

Todos los ingenieros con los que he hablado se enfrentan al mismo dilema: necesitan una confianza absoluta en sus componentes neumáticos, pero las pruebas de fiabilidad tradicionales pueden retrasar los proyectos durante meses. Mientras tanto, los plazos de producción se acercan y aumenta la presión de la dirección, que quiere resultados para ayer. Esta brecha en la verificación de la fiabilidad genera un riesgo enorme.
Eficaz cilindro neumático la verificación de la fiabilidad combina pruebas de vibración acelerada1 con una selección adecuada del espectro, ciclos estandarizados de exposición a la niebla salina y un exhaustivo análisis de los modos de fallo para comprimir meses de validación en el mundo real en semanas, manteniendo al mismo tiempo la confianza estadística.
El año pasado consulté a un fabricante suizo de productos sanitarios que se enfrentaba a este mismo problema. Su línea de producción estaba lista, pero no podían ponerla en marcha sin validar que sus cilindros neumáticos sin vástago mantuvieran la precisión durante al menos 5 años. Gracias a nuestro método de verificación acelerada, redujimos lo que habrían sido 6 meses de pruebas a tan solo 3 semanas, lo que les permitió poner en marcha el sistema en la fecha prevista sin perder la confianza en la fiabilidad del sistema.
Índice
- Selección del espectro de ensayo de vibraciones
- Comparación de ciclos de prueba de niebla salina
- Plantilla de análisis modal de fallos y efectos
- Conclusión
- Preguntas frecuentes sobre la verificación de la fiabilidad
¿Cómo seleccionar el espectro de aceleración adecuado para las pruebas de vibración?
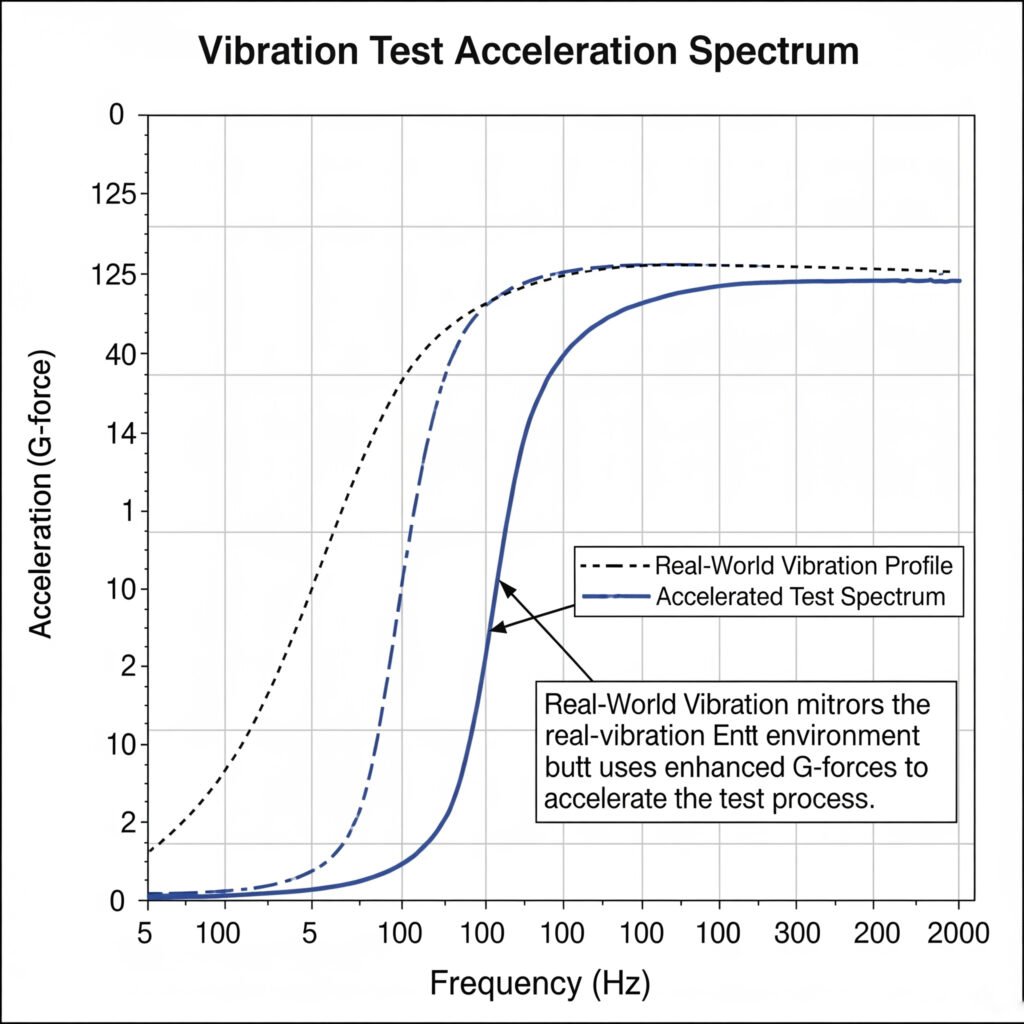
Elegir el espectro de pruebas de vibración equivocado es uno de los errores más comunes que veo en la verificación de la fiabilidad. O bien el espectro es demasiado agresivo, provocando fallos irreales, o demasiado suave, pasando por alto puntos débiles críticos que surgirán en el uso en el mundo real.
El espectro de aceleración óptimo para las pruebas de vibración debe coincidir con el entorno específico de su aplicación y, al mismo tiempo, amplificar las fuerzas para acelerar las pruebas. En el caso de los sistemas neumáticos, un espectro que abarque de 5 a 2000 Hz con factores de multiplicación de fuerzas G adecuados basados en el entorno de instalación proporciona los resultados predictivos más precisos.
