
State lottando per giustificare ulteriori investimenti nei vostri sistemi pneumatici, pur dovendo affrontare una crescente pressione per ridurre i costi operativi? Molti responsabili della manutenzione e dell'ingegneria si trovano in bilico tra i vincoli di budget e le aspettative di prestazione, non sapendo come dimostrare i vantaggi finanziari dell'ottimizzazione dei sistemi.
Strategico ROI1 potenziamento per cilindro senza stelo combina l'ottimizzazione della sinergia tra più cilindri, il rilevamento sistematico delle perdite d'aria e la modellazione dell'inventario delle parti di ricambio basata sui dati, garantendo periodi di recupero tipici di 3-8 mesi e riducendo i costi operativi di 15-30% e migliorando l'affidabilità del sistema di 25-40%.
Di recente ho lavorato con un produttore di apparecchiature per il confezionamento che ha implementato queste strategie nei suoi sistemi pneumatici e ha ottenuto un notevole ROI di 267% entro il primo anno, trasformando i suoi sistemi pneumatici da un onere di manutenzione in un vantaggio competitivo. La loro esperienza non è unica: questi risultati sono raggiungibili praticamente in qualsiasi applicazione industriale, quando vengono implementate correttamente le giuste strategie di miglioramento.
Indice dei contenuti
- In che modo l'ottimizzazione della sinergia multicilindrica può massimizzare l'efficienza del sistema?
- Quali sono le tecniche di rilevamento delle perdite d'aria che garantiscono il più rapido ROI?
- Quale modello di inventario dei ricambi ridurrà al minimo i costi di fermo macchina?
- Conclusione
- Domande frequenti sull'aumento del ROI per i cilindri senza stelo
In che modo l'ottimizzazione della sinergia multicilindrica può massimizzare l'efficienza del sistema?
