

Az Ön precíziós pozicionáló rendszere tökéletes volt, amikor üzembe helyezték - minden alkalommal ±0,5 mm-es ismételhetőséget ért el. Hat hónappal később egy rejtélyes eltérést üldöz, amely ±3 mm-re nőtt, és az újrakalibrálás csak átmenetileg segít. 😤 Ellenőrizte az érzékelőket, beállította az áramlásszabályzókat és ellenőrizte a légnyomást, de a probléma továbbra is fennáll. A bűnös lehet valami, amire soha nem gondoltál: kúszó deformáció a hengeredet párnázó polimer végállásokban, amelyek az állandó terhelés hatására csendben változtatják a méreteket, és tönkreteszik a pozicionálási pontosságot.
A kúszó alakváltozás a polimer hengeres végállásokban az időfüggő képlékeny alakváltozás, amely állandó mechanikai igénybevétel mellett következik be, még az anyag feszültségszintje alatti feszültségszinteknél is. folyáshatár1. Az olyan gyakori végmegállító anyagok, mint a poliuretán, a nejlon és az acetál, hónapok vagy évek alatt 2-15% méretváltozáson mennek keresztül, a stressz szintjétől, a hőmérséklettől és az anyagválasztástól függően. Ez a fokozatos deformáció eltolja a henger lökethosszát, tönkreteszi a pozicionálás ismételhetőségét, és végül mechanikai interferenciát vagy alkatrészhibát okozhat. A kúszási mechanizmusok megértése és a megfelelő anyagok - például az üveggel töltött nejlonok vagy a kúszásállósággal rendelkező hőre lágyuló műanyagok - kiválasztása alapvető fontosságú a hosszú távú méretstabilitást igénylő alkalmazásokhoz.
Michelle-lel, egy kaliforniai elektronikai összeszerelő üzem folyamatmérnökével dolgoztam együtt, akinek a pick-and-place rendszerében egyre rosszabb pozicionálási hibákat tapasztaltak. A csapata heteket töltött az érzékelők, a vezérlők és a mechanikus igazítás hibaelhárításával, több mint $12,000 mérnöki időt és termeléskiesést okozva. Amikor megvizsgáltam a hengereit, azt találtam, hogy a poliuretán végállások 18 hónapos működés alatt 4 mm-t összenyomódtak - ez a kúszó deformáció klasszikus esete. A végállások vizuálisan rendben voltak, de a méretmérés jelentős tartós deformációt mutatott. Az üveggel töltött acetál végállványokra való cseréjük azonnal megoldotta a problémát, és több mint 3 évig fenntartotta a pontosságot.
Tartalomjegyzék
- Mi a kúszó deformáció és miért fordul elő a polimer végállásokban?
- Hogyan hasonlítják össze a különböző polimer anyagok kúszásállóságát?
- Milyen tényezők gyorsítják fel a kúszást a henger végállásos alkalmazásokban?
- Hogyan lehet megelőzni vagy minimalizálni a kúszással kapcsolatos problémákat?
Mi a kúszó deformáció és miért fordul elő a polimer végállásokban?
A kúszás alapjainak megértése megmagyarázza ezt a gyakran figyelmen kívül hagyott hibamódot. 🔬
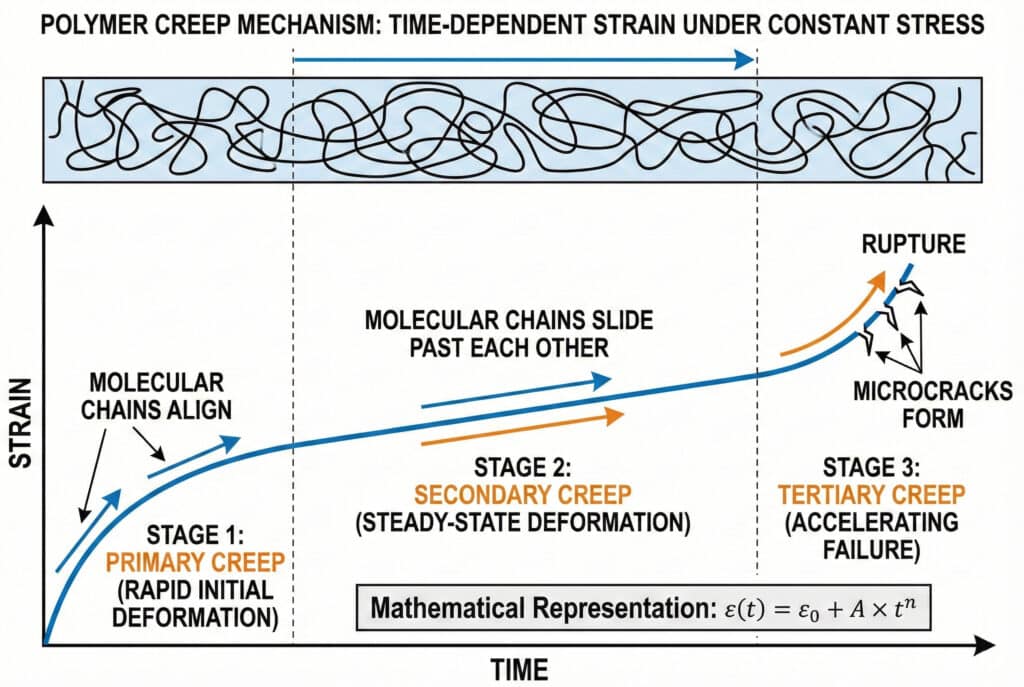
A kúszó deformáció a polimerekben állandó feszültség alatt fellépő fokozatos, időfüggő alakváltozás, amelyet a molekulaláncok mozgása és az anyagszerkezeten belüli átrendeződés okoz. A rugalmas deformációval (amely a terhelés megszüntetésekor helyreáll) vagy a képlékeny deformációval (amely nagy feszültség esetén gyorsan bekövetkezik) ellentétben a kúszás lassan, hetek, hónapok vagy évek alatt, az anyag határszilárdságának akár 20-30%-nyi feszültségszintjén is bekövetkezik. A hengeres végállásokban az ütőerőkből és az előfeszítésből származó állandó nyomófeszültség hatására a polimer molekulák fokozatosan elcsúsznak egymás mellett, ami állandó méretváltozáshoz vezet, amely idővel felhalmozódik, és exponenciálisan változik a hőmérséklet és a feszültségszint függvényében.
A polimer kúszás fizikája
A kúszás molekuláris szinten több mechanizmuson keresztül történik:
Elsődleges kúszás (1. szakasz):
- Gyors kezdeti deformáció az első órákban/napokban
- A polimerláncok kiegyenesednek és igazodnak stressz hatására
- A deformáció mértéke idővel csökken
- Jellemzően a teljes kúszás 30-50%-át teszi ki.