Comprender las categorías de perfiles de vibración
Tras analizar cientos de instalaciones de sistemas neumáticos, he clasificado los entornos de vibración en estos perfiles:
| Categoría Medio Ambiente | Gama de frecuencias | Fuerza G máxima | Factor de duración de la prueba |
|---|---|---|---|
| Industria ligera | 5-500 Hz | 0.5-2G | 1x |
| Fabricación general | 5-1000 Hz | 1-5G | 1.5x |
| Industria pesada | 5-2000 Hz | 3-10G | 2x |
| Transporte/Móvil | 5-2000 Hz | 5-20G | 3x |
Metodología de selección del espectro
Cuando ayudo a los clientes a seleccionar el espectro vibratorio adecuado, sigo este proceso de tres pasos:
Etapa 1: Caracterización del entorno
En primer lugar, mida o estime el perfil de vibración real en el entorno de su aplicación. Si no es posible realizar una medición directa, utilice las normas del sector como punto de partida:
- ISO 20816 para maquinaria industrial
- MIL-STD-810G2 para aplicaciones de transporte
- IEC 60068 para equipos electrónicos en general
Paso 2: Determinación del factor de aceleración
Para comprimir el tiempo de ensayo, hay que amplificar las fuerzas de vibración. La relación sigue este principio:
Tiempo de ensayo = (Horas de vida reales × Fuerza G real²) ÷ (Fuerza G de ensayo²)
Por ejemplo, para simular 5 años (43.800 horas) de funcionamiento a 2G en sólo 168 horas (1 semana), habría que hacer pruebas a:
Fuerza G = √[(43.800 × 2²) ÷ 168] = aproximadamente 32,3G
Paso 3: Conformación del espectro
El último paso consiste en adaptar el espectro de frecuencias a la aplicación. Esto es fundamental para los cilindros neumáticos sin vástago, que tienen frecuencias de resonancia específicas que varían según el diseño.
Caso práctico: Verificación de equipos de envasado
Hace poco trabajé con un fabricante de equipos de envasado de Alemania que estaba experimentando fallos misteriosos en sus cilindros sin vástago después de aproximadamente 8 meses en el campo. Sus pruebas estándar no habían identificado el problema.