L'ottimizzazione della sinergia tra più cilindri rappresenta una delle opportunità più trascurate per ottenere significativi miglioramenti dell'efficienza nei sistemi pneumatici.
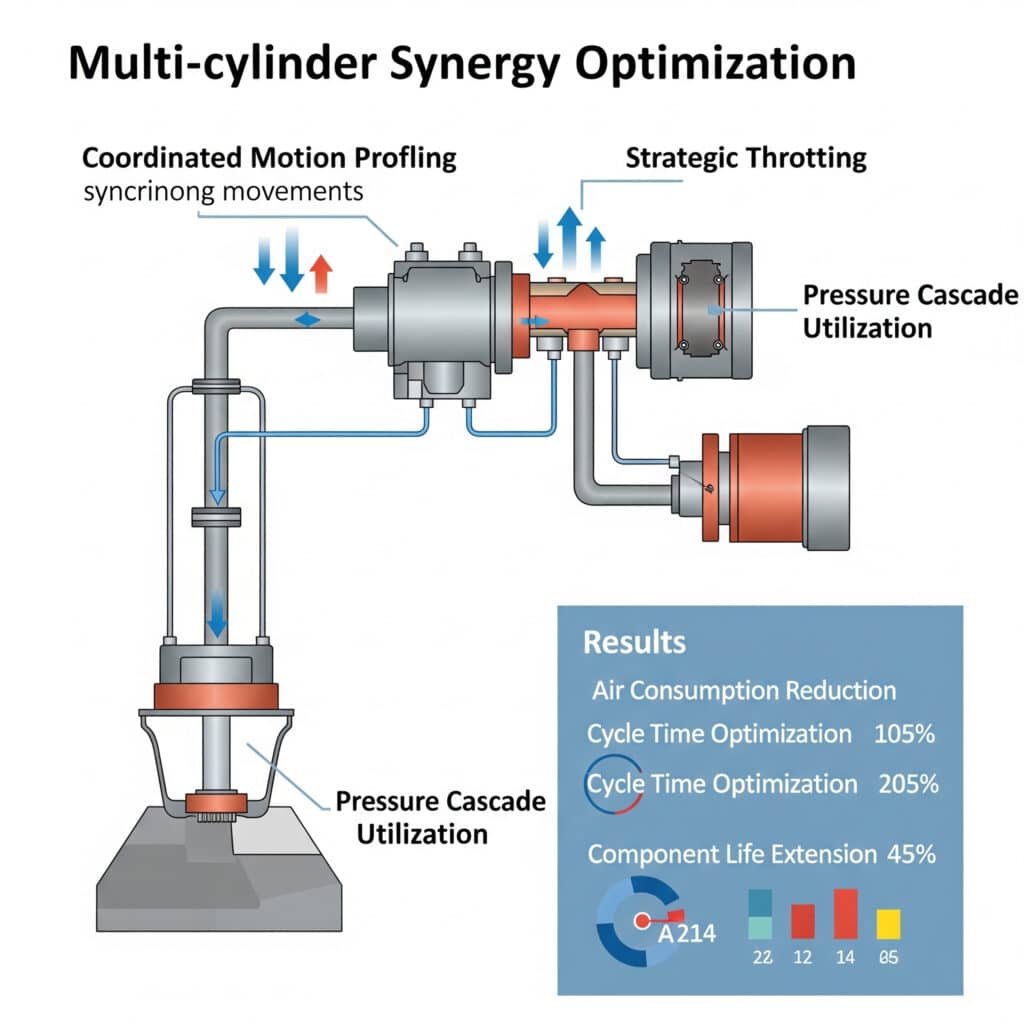
Un'efficace ottimizzazione della sinergia tra più cilindri combina una strozzatura strategica, una profilatura del movimento coordinata e l'utilizzo della cascata di pressione, riducendo in genere il consumo d'aria di 20-35%, migliorando al contempo i tempi di ciclo di 10-15% e prolungando la durata dei componenti di 30-50%.
Avendo implementato strategie di ottimizzazione in diversi settori, ho scoperto che la maggior parte delle organizzazioni si concentra sulle prestazioni dei singoli cilindri, trascurando i vantaggi sostanziali dell'ottimizzazione a livello di sistema. La chiave è considerare i cilindri multipli come un sistema integrato piuttosto che come componenti isolati.
Quadro completo di ottimizzazione delle sinergie
Un approccio di ottimizzazione delle sinergie correttamente implementato comprende questi elementi essenziali:
1. Implementazione del Throttling strategico
La strozzatura coordinata su più cilindri offre vantaggi significativi:
| Strategia di strozzatura | Impatto del consumo d'aria | Impatto sulle prestazioni | Complessità di implementazione |
|---|---|---|---|
| Ottimizzazione dei singoli cilindri | Riduzione 10-15% | Variazione minima | Basso |
| Coordinazione del movimento sequenziale | Riduzione 15-25% | Miglioramento 5-10% | Medio |
| Implementazione della cascata di pressione | Riduzione 20-30% | Miglioramento 10-15% | Medio-alto |
| Adattamento dinamico della pressione | Riduzione 25-35% | 15-20% miglioramento | Alto |
Considerazioni sull'implementazione:
- Analizzare i requisiti della sequenza di movimento
- Identificare le interdipendenze tra i cilindri
- Determinare i movimenti critici rispetto a quelli non critici.
