

Teie täppispositsioneerimissüsteem oli tellimisel täiuslik, saavutades iga kord ±0,5 mm korratavuse. Kuus kuud hiljem jälitate salapäraseid kõrvalekaldeid, mis on kasvanud ±3 mm-ni, ja ümberkalibreerimine aitab ainult ajutiselt. 😤 Te olete kontrollinud andureid, reguleerinud voolu reguleerimist ja kontrollinud õhurõhku, kuid probleem püsib. Süüdlane võib olla midagi, mida te pole kunagi arvestanud: teie silindrit pehmendavate polümeersete otsakute roomav deformatsioon, mis muudab vaikselt mõõtmeid pideva pinge all ja hävitab teie positsioneerimistäpsuse.
Polümeersilindri otsatõkete kruvipinge deformatsioon on ajast sõltuv plastiline deformatsioon, mis tekib pideva mehaanilise pinguse all, isegi pingetasemel, mis on madalam kui materjali voolavuspiir1. Tavalised lõpp-stop materjalid, nagu polüuretaan, nailon ja atsetal, muutuvad mõõtmetelt 2–15% kuude või aastate jooksul, sõltuvalt pingest, temperatuurist ja materjali valikust. See järkjärguline deformatsioon muudab silindri töömaad, rikub positsioneerimise korratavust ja võib lõpuks põhjustada mehaanilisi häireid või komponentide rikkeid. Pikaajalist mõõtmete stabiilsust nõudvate rakenduste puhul on oluline mõista deformeerumise mehhanisme ja valida sobivad materjalid, nagu klaasitäidisega nailonid või deformeerumisvastased tehnilised termoplastid.
Töötasin koos Michelle'iga, protsessiinseneriga Kalifornia elektroonikakomponentide kokkupanekutehases, kus tema pick-and-place süsteemil esinesid üha halvenevad positsioneerimisvead. Tema meeskond oli nädalaid veetnud andurite, kontrollerite ja mehaanilise joondamise veaotsinguga, raiskades üle $12 000 inseneritööaja ja kaotatud toodangu. Kui ma tema silindreid uurisin, avastasin, et polüuretaanist otsatõkked olid 18 kuu jooksul töötamise käigus kokku surutud 4 mm võrra – klassikaline näide deformeerumisest. Otsatõkked nägid visuaalselt välja korras, kuid mõõtmised näitasid märkimisväärset püsivat deformatsiooni. Nende asendamine klaasitäidisega atsetalotsatõketega lahendas probleemi kohe ja säilitas täpsuse üle 3 aasta.
Sisukord
- Mis on deformeerumine ja miks see polümeersete lõpp-piirangute puhul esineb?
- Kuidas erinevad polümeermaterjalid võrreldes vastupidavusega deformeerumisele?
- Millised tegurid kiirendavad silindri lõpp-piiriku rakenduste nihkumist?
- Kuidas saate vältida või vähendada deformeerumisega seotud probleeme?
Mis on deformeerumine ja miks see polümeersete lõpp-piirangute puhul esineb?
Kahanemise põhialuste mõistmine selgitab seda sageli tähelepanuta jäetud tõrkepõhimõtet. 🔬
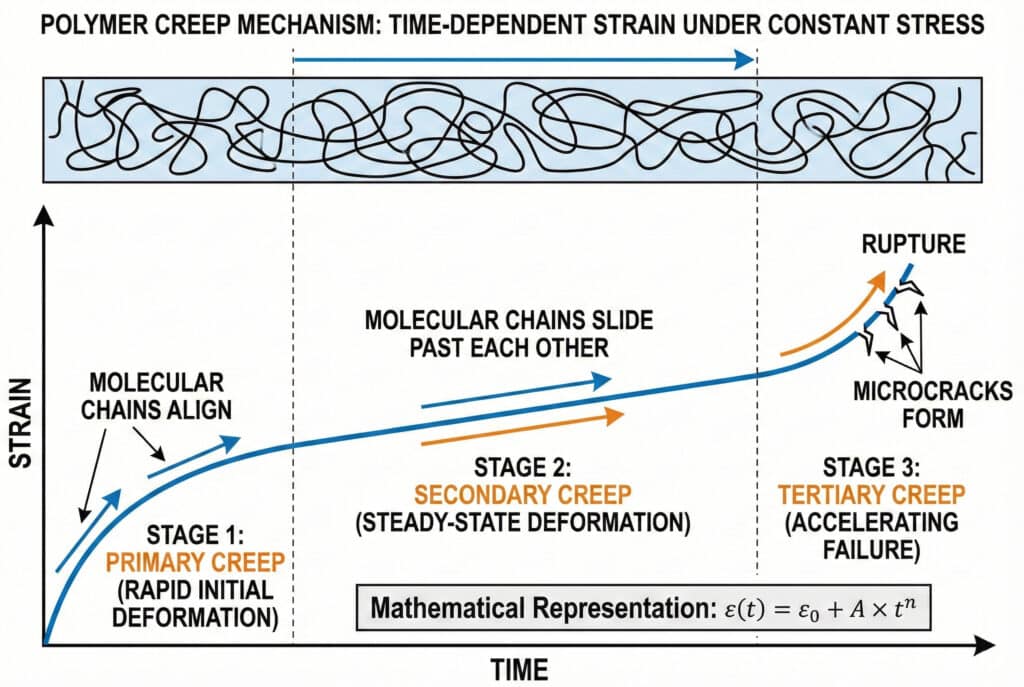
Voolavusdeformatsioon on järkjärguline, ajast sõltuv deformatsioon, mis tekib polümeerides pideva pingetuse korral, mille põhjuseks on molekulaarse ahela liikumine ja ümberkorraldused materjali struktuuris. Erinevalt elastilisest deformatsioonist (mis taastub koormuse eemaldamisel) või plastilisest deformatsioonist (mis tekib kiiresti suure pingetuse korral), toimub voolavus aeglaselt nädalate, kuude või aastate jooksul pingetuse tasemel, mis on vaid 20–30% materjali lõplikust tugevusest. Silindri otsatõkete puhul põhjustab löögijõudude ja eelpinge pidev survetugevus polümeermolekulide järkjärgulise üksteise möödumise, mille tulemuseks on püsiv mõõtmete muutus, mis aja jooksul kuhjub ja varieerub eksponentsiaalselt temperatuuri ja pingetaseme järgi.