Al medir el perfil de vibración real de su equipo, descubrimos una frecuencia resonante a 873 Hz que estaba excitando un componente del diseño de su cilindro. Desarrollamos un espectro de prueba personalizado que enfatizaba este rango de frecuencias y, en 72 horas de pruebas aceleradas, reprodujimos el fallo. El fabricante modificó su diseño y el problema se resolvió antes de afectar a otros clientes.
Consejos para la realización de pruebas de vibración
Para obtener los resultados más precisos, siga estas directrices:
Pruebas multieje
Realice pruebas en los tres ejes secuencialmente, ya que los fallos suelen producirse en direcciones no evidentes. En el caso concreto de los cilindros sin vástago, la vibración torsional puede provocar fallos que la vibración lineal pura podría pasar por alto.
Consideraciones sobre la temperatura
Realice pruebas de vibración tanto a temperatura ambiente como a la temperatura máxima de funcionamiento. Hemos comprobado que la combinación de temperaturas elevadas y vibración puede revelar fallos 2,3 veces más rápido que la vibración por sí sola.
Métodos de recogida de datos
Utilice estos puntos de medición para obtener datos completos:
- Aceleración en los puntos de montaje
- Desplazamiento en la mitad del vano y en los extremos
- Fluctuaciones de la presión interna durante la vibración
- Índice de fugas antes, durante y después de la prueba
¿Qué ciclos de prueba de niebla salina predicen realmente la corrosión en el mundo real?
Las pruebas de niebla salina suelen malinterpretarse y aplicarse incorrectamente en la validación de componentes neumáticos. Muchos ingenieros se limitan a seguir duraciones de ensayo estándar sin entender cómo se correlacionan con las condiciones reales de campo.
Los ciclos de ensayo de niebla salina más predictivos se ajustan a los factores de corrosión de su entorno operativo específico. Para la mayoría de las aplicaciones neumáticas industriales, un ensayo cíclico en el que se alternan periodos de pulverización de NaCl 5% (35 °C) y periodos secos proporciona una correlación significativamente mejor con el rendimiento en el mundo real que los métodos de pulverización continua.

Correlación entre las horas de ensayo y el rendimiento sobre el terreno
Esta tabla comparativa muestra cómo los diferentes métodos de ensayo de niebla salina se correlacionan con la exposición real en diversos entornos:
| Medio ambiente | Continuo ASTM B1173 | Cíclico ISO 9227 | ASTM G85 modificada |
|---|---|---|---|
| Interior Industrial | 24h = 1 año | 8h = 1 año | 12h = 1 año |
| Exterior Urbano | 48h = 1 año | 16h = 1 año | 24h = 1 año |
| En la costa | 96h = 1 año | 32h = 1 año | 48h = 1 año |
| Marina/Offshore | 200h = 1 año | 72h = 1 año | 96h = 1 año |
Marco de selección del ciclo de pruebas
Cuando asesoro a los clientes sobre las pruebas de niebla salina, recomiendo estos ciclos en función del tipo de componente y la aplicación:
Componentes estándar (aluminio/acero con acabados básicos)
| Aplicación | Método de ensayo | Detalles del ciclo | Criterios de aprobación |
|---|---|---|---|
| Uso interior | ISO 9227 NSS | Rociado 24h, secado 24h × 3 ciclos | Sin óxido rojo, <5% óxido blanco |
| Industria general | ISO 9227 NSS | 48 h de pulverización, 24 h de secado × 4 ciclos | Sin óxido rojo, <10% óxido blanco |
| Entorno duro | ASTM G85 A5 | 1h de pulverización, 1h de secado × 120 ciclos | Sin corrosión del metal base |
Componentes Premium (protección anticorrosión mejorada)
| Aplicación | Método de ensayo | Detalles del ciclo | Criterios de aprobación |
|---|---|---|---|
| Uso interior | ISO 9227 NSS | 72h rociado, 24h seco × 3 ciclos | Sin corrosión visible |
| Industria general | ISO 9227 NSS | 96h rociado, 24h seco × 4 ciclos | Sin óxido rojo, <5% óxido blanco |
| Entorno duro | ASTM G85 A5 | 1h de pulverización, 1h de secado × 240 ciclos | Sin corrosión visible |
Interpretación de los resultados de las pruebas
La clave para realizar pruebas de niebla salina valiosas es interpretar correctamente los resultados. Esto es lo que hay que tener en cuenta:
Indicadores visuales
- Blanco óxido: Indicador precoz en superficies de zinc, generalmente no es un problema funcional.