- Stabilire i requisiti minimi di pressione per ogni movimento
2. Sviluppo coordinato del profilo di movimento
I profili di movimento ottimizzati massimizzano l'efficienza su più cilindri:
Tecniche di ottimizzazione della sequenza
- Movimenti sovrapposti e non contrastanti
- Scaglionamento delle operazioni ad alto consumo
- Ridurre al minimo i tempi di sosta tra i movimenti
- Ottimizzazione dei profili di accelerazione e decelerazioneStrategie di bilanciamento del carico
- Distribuzione dei picchi di consumo d'aria
- Equalizzazione delle richieste di pressione
- Bilanciamento del carico di lavoro tra i cilindri
- Riduzione al minimo delle fluttuazioni di pressioneOttimizzazione del tempo di ciclo
- Identificazione delle operazioni con percorso critico
- Razionalizzazione dei movimenti a non valore aggiunto
- Implementazione di operazioni parallele, ove possibile
- Ottimizzazione dei tempi di transizione
3. Cascata di pressione2 Utilizzo
Sfruttando i differenziali di pressione nel sistema si migliora l'efficienza:
Progettazione del sistema a più pressioni
- Implementazione di livelli di pressione graduali
- Adattare la pressione ai requisiti effettivi
- Utilizzo di strategie di riduzione della pressione
- Recupero dell'energia di scarico, ove possibileUtilizzo della pressione sequenziale
- Utilizzo dell'aria di scarico per le operazioni secondarie
- Implementazione di tecniche di riciclo dell'aria
- Pressione a cascata da alti a bassi requisiti
- Ottimizzazione del posizionamento di valvole e regolatoriControllo dinamico della pressione
- Implementazione della regolazione adattiva della pressione
- Utilizzo di regolatori di pressione elettronici
- Sviluppo di profili di pressione specifici per le applicazioni
- Integrare la regolazione basata sul feedback
Metodologia di implementazione
Per implementare un'efficace ottimizzazione della sinergia multicilindrica, seguite questo approccio strutturato:
Fase 1: Analisi e mappatura del sistema
Iniziare con una comprensione completa del sistema:
Documentazione della sequenza di movimento
- Creare grafici dettagliati delle sequenze operative
- Documentazione dei requisiti temporali
- Identificare le dipendenze tra i movimenti
- Mappare gli attuali modelli di consumo d'ariaAnalisi dei requisiti di pressione
- Misurare il fabbisogno effettivo di pressione per ogni operazione
- Identificare le operazioni in sovrapressione
- Documentare i requisiti di pressione minima
- Analizzare le fluttuazioni di pressioneIdentificazione dei vincoli
- Determinare i requisiti temporali critici
- Identificare le zone di interferenza fisica
- Considerazioni sulla sicurezza del documento
- Stabilire i requisiti di prestazione
Fase 2: Sviluppo della strategia di ottimizzazione
Creare un piano di ottimizzazione su misura:
Progettazione della strategia di strozzatura
- Determinare le impostazioni ottimali dell'acceleratore
- Selezionare i componenti di strozzatura appropriati
- Approccio di implementazione del progetto
- Sviluppare procedure di regolazioneRiprogettazione del profilo di movimento
- Creare diagrammi di sequenza ottimizzati
- Sviluppare profili di movimento coordinati
- Tempistica di transizione del progetto
- Stabilire i parametri di controlloRiconfigurazione del sistema di pressione
- Implementazione della zona di pressione di progetto
- Sviluppare un approccio a cascata della pressione
- Selezionare i componenti di controllo
- Creare le specifiche di implementazione
Fase 3: Implementazione e convalida