Másodlagos kúszás2 (2. szakasz):
- Állandó állapotú deformáció állandó sebességgel
- A molekuláris láncok lassan elcsúsznak egymás mellett
- A leghosszabb, hónapoktól évekig tartó fázis
- Az arány a feszültségtől, a hőmérséklettől és az anyagtól függ
Tercier kúszás (3. szakasz):
- Gyorsuló deformáció, amely tönkremenetelhez vezet
- Csak nagy stressz vagy magas hőmérséklet esetén fordul elő.
- Mikrorepedések keletkeznek és terjednek
- Anyagszakadással vagy teljes összenyomással végződik
A legtöbb hengervég-megállító a 2. fázisban (másodlagos kúszás) működik, és élettartamuk alatt lassú, de folyamatos alakváltozáson megy keresztül.
Polimerek viszkoelasztikus viselkedése
A polimerek mindkettőt mutatják viszkoelasztikus3 (folyadékszerű és szilárd) tulajdonságok:
Időfüggő válasz:
- Rövid távú terhelés: Elsősorban rugalmas viselkedés, tehermentesítéskor helyreáll.
- Hosszú távú terhelés: Viszkózus áramlás dominál, maradandó deformáció lép fel.
- Az átmeneti idő az anyagtól és a hőmérséklettől függ
Feszültséglazítás vs. kúszás:
- Stresszoldás: Folyamatos terhelés, idővel csökkenő stressz
- Kúszás: Állandó feszültség, az idő múlásával növekvő alakváltozás.
- Mindkettő a viszkoelasztikus viselkedés megnyilvánulása.
- A végállásoknál kúszás (állandó ütőfeszültség, növekvő deformáció)
Miért különösen sérülékenyek a végállomások?
A henger végállások olyan körülményekkel szembesülnek, amelyek maximalizálják a kúszást:
| Kúszási tényező | Vége-megállási állapot | Hatás a kúszási sebességre |
|---|---|---|
| Stressz-szint | Nagy nyomófeszültség az ütések miatt | 2-5x növekedés a stressz megduplázódására |
| Hőmérséklet | Súrlódásfűtés a párnázás során | 10°C-os emelkedésenként 2-3-szoros növekedés |
| Stressz időtartama | Folyamatos vagy ismételt terhelés | Időben felhalmozódó károk |
| Anyagválasztás | Gyakran a költség, nem a kúszásállóság miatt választják. | 5-10x eltérés az anyagok között |
| Feszültségkoncentráció | A kis érintkezési felület koncentrálja az erőt | A helyi kúszás 3-5x nagyobb lehet |
Kúszás vs. más deformációs módok
A különbségtétel megértése kritikus fontosságú a diagnózis felállításához:
Rugalmas deformáció:
- Azonnali és visszanyerhető
- Minden stressz-szinten előfordul
- Nincs tartós változás
- A helymeghatározás pontossága nem jelent gondot
Plasztikus deformáció:
- Gyors és tartós
- A folyáshatár felett jelentkezik
- Azonnali méretváltozás
- Túlterhelést vagy ütés okozta sérülést jelez
Kúszó deformáció:
- Lassú és állandó
- A folyáshatár alatt következik be
- Fokozatos méretváltozás az idő múlásával
- Gyakran tévesen más problémaként diagnosztizálják
A Michelle elektronikai üzeme kezdetben úgy gondolta, hogy a pozicionálási eltérés az érzékelő kalibrálásából vagy a mechanikai kopásból adódik. Csak a végállások méreteinek mérése és az új alkatrészekkel való összehasonlítás után azonosították a kúszást mint a kiváltó okot.
A kúszás matematikai ábrázolása
A mérnökök számos modellt használnak a kúszási viselkedés előrejelzésére:
Erőtörvény (empirikus):
Hol:
- = a t időpontban mért alakváltozás
- = kezdeti rugalmas alakváltozás
- = anyagállandó
- = időbeli exponens (polimereknél jellemzően 0,3-0,5)
- = idő
Gyakorlati következmény:
A kúszási sebesség idővel csökken, de soha nem áll meg teljesen. Egy alkatrész, amely az első 6 hónapban 2 mm-t kúszik, a következő 6 hónapban további 1 mm-t, a következő 6 hónapban 0,7 mm-t, stb. kúszhat.
Hőmérsékletfüggés (Arrhenius kapcsolat4):
A kúszási sebesség a legtöbb polimer esetében körülbelül minden 10°C-os hőmérséklet-növekedés után megduplázódik. Ez azt jelenti, hogy egy 60°C-on működő végállás nagyjából 4x gyorsabban kúszik, mint egy 40°C-on működő.
Hogyan hasonlítják össze a különböző polimer anyagok kúszásállóságát?
Az anyagválasztás a legkritikusabb tényező a kúszás megelőzésében. 📊
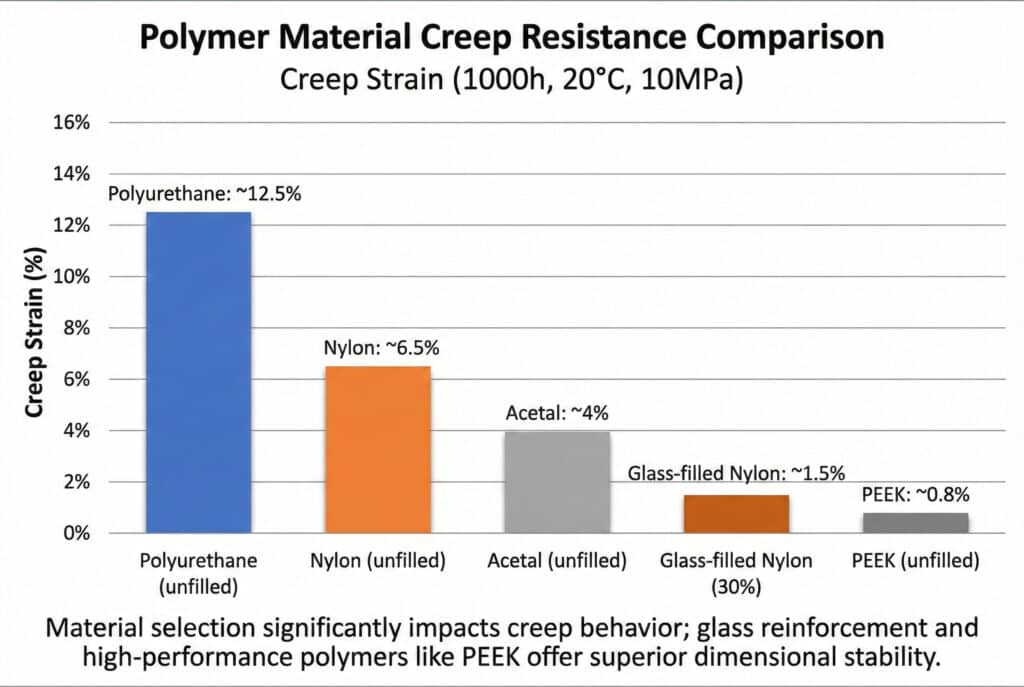
A polimer anyagok kúszásállósága drámaian eltérő: a töltetlen poliuretán (általában párnázáshoz használják) 10-15% kúszási alakváltozást mutat tipikus végállási terhelés mellett, a töltetlen nejlon 5-8% kúszást, a töltetlen acetál (Delrin) 3-5% kúszást mutat, míg az üveggel töltött nejlon csak 1-2% kúszást mutat, a PEEK (poliéter-éter-keton) pedig <1% kúszást mutat ugyanezen feltételek mellett. Az üvegszál-erősítés hozzáadása 60-80%-tel csökkenti a kúszást a töltetlen polimerekhez képest, mivel korlátozza a molekulaláncok mozgását. Az erősített anyagok azonban drágábbak és csökkentett ütéselnyeléssel rendelkezhetnek, ami mérnöki kompromisszumokat igényel a kúszásállóság, a csillapítási teljesítmény és a költségek között.