- Óxido rojo/marrón: Corrosión del metal base, indica fallo del revestimiento
- Blistering: Indica fallo de adherencia del revestimiento o corrosión subsuperficial.
- Creep de Scribe: Medidas de protección del revestimiento en las zonas dañadas
Evaluación del impacto sobre el rendimiento
Tras las pruebas de niebla salina, evalúe siempre estos aspectos funcionales:
- Integridad de la junta: Medir los índices de fuga antes y después de la exposición
- Fuerza de accionamiento: Comparar la fuerza requerida antes y después de la prueba
- Acabado superficial: Evaluar los cambios que puedan afectar a los componentes de acoplamiento
- Estabilidad dimensional: Comprobar si hay hinchazón o distorsión inducida por la corrosión.
Estudio de caso: Pruebas de componentes de automoción
Un importante proveedor de la industria del automóvil experimentaba fallos prematuros por corrosión en los componentes neumáticos de los vehículos exportados a países de Oriente Medio. Su prueba estándar de niebla salina de 96 horas no identificaba el problema.
Aplicamos una prueba cíclica modificada que incluía:
- 4 horas de niebla salina (5% NaCl a 35°C)
- 4 horas de secado a 60°C con humedad 30%
- 16 horas de exposición a la humedad a 50°C con 95% RH
- Repetido durante 10 ciclos
Esta prueba identificó con éxito el mecanismo de fallo en 7 días, revelando que la combinación de alta temperatura y sal estaba descomponiendo un material de sellado específico. Tras cambiar a un compuesto más adecuado, los fallos sobre el terreno se redujeron en 94%.
¿Cómo se puede crear un FMEA4 ¿Que realmente evita fallos en el campo?
El Análisis Modal de Fallos y Efectos (AMFE) suele considerarse un ejercicio de papeleo más que una potente herramienta de fiabilidad. La mayoría de los AMFE que reviso son demasiado genéricos o tan complejos que resultan inutilizables en la práctica.
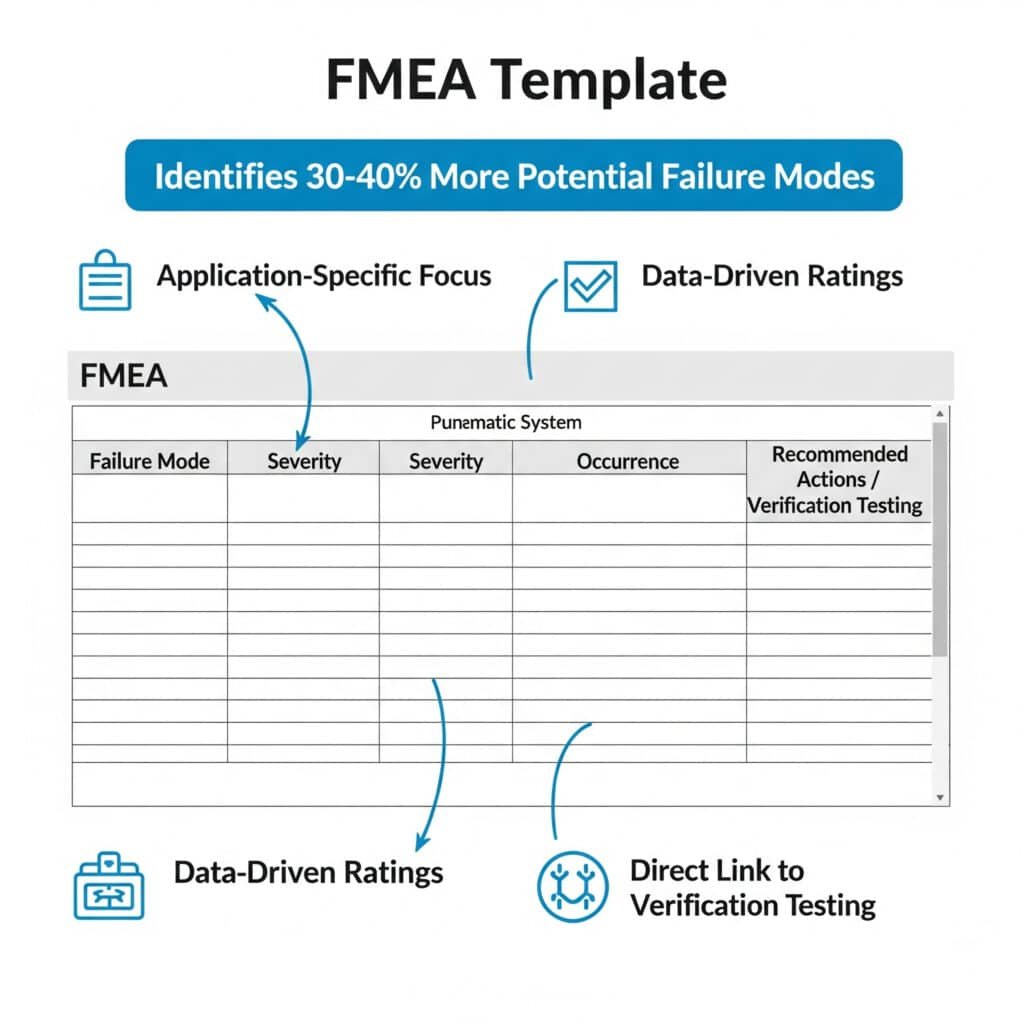
Un FMEA eficaz para sistemas neumáticos se centra en modos de fallo específicos de la aplicación, cuantifica tanto la probabilidad como la consecuencia utilizando clasificaciones basadas en datos y se vincula directamente a métodos de pruebas de verificación. Este enfoque suele identificar 30-40% más modos de fallo potenciales que las plantillas genéricas.
Estructura del AMFE para componentes neumáticos
La plantilla FMEA más eficaz para sistemas neumáticos incluye estos elementos clave:
| Sección | Propósito | Beneficio clave |
|---|---|---|
| Desglose de componentes | Identifica todas las piezas críticas | Garantiza un análisis exhaustivo |
| Descripción de la función | Define el rendimiento previsto | Aclara lo que constituye un fracaso |