Eseguire il piano di ottimizzazione con un'adeguata convalida:
Attuazione graduale
- Implementare le modifiche in sequenza logica
- Testare le singole ottimizzazioni
- Integrare gradualmente le modifiche al sistema
- Documentare le prestazioni in ogni faseMisurazione delle prestazioni
- Monitoraggio del consumo d'aria
- Misurare i tempi di ciclo
- Profili di pressione del documento
- Affidabilità del sistema di tracciamentoPerfezionamento continuo
- Analizzare i dati sulle prestazioni
- Effettuare regolazioni incrementali
- Risultati dell'ottimizzazione dei documenti
- Attuare le lezioni apprese
Applicazione nel mondo reale: Linea di montaggio automobilistica
Uno dei miei progetti di ottimizzazione multicilindro di maggior successo è stato realizzato per una linea di assemblaggio automobilistica con 24 cilindri senza stelo che operavano in sequenza coordinata. Le loro sfide comprendevano:
- Costi energetici elevati a causa del consumo eccessivo di aria
- Tempi di ciclo incoerenti che incidono sulla produzione
- Le fluttuazioni di pressione causano problemi di affidabilità
- Budget limitato per l'aggiornamento dei componenti
Abbiamo implementato una strategia di ottimizzazione completa:
Analisi del sistema
- Sequenza operativa completa mappata
- Requisiti di pressione effettiva misurata
- Modelli di consumo d'aria documentati
- Opportunità di ottimizzazione identificateImplementazione del throttling strategico
- Installazione di controlli di precisione del flusso
- Implementato il throttling differenziale
- Velocità di estrazione/ritrazione ottimizzate
- Profili di movimento bilanciatiOttimizzazione del sistema di pressione
- Creazione di tre zone di pressione (6 bar, 5 bar, 4 bar)
- Implementazione dell'utilizzo sequenziale della pressione
- Installazione di regolatori di pressione elettronici
- Sviluppo di profili di pressione specifici per le applicazioni
I risultati hanno superato le aspettative:
| Metrico | Prima dell'ottimizzazione | Dopo l'ottimizzazione | Miglioramento |
|---|---|---|---|
| Consumo d'aria | 1.240 litri/ciclo | 820 litri/ciclo | Riduzione 34% |
| Tempo di ciclo | 18,5 secondi | 16,2 secondi | 12.4% miglioramento |
| Fluttuazione della pressione | ±0,8 bar | ±0,3 bar | 62,51 RiduzioneTP3T |
| Guasti ai cilindri | 37 all'anno | 14 all'anno | Riduzione 62% |
| Costo energetico annuale | $68,400 | $45,200 | $23.200 risparmi |
L'intuizione chiave è stata quella di riconoscere che i cilindri che operano in sequenza creano sia vincoli che opportunità. Considerando il sistema in modo olistico, siamo stati in grado di sfruttare queste interazioni per ottenere miglioramenti significativi senza sostituire componenti importanti. L'ottimizzazione ha consentito di ottenere un periodo di ammortamento di 3,2 mesi con un investimento di capitale minimo.
Quali sono le tecniche di rilevamento delle perdite d'aria che garantiscono il più rapido ROI?
Le perdite d'aria nei sistemi pneumatici rappresentano una delle inefficienze più persistenti e costose, ma offrono anche uno dei più rapidi ritorni sugli investimenti quando vengono affrontate correttamente.
Il rilevamento efficace delle perdite d'aria combina l'ispezione sistematica a ultrasuoni, il test di decadimento della pressione e il monitoraggio basato sul flusso, identificando in genere le perdite che sprecano 20-35% di produzione di aria compressa e garantendo un ritorno sull'investimento entro 2-4 mesi grazie a riparazioni semplici e alla sostituzione mirata dei componenti.

