocidad por encima de 1 metro/segundo, especifique juntas con un grado de dureza superior y reduzca los espacios máximos en 0,02-0,03 mm.
P: ¿Existen materiales de sellado que eliminen por completo los problemas de extrusión?
Los compuestos de PTFE y PTFE relleno ofrecen la mayor resistencia a la extrusión, funcionando de manera fiable a más de 16 bar con holguras de 0,3-0,4 mm, pero requieren fuerzas de sellado más elevadas y tienen una elasticidad limitada en comparación con el poliuretano o el caucho. Para la mayoría de las aplicaciones neumáticas, los sistemas de sellado de poliuretano correctamente diseñados con anillos de respaldo proporcionan un mejor rendimiento general: menor fricción, mejor sellado en el arranque y resistencia adecuada a la extrusión cuando las holguras se controlan correctamente.
P: ¿Cómo especifico los requisitos de separación de extrusión al realizar un pedido de cilindros personalizados?
Solicite especificaciones dimensionales explícitas en su orden de compra: “Holgura radial máxima entre el diámetro exterior del pistón y el diámetro interior del cilindro: 0,15 mm medidos a 20 °C” y “El sistema de sellado debe incluir anillos de respaldo de PTFE clasificados para [su presión] bar”. En Bepto, proporcionamos informes de inspección dimensional con cada cilindro personalizado que muestran las holguras reales medidas y las especificaciones del sistema de sellado, lo que garantiza que reciba cilindros diseñados para sus requisitos específicos de presión y rendimiento.
-
Conozca la escala de dureza Shore A, utilizada para medir la resistencia de los elastómeros y los cauchos. ↩
-
Comprender el conjunto de compresión, la deformación permanente de un material después de haber sido sometido a tensión. ↩
-
Consulte el sistema ISO de límites y ajustes que define los grados de tolerancia estándar, como IT7. ↩
-
Lea sobre cómo los materiales se expanden y contraen con los cambios de temperatura en función de sus propiedades físicas. ↩
-
Descubra cómo los anillos de respaldo evitan la extrusión al cerrar el espacio entre los componentes metálicos. ↩