| Modos de fallo | Enumera las formas específicas en que puede fallar la función | Orienta las pruebas específicas |
| Análisis de efectos | Describe el impacto sobre el sistema y el usuario | Prioriza los asuntos críticos |
| Análisis de causas | Identifica las causas profundas | Dirige las acciones preventivas |
| Controles actuales | Documenta las salvaguardias existentes | Evita la duplicación de esfuerzos |
| Número de prioridad del riesgo5 | Cuantifica el riesgo global | Centrar los recursos en los mayores riesgos |
| Medidas recomendadas | Especifica las medidas de mitigación | Crea un plan de acción |
| Método de verificación | Enlaces a pruebas específicas | Garantiza una validación adecuada |
Desarrollo de modos de fallo específicos para cada aplicación
Los AMFE genéricos suelen pasar por alto los modos de fallo más importantes porque no tienen en cuenta su aplicación específica. Recomiendo este enfoque para desarrollar modos de fallo exhaustivos:
Paso 1: Análisis de funciones
Desglose cada función de los componentes en requisitos de rendimiento específicos:
Para un cilindro neumático sin vástago, las funciones incluyen:
- Proporcionar movimiento lineal con la fuerza especificada
- Mantener la precisión de la posición dentro de la tolerancia
- Contienen la presión sin fugas
- Operar dentro de los parámetros de velocidad
- Mantener la alineación bajo carga
Paso 2: Mapeo de los factores medioambientales
Para cada función, considere cómo estos factores ambientales podrían causar fallos:
| Factor | Impacto potencial |
|---|---|
| Temperatura | Cambios en las propiedades de los materiales, dilatación térmica |
| Humedad | Corrosión, problemas eléctricos, cambios de fricción |
| Vibración | Aflojamiento, fatiga, resonancia |
| Contaminación | Desgaste, obstrucción, daños en las juntas |
| Variación de la presión | Tensión, deformación, fallo de la junta |
| Ciclo Frecuencia | Fatiga, acumulación de calor, rotura de la lubricación |
Paso 3: Análisis de la interacción
Considera cómo interactúan los componentes entre sí y con el sistema:
- Puntos de interfaz entre componentes
- Vías de transferencia de energía
- Dependencias de señal/control
- Problemas de compatibilidad de materiales
Metodología de evaluación de riesgos
El cálculo tradicional del RPN (Número de Prioridad de Riesgo) a menudo no consigue priorizar los riesgos con precisión. Recomiendo este enfoque mejorado:
Índice de gravedad (1-10)
Basándose en estos criterios:
1-2: Impacto insignificante, ningún efecto perceptible
3-4: Impacto menor, ligera degradación del rendimiento