Polümeeri deformeerumise füüsika
Voolamine toimub molekulaarsel tasandil mitme mehhanismi kaudu:
Esmane deformeerumine (1. etapp):
- Kiire esmane deformatsioon esimestel tundidel/päevadel
- Polümeerahelad sirgenduvad ja joonduvad pingestuse all
- Deformatsioonikiirus väheneb aja jooksul
- Tavaliselt moodustab 30–50% kogu deformeerumisest
Sekundaarne deformeerumine2 (2. etapp):
- Püsiseisundi deformatsioon konstantse kiirusega
- Molekulaarse ahelad libisevad aeglaselt üksteise mööda
- Kõige pikem faas, mis kestab kuudest aastateni
- Määr sõltub pingest, temperatuurist ja materjalist.
Kolmas etapp (3. etapp):
- Kiirendatud deformatsioon, mis viib rikkumiseni
- Esineb ainult kõrge stressitaseme või kõrgendatud temperatuuri korral
- Mikro-praod tekivad ja levivad
- Lõpeb materjali rebenemise või täieliku kokkusurumisega
Enamik silindri otspiirikuid töötab 2. etapis (sekundaarne nihkumine), kusjuures nende kasutusaja jooksul toimub aeglane, kuid pidev deformatsioon.
Polümeeride viskoelastne käitumine
Polümeerid näitavad mõlemat viskoelastne3 (vedeliku- ja tahke aine) omadused:
Ajast sõltuv reaktsioon:
- Lühiajaline koormus: peamiselt elastne käitumine, taastub koormuse eemaldamisel
- Pikaajaline koormus: domineerib viskoosne vool, tekib püsiv deformatsioon
- Üleminekuaeg sõltub materjalist ja temperatuurist.
Stressi leevendamine vs. deformeerumine:
- Pinge leevendamine: pidev pingutus, aja jooksul vähenev pinge
- Creep: Pidev pinge, aja jooksul suurenev koormus
- Mõlemad on viskoelastse käitumise ilmingud.
- Lõpp-piirangud kogevad nihkumist (pidev löögikoormus, suurenev deformatsioon)
Miks lõpp-peatused on eriti haavatavad
Silindri otsapidurid puutuvad kokku tingimustega, mis suurendavad kruvi liikumist:
| Jõhkardusfaktor | Lõpp-peatuse tingimus | Mõju deformeerumiskiirusele |
|---|---|---|
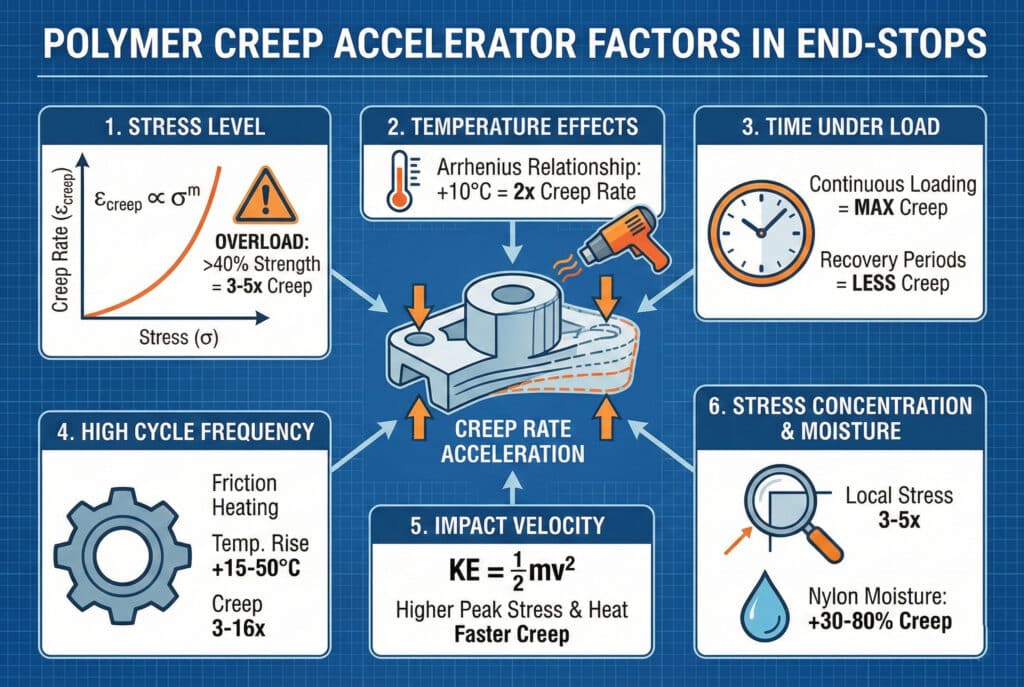
| Stressitase | Kõrge survetugevus kokkupõrgetest | 2–5-kordne kasv stressi kahekordistumisel |
| Temperatuur | Hõõrdumisküte pehmendamise ajal | 2–3-kordne kasv iga 10 °C tõusu kohta |
| Stressi kestus | Pidev või korduv koormus | Aja jooksul kogunenud kahju |
| Materjali valik | Sageli valitakse hinna, mitte venivusvastasuse tõttu | 5–10-kordne erinevus materjalide vahel |
| Stressi kontsentratsioon | Väike kontaktpind kontsentreerib jõu | Kohalik deformeerumine võib olla 3–5 korda suurem |
Voolamine vs. muud deformatsiooniviisid
Erinevuse mõistmine on diagnoosimisel väga oluline:
Elastne deformatsioon:
- Hetkeline ja taastatav
- Esineb kõikidel stressitasemetel
- Püsiv muutus puudub
- Positsioneerimise täpsus ei ole probleemiks
Plastiline deformatsioon:
- Kiire ja püsiv
- Esineb üle voolavuspiirangu
- Kohene mõõtmete muutus
- Näitab ülekoormust või löögikahjustust
Voolavusdeformatsioon:
- Aeglane ja püsiv
- Esineb allpool voolavuspiirangut
- Aja jooksul toimuv progressiivne mõõtmete muutus
- Sageli valesti diagnoositakse muude probleemidena
Michellele kuuluv elektroonikatehas arvas algul, et positsioneerimise kõrvalekalle oli tingitud andurite kalibreerimisest või mehaanilisest kulumisest. Alles pärast lõpp-stopi mõõtmete mõõtmist ja uute osadega võrdlemist tuvastati, et põhjuseks oli deformeerumine.
Voolavuse matemaatiline esitus
Insenerid kasutavad mitmeid mudeleid, et ennustada deformeerumiskäitumist:
Võimsuse seadus (empiiriline):
Kus:
- = pinge ajal t
- = esialgne elastne deformatsioon
- = materjali konstant
- = aja eksponent (polümeeride puhul tavaliselt 0,3–0,5)
- = aeg
Praktiline tähendus:
Voolavus väheneb aja jooksul, kuid ei lõpe kunagi täielikult. Komponent, mis voolab esimese 6 kuu jooksul 2 mm, võib järgmise 6 kuu jooksul voolata veel 1 mm, järgmise 6 kuu jooksul 0,7 mm jne.
