

A rossz szerelési gyakorlatok csendben tönkreteszik a működtetőelemeket az ipari létesítményekben világszerte, és olyan idő előtti meghibásodásokat okoznak, amelyek a vállalatoknak több ezer forintos váratlan állásidőbe kerülnek. A pneumatikus működtetőelemek meghibásodásainak több mint 60%-ért a helytelen beállítási problémák felelősek, pedig e problémák többsége a megfelelő szerelési technikákkal teljesen megelőzhető.
A helyes szerelési és beállítási gyakorlatok 2-3 évről 8-10 évre növelhetik a működtetőelem élettartamát azáltal, hogy kiküszöbölhetőek a következők oldalsó terhelések1, csökkentve a belső kopást, és biztosítva az erő optimális eloszlását a hajtás teljes lökésciklusa alatt. A kulcs a terhelési útvonalak megértésében, a merőleges szerelési felületek fenntartásában és a megfelelő tartószerkezetek megvalósításában rejlik.
A múlt héten felhívott egy csalódott karbantartási vezető Ohióból, akinek a létesítményében 18 havonta cserélték ki a működtetőket. A telepítési gyakorlatuk felülvizsgálata után egyszerű beállítási hibákat fedeztünk fel, amelyek évente több mint $50 000 forintba kerültek nekik az idő előtti cserék miatt. 😤
Tartalomjegyzék
- Melyek a kritikus szerelési felületi követelmények a működtető hosszú élettartamához?
- Hogyan lehet kiküszöbölni a káros oldalirányú terhelést a telepítés során?
- Milyen összehangolási eszközök és technikák biztosítják az optimális teljesítményt?
- Milyen gyakori szerelési hibák okozzák a működtetőelemek idő előtti meghibásodását?
Melyek a kritikus szerelési felületi követelmények a működtető hosszú élettartamához?
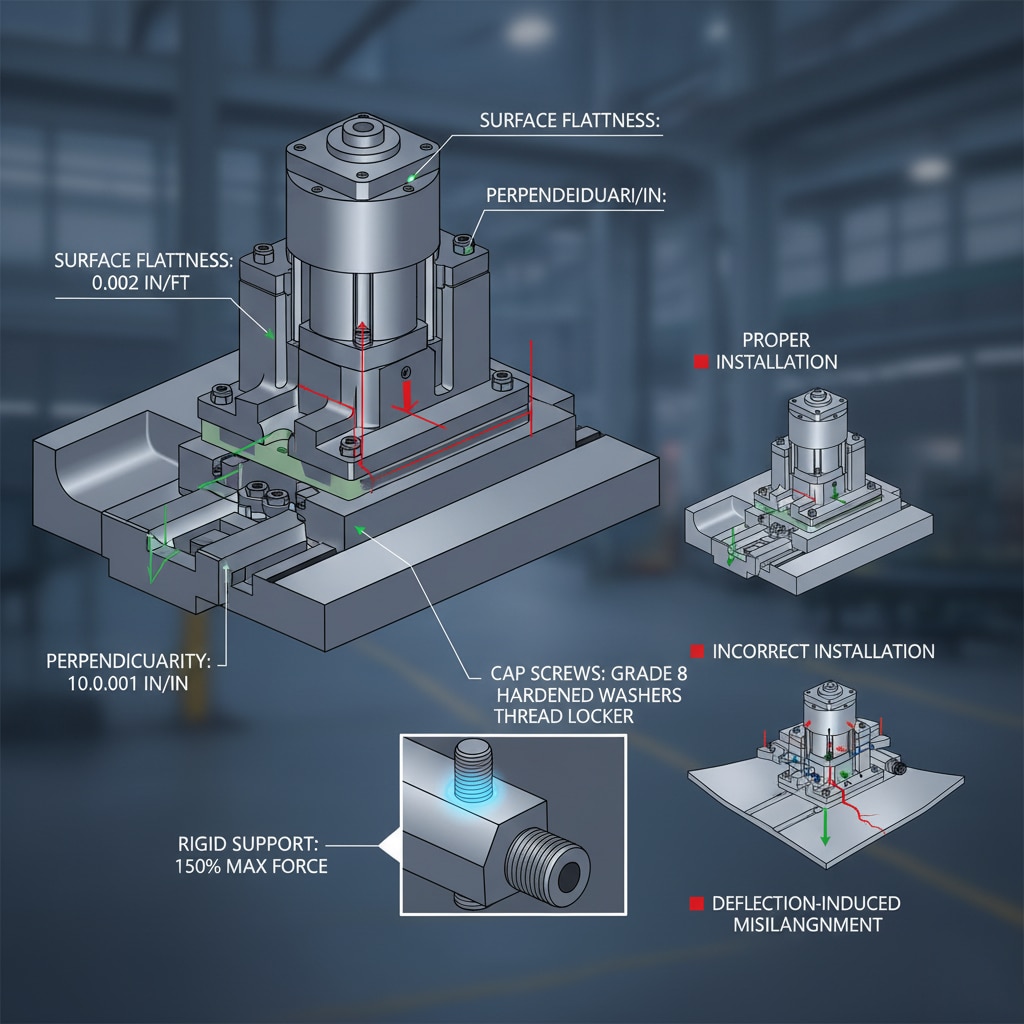
Az alapozás stabilitása és a felület pontossága a sikeres működtetőberendezések sarokkövét képezi, és közvetlenül befolyásolja a belső alkatrészek kopási mintázatát.