Avendo implementato programmi di rilevamento delle perdite in diversi settori, ho scoperto che la maggior parte delle organizzazioni rimane scioccata nello scoprire l'entità delle perdite d'aria una volta applicati metodi di rilevamento sistematici. La chiave è l'implementazione di un programma di rilevamento completo e continuo, piuttosto che ispezioni reattive e occasionali.
Struttura completa per il rilevamento delle perdite
Un programma efficace di rilevamento delle perdite comprende questi componenti essenziali:
1. Ispezione a ultrasuoni3 Metodologia
Il rilevamento a ultrasuoni offre l'approccio più versatile ed efficace:
Selezione e impostazione dell'apparecchiatura
- Selezione dei rilevatori a ultrasuoni appropriati
- Configurazione della sensibilità di frequenza
- Utilizzo di attacchi e accessori appropriati
- Calibrazione per ambienti specificiProcedure di ispezione sistematica
- Sviluppo di modelli di scansione standardizzati
- Creazione di percorsi di ispezione a zone
- Stabilire tecniche coerenti di distanza e angolazione
- Implementazione di metodi di isolamento del rumoreClassificazione e documentazione delle perdite
- Sviluppo di un sistema di classificazione della gravità
- Creare una documentazione standardizzata
- Implementazione di metodi di registrazione digitale
- Stabilire procedure di monitoraggio delle tendenze
2. Implementazione dei test di decadimento della pressione
Il test di decadimento della pressione fornisce una misura quantitativa delle perdite:
Approccio di segmentazione del sistema
- Suddivisione del sistema in sezioni testabili
- Installazione di valvole di isolamento adeguate
- Creazione di punti di prova della pressione
- Sviluppo di procedure di test sezione per sezioneTecniche di misurazione e analisi
- Stabilire i tassi di decadimento della pressione di riferimento
- Implementazione della durata dei test standardizzati
- Calcolo delle perdite volumetriche
- Confronto con soglie accettabiliMetodi di prioritizzazione e monitoraggio
- Classificazione delle sezioni in base alla gravità delle perdite
- Monitoraggio dei miglioramenti nel tempo
- Stabilire gli obiettivi di riduzione
- Implementazione dei test di verifica
3. Sistemi di monitoraggio basati sul flusso
Il monitoraggio continuo consente di rilevare costantemente le perdite:
Strategia di installazione dei misuratori di portata
- Selezione della tecnologia di misura del flusso appropriata
- Determinazione del posizionamento ottimale del contatore
- Implementazione delle funzionalità di bypass
- Stabilire i parametri di misuraAnalisi dei consumi di base
- Misurazione dei consumi di produzione e non di produzione
- Stabilire i normali schemi di flusso
- Identificazione dei consumi anomali
- Sviluppo dell'analisi delle tendenzeSistema di allarme e risposta
- Impostazione di avvisi basati su soglie
- Implementazione di notifiche automatiche
- Sviluppo di procedure di risposta
- Creazione di protocolli di escalation
Metodologia di implementazione
Per implementare un efficace rilevamento delle perdite, seguite questo approccio strutturato:
Fase 1: Valutazione iniziale e pianificazione
Iniziare con una comprensione completa della situazione attuale:
Misurazione di base
- Misurare la produzione totale di aria compressa
- Documentare i costi energetici attuali
- Stima della percentuale di dispersione di corrente
- Calcolo del risparmio potenzialeMappatura del sistema
- Creare diagrammi di sistema completi
- Posizioni dei componenti del documento
- Identificare le aree ad alto rischio
- Stabilire zone di ispezioneSviluppo del programma