Temperatuurisõltuvus (Arrheniuse seos4):
Enamiku polümeeride puhul kahekordistub deformeerumiskiirus ligikaudu iga 10 °C temperatuuri tõusu kohta. See tähendab, et 60 °C juures töötav piirataja deformeerub ligikaudu 4 korda kiiremini kui 40 °C juures töötav piirataja.
Kuidas erinevad polümeermaterjalid võrreldes vastupidavusega deformeerumisele?
Materjalide valik on kõige kriitilisem tegur roomamise vältimisel. 📊
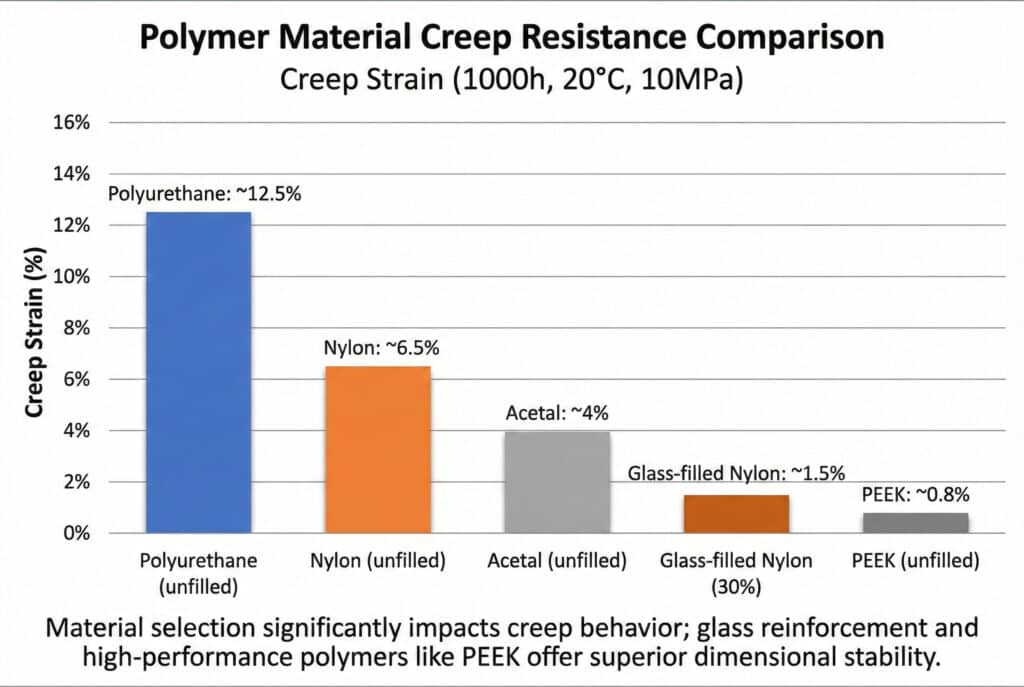
Polümeermaterjalide vastupidavus deformeerumisele on väga erinev: täitematerjalita polüuretaan (mida tavaliselt kasutatakse polsterdamiseks) näitab tüüpilise lõppkoormuse korral 10–15% deformeerumisdeformatsiooni, täitematerjalita nailon näitab 5–8% deformeerumist, täitematerjalita atsetal (Delrin) näitab 3–5% deformeerumist, samas kui klaasitäidisega nailon näitab ainult 1–2% deformeerumist ja PEEK (polüeeterketoon) näitab samadel tingimustel <1% deformeerumist. Klaaskiudude lisamine vähendab deformeerumist 60–80% võrreldes täitematerjalita polümeeridega, piiramates molekulaarse ahela liikumist. Tugevdatud materjalid on aga kallimad ja võivad vähendada löögikindlust, mistõttu tuleb teha kompromisse deformeerumisvastasuse, polsterdusomaduste ja hinna vahel.
Võrdlev deformeerumisvõime
Erinevad polümeeri perekonnad näitavad erinevaid deformeerumisomadusi:
| Materjal | Deformatsioon (1000 h, 20 °C, 10 MPa) | Suhtelised kulud | Löökide summutamine | Parimad rakendused |
|---|---|---|---|---|
| Polüuretaan (täitmata) | 10-15% | Madal ($) | Suurepärane | Madala täpsusega, suure mõjuga rakendused |
| Nailon 6/6 (täitematerjalita) | 5-8% | Madal ($) | Hea | Üldine otstarve, mõõdukas täpsus |
| Atsetaal (Delrin, täitmata) | 3-5% | Keskmine ($$) | Hea | Parem täpsus, mõõdukas mõju |
| Klaasiga täidetud nailon (30%) | 1-2% | Keskmine ($$) | Õiglane | Kõrge täpsus, mõõdukas mõju |
| Klaasitäidisega atseetal (30%) | 1-1.5% | Keskmine-kõrge ($$$) | Õiglane | Kõrge täpsus, hea tasakaal |
| PEEK (täitmata) | <1% | Väga kõrge ($$$$) | Hea | Kõrgeim täpsus, kõrge temperatuur |
| PEEK (30% klaas) | <0.5% | Väga kõrge ($$$$) | Õiglane | Ülimad jõudlusrakendused |
Polüuretaan: kõrge deformeeruvus, suurepärane amortiseerivus
Polüuretaan on populaarne polsterdamiseks, kuid problemaatiline täpsuse seisukohalt:
Eelised:
- Suurepärane löögikindlus ja energia hajutamine
- Madal hind ja lihtne toota
- Hea kulumiskindlus
- Saadaval laias kõvaduse vahemikus (60A-95A Shore)
Puudused:
- Kõrge deformeerumisvõime (tüüpiline 10–15%)
- Oluline temperatuuritundlikkus
- Niiskuse imendumine mõjutab omadusi
- Halb mõõtmete stabiilsus aja jooksul
Tüüpiline deformeerumisomadus:
Polüuretaanist otsatõke võib 40 °C juures 5 MPa pingel kokku suruda:
- 1 mm esimesel nädalal
- Täiendavalt 2 mm järgmise 6 kuu jooksul
- Järgmisel aastal lisaks 1 mm
- Kokku: 4 mm püsiv deformatsioon
Millal kasutada:
- Mitte-täpsusrakendused, kus positsioneerimise täpsus ei ole kriitiline
- Suure mõjuga, madala tsükliga rakendused
- Kui pehmendav toime on olulisem kui mõõtmete stabiilsus
- Eelarvepiirangutega projektid, mis aktsepteerivad sagedast asendamist
Nailon: mõõdukas deformeerumine, hea tasakaal
Nailon (polüamiid) pakub paremat vastupidavust deformeerumisele kui polüuretaan:
Eelised:
- Mõõdukas deformeerumisvastus (5-8% täitematerjalita, 1-2% klaasitäidisega)
- Hea mehaaniline tugevus ja sitkus
- Suurepärane kulumiskindlus
- Odavam kui tehnilised termoplastid
Puudused:
- Niiskuse imendumine (kuni 8% massist) mõjutab mõõtmeid ja omadusi
- Mõõdukas temperatuuritaluvus (pidev kasutamine temperatuuril 90–100 °C)
- Täitmata kujul näitab endiselt märkimisväärset deformeerumist
Klaasiga täidetud nailonist eelised:
- 30% klaaskiud vähendab deformeerumist 70–80% võrra.