A szerelési felületeknek lábanként 0,002″-en belül síknak, hüvelykenként 0,001″-en belül merőlegesnek kell lenniük, és merev alátámasztást kell biztosítaniuk, amely képes a működtető maximális erőhatásának 150%-jét kezelni, hogy megakadályozzák az elhajlás okozta helytelen igazodást.
Alapvető felület-előkészítési szabványok
A megfelelő szerelés a felület gondos előkészítésével kezdődik:
Síkossági és merőlegességi követelmények
- Felület síkossága: Maximális eltérés 0,002″ a szerelési hosszban
- Merőleges tűrés: 0,001″ per inch a szerelési felületen belül
- Felületkezelés: 125 RMS2 vagy jobb az optimális érintkezéshez
- Anyagvastagság: Minimum 1,5x csavarátmérő a megfelelő menetbefogás érdekében
Szerelési hardver specifikációk
| Komponens | Specifikáció | Nyomaték érték | Anyagminőség |
|---|---|---|---|
| Sapkacsavarok | Minimum 8. osztály | 75% a próbaterhelés3 | ötvözött acél |
| Mosók | Keményített lapos | N/A | SAE 1060+ |
| Szerelőlemezek | 1/4″ minimális vastagság | N/A | A36 acél minimum |
| Szálbiztosító | Közepes erősségű | Gyártónként | Anaerob ragasztó4 |
Valós világbeli sikertörténet
Jenniferrel, az észak-karolinai Charlotte-ban, egy csomagolóüzem üzemmérnökével dolgoztam együtt. Csapata 6 havonta tapasztalt rúdtömítés meghibásodást a Bepto rúd nélküli hengereken. Miután megvizsgáltuk a szerelési beállításaikat, felfedeztük, hogy az alumínium szerelőlemezek terhelés alatt meghajlanak. A megfelelően méretezett acéllemezekre való átállással és a rögzítőfelületek újbóli megmunkálásával Jennifer működtetői már több mint 3 éve hibátlanul működnek. 🔧
Hogyan lehet kiküszöbölni a káros oldalirányú terhelést a telepítés során?