Összehasonlító kúszási teljesítmény
A különböző polimercsaládok eltérő kúszási jellemzőket mutatnak:
| Anyag | Húzódási nyúlás (1000h, 20°C, 10MPa) | Relatív költség | Ütéselnyelés | Legjobb alkalmazások |
|---|---|---|---|---|
| Poliuretán (töltetlen) | 10-15% | Alacsony ($) | Kiváló | Alacsony pontosságú, nagy hatású alkalmazások |
| Nylon 6/6 (töltetlen) | 5-8% | Alacsony ($) | Jó | Általános célú, mérsékelt pontosságú |
| Acetál (Delrin, töltetlen) | 3-5% | Közepes ($$) | Jó | Jobb pontosság, mérsékelt hatás |
| Üveggel töltött nejlon (30%) | 1-2% | Közepes ($$) | Fair | Nagy pontosság, mérsékelt hatás |
| Üveggel töltött acetál (30%) | 1-1.5% | Közepes-magas ($$$$) | Fair | Nagy pontosság, jó egyensúly |
| PEEK (töltetlen) | <1% | Nagyon magas ($$$$$$) | Jó | Legnagyobb pontosság, magas hőmérséklet |
| PEEK (30% üveg) | <0.5% | Nagyon magas ($$$$$$) | Fair | Végső teljesítményű alkalmazások |
Poliuretán: nagy kúszás, kiváló párnázás
A poliuretán népszerű a párnázás miatt, de problémás a precizitás szempontjából:
Előnyök:
- Kiváló ütéselnyelés és energiaelnyelés
- Alacsony költségű és könnyen gyártható
- Jó kopásállóság
- Széles keménységtartományban kapható (60A-95A Shore)
Hátrányok:
- Magas kúszóérzékenység (10-15% tipikus)
- Jelentős hőmérséklet-érzékenység
- A nedvesség felszívódása befolyásolja a tulajdonságokat
- Gyenge méretstabilitás az idő múlásával
Tipikus kúszó viselkedés:
Egy poliuretán végzáró 5MPa terhelés alatt 40°C-on összenyomódhat:
- 1mm az első héten
- További 2 mm a következő 6 hónapban
- További 1 mm a következő évben
- Összesen: 4 mm tartós deformáció
Mikor kell használni:
- Nem precíziós alkalmazások, ahol a pozícionálási pontosság nem kritikus
- Nagy igénybevételű, alacsony ciklusú alkalmazások
- Amikor a párnázási teljesítmény fontosabb, mint a méretstabilitás
- Költségvetési szempontból korlátozott projektek, amelyek elfogadják a gyakori cserét
Nylon: Mérsékelt kúszás, jó egyensúly
A nejlon (poliamid) jobb kúszásállóságot biztosít, mint a poliuretán:
Előnyök:
- Mérsékelt kúszásállóság (5-8% töltetlen, 1-2% üveggel töltött)
- Jó mechanikai szilárdság és szívósság
- Kiváló kopásállóság
- Alacsonyabb költség, mint a műszaki hőre lágyuló műanyagok
Hátrányok:
- A nedvességfelvétel (akár 8% tömegig) befolyásolja a méreteket és a tulajdonságokat.
- Mérsékelt hőmérséklet-ellenállás (folyamatos használat 90-100°C-ig)
- Kitöltetlenül még mindig jelentős kúszást mutat.
Üveggel töltött nejlon előnyök:
- 30% üvegszál csökkenti a kúszást 70-80%
- Megnövelt merevség és szilárdság
- Jobb méretstabilitás
- Csökkentett nedvességfelvétel
Együtt dolgoztam Daviddel, egy ohiói gépgyártóval, aki a töltetlen nejlonról 30% üveggel töltött nejlon végállványokra váltott. A kezdeti költségek alkatrészenként $8-ról $15-re emelkedtek, de a kúszással összefüggő pozicionálási eltérés 2 év alatt 2,5 mm-ről 0,3 mm-re csökkent, és így megszűntek a költséges újrakalibrálási ciklusok.