- Suurenenud jäikus ja tugevus
- Parem mõõtmete stabiilsus
- Vähendatud niiskuse imendumine
Töötasin koos Ohio masinaehitaja Davidiga, kes vahetas täitematerjalita nailonist 30% klaasitäitematerjaliga nailonist otsatõkete vastu. Esialgne maksumus tõusis $8-lt $15-le osa kohta, kuid 2 aasta jooksul vähenes deformeerumisest tingitud positsioneerimise hälve 2,5 mm-lt 0,3 mm-le, mis võimaldas vältida kulukaid kalibreerimistsükleid.
Atsetaal: madal deformeeruvus, suurepärane töödeldavus
Atsetaal (polüoksimetüleen, POM) on sageli parim tasakaal:
Eelised:
- Madal deformeeruvus (3-5% täitematerjalita, 1-1,5% klaasitäitematerjaliga)
- Suurepärane mõõtmete stabiilsus
- Madal niiskuse imavus (<0,25%)
- Lihtne töötada tihedate tolerantsidega
- Hea keemiline vastupidavus
Puudused:
- Mõõdukas hind (kõrgem kui nailonil)
- Madalam löögikindlus kui polüuretaanil või nailonil
- Pidev kasutustemperatuur piiratud 90 °C-ni
- Võib laguneda tugevates hapetes või alustes
Töökarakteristikud:
Atsetaalist lõpp-piirangud alla 5MPa pingega 40°C juures näitavad tavaliselt:
- 0,3–0,5 mm deformatsioon esimesel kuul
- Esimese aasta jooksul täiendavalt 0,3–0,5 mm
- Minimaalne täiendav deformeerumine pärast esimest aastat
- Kokku: <1 mm püsiv deformatsioon
Millal kasutada:
- Täppispositsioneerimise rakendused (±1 mm või parem)
- Mõõdukad löökkoormused
- Normaalse temperatuuriga keskkonnad (<80 °C)
- Pikk kasutusiga (3–5 aastat)
PEEK: minimaalne deformeerumine, esmaklassiline jõudlus
PEEK on parim valik, kui on vaja suurepärast vastupidavust deformeerumisele:
Eelised:
- Äärmiselt madal deformeeruvus (<1% täitmata, <0,5% täidetud)
- Suurepärane kõrgtemperatuuri taluvus (pidev kasutamine kuni 250 °C)
- Suurepärane keemiline vastupidavus
- Aja jooksul säilivad suurepärased mehaanilised omadused
Puudused:
- Väga kõrge hind (10–20 korda kallim kui polüuretaan)
- Nõuab spetsiaalset töötlemist
- Väiksem löögikindlus kui pehmematel materjalidel
- Paljude rakenduste jaoks liigne
Millal kasutada:
- Ülikõrge täpsusega rakendused (±0,1 mm)
- Kõrge temperatuuriga keskkonnad (>100 °C)
- Pikk kasutusiga (10+ aastat)
- Kriitilised rakendused, kus rike on lubamatu
- Kui hind on tähtsuselt teisejärguline võrreldes jõudlusega
Materjalivaliku otsustusmaatriks
Valige vastavalt rakenduse nõuetele:
Madala täpsusega rakendused (±5 mm lubatud):
- Polüuretaan: parim amortisatsioon, madalaim hind
- Eeldatav kasutusiga: 1–2 aastat enne asendamist
Keskmise täpsusega rakendused (lubatud ±1–2 mm):
- Täitmata atsetal või klaasiga täidetud nailon: hea tasakaal
- Eeldatav eluiga: 3–5 aastat minimaalse kõrvalekaldega
Kõrge täpsusega rakendused (±0,5 mm või parem):
- Klaasitäidisega atseetal või PEEK: minimaalne deformeerumine
- Eeldatav eluiga: 5–10+ aastat, suurepärane stabiilsus
Kõrgtemperatuursed rakendused (>80 °C):
- PEEK või kõrgtemperatuuriline nailon: kriitiline temperatuuritaluvus
- Standardmaterjalid deformeeruvad kõrgendatud temperatuuridel kiiresti.
Millised tegurid kiirendavad silindri lõpp-piiriku rakenduste nihkumist?
Töötingimused mõjutavad oluliselt roomamiskiirust. ⚠️
Polümeersete lõpp-piirangute deformeerumiskiirus on eksponentsiaalselt tundlik kolme peamise teguri suhtes: pingetase (pinge kahekordistumine suurendab deformeerumiskiirust tavaliselt 3–5 korda), temperatuur (iga 10 °C tõus kahekordistab deformeerumiskiirust Arrheniuse seaduse kohaselt) ja koormuse all viibimise aeg (pidev koormus tekitab rohkem deformeerumist kui vahelduv koormus taastumisperioodidega). Täiendavad kiirendavad tegurid on kõrge tsüklisagedus (hõõrdumine tõstab temperatuuri), löögikiirus (suuremad löögid tekitavad rohkem soojust ja pinget), ebapiisav jahutus (soojuse kogunemine kiirendab deformeerumist), niiskuse mõju (mõjutab eriti nailonit, suurendades deformeerumist 30–50% võrra) ja halva konstruktsiooni põhjustatud pingekontsentratsioonid (teravad nurgad või väikesed kontaktpinnad suurendavad kohalikku pinget 2–5 korda).
Stressitaseme mõjud
Deformatsioonikiirus suureneb mittelineaarselt pingega:
Stressi ja deformeerumise suhe:
Enamiku polümeeride puhul järgneb deformeerumisdeformatsioon:
Kus:
- = rakendatud pinge
- = stressieksponent (polümeeride puhul tavaliselt 2–4)
Praktilised tagajärjed:
- Töötab materjali tugevusega 50%: baasjoone deformeerumine
- Töötab materjali tugevusega 75%: 3–5 korda kiirem deformeerumine
- Töötab materjali tugevusega 90%: 10–20 korda kiirem deformeerumine
Disainijuhend:
Piirata lõpp-peatuste pinget 30-40% materjali survetugevus5 pikaajalise mõõtmete stabiilsuse tagamiseks. See tagab ohutusvaru pingekontsentratsioonide ja temperatuuri mõjude puhul.