5-6: Impacto moderado, funcionalidad reducida
7-8: Impacto importante, pérdida significativa de rendimiento
9-10: Impacto crítico, problema de seguridad o fallo total
Índice de incidencia (1-10)
Basado en la probabilidad basada en datos:
1: <1 por millón de ciclos
2-3: 1-10 por millón de ciclos
4-5: 1-10 por 100.000 ciclos
6-7: 1-10 por 10.000 ciclos
8-10: >1 por 1.000 ciclos
Índice de detección (1-10)
Basado en la capacidad de verificación:
1-2: Detección segura antes del impacto en el cliente
3-4: Alta probabilidad de detección
5-6: Probabilidad moderada de detección
7-8: Baja probabilidad de detección
9-10: No se puede detectar con los métodos actuales
Vinculación del AMFE con las pruebas de verificación
El aspecto más valioso de un AMFE adecuado es la creación de vínculos directos con las pruebas de verificación. Para cada modo de fallo, especifique:
- Método de ensayo: La prueba específica que verificará este modo de fallo
- Parámetros de prueba: Las condiciones exactas requeridas
- Criterios de aprobado/suspenso: Normas cuantitativas de aceptación
- Tamaño de la muestra: Requisitos de confianza estadística
Caso práctico: Mejora del diseño impulsada por el AMFE
Un fabricante de equipos médicos de Dinamarca estaba desarrollando un nuevo dispositivo que utilizaba cilindros neumáticos sin vástago para un posicionamiento preciso. Su AMFE inicial era genérico y no tenía en cuenta varios modos de fallo críticos.
Utilizando nuestro proceso FMEA específico para cada aplicación, identificamos un posible modo de fallo en el que la vibración podría causar una desalineación gradual del sistema de cojinetes del cilindro. Esto no se detectó en las pruebas estándar.
Desarrollamos una prueba combinada de vibraciones y ciclos que simulaba 5 años de funcionamiento en 2 semanas. La prueba reveló una degradación gradual del rendimiento que habría sido inaceptable en la aplicación médica. Modificando el diseño del rodamiento y añadiendo un mecanismo de alineación secundario, el problema se resolvió antes del lanzamiento del producto.
Conclusión
La verificación eficaz de la fiabilidad de los sistemas neumáticos requiere espectros de prueba de vibraciones cuidadosamente seleccionados, ciclos de prueba de niebla salina adecuados a la aplicación y un análisis completo de los modos de fallo. La integración de estos tres enfoques permite reducir drásticamente el tiempo de verificación y aumentar la confianza en la fiabilidad a largo plazo.
Preguntas frecuentes sobre la verificación de la fiabilidad
¿Cuál es el tamaño mínimo de muestra necesario para realizar pruebas fiables de componentes neumáticos?