Acetál: Megmunkálhatóság: Alacsony kúszás, kiváló megmunkálhatóság
Az acetál (polioximetilén, POM) gyakran a legjobb egyensúlyt jelenti:
Előnyök:
- Alacsony kúszás (3-5% töltetlen, 1-1,5% üveggel töltött)
- Kiváló méretstabilitás
- Alacsony nedvességfelvétel (<0.25%)
- Könnyen megmunkálható, szűk tűrésekkel
- Jó kémiai ellenállás
Hátrányok:
- Mérsékelt költség (magasabb, mint a nejlon)
- Alacsonyabb ütésállóság, mint a poliuretán vagy a nejlon
- A folyamatos használat hőmérséklete 90°C-ra korlátozott
- Erős savakban vagy bázisokban lebomolhat
Teljesítményjellemzők:
Az acetál végállások 5MPa terhelés alatt 40°C-on jellemzően a következőket mutatják:
- 0,3-0,5 mm-es deformáció az első hónapban
- További 0,3-0,5 mm az első évben
- Minimális további kúszás az első év után
- Összesen: <1mm maradandó deformáció
Mikor kell használni:
- Precíziós pozicionálási alkalmazások (±1 mm vagy jobb)
- Mérsékelt ütőterhelés
- Normál hőmérsékletű környezetben (<80°C)
- Hosszú élettartamra vonatkozó követelmények (3-5 év)
PEEK: Minimális kúszás, prémium teljesítmény
A PEEK a kúszásállóság terén a legjobbat képviseli:
Előnyök:
- Rendkívül alacsony kúszás (<1% töltetlenül, <0.5% töltve)
- Kiváló magas hőmérsékleti teljesítmény (folyamatos használat 250°C-ig)
- Kiváló vegyi ellenállás
- Kiváló mechanikai tulajdonságok megőrzése az idő múlásával
Hátrányok:
- Nagyon magas költség (10-20x poliuretán)
- Speciális megmunkálást igényel
- Alacsonyabb ütéselnyelés, mint a puhább anyagoknál
- Túlzás sok alkalmazáshoz
Mikor kell használni:
- Ultraprecíziós alkalmazások (±0,1 mm)
- Magas hőmérsékletű környezet (>100°C)
- Hosszú élettartamra vonatkozó követelmények (10+ év)
- Kritikus alkalmazások, ahol a meghibásodás elfogadhatatlan
- Amikor a költség másodlagos a teljesítményhez képest
Anyagválasztási döntési mátrix
Válasszon az alkalmazási követelmények alapján:
Alacsony pontosságú alkalmazások (±5 mm elfogadható):
- Poliuretán: legjobb párnázás, legalacsonyabb költséggel
- Várható élettartam: 1-2 év a csere előtt
Közepes pontosságú alkalmazások (±1-2 mm elfogadható):
- Töltetlen acetál vagy üveggel töltött nejlon: Jó egyensúly
- Várható élettartam: 3-5 év minimális sodródással.
Nagy pontosságú alkalmazások (±0,5 mm vagy jobb):
- Üveggel töltött acetál vagy PEEK: Minimális kúszás
- Várható élettartam: 5-10+ év, kiváló stabilitás mellett.
Magas hőmérsékletű alkalmazások (>80°C):
- PEEK vagy magas hőmérsékletű nejlon: Hőmérsékletállóság kritikus
- A szabványos anyagok magas hőmérsékleten gyorsan kúsznak.
Milyen tényezők gyorsítják fel a kúszást a henger végállásos alkalmazásokban?
Az üzemi körülmények drámaian befolyásolják a kúszási sebességet. ⚠️
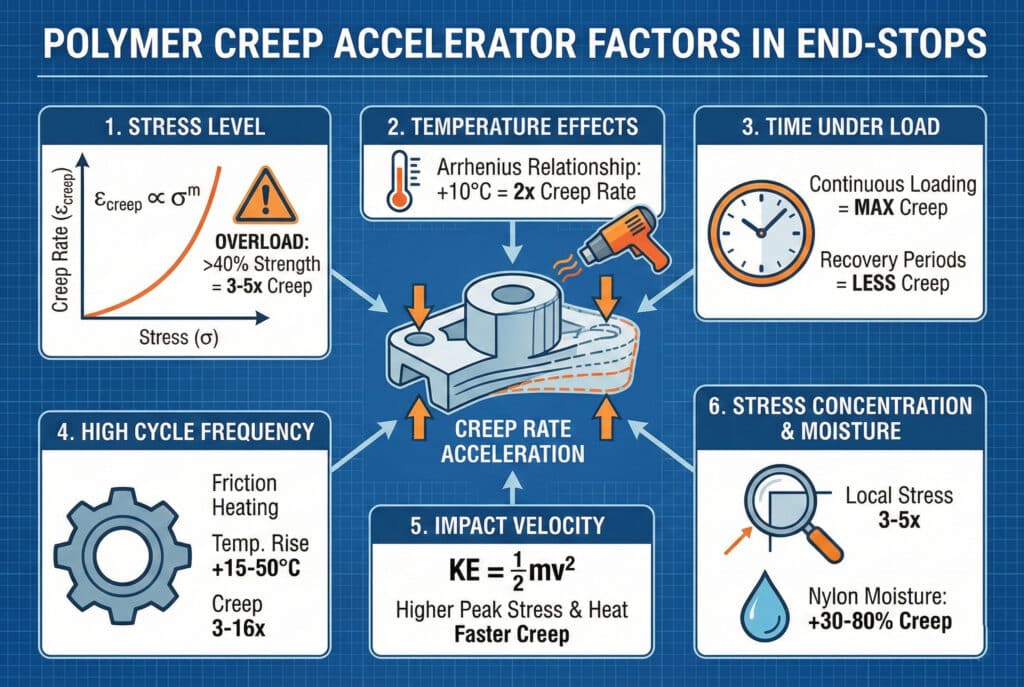
A polimer végállások kúszási sebessége exponenciálisan érzékeny három elsődleges tényezőre: a feszültségszintre (a feszültség megduplázása általában 3-5x növeli a kúszási sebességet), a hőmérsékletre (minden 10°C-os emelkedés megduplázza a kúszási sebességet az Arrhenius-féle viselkedésnek megfelelően) és a terhelés alatt töltött időre (a folyamatos terhelés több kúszást eredményez, mint a szakaszos terhelés a regenerációs időszakokkal). További gyorsító tényezők közé tartozik a nagy ciklusgyakoriság (a súrlódási melegedés növeli a hőmérsékletet), az ütközési sebesség (a nagyobb ütések több hőt és feszültséget generálnak), a nem megfelelő hűtés (a hőfelhalmozódás gyorsítja a kúszást), a nedvességnek való kitettség (különösen a nejlonra hat, 30-50%-vel növeli a kúszást), és a rossz tervezésből eredő feszültségkoncentrációk (az éles sarkok vagy a kis érintkezési területek 2-5x-szeresére növelik a helyi feszültséget).
Stressz szint hatása
A kúszási sebesség nem lineárisan nő a feszültséggel:
A stressz és a krízis kapcsolata:
A legtöbb polimer esetében a kúszó alakváltozás következik:
Hol:
- = alkalmazott feszültség
- = feszültségi exponens (polimereknél jellemzően 2-4)
Gyakorlati következmények:
- 50% anyagszilárdsággal működik: Alapszintű kúszás
- 75% anyagszilárdsággal működik: 3-5x gyorsabb kúszás
- 90% anyagszilárdsággal működik: 10-20x gyorsabb kúszás
Tervezési irányelv:
A végállásokban a feszültséget az anyag 30-40% értékére kell korlátozni. nyomószilárdság5 a hosszú távú méretstabilitás érdekében. Ez biztonsági tartalékot biztosít a feszültségkoncentrációk és a hőmérsékleti hatások tekintetében.