Näide arvutusest:
- Atsetaali survetugevus: 90 MPa
- Soovitatav projekteeritud pingutus: 27–36 MPa
- Kui silindri löögijõud on 500 N ja lõpp-stopi kontaktpindala on 100 mm²:
– Pingutus = 500 N / 100 mm² = 5 MPa ✓ (piirides) - Kui kontaktpindala on halva konstruktsiooni tõttu ainult 20 mm²:
- Stress = 500N / 20mm² = 25 MPa ⚠ (läheneb piiridele, roomamine on märkimisväärne)
Temperatuuri mõju
Temperatuur on kõige võimsam kruvipinge kiirendaja:
Arrheniuse seos:
Iga 10 °C temperatuuri tõusu korral kahekordistub enamiku polümeeride deformeerumiskiirus. See tähendab:
- 20 °C: baasjoone deformeerumiskiirus
- 40 °C: 4x baasjoone deformeerumiskiirus
- 60 °C: 16x baasjoone deformeerumiskiirus
- 80 °C: 64x baasjoone deformeerumiskiirus
Silindri otsatõkete soojusallikad:
- Hõõrdeküte: Pehmustamine hajutab kineetilise energia soojusena
- Ümbritseva õhu temperatuur: Keskkonnatingimused
- Lähedal asuvad soojusallikad: Mootorid, keevitamine, protsessisoojus
- Ebapiisav jahutus: Halb soojuse hajutamise disain
Temperatuuri mõõtmine:
Michelle'i elektroonikatehas avastas, et nende lõpp-stopid saavutasid töötamise ajal temperatuuri 65 °C (ümbrise temperatuur oli 25 °C). 40 °C temperatuuri tõus põhjustas 16 korda kiiremat deformeerumist kui oodatud. Jahutusribide lisamine ja tsükli sageduse vähendamine alandas lõpp-stopi temperatuuri 45 °C-ni, vähendades deformeerumise kiirust 75% võrra.
Tsükli sagedus ja töötsükkel
Kõrge tsükliga rakendused tekitavad rohkem soojust ja pinget:
| Tsükli sagedus | Töötsükkel | Temperatuuri tõus | Voolavuse tegur |
|---|---|---|---|
| <10 tsüklit tunnis | Madal | Minimaalne (<5 °C) | 1,0x (baastase) |
| 10–60 tsüklit tunnis | Mõõdukas | Mõõdukas (5–15 °C) | 1.5-2x |
| 60–300 tsüklit tunnis | Kõrge | Märkimisväärne (15–30 °C) | 3–6x |
| >300 tsüklit tunnis | Väga kõrge | Tõsine (30–50 °C) | 8–16x |
Taastumisperioodid on olulised:
- Pidev koormus: maksimaalne deformeerumine
- 50% töötsükkel (koormamine/koormuse eemaldamine): 30–40% vähem nihkumist
- 25% töötsükkel: 50–60% vähem deformeerumist
- Vahelduv koormus võimaldab molekulide lõõgastumist ja jahutamist.
Löögikiiruse mõju
Suuremad kiirused suurendavad nii pinget kui ka temperatuuri:
Energia kadu:
Kineetiline energia = ½mv²
Kiiruse kahekordistamine neljakordistab absorbeerida vajaliku energia hulga, mille tulemuseks on:
- Kõrgem tipppinge (suurem deformatsioon)
- Rohkem hõõrdumiskuumust (kõrgem temperatuur)
- Kiirem deformeerumiskiirus (pinge ja temperatuuri ühine mõju)
Kiiruse vähendamise strateegiad:
- Voolu reguleerimisseadmed silindri kiiruse piiramiseks
- Pikem pidurdusteekond (pehmem amortisatsioon)
- Mitmeastmeline amortisatsioon (progressiivne absorptsioon)
- Vähendage töörõhku, kui rakendus seda võimaldab.
Disainiga seotud pingekontsentratsioonid
Halb disain suurendab kohalikku stressi:
Tavalised pingekontsentratsiooni probleemid:
Väike kontaktpind:
– Teravad nurgad või väike raadius
– Kohalik stress 3–5 korda kõrgem kui keskmine
– Kohalik libisemine tekitab ebaühtlast kulumistVääratus:
– Telje suunast kõrvalekalduv koormus tekitab paindepingeid
– Üks pool lõpp-stopist kannab enamiku koormusest
– Asümmeetriline deformeerumine põhjustab üha suuremat hälvetEbapiisav toetus:
– Lõpp-stop ei ole täielikult toetatud
– Konsoollastmine tekitab suurt pinget
– Enneaegne rike või liigne deformeerumine
Disaini parandused:
- Suured, lamedad kontaktpinnad (jaotavad koormust)
- Suured raadiused (R ≥ 3 mm) kõikidel nurkadel
- Õiged joondamisjuhised
- Täielik tugi lõpp-stopi perimeetrile
- Stressi leevendavad omadused suure koormusega piirkondades
Keskkonnategurid
Välised tingimused mõjutavad materjali omadusi:
Niiskuse imavus (eriti nailon):
- Kuiv nailon: põhiomadused
- Tasakaalune niiskus (2-3%): 20-30% nihke suurenemine
- Küllastunud (8%+): 50–80% nihke suurenemine
- Niiskus toimib plastifikaatorina, suurendades molekulide liikuvust.
Keemiline kokkupuude:
- Õlid ja määrded: võivad mõningaid polümeere pehmendada
- Lahustid: võivad põhjustada paisumist või lagunemist
- Happed/alused: keemiline mõju nõrgendab materjali
- UV-kiirgus: halvendab pinna omadusi
Ennetamine:
- Valige keskkonnakindlad materjalid
- Kasutage suletud konstruktsioone, et välistada saasteained
- Kaaluge kaitsekatete kasutamist rasketes tingimustes
- Regulaarne kontroll ja asendamise ajakava
Kuidas saate vältida või vähendada deformeerumisega seotud probleeme?