Para componentes neumáticos como los cilindros sin vástago, la confianza estadística requiere probar al menos 5 unidades para las pruebas de cualificación y 3 unidades para la verificación continua de la calidad. Las aplicaciones críticas pueden requerir muestras más grandes, de 10 a 30 unidades, para detectar modos de fallo de menor probabilidad.
¿Cómo se determina el factor de aceleración adecuado para las pruebas de fiabilidad?
El factor de aceleración adecuado depende de los mecanismos de fallo que se ensayen. Para el desgaste mecánico, los factores de 2-5x son típicos. En el caso del envejecimiento térmico, lo habitual es multiplicarlo por 10. Para las pruebas de vibración, pueden aplicarse factores de 5-20x. Con factores más elevados se corre el riesgo de inducir modos de fallo poco realistas.
¿Pueden los resultados de las pruebas de niebla salina predecir la resistencia real a la corrosión en años?
Los ensayos de niebla salina proporcionan predicciones relativas, no absolutas, de la resistencia a la corrosión. La correlación entre las horas de ensayo y los años reales varía significativamente según el entorno. En entornos industriales interiores, 24-48 horas de niebla salina continua suelen representar 1-2 años de exposición.
¿Cuál es la diferencia entre DFMEA y PFMEA para componentes neumáticos?
El FMEA de diseño (DFMEA) se centra en los puntos débiles inherentes al diseño de los componentes neumáticos, mientras que el FMEA de proceso (PFMEA) aborda los fallos potenciales introducidos durante la fabricación. Ambos son necesarios: el DFMEA garantiza la solidez del diseño, mientras que el PFMEA asegura una calidad de producción constante.
¿Con qué frecuencia deben repetirse las pruebas de verificación de la fiabilidad durante la producción?
La verificación completa de la fiabilidad debe realizarse durante la cualificación inicial y siempre que se produzcan cambios significativos en el diseño o el proceso. La verificación abreviada (centrada en los parámetros críticos) debe realizarse trimestralmente, con un muestreo estadístico basado en el volumen de producción y el nivel de riesgo.
¿Qué factores ambientales influyen más en la fiabilidad de los cilindros neumáticos sin vástago?
Los factores ambientales más importantes que afectan a la fiabilidad de los cilindros neumáticos sin vástago son las fluctuaciones de temperatura (que afectan al rendimiento de las juntas), la contaminación por partículas (que provoca un desgaste acelerado) y las vibraciones (que afectan a la alineación de los cojinetes y a la integridad de las juntas). Estos tres factores son responsables de aproximadamente 70% de los fallos prematuros.
-
Explica los principios de la prueba de vida acelerada (ALT), un proceso de prueba de un producto sometiéndolo a condiciones (como tensión, esfuerzo, temperatura, voltaje, tasa de vibración) superiores a sus parámetros de servicio normales para determinar su vida útil en un periodo de tiempo más corto. ↩
-
Proporciona una visión general de MIL-STD-810, una norma militar de EE.UU. que describe las consideraciones de ingeniería ambiental y pruebas de laboratorio, centrándose en sus métodos ampliamente utilizados para las pruebas de vibración que simulan las condiciones del mundo real para los equipos. ↩
-
Detalla la norma ASTM B117, que proporciona el procedimiento normalizado para el funcionamiento de un aparato de niebla salina neutra, una prueba de corrosión común y de larga tradición utilizada para evaluar la resistencia relativa a la corrosión de materiales y revestimientos. ↩
-
Ofrece una explicación exhaustiva del Análisis Modal de Fallos y Efectos (AMFE), un enfoque sistemático y proactivo para identificar posibles modos de fallo en un diseño, proceso o producto, y evaluar el riesgo asociado a esos fallos. ↩
-
Describe el método para calcular el Número de Prioridad de Riesgo (NPR) en un AMFE, que es una clasificación cuantitativa del riesgo calculada multiplicando las puntuaciones de Gravedad, Ocurrencia y Detección, utilizada para priorizar las acciones correctivas. ↩