Számítási példa:
- Acetál nyomószilárdság: 90 MPa
- Ajánlott tervezési feszültség: 27-36 MPa
- Ha a henger ütőereje 500 N és a végállás érintkezési felülete 100 mm²:
- Feszültség = 500N / 100mm² = 5 MPa ✓ (határértékeken belül) - Ha a rossz tervezés miatt az érintkezési felület csak 20 mm²:
- Feszültség = 500N / 20mm² = 25 MPa ⚠ (közeledik a határértékekhez, a kúszás jelentős lesz)
Hőmérsékleti hatások
A hőmérséklet a kúszás leghatásosabb gyorsítója:
Arrhenius kapcsolat:
A hőmérséklet minden 10°C-os emelkedésével a kúszási sebesség a legtöbb polimer esetében körülbelül megduplázódik. Ez azt jelenti, hogy:
- 20°C: Alapszintű kúszási sebesség
- 40°C: 4x alapszintű kúszási sebesség
- 60°C: 16x alapszintű kúszási sebesség
- 80°C: 64x alapszintű kúszási sebesség
Hőforrások a henger végállásokban:
- Súrlódásos fűtés: A párnázás a mozgási energiát hő formájában vezeti el.
- Környezeti hőmérséklet: Környezeti feltételek
- Közeli hőforrások: Motorok, hegesztés, technológiai hő
- Nem megfelelő hűtés: Gyenge hőelvezetés kialakítása
Hőmérsékletmérés:
Michelle elektronikai üzeme felfedezte, hogy a végállások üzem közben elérik a 65°C-ot (a környezeti hőmérséklet 25°C volt). A 40°C-os hőmérséklet-emelkedés a vártnál 16-szor gyorsabb kúszást okozott. A hűtőbordák hozzáadása és a ciklusok gyakoriságának csökkentése 45°C-ra csökkentette a végállás hőmérsékletét, ami 75%-vel csökkentette a kúszási sebességet.
Ciklus frekvencia és működési ciklus
A nagy ciklusú alkalmazások több hőt és feszültséget generálnak:
| Ciklus Gyakoriság | Munkaciklus | Hőmérséklet emelkedés | Repedési sebesség tényező |
|---|---|---|---|
| <10 ciklus/óra | Alacsony | Minimális (<5°C) | 1,0x (alapszint) |
| 10-60 ciklus/óra | Mérsékelt | Mérsékelt (5-15°C) | 1.5-2x |
| 60-300 ciklus/óra | Magas | Jelentős (15-30°C) | 3-6x |
| >300 ciklus/óra | Nagyon magas | Súlyos (30-50°C) | 8-16x |
A helyreállítási időszakok számítanak:
- Folyamatos terhelés: Maximális kúszás
- 50% munkaciklus (terhelés / tehermentesítés): 30-40% kevesebb kúszás
- 25% működési ciklus: 50-60% kevesebb kúszás
- Az időszakos terhelés lehetővé teszi a molekuláris relaxációt és hűtést
Ütközési sebesség hatásai
A nagyobb sebességek növelik mind a feszültséget, mind a hőmérsékletet:
Energialeadás:
Kinetikus energia = ½mv²
A sebesség megduplázása megnégyszerezi az energiát, amit el kell nyelni, ami a következőket eredményezi:
- Nagyobb csúcsfeszültség (nagyobb deformáció)
- Nagyobb súrlódásos fűtés (magasabb hőmérséklet)
- Gyorsabb kúszási sebesség (kombinált feszültség- és hőmérsékleti hatások)
Sebességcsökkentő stratégiák:
- Áramlásszabályozás a hengerek sebességének korlátozására
- Hosszabb lassulási távolság (lágyabb csillapítás)
- Többlépcsős párnázás (progresszív abszorpció)
- Alacsonyabb üzemi nyomás, ha az alkalmazás lehetővé teszi
Tervezéssel kapcsolatos feszültségkoncentrációk
A rossz tervezés megsokszorozza a helyi feszültséget:
Gyakori feszültségkoncentrációs problémák:
Kis érintkezési felület:
- Éles sarkok vagy kis sugarak
- Az átlagosnál 3-5x magasabb helyi stressz
- A helyi kúszás egyenetlen kopást okozKiegyenlítetlenség:
- A tengelyen kívüli terhelés hajlító feszültséget okoz
- A végállvány egyik oldala viseli a legnagyobb terhelést
- Az aszimmetrikus kúszás egyre nagyobb eltolódást okozNem megfelelő támogatás:
- A végállás nem teljesen támogatott
- A konzolos terhelés nagy feszültséget okoz
- Korai meghibásodás vagy túlzott kúszás
Tervezési fejlesztések:
- Nagy, sík érintkezőfelületek (terhelést osztanak el)
- Nagyvonalú sugarak (R ≥ 3mm) minden sarkon
- Megfelelő igazítási útmutatók
- A végállások teljes körű támogatása
- Feszültségcsökkentő funkciók a nagy terhelésű területeken
Környezeti tényezők
A külső körülmények befolyásolják az anyag tulajdonságait:
Nedvességfelvétel (különösen a nejlon):
- Száraz nejlon: Alapvető tulajdonságok
- Egyensúlyi nedvesség (2-3%): 20-30% kúszásnövekedés
- Telített (8%+): 50-80% kúszásnövekedés
- A nedvesség lágyítóként hat, növeli a molekulák mozgékonyságát.
Kémiai expozíció:
- Olajok és zsírok: Lágyíthatnak egyes polimereket
- Oldószerek: Duzzadást vagy bomlást okozhat
- Savak/bázisok: Kémiai támadás gyengíti az anyagot
- UV-expozíció: Rontja a felületi tulajdonságokat
Megelőzés:
- A környezetnek ellenálló anyagok kiválasztása
- Zárt kivitelek használata a szennyeződések kizárására
- Védőbevonatok a zord környezethez
- Rendszeres ellenőrzési és csereprogramok
Hogyan lehet megelőzni vagy minimalizálni a kúszással kapcsolatos problémákat?