Terviklikud strateegiad käsitlevad materiaalset, konstruktsioonilist ja operatiivset tegevust. 🛡️
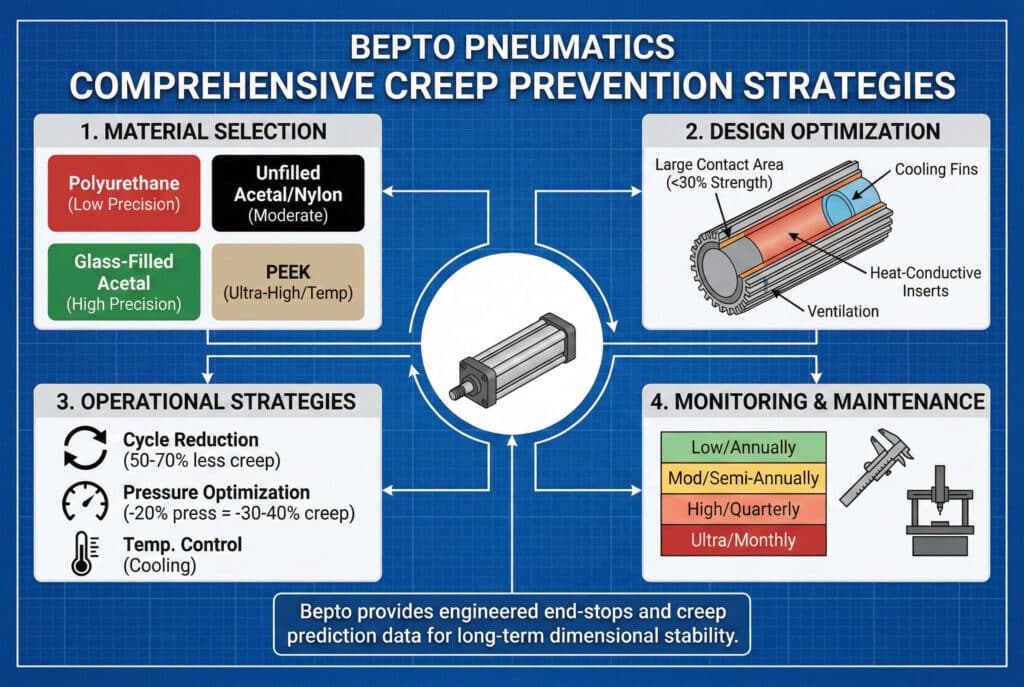
Creep-ga seotud rikete vältimiseks on vaja mitmekülgset lähenemist: valida sobivad materjalid, mille creep-vastupidavus vastab rakenduse täpsusnõuetele (klaasitäidisega polümeerid ±1 mm või parem), projekteerige suurte kontaktpindadega piiratud liikumisega lõpp-peatused, et minimeerida pinget (eesmärk <30% materjali tugevusest), rakendage jahutusstrateegiaid suure tsükliga rakenduste puhul (ribid, sundõhk või töötsükli vähendamine), kehtestage mõõtmete seireprogrammid, et avastada deformeerumine enne, kui see probleeme põhjustab (mõõtke kriitilisi mõõtmeid kord kvartalis), ja projekteerige lihtne asendamine eelkompresseeritud või deformeerumisvastaste komponentidega. Bepto Pneumaticsi varrasteta silindrid on võimalik varustada spetsiaalselt projekteeritud lõpp-piirangutega, mis on valmistatud klaasitäidisega atsetalist või PEEK-ist täpsust nõudvate rakenduste jaoks, ning pakume deformeerumise prognoosimise andmeid, et aidata klientidel hooldusintervalle planeerida.
Materjali valiku strateegia
Valige materjalid vastavalt täpsusnõuetele ja töötingimustele:
Otsustuspuu:
Millist positsioneerimistäpsust on vaja?
– ±5 mm või rohkem: polüuretaan on lubatud
– ±1–5 mm: täitmata atsetal või klaasiga täidetud nailon
– ±0,5–1 mm: klaasitäidisega atsetal
– <±0,5 mm: PEEK või metallist lõpp-piirangudMis on töötemperatuur?
– <60 °C: enamik polümeere on sobivad
– 60–90 °C: atsetal, nailon või PEEK
– 90–150 °C: kõrgtemperatuuriline nailon või PEEK
– >150 °C: ainult PEEK või metallMis on tsükli sagedus?
– <10/tund: standardmaterjalid on vastuvõetavad
– 10–100/tund: kaaluge klaasitäidisega materjale
– >100/tund: klaasitäidisega või PEEK, rakendage jahutustMis on kasutusiga nõue?
– 1–2 aastat: kuluefektiivsed materjalid (polüuretaan, täitematerjalita nailon)
– 3–5 aastat: tasakaalustatud materjalid (atsetaal, klaasiga täidetud nailon)
– 5–10+ aastat: Kvaliteetsed materjalid (klaasitäidisega atseetal, PEEK)
Disaini optimeerimine
Õige disain vähendab stressi ja soojuse teket:
Kontaktala suurus:
Sihtpinge = jõud / pindala < 0,3 × materjali tugevus
Näide:
- Silindri siseläbimõõt: 63 mm, töörõhk: 6 bar
- Jõud = π × (31,5 mm)² × 0,6 MPa = 1870 N
- Atsetaali tugevus: 90 MPa
- Sihtpinge: <27 MPa
- Nõutav pindala: 1870 N / 27 MPa = 69 mm²
- Minimaalne kontaktdiameeter: √(69 mm² × 4/π) = 9,4 mm
Kasutage selle rakenduse jaoks vähemalt 10–12 mm läbimõõduga kontaktpinda.
Soojuse juhtimise funktsioonid:
Jahutusribid:
– Suurendada soojuse hajumise pinda
– Eriti efektiivne sundõhuküte puhul
– Võib vähendada töötemperatuuri 10–20 °C võrraSoojust juhtivad sisestused:
– Alumiiniumist või messingist sisendid juhivad soojuse polümeerist eemale.
– Polümeer tagab pehmenduse, metall tagab soojuse hajutamise.
– Hübriidne disain ühendab mõlema materjali eelisedVentilatsioon:
– Õhukanalid võimaldavad konvektiivset jahutamist
– Eriti oluline suletud silindri konstruktsioonide puhul
– Võib alandada temperatuuri 5–15 °C
Geomeetria optimeerimine:
- Suured raadiused (R ≥ 3 mm) pingete jaotamiseks
- Järkjärgulised üleminekud (väldi järske samme)
- Ribid struktuurilise toetuse jaoks ilma kaalu lisamiseta
- Joondamise funktsioonid telje suunast kõrvalekalduva koormuse vältimiseks
Davidi masinaehituse ettevõte kujundas oma piiratajad ümber, suurendades nende kontaktpinda 50% võrra ja lisades jahutusribid. Koos materjali uuendamisega klaasitäidisega atsetaliks vähenes deformeerumisest tingitud nihke 2,5 mm-lt 0,2 mm-le 2-aastase kasutusaja jooksul.