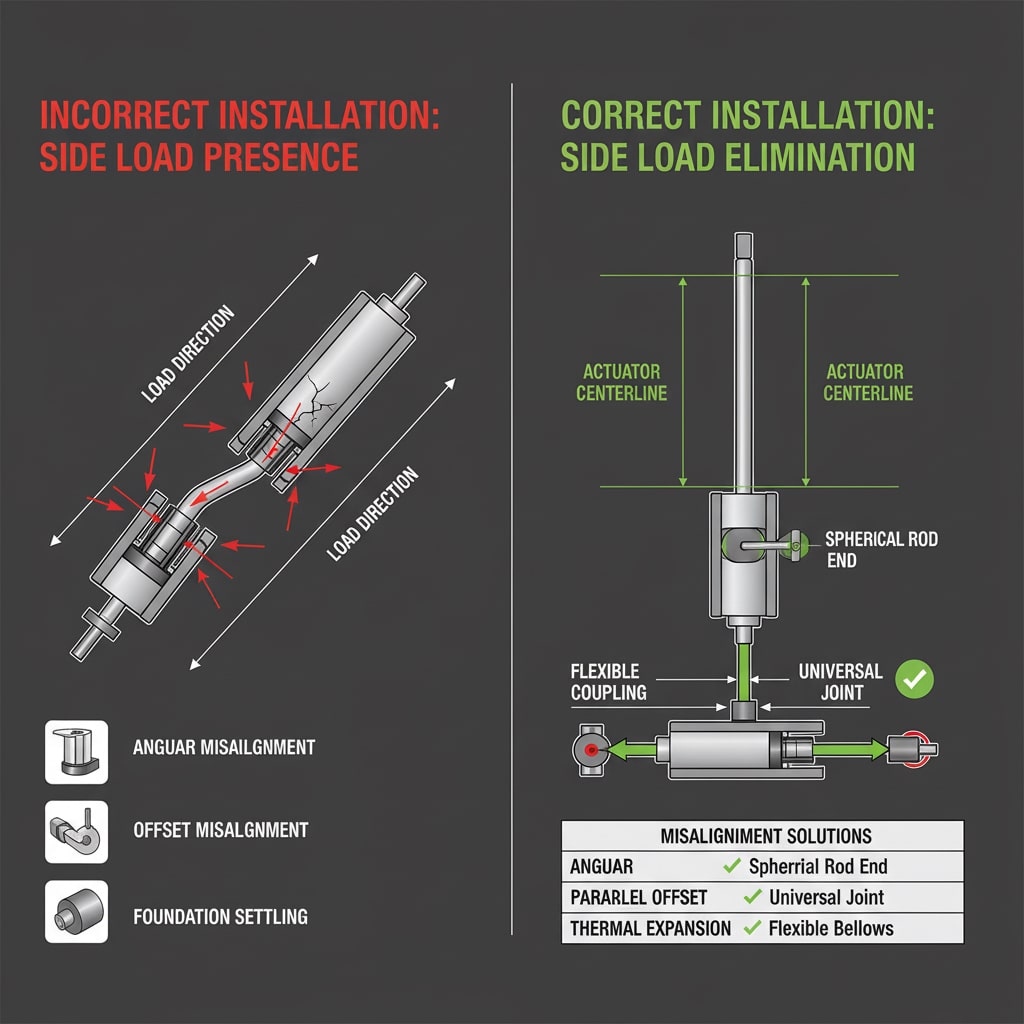
Az oldalirányú terhelések jelentik a pneumatikus működtető egységekre ható legpusztítóbb erőt, amely felgyorsult kopást és katasztrofális tömítéshibákat okoz.
Az oldalsó terhelések kiküszöbölése megköveteli a működtető tengelyvonal és a terhelés iránya közötti tökéletes összehangolást, szükség esetén rugalmas csatlakozók használatát, és annak biztosítását, hogy az összes csatlakoztatott alkatrész párhuzamos síkban mozogjon a teljes lökési ciklus alatt.
Az oldalsó terhelési források megértése
Az oldalsó terhelések több telepítési hibából erednek:
Elsődleges oldali terhelés okai
- Szögeltérés: A rúd tengelye nem párhuzamos a terhelés irányával
- Eltérés az eltolásban: A rúd középvonala eltolva a terhelés középvonalától
- Hőtágulás: A működtető és a terhelés közötti differenciált tágulás
- Alapítványi ülepedés: A szerelési felületek fokozatos mozgása
Oldalsó terhelés megszüntetési technikák
Rugalmas csatlakozó megoldások
- Gömb alakú rúdvégek: Akár 25°-os szögeltérés is lehetséges
- Kardáncsuklók: Szögletes és párhuzamos eltolás kezelése
- Rugalmas fújtató: Elnyeli a hőtágulási különbségeket
- Csúszó vezetők: Megakadályozza a kötést a lökési ciklusok során
| Eltérés típusa | Maximális tűréshatár | Ajánlott megoldás | Költségek hatása |
|---|---|---|---|
| Szögletes | 0.5° | Gömb alakú rúdvég | Alacsony |
| Párhuzamos eltolás | 0,010″ | Kardáncsukló | Közepes |
| Hőtágulás | Változó | Rugalmas csatlakozó | Közepes |
| Alapítványi ülepedés | 0,005″ | Állítható tartók | Magas |
Milyen összehangolási eszközök és technikák biztosítják az optimális teljesítményt?