- Selezionare i metodi di rilevamento appropriati
- Sviluppare programmi di ispezione
- Creare modelli di documentazione
- Stabilire protocolli di riparazione
Fase 2: Implementazione del rilevamento
Eseguire sistematicamente il programma di rilevamento:
Esecuzione dell'ispezione a ultrasuoni
- Eseguire ispezioni zona per zona
- Documentare tutte le perdite identificate
- Classificare per gravità e tipo
- Creare un elenco di priorità per le riparazioniImplementazione dei test di pressione
- Esecuzione di test sezione per sezione
- Calcolo dei tassi di perdita
- Identificare le sezioni con le prestazioni peggiori
- Documentare i risultati e le raccomandazioniMonitoraggio dell'implementazione del sistema
- Installare l'apparecchiatura di misurazione del flusso
- Configurare i parametri di monitoraggio
- Stabilire i modelli di riferimento
- Implementare le soglie di allarme
Fase 3: Riparazione e verifica
Affrontare sistematicamente le perdite identificate:
Esecuzione prioritaria delle riparazioni
- Affrontare prima le perdite a più alto impatto
- Implementare metodi di riparazione standardizzati
- Documentare tutte le riparazioni
- Tracciamento dei costi di riparazioneTest di verifica
- Nuovo test dopo le riparazioni
- Miglioramento del documento
- Calcolo del risparmio effettivo
- Aggiornamento della linea di base del sistemaSostenibilità del programma
- Implementare un programma di ispezioni regolari
- Formazione del personale sui metodi di rilevamento
- Creare una reportistica continua
- Celebrare e pubblicizzare i risultati
Applicazione del mondo reale: Impianto di trasformazione alimentare
Una delle mie implementazioni di maggior successo per il rilevamento delle perdite è stata realizzata per un grande impianto di trasformazione alimentare con sistemi pneumatici estesi. Le loro sfide comprendevano:
- Costi energetici elevati per la produzione di aria compressa
- La pressione incoerente influisce sulle attrezzature di produzione
- Risorse di manutenzione limitate
- Requisiti sanitari impegnativi
Abbiamo implementato un programma di rilevamento completo:
Valutazione iniziale
- Consumo di base misurato: 1.250 CFM medi
- Consumo non di produzione documentato: 480 CFM
- Perdite stimate calcolate: 38% di produzione
- Risparmi potenziali previsti: $94.500 annuiAttuazione del programma di rilevamento
- Rilevamento a ultrasuoni distribuito in tutte le zone
- Implementazione di test settimanali di decadimento della pressione fuori orario
- Installazione di misuratori di portata sulle linee di distribuzione principali
- Creazione di un sistema di documentazione digitaleProgramma di riparazione sistematica
- Riparazioni prioritarie in base al volume delle perdite
- Implementazione di procedure di riparazione standardizzate
- Creazione di un programma di riparazione settimanale
- Risultati tracciati e verificati
I risultati sono stati notevoli:
| Metrico | Prima del programma | Dopo 3 mesi | Dopo 6 mesi |
|---|---|---|---|
| Consumo totale di aria | 1.250 CFM | 980 CFM | 840 CFM |
| Consumi non produttivi | 480 CFM | 210 CFM | 70 CFM |
| Percentuale di perdita | 38% | 21% | 8% |
| Costo mensile dell'energia | $21,600 | $16,900 | $14,500 |
| Risparmio annuale | – | $56,400 | $85,200 |
L'intuizione chiave è stata quella di riconoscere che il rilevamento delle perdite deve essere un programma continuo piuttosto che un evento unico. Grazie all'implementazione di procedure sistematiche e alla creazione di una responsabilità per i risultati, la struttura è stata in grado di raggiungere e mantenere prestazioni eccezionali. Il programma ha garantito un ROI completo in soli 2,7 mesi, con un investimento minimo di capitale oltre alle apparecchiature di rilevamento.