Az átfogó stratégiák az anyagi, tervezési és működési tényezőkkel foglalkoznak. 🛡️
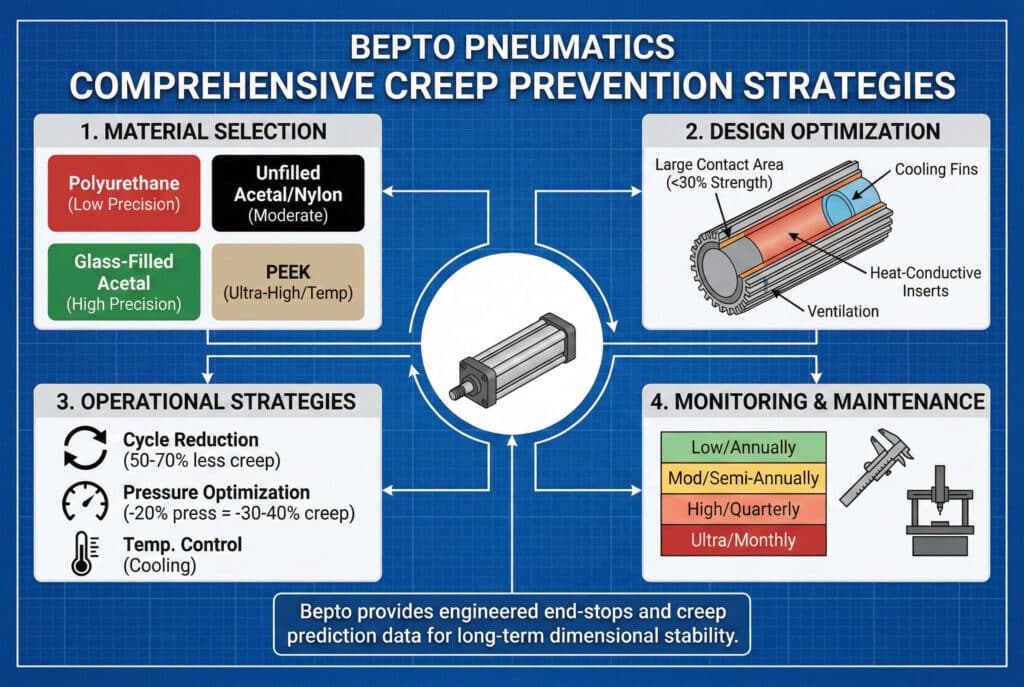
A kúszással kapcsolatos meghibásodások megelőzése többoldalú megközelítést igényel: megfelelő anyagok kiválasztása az alkalmazás pontossági követelményeinek megfelelő kúszásállósággal (üveggel töltött polimerek ±1 mm vagy annál jobb), nagy érintkezési felületű végállások tervezése a feszültség minimalizálása érdekében (cél <30% anyagszilárdság), hűtési stratégiák alkalmazása nagy ciklusú alkalmazásokhoz (lamellák, kényszerlevegő, vagy az üzemi ciklus csökkentése), méretellenőrzési programok létrehozása a kúszás felismerésére, mielőtt az problémát okozna (negyedévente mérje a kritikus méreteket), és a könnyű csere előre összenyomott vagy kúszásstabilizált alkatrészekkel való tervezés. A Bepto Pneumatics-nál a rúd nélküli hengerek precíziós alkalmazásokhoz üveggel töltött acetálból vagy PEEK-ből készült, tervezett végállásokkal is specifikálhatók, és a kúszás előrejelzésére vonatkozó adatokkal segítjük az ügyfeleket a karbantartási időközök megtervezésében.
Anyagkiválasztási stratégia
Válassza ki az anyagokat a pontossági követelmények és a működési feltételek alapján:
Döntési fa:
Milyen pozicionálási pontosságra van szükség?
- ±5 mm vagy nagyobb: Poliuretán elfogadható
- ±1-5 mm: Töltetlen acetál vagy üveggel töltött nejlon
- ±0,5-1 mm: Üveggel töltött acetál
- <±0,5 mm: PEEK vagy fém végállásokMekkora az üzemi hőmérséklet?
- <60°C: A legtöbb polimer elfogadható
- 60-90°C: Acetál, nejlon vagy PEEK
- 90-150°C: Magas hőmérsékletű nejlon vagy PEEK
- >150°C: Csak PEEK vagy fémMi a ciklus gyakorisága?
- <10/óra: Standard anyagok elfogadhatóak
- 10-100/óra: Üveggel töltött anyagok
- >100/óra: Üveggel töltött vagy PEEK, hűtőberendezésMi az élettartamra vonatkozó követelmény?
- 1-2 év: költségoptimalizált anyagok (poliuretán, töltetlen nejlon)
- 3-5 év: Kiegyensúlyozott anyagok (acetál, üveggel töltött nejlon)
- 5-10+ év: Prémium anyagok (üveggel töltött acetál, PEEK)
Tervezési optimalizálás
A megfelelő kialakítás minimalizálja a feszültséget és a hőtermelést:
Érintkezési terület méretezése:
Célfeszültség = Erő / terület < 0,3 × anyagszilárdság
Példa:
- Hengerfurat: 63 mm, üzemi nyomás: 6 bar
- Erő = π × (31,5 mm)² × 0,6 MPa = 1 870 N
- Acetál szilárdság: 90 MPa
- Célzott stressz: <27 MPa
- Szükséges terület: 27 MPa = 69 mm².
- Minimális érintkezési átmérő: √(69mm² × 4/π) = 9,4mm
Ehhez az alkalmazáshoz legalább 10-12 mm átmérőjű érintkezési felületet használjon.
Hőkezelési jellemzők:
Hűtőbordák:
- Növeli a hőelvezetéshez szükséges felületet
- Különösen hatékony a kényszerített levegős hűtés esetén
- 10-20°C-kal csökkentheti az üzemi hőmérsékletetHővezető betétek:
- Az alumínium vagy sárgaréz betétek elvezetik a hőt a polimerről.
- A polimer párnázottságot, a fém hőelvezetést biztosít
- A hibrid kialakítás mindkét anyag előnyeit egyesítiSzellőzés:
- A légcsatornák lehetővé teszik a konvektív hűtést
- Különösen fontos a zárt hengeres kiviteleknél
- 5-15°C-kal csökkentheti a hőmérsékletet
Geometriai optimalizálás:
- Nagy sugarak (R ≥ 3mm) a feszültség eloszlásához
- Fokozatos átmenetek (kerüljük az éles lépéseket)
- Szalagozás a súly nélküli szerkezeti alátámasztásért
- Igazítási funkciók a tengelyen kívüli terhelés megelőzésére
David gépgyártó cége áttervezte a végállásokat 50% nagyobb érintkezési felülettel és hozzáadott hűtőbordákkal. Az üveggel töltött acetálra való anyagfrissítéssel kombinálva a kúszással kapcsolatos sodródás 2,5 mm-ről 0,2 mm-re csökkent 2 éves élettartam alatt.
Előtömörítés és stabilizálás
Gyorsítsa fel az elsődleges kúszást a telepítés előtt:
Előtömörítési folyamat:
- A végállomások terhelése 120-150% üzemi feszültségig
- A terhelést magas hőmérsékleten (50-60°C) kell tartani.