A precíziós igazításhoz speciális szerszámokra és szisztematikus mérési technikákra van szükség, hogy elérjük a hosszabb élettartamhoz szükséges tűréshatárokat.
A professzionális igazítás lézerrendszereket használ a hosszú löketű alkalmazásokhoz, mérőórákat a precíziós mérésekhez, valamint szisztematikus, lépésről lépésre történő eljárásokat, amelyek több löketpozícióban ellenőrzik az igazítást, hogy biztosítsák a következetes teljesítményt az egész működési tartományban.
Professzionális igazító eszközkészlet
Alapvető mérőberendezések
- Lézeres igazító rendszerek: ±0,001″ pontosság 10+ lábon keresztül
- Tárcsás kijelzők: 0,0001″ felbontás a precíziós munkához
- Precíziós négyzetek: Ellenőrzött merőlegességi referenciák
- Tapintásmérők: Hézagmérés és felületi érintkezés ellenőrzése
Lépésről lépésre történő összehangolási eljárás
Kezdeti beállítási fázis
- Működtetőszerkezet felszerelése ideiglenes kötőelemek használata
- Pozíciós terhelés a löket közepénél
- Párhuzamosság ellenőrzése lézerrel vagy vonalzóval
- A merőlegesség ellenőrzése precíziós négyzet alakú
- Mérje a távolságokat minden csatlakozási ponton
Finombeállítási folyamat
- Állítsa be a rögzítő alátéteket a párhuzamosság elérése érdekében
- A működtető pozíciójának áthelyezése a középvonali igazításhoz
- Igazítás ellenőrzése mindkét löket szélsőértékénél
- Ellenőrizze a kötöttséget a teljes ciklus alatt
- Alkalmazza a végső nyomatékot minden rögzítő hardverhez
A Bepto Pneumatics-nél minden egyes működtetőegység-szállításhoz részletes beállítási eljárásokat biztosítunk, és műszaki támogató csapatunk távoli konzultációt nyújt a megfelelő telepítés biztosítása érdekében. 📐
Milyen gyakori szerelési hibák okozzák a működtetőelemek idő előtti meghibásodását?
A gyakori szerelési hibák megértése és elkerülése megelőzheti az ipari alkalmazásokban a 90% működtetőelemek idő előtti meghibásodását.
A legpusztítóbb szerelési hibák közé tartozik a nem megfelelő alapozás, a rögzítőelemek helytelen kiválasztása, a hőtágulási szempontok figyelmen kívül hagyása és az igazítás ellenőrzésének elmulasztása a kezdeti telepítés után, és mindegyik hiba 50-80%-vel csökkentheti a működtető élettartamát.