Quale modello di inventario dei ricambi ridurrà al minimo i costi di fermo macchina?
L'ottimizzazione delle scorte di ricambi per i cilindri senza stelo rappresenta uno degli aspetti più impegnativi della gestione di un sistema pneumatico, che richiede un attento bilanciamento tra i costi di magazzino e il rischio di fermo macchina.
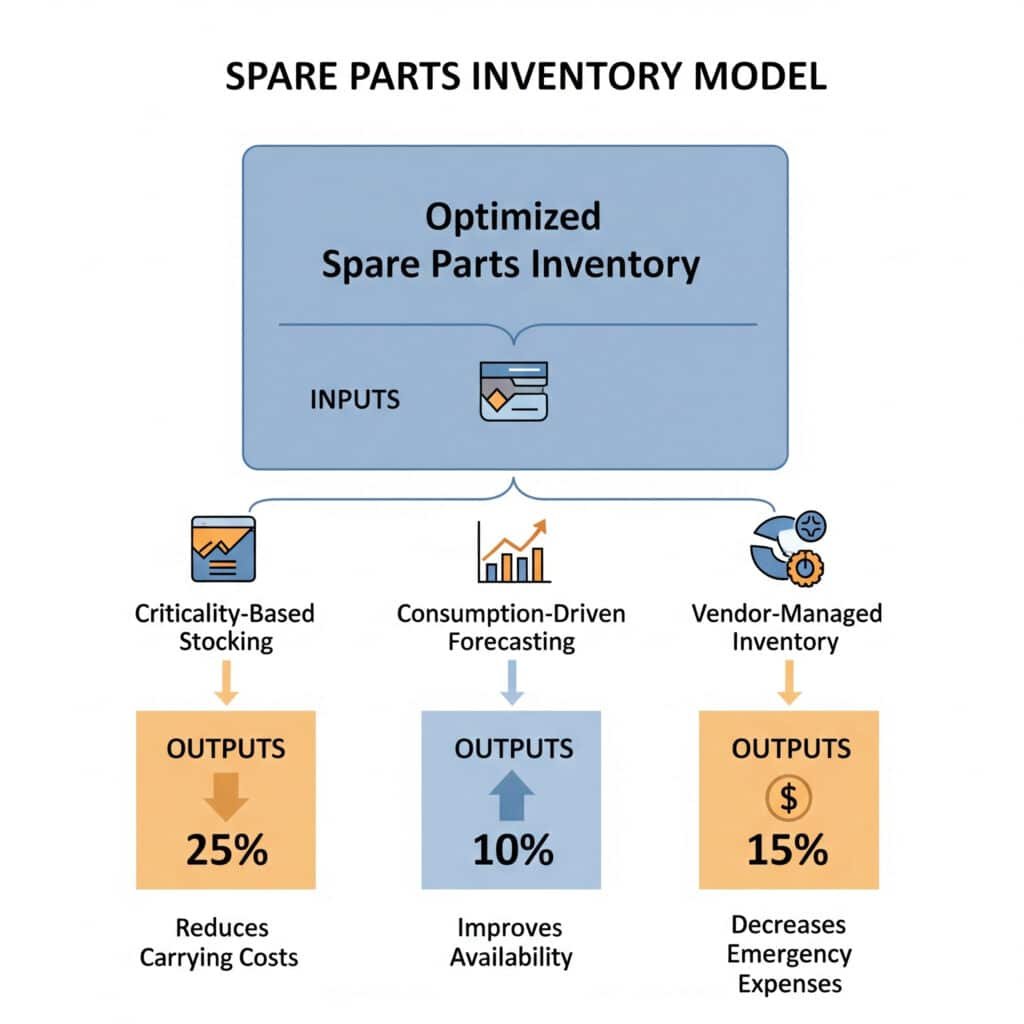
Un'efficace ottimizzazione dell'inventario dei pezzi di ricambio combina la gestione delle scorte in base alla criticità, la previsione dei consumi e gli approcci gestiti dai fornitori, riducendo in genere i costi di gestione delle scorte di 25-40% e migliorando la disponibilità dei pezzi di 15-25% e riducendo le spese di approvvigionamento di emergenza di 60-80%.
Avendo sviluppato strategie di inventario per i sistemi pneumatici in diversi settori, ho scoperto che la maggior parte delle organizzazioni fatica a trovare il giusto equilibrio tra l'eccesso di scorte e il rischio di fermi macchina. La chiave è l'implementazione di un modello basato sui dati che allinei i livelli di inventario con i rischi effettivi e i modelli di consumo.
Struttura completa per l'ottimizzazione dell'inventario
Un modello efficace di inventario dei ricambi comprende questi componenti essenziali:
1. Sistema di classificazione basato sulla criticità4
La classificazione strategica dei pezzi guida le decisioni di stoccaggio appropriate:
Valutazione della criticità dei componenti
- Valutazione dell'impatto della produzione
- Analisi della ridondanza
- Valutazione delle conseguenze del fallimento
- Requisiti dei tempi di recuperoSviluppo della matrice di classificazione
- Creazione di un sistema di classificazione a più fattori
- Definizione della politica di inventario per classe
- Definizione degli obiettivi di livello di servizio
- Implementazione delle frequenze di revisioneAllineamento della strategia di stoccaggio
- Corrispondenza tra livelli di inventario e criticità
- Stabilire le scorte di sicurezza per classe
- Definizione delle soglie di accelerazione
- Creazione di procedure di escalation
2. Modello di previsione basato sui consumi
Le previsioni basate sui dati migliorano l'accuratezza delle scorte:
Analisi del modello di consumo
- Valutazione dell'utilizzo storico
- Identificazione delle tendenze
- Valutazione della stagionalità
- Correlazione con la produzioneSviluppo del modello predittivo
- Metodi di previsione statistica
- Modelli di consumo basati sull'affidabilità
- Integrazione del programma di manutenzione
- Allineamento del piano di produzioneMeccanismi di regolazione dinamica
- Monitoraggio dell'accuratezza delle previsioni
- Adeguamento in base alle eccezioni
- Affinamento continuo del modello
- Gestione degli outlier
3. Inventario gestito dal fornitore5 Integrazione
Le partnership strategiche con i fornitori ottimizzano la gestione delle scorte:
Sviluppo di partnership con i fornitori
- Identificazione dei fornitori in grado di gestire il VMI
- Stabilire le aspettative di prestazione
- Sviluppo di protocolli di condivisione delle informazioni
- Creare modelli di mutuo beneficioImplementazione del programma di consegna
- Determinazione dei candidati alla spedizione
- Stabilire i confini della proprietà
- Sviluppo di rapporti sull'utilizzo
- Creazione di trigger di pagamentoSistema di gestione delle prestazioni