- 48-72 órán át tartva
- Hagyja lehűlni terhelés alatt
- Méretek kiadása és mérése
Előnyök:
- Befejezi az elsődleges kúszási fázis nagy részét
- 40-60% csökkenti az üzem közbeni kúszást
- Stabilizálja a méreteket a precíziós kalibrálás előtt
- Különösen hatékony az acetál és a nejlon esetében
Mikor kell használni:
- Ultraprecíziós alkalmazások (<±0,5 mm)
- Hosszú szervizintervallumok a kalibrálás között
- Kritikus pozicionálási alkalmazások
- Megéri az extra feldolgozási költséget és időt
Operatív stratégiák
Módosítsa a műveletet a kúszási sebesség csökkentése érdekében:
Ciklusfrekvencia-csökkentés:
- A sebesség csökkentése a gyártáshoz szükséges minimumra
- Pihenőidőszakokkal ellátott munkamenetek végrehajtása
- Hagyja a hűtést az intenzív munkaidőszakok között
- 50-70% csökkentheti a kúszási sebességet nagy ciklusú alkalmazásokban
Nyomásoptimalizálás:
- Használja az alkalmazáshoz szükséges minimális nyomást
- Az alacsonyabb nyomás csökkenti az ütőerőt és a stresszt
- 20% nyomáscsökkentés csökkentheti a kúszást 30-40%
- Ellenőrizze, hogy az alkalmazás csökkentett nyomáson is megfelelően működik-e
Hőmérséklet-szabályozás:
- Lehetőség szerint hűvös környezeti hőmérséklet fenntartása
- Kerülje a palackok elhelyezését hőforrások közelében.
- Kényszerlevegős hűtés bevezetése nagy ciklusú alkalmazásokhoz
- Figyelje a hőmérsékletet, és túlmelegedés esetén állítsa be a műveleteket.
Monitoring és karbantartási programok
Ismerje fel a kúszást, mielőtt még problémát okozna:
Méretellenőrzési ütemterv:
| Alkalmazási pontosság | Ellenőrzési gyakoriság | Mérési módszer | Csere ravasz |
|---|---|---|---|
| Alacsony (±5 mm) | Évente | Szemrevételezés, alapvető mérések | Látható sérülés vagy >5 mm-es változás |
| Mérsékelt (±1-2 mm) | Félévente | Kaliper mérés | >1mm változás a kiindulási értékhez képest |
| Magas (±0,5 mm) | Negyedévente | Mikrométer vagy CMM | >0.3mm változás a kiindulási értékhez képest |
| Ultramagas (<±0,5 mm) | Havi vagy folyamatos | Precíziós mérés, automatizált | >0.1mm változás a kiindulási értékhez képest |
Mérési eljárás:
- Alapméretek megállapítása az új végállomásokon
- A henger lökethosszának és pozicionálási pontosságának rögzítése
- Rendszeres időközönként mérje a végállvány vastagságát
- Időbeli tendenciák ábrázolása
- Cserélje ki, ha a változás meghaladja a küszöbértéket
Előrejelző csere:
Ahelyett, hogy a meghibásodásra várna, cserélje ki a végállásokat a következők alapján:
- A mért kúszás megközelíti a tűréshatárt
- A szolgálatban töltött idő (a múltbeli adatok alapján)
- Ciklusszám (ha nyomon követik)
- Hőmérsékletnek való kitettség története
A Michelle elektronikai üzeme negyedévente méretellenőrzést hajtott végre a kritikus hengereken. Ez a korai figyelmeztető rendszer lehetővé tette a tervezett karbantartási ablakokban történő ütemezett cserét a termelés közbeni vészhelyzeti javítások helyett, ami 85%-tal csökkentette az állásidő költségeit.
Alternatív végállási technológiák
Szélsőséges követelmények esetén fontolja meg a nem polimer megoldásokat:
Fém végállások elasztomer párnákkal:
- A fém biztosítja a méretstabilitást (nincs kúszás)
- A vékony elasztomer réteg párnázottságot biztosít
- Mindkét világ legjobbja a precíziós alkalmazásokhoz
- Magasabb költség, de kiváló hosszú távú teljesítmény
Hidraulikus párnázás:
- Az olajütköző következetes csillapítást biztosít
- Nincs kúszási probléma a méretstabilitással
- Összetettebb és drágább
- Karbantartást igényel (tömítéscsere)
Légpárnázás kemény ütközőkkel:
- Pneumatikus párnázás az energiaelnyelés érdekében
- Keményfém ütközők a pozíció meghatározásához
- Elválasztja a párnázási és a pozícionálási funkciókat
- Kiválóan alkalmas ultraprecíziós alkalmazásokhoz
Állítható mechanikus megállók:
- A menetes állítók lehetővé teszik a kúszás kompenzálását
- Az időszakos beállítás fenntartja a pontosságot
- Rendszeres karbantartást és kalibrálást igényel
- Jó megoldás, ha a csere nehézkes
A Bepto Pneumatics-nél többféle végállás-leállító opciót kínálunk rúd nélküli hengerekhez:
- Szabványos poliuretán általános alkalmazásokhoz
- Üveggel töltött acetál a precíziós követelményekhez
- PEEK extrém teljesítményhez vagy hőmérséklethez
- Egyedi hibrid konstrukciók speciális alkalmazásokhoz
- Állítható ütközők a rendkívül pontos pozicionáláshoz
Az Ön egyedi üzemeltetési körülményei (igénybevétel, hőmérséklet, ciklusgyakoriság) alapján kúszás-előrejelzési adatokat is szolgáltatunk, hogy segítsünk a megfelelő anyagok kiválasztásában és a karbantartási időközök megtervezésében.
Költség-haszon elemzés
Igazolja a kúszásálló megoldásokba történő beruházást:
Michelle elektronikai üzemének esettanulmánya:
Eredeti konfiguráció:
- Anyag: Poliuretán végállások: Töltetlen poliuretán végállások
- Palackonkénti költség: $25 (alkatrészek)
- Élettartam: 18 hónap az újrakalibrálás előtt
- Újrakalibrálási költség: $800 eseményenként (munkaerő + állásidő)
- Éves költség palackonként: $25 + ($800 × 12/18) = $558
Frissített konfiguráció:
- Anyag: 30% üveggel töltött acetál, előtömörítéssel.