Eelkompressioon ja stabiliseerimine
Kiirendage esmast deformeerumist enne paigaldamist:
Eelkompressiooniprotsess:
- Koormuse lõpp-piirangud 120-150% teeninduspingele
- Hoida koormust kõrgendatud temperatuuril (50–60 °C)
- Hoida 48–72 tundi
- Lase koormuse all jahtuda
- Vabastamine ja mõõtmete mõõtmine
Eelised:
- Lõpetab enamiku esmasest deformeerumisfaasist
- Vähendab töötamise ajal tekkivat deformeerumist 40–60% võrra.
- Stabiliseerib mõõtmed enne täppiskalibreerimist
- Eriti efektiivne atsetali ja nailoniga
Millal kasutada:
- Ülikõrge täpsusega rakendused (<±0,5 mm)
- Pikad hooldusintervallid kalibreerimise vahel
- Kriitilised positsioneerimisrakendused
- Väärib lisatöötlemise kulusid ja aega
Operatiivsed strateegiad
Muuda toimingut, et vähendada deformeerumiskiirust:
Tsükli sageduse vähendamine:
- Vähendage kiirust tootmiseks vajalikule miinimumile
- Rakendage töötsükleid koos puhkeperioodidega
- Lubage intensiivse tööperioodi vahel jahutada
- Võib vähendada deformeerumiskiirust 50-70% kõrge tsükliga rakendustes
Rõhu optimeerimine:
- Kasutage rakendamiseks vajalikku minimaalse rõhku
- Madalam rõhk vähendab löögijõudu ja pinget
- 20% rõhu alandamine võib vähendada deformeerumist 30–40%
- Kontrollige, kas rakendus töötab endiselt korralikult alarõhul.
Temperatuuri reguleerimine:
- Hoida võimaluse korral ümbritsevat temperatuuri jahedana.
- Vältige balloonide paigutamist soojusallikate lähedusse.
- Rakendage sundõhuküte kõrge tsükliga rakenduste jaoks
- Jälgige temperatuuri ja reguleerige tööd, kui tekib ülekuumenemine.
Seire- ja hooldusprogrammid
Avastage nihkumine enne, kui see probleeme tekitab:
Mõõtmete jälgimise ajakava:
| Rakenduse täpsus | Inspekteerimise sagedus | Mõõtmismeetod | Asendus päästik |
|---|---|---|---|
| Madal (±5 mm) | Igal aastal | Visuaalne kontroll, põhimõõtmised | Nähtav kahjustus või >5 mm muutus |
| Mõõdukas (±1–2 mm) | Poolaasta | Kaliibri mõõtmine | >1 mm muutus võrreldes algtasemega |
| Kõrge (±0,5 mm) | Kord kvartalis | Mikromeeter või CMM | >0,3 mm muutus võrreldes algtasemega |
| Ülikõrge (<±0,5 mm) | Kuu või pidev | Täppismõõtmine, automatiseeritud | >0,1 mm muutus võrreldes algtasemega |
Mõõtmise kord:
- Määrake uute piiratajate baasmõõtmed
- Salvestage silindri töömaa pikkus ja positsioneerimise täpsus
- Mõõtke lõpp-stopi paksust regulaarsete vahedega
- Aja jooksul toimunud muutuste suundumused
- Asenda, kui muutus ületab künnise
Ennustatav asendamine:
Selle asemel, et oodata rikkeid, vahetage lõpp-piirangud välja järgmistel alustel:
- Mõõdetud deformeerumine läheneb tolerantsi piirile
- Teenistuses oldud aeg (põhineb varasematel andmetel)
- Tsükli loendamine (kui jälgitakse)
- Temperatuuri mõju ajalugu
Michellele kuuluv elektroonikatehas rakendas kriitiliste silindrite kvartali mõõtmiste kontrolli. See varajane hoiatussüsteem võimaldas teha plaanilisi asendusi planeeritud hooldusperioodidel, mitte tootmise ajal tehtavaid erakorralisi remonte, vähendades seeläbi seisakukulusid 85% võrra.
Alternatiivsed lõpp-stop tehnoloogiad
Kaaluge äärmuslike nõuete puhul mittepolümeerseid lahendusi:
Metallist otsatõkked elastomeersete padjadega:
- Metall tagab mõõtmete stabiilsuse (ei deformeeru)
- Õhuke elastomeerikihiga polsterdus
- Parim mõlemast maailmast täppisrakenduste jaoks
- Kõrgem hind, kuid suurepärane pikaajaline tulemuslikkus
Hüdrauliline amortisatsioon:
- Õlipuhver tagab ühtlase amortiseerimise
- Mõõtmete stabiilsusega ei ole probleeme
- Keerulisem ja kallim
- Vajab hooldust (tihendi vahetus)
Õhkpadjad kõvade piduritega:
- Pneumaatiline amortisatsioon energia neeldamiseks
- Kõva metallist piirded asendi määramiseks
- Eraldab polsterduse positsioneerimisfunktsioonidest
- Suurepärane ülitäpseks kasutamiseks
Reguleeritavad mehaanilised pidurid:
- Keermestatud reguleerijad võimaldavad kompenseerida nihkumist
- Perioodiline reguleerimine tagab täpsuse
- Nõuab regulaarset hooldust ja kalibreerimist
- Hea lahendus, kui asendamine on keeruline
Bepto Pneumatics pakub oma vardaeta silindritele mitmeid lõpp-piirikuid:
- Standardne polüuretaan üldiseks kasutamiseks
- Klaasitäidisega atseetal täpsusnõuetele
- PEEK äärmusliku jõudluse või temperatuuri jaoks
- Spetsiaalsete rakenduste jaoks kohandatud hübriidkonstruktsioonid
- Reguleeritavad piirded ülitäpseks positsioneerimiseks
Pakume ka teie konkreetsetele töötingimustele (pinge, temperatuur, tsükli sagedus) põhinevaid deformeerumise prognoosiandmeid, et aidata teil valida sobivad materjalid ja planeerida hooldusintervallid.