Kritikus telepítési hibák
Alapítványi és támogatási hibák
- Alulméretezett szerelőlemezek: Terhelés alatti elhajlást okoz
- Elégtelen csavarnyomaték: Mozgás lehetővé tétele működés közben
- Vegyes kötőelem minőségek: Egyenetlen szorítóerők létrehozása
- A termikus hatások figyelmen kívül hagyása: Nem számolva a tágulással/összehúzódással
Igazítási és terhelési útvonal hibák
- Egypontos mérések: Nem ellenőrzi az igazítást a teljes löket alatt
- A csatlakoztatott berendezések figyelmen kívül hagyása: A downstream összehangolás figyelmen kívül hagyása
- Nem megfelelő távolságok: Interferencia létrehozása működés közben
- Gyenge dokumentáció: Nem rögzíti a beépített méreteket
Nemrégiben segítettem Michaelnek, egy detroiti autóalkatrész-gyár karbantartási felügyelőjének. A csapata havonta cserélte ki a működtető tömítéseket a normálisnak tűnő kopás miatt. A vizsgálat során kiderült, hogy régi, megnyúlt menettel rendelkező rögzítőelemeket használtak újra, ami következetlen szorítóerőt eredményezett. Az általunk ajánlott szerelési eljárások bevezetése és a megfelelő Grade 8 kötőelemek használata után Michael tömítéscsere-intervalluma több mint 18 hónapra nőtt. 🚗
Megelőzési ellenőrzőlista
| Check Point | Frekvencia | Tolerancia | Szükséges intézkedés |
|---|---|---|---|
| Szerelőcsavarok nyomatéka | Telepítés + 30 nap | ±10% a specifikációtól | Szükség esetén ismét meghúzás |
| Felület síkossága | Telepítés előtti | 0,002″/ft | Gép, ha túllépte |
| Igazítás ellenőrzése | Telepítés + 90 nap | A gyártó specifikációja szerint | Szükség esetén állítsa be |
| Hőtágulási hézagok | Szezonális | Tervezési távolság | Módosítsa, ha kötés történik |
Következtetés
A megfelelő szerelési és beállítási gyakorlatok a megbízható működtető teljesítmény alapját képezik, és közvetlenül meghatározzák, hogy a berendezés hónapokig vagy évtizedekig működik-e.
GYIK a működtető szereléséről és beállításáról
K: Milyen gyakran kell ellenőrizni a működtető egység beállítását a telepítés után?
V: Ellenőrizze az összehangolást a telepítést követő 30 napon belül, majd negyedévente az első évben, és ezt követően évente. A nagy ciklusú alkalmazások gyakoribb ellenőrzést igényelhetnek.
K: Használhatok menetzáró vegyületet az összes rögzítőelemhez?
V: Használjon közepes szilárdságú menetzárat a rögzítőcsavarokhoz, de kerülje a beállítási csavaroknál vagy a gyakran karbantartott csatlakozásoknál. Mindig kövesse a gyártó által az adott alkalmazáshoz megadott előírásokat.
K: Mekkora a maximálisan elfogadható oldalirányú terhelés a pneumatikus működtetőelemek esetében?
V: A legtöbb pneumatikus működtetőszerkezet a tolóerő 2-5%-jét képes oldalsó terhelésként kezelni, de az oldalsó terhelések teljes kiküszöbölése a megfelelő beállítással drámaian meghosszabbítja az élettartamot.
K: Hogyan veszem figyelembe a hőtágulást a működtető szerelésénél?
V: Számítsa ki a várható tágulást a hőmérséklet-tartomány és az anyag együtthatói alapján. Ha a hőmozgás meghaladja a 0,005″-ot, gondoskodjon megfelelő távolságokról és használjon rugalmas csatlakozókat.
K: A Bepto csere működtetők kompatibilisek a meglévő rögzítő hardverekkel?
V: Igen, működtetőink fenntartják a méretbeli kompatibilitást a főbb OEM márkákkal, miközben kiváló szerelési rugalmasságot és átfogó telepítési támogatást kínálnak, biztosítva a zökkenőmentes cserét a nagyobb megbízhatóság mellett.
-
Értse az oldalirányú terhelés (vagy radiális terhelés) mérnöki definícióját, és azt, hogy az hogyan befolyásolja a csapágyakat és a lineáris mozgásrendszereket. ↩
-
Ismerje meg, hogyan használják a négyzetes középértéket (RMS) a megmunkált felület mikroszkopikus érdességének mérésére és meghatározására. ↩
-
Ismerje meg a kötőelem próbaterhelésének meghatározását, vagyis azt a maximális erőt, amelyet az állandó deformáció nélkül elviselhet. ↩
-
Fedezze fel az anaerob ragasztók mögött rejlő tudományt, amelyek levegő hiányában szilárdulnak meg, hogy rögzítsék és tömítsék a menetes kötőelemeket. ↩