- Palackonkénti költség: $85 (alkatrészek + feldolgozás)
- Élettartam: 36+ hónap minimális sodródással
- Újrakalibrálás: élettartam alatt nem szükséges
- Éves költség palackonként: $85 × 12/36 = $28
Éves megtakarítás hengerenként: $530
Visszatérülési idő: 1,4 hónap
Az ő 50 kritikus hengeréhez:
- Teljes éves megtakarítás: $26,500
- Plusz kiküszöbölte a vészhelyzeti javításokat és a termelési zavarokat
- Teljes haszon: >40.000 évente
Következtetés
A polimerhengerek kúszó deformációjának megértése és megelőzése - a megfelelő anyagválasztás, tervezési optimalizálás és ellenőrzés révén - biztosítja a precíziós pneumatikus rendszerek hosszú távú méretstabilitását és pozicionálási pontosságát. 💪
GYIK a polimer végállások kúszó alakváltozásáról
K: Honnan tudom megmondani, hogy a kúszás okozza-e a helymeghatározási problémáimat, vagy más problémák?
A kúszás jellegzetes tulajdonságokkal rendelkezik, amelyek megkülönböztetik más problémáktól: hetek vagy hónapok alatt fokozatosan alakul ki (nem hirtelen), következetes irányban befolyásolja a pozicionálást (progresszív sodródás, nem véletlenszerű eltérés), beavatkozás nélkül idővel romlik, és befolyásolja a lökethossz mérését, amikor precíziós szerszámokkal ellenőrzik. A kúszás megerősítéséhez mérje meg a végállás vastagságát, és hasonlítsa össze az új alkatrészekkel - ha 1 mm-t vagy annál többet nyomódtak össze, akkor a kúszás a probléma. Más problémák, mint például az érzékelő elsodródása, a légszivárgás vagy a mechanikai kopás különböző tüneti mintákat mutatnak. A Bepto Pneumatics-nél diagnosztikai útmutatókkal segítünk ügyfeleinknek megkülönböztetni a kúszást a többi meghibásodási módtól.
Kérdés: A kúszással deformálódott végállások helyreállíthatók, vagy ki kell őket cserélni?
A kúszó deformáció állandó és visszafordíthatatlan - a molekulaszerkezet tartósan megváltozott. Bár a terhelés megszüntetése és az alkatrész felmelegítése esetén némi rugalmas helyreállás következhet be, ez a helyreállás minimális (jellemzően <10% a teljes alakváltozásból) és átmeneti. A kúszással deformált alkatrészek “helyreállítására” tett kísérlet nem megbízható. A csere az egyetlen hatékony megoldás. Az élettartamot azonban meghosszabbíthatja a kúszást kompenzáló állítható megállók bevezetésével, vagy a deformált alkatrészek kevésbé kritikus alkalmazásokban való felhasználásával, ahol a pozicionálási pontosság nem lényeges. Precíziós alkalmazások esetén mindig új, kúszásállóbb anyagból készült alkatrészekre cserélje ki.
K: Mi a legköltséghatékonyabb anyagfejlesztés a kúszás csökkentésére?
A legtöbb alkalmazás esetében a töltetlenről a 30% üveggel töltött nejlonra vagy acetálra való áttérés biztosítja a legjobb ár-érték arányt. Az üveggel töltött anyagok 50-100%-tel többe kerülnek, mint a töltetlen változatok ($15-20 vs. $8-12 alkatrészenként), de 70-80%-tel csökkentik a kúszást, és általában 3-5-ször meghosszabbítják az élettartamot. Ez 2-3-szoros megtérülést biztosít a befektetésnek a csere gyakoriságának csökkenése és az újrakalibrálási költségek megszűnése révén. A PEEK még jobb teljesítményt nyújt, de 5-10-szer többe kerül, így csak ultraprecíziós vagy extrém hőmérsékletű alkalmazásoknál gazdaságos. Kezdje az üveggel töltött acetállal a ±1 mm-es vagy annál jobb pontossági követelmények esetén - ez a legtöbb ipari alkalmazás esetében a legjobb pont.
K: Milyen hőmérsékleten válik a kúszás komoly aggodalomra okot adóvá?
A kúszási sebesség körülbelül 10°C-onként megduplázódik, így 40-50°C felett a standard polimerek esetében egyre problémásabbá válik. 60°C-on a kúszás 4x gyorsabb, mint 40°C-on, 80°C-on pedig 16x gyorsabb. Ha a végállások 50°C felett működnek (IR-hőmérővel vagy hőcímkével mérve), a kúszás valószínűleg jelentős tényező. A nagy ciklusú alkalmazások 20-40°C-os hőmérséklet-emelkedést generálhatnak pusztán a súrlódási melegedésből, még normál környezeti hőmérsékleten is. A megoldások közé tartozik a ciklusok gyakoriságának csökkentése, hűtés bevezetése, vagy a magas hőmérsékletű anyagok, például a PEEK korszerűsítése. Mindig mérje meg a tényleges üzemi hőmérsékletet - ne feltételezze, hogy az megfelel a környezeti körülményeknek.
K: Milyen gyakran kell cserélni a végállásokat a precíziós pozicionálási alkalmazásokban?
A csere gyakorisága az anyagtól, az üzemi körülményektől és a pontossági követelményektől függ. Általános iránymutatásként: a poliuretánt közepes ciklusú alkalmazásokban (±2 mm pontosság) évente kell cserélni; a töltetlen acetált vagy nejlont precíziós alkalmazásokban (±1 mm) 2-3 évente kell cserélni; az üveggel töltött acetált nagy pontosságú alkalmazásokban (±0,5 mm) 3-5 évig; és a PEEK-et ultraprecíziós alkalmazásokban (<±0,5 mm) 5-10+ évig. Azonban a méretellenőrzést inkább valósítsa meg, minthogy kizárólag az időalapú cserére hagyatkozzon - negyedévente mérje meg, és cserélje ki, ha a kúszás meghaladja a tűréshatár 30-50% értékét. Ez az állapotalapú megközelítés optimalizálja mind a költségeket, mind a megbízhatóságot.
-
Ismerje meg, hogyan határozza meg a folyáshatár azt a pontot, ahol az anyagok a rugalmasból a tartós képlékeny alakváltozásba lépnek át. ↩
-
Fedezze fel a másodlagos kúszás, a hosszú távú anyagdeformáció állandósult fázisának molekuláris mechanikáját. ↩
-
Értse meg a viszkoelaszticitást, a polimerek egyedülálló tulajdonságát, amely feszültség alatt a folyadékszerű és a szilárd viselkedést egyaránt ötvözi. ↩
-
Fedezze fel, hogy az Arrhenius-összefüggés matematikailag hogyan jelzi előre az anyag öregedésének és kúszásának felgyorsulását magasabb hőmérsékleten. ↩
-
Tekintse át a műszaki hőre lágyuló műanyagok nyomószilárdságára vonatkozó vizsgálati szabványokat és jellemző értékeket. ↩