Tasuvusanalüüs
Õigusta investeeringuid venimiskindlatesse lahendustesse:
Michellele elektroonikatehase juhtumiuuring:
Algne konfiguratsioon:
- Materjal: Täitmata polüuretaanist otsatõkked
- Ühe silindri maksumus: $25 (osad)
- Kasutusiga: 18 kuud enne uuesti kalibreerimist
- Kalibreerimise maksumus: $800 ühe sündmuse kohta (tööjõukulud + seisakuaeg)
- Aastane kulu ühe ballooni kohta: $25 + ($800 × 12/18) = $558
Uuendatud konfiguratsioon:
- Materjal: 30% klaasitäidisega atsetal eelkompressiooniga
- Ühe silindri maksumus: $85 (osad + töötlemine)
- Kasutusiga: üle 36 kuu minimaalse kõrvalekaldega
- Kalibreerimine: ei ole vajalik kogu kasutusaja jooksul
- Aastane kulu ühe ballooni kohta: $85 × 12/36 = $28
Aastane kokkuhoid ühe ballooni kohta: $530
Tagasimakseperiood: 1,4 kuud
Tema 50 kriitilise silindri jaoks:
- Aastane kokkuhoid kokku: $26 500
- Lisaks kaotati avariiremontid ja tootmise katkestused
- Kogutulu: >$40 000 aastas
Kokkuvõte
Polümeersilindrite roomamisdeformatsiooni mõistmine ja vältimine - õige materjalivaliku, konstruktsiooni optimeerimise ja järelevalve abil - tagab pikaajalise mõõtmete stabiilsuse ja positsioneerimistäpsuse täppispneumaatikasüsteemides. 💪
Korduma kippuvad küsimused polümeersete lõpp-piiride deformeerumise kohta
K: Kuidas ma saan teada, kas positsioneerimisprobleemide põhjuseks on nihkumine või mõni muu probleem?
Creepil on teistest probleemidest eristavad omadused: see areneb järk-järgult nädalate või kuude jooksul (mitte järsku), mõjutab positsioneerimist ühes suunas (järkjärguline kõrvalekalle, mitte juhuslik variatsioon), halveneb aja jooksul ilma sekkumiseta ja mõjutab täpsete tööriistadega kontrollitud tööliikumise pikkuse mõõtmisi. Creepi kinnitamiseks mõõtke lõpp-stopi paksust ja võrrelge seda uute osadega – kui need on kokku surutud 1 mm või rohkem, on teie probleem creep. Muud probleemid, nagu anduri triiv, õhulekked või mehaaniline kulumine, näitavad erinevaid sümptomeid. Bepto Pneumatics pakub diagnostikajuhendeid, mis aitavad klientidel eristada creepi muudest riketest.
K: Kas deformeerunud otsatõkked on võimalik taastada või tuleb need asendada?
Deformatsioon on püsiv ja pöördumatu – molekulaarstruktuur on püsivalt muutunud. Kuigi koormuse eemaldamisel ja osa kuumutamisel võib esineda mõningast elastsust, on see minimaalne (tavaliselt <10% kogu deformatsioonist) ja ajutine. Creep-deformeerunud osade “taastamine” ei ole usaldusväärne. Ainus tõhus lahendus on asendamine. Siiski on võimalik pikendada osade eluiga, paigaldades reguleeritavad piirded, mis kompenseerivad creep-deformatsiooni, või kasutades deformeerunud osi vähem kriitilistes rakendustes, kus positsioneerimise täpsus ei ole oluline. Pretsisioonrakenduste puhul tuleb alati asendada osad uute, creep-deformatsioonile vastupidavamast materjalist valmistatud osadega.
K: Milline on kõige kulutõhusam materjali uuendus, et vähendada deformeerumist?
Enamiku rakenduste puhul pakub täitematerjalita materjalilt 30% klaasitäidisega nailonile või atsetalile üleminek parimat hinna-kvaliteedi suhet. Klaasitäidisega materjalid on 50–100% kallimad kui täitematerjalita versioonid ($15–20 vs $8–12 osa kohta), kuid vähendavad deformeerumist 70–80%, pikendades tavaliselt kasutusiga 3–5 korda. See tagab 2–3-kordse investeeringutasuvuse tänu asendamise sageduse vähenemisele ja kalibreerimiskulude kadumisele. PEEK pakub veelgi paremat jõudlust, kuid maksab 5–10 korda rohkem, mistõttu on see kulutõhus ainult ülitäpsete või äärmuslike temperatuuride rakenduste puhul. Alustage klaasitäidisega atseetalist, kui täpsusnõuded on ±1 mm või paremad – see on ideaalne valik enamiku tööstusrakenduste jaoks.
K: Millisel temperatuuril muutub deformeerumine tõsiseks probleemiks?
Voolavus kiireneb ligikaudu iga 10 °C juures kahekordselt, mistõttu muutub see standardpolümeeride puhul üle 40–50 °C üha problemaatilisemaks. 60 °C juures on voolavus 4 korda kiirem kui 40 °C juures; 80 °C juures on see 16 korda kiirem. Kui teie lõpp-piirangud töötavad üle 50 °C (mõõtke infrapunatermomeetri või termokleebisega), on deformeerumine tõenäoliselt oluline tegur. Kõrge tsükliga rakendused võivad tekitada 20–40 °C temperatuuri tõusu ainult hõõrdumise soojenduse tõttu, isegi normaalsetes ümbritseva keskkonna temperatuurides. Lahendused hõlmavad tsükli sageduse vähendamist, jahutuse rakendamist või üleminekut kõrge temperatuuriga materjalidele, nagu PEEK. Mõõtke alati tegelikku töötemperatuuri – ärge eeldage, et see vastab ümbritseva keskkonna tingimustele.
K: Kui tihti peaksin täppispositsioneerimise rakendustes asendama lõpp-piirikuid?
Asendamise sagedus sõltub materjalist, töötingimustest ja täpsusnõuetest. Üldine juhis: polüuretaan mõõduka tsükliga rakendustes (±2 mm täpsus) tuleks asendada igal aastal; täitmata atsetal või nailon täpsusrakendustes (±1 mm) tuleks asendada iga 2–3 aasta järel; klaasitäidisega atsetal kõrgtäpsusrakendustes (±0,5 mm) võib kesta 3–5 aastat; PEEK-i ülitäpsetes rakendustes (<±0,5 mm) võib kasutada 5–10+ aastat. Siiski tuleks rakendada mõõtmete jälgimist, mitte tugineda ainult ajapõhisele asendamisele – mõõtke kord kvartalis ja asendage, kui deformeerumine ületab 30–50% teie tolerantsi eelarvest. Selline seisundipõhine lähenemine optimeerib nii kulusid kui ka usaldusväärsust.
-
Õppige, kuidas voolavuspiir määrab punkti, kus materjalid lähevad üle elastilisest püsivasse plastilisesse deformatsiooni. ↩
-
Uurige sekundaarse deformeerumise molekulaarmehaanikat, mis on pikaajalise materjali deformatsiooni püsiseisundi faas. ↩
-
Mõista viskoelastsust, polümeeride unikaalset omadust, mis ühendab endas nii vedeliku kui ka tahke aine omadused pingestuse korral. ↩
-
Avastage, kuidas Arrheniuse seos ennustab matemaatiliselt materjali vananemise ja deformeerumise kiirendust kõrgematel temperatuuridel. ↩
-
Vaadake läbi tehniliste termoplastide survetugevuse katsestandardid ja tüüpilised väärtused. ↩