- Definizione di un quadro di KPI
- Attuazione di revisioni periodiche
- Creare meccanismi di miglioramento continuo
- Sviluppo di procedure di risoluzione dei problemi
Metodologia di implementazione
Per implementare un'efficace ottimizzazione delle scorte, seguite questo approccio strutturato:
Fase 1: Valutazione dello stato attuale
Iniziare con una comprensione completa dell'inventario esistente:
Analisi dell'inventario
- Catalogo dell'inventario corrente
- Cronologia di utilizzo dei documenti
- Analizzare i tassi di turnover
- Identificare gli articoli in eccesso e obsoletiValutazione della criticità
- Valutare l'importanza dei componenti
- Documentare gli impatti dei guasti
- Valutare i tempi di consegna
- Determinare i requisiti di recuperoAnalisi della struttura dei costi
- Calcolo dei costi di gestione
- Documentare le spese per gli acquisti di emergenza
- Quantificare i costi dei tempi di inattività
- Stabilire le metriche di base
Fase 2: Sviluppo e implementazione del modello
Creare e implementare il modello di ottimizzazione:
Implementazione del sistema di classificazione
- Sviluppare criteri di classificazione
- Assegnare i pezzi alle categorie appropriate
- Stabilire le politiche di inventario per classe
- Creare procedure di gestioneSviluppo del sistema di previsione
- Selezionare metodi di previsione appropriati
- Implementare le procedure di raccolta dei dati
- Sviluppare modelli di previsione
- Creare processi di revisione e adeguamentoIntegrazione dei fornitori
- Identificare i partner fornitori strategici
- Sviluppare accordi VMI
- Implementare la condivisione delle informazioni
- Stabilire le metriche di prestazione
Fase 3: Monitoraggio e miglioramento continuo
Garantire un'ottimizzazione continua:
Monitoraggio delle prestazioni
- Monitorare gli indicatori chiave di prestazione
- Tracciare i livelli di servizio
- Documentare i miglioramenti dei costi
- Analizzare gli eventi di eccezioneProcesso di revisione periodica
- Implementare le revisioni programmate
- Adattare la classificazione in base alle esigenze
- Affinare i modelli di previsione
- Ottimizzare le prestazioni dei fornitoriMiglioramento continuo
- Identificare le opportunità di miglioramento
- Implementare i miglioramenti dei processi
- Documentare le migliori pratiche
- Condividere storie di successo
Applicazione nel mondo reale: Impianto di produzione
Uno dei miei progetti di ottimizzazione delle scorte di maggior successo è stato realizzato per un impianto di produzione con sistemi pneumatici estesi. Le loro sfide comprendevano:
- Costi di magazzino eccessivi
- Frequenti scorte di componenti critici
- Spese elevate per l'approvvigionamento di emergenza
- Spazio di archiviazione limitato
Abbiamo implementato un approccio di ottimizzazione completo:
Classificazione basata sulla criticità
- Valutati 840 componenti pneumatici
- Creato un sistema di classificazione a quattro livelli
- Obiettivi di livello di servizio stabiliti per classe
- Sviluppo di politiche di stoccaggio per ogni categoriaPrevisioni basate sui consumi
- Analizzati 24 mesi di cronologia di utilizzo
- Sviluppo di modelli statistici di previsione
- Programmi di manutenzione integrati
- Implementato il reporting delle eccezioniSviluppo di partnership con i fornitori
- Stabilito un programma VMI con i principali fornitori
- Implementazione della spedizione per gli articoli di alto valore
- Creazione di rapporti settimanali sull'utilizzo
- Sviluppo di metriche di performance
I risultati hanno trasformato la gestione delle scorte:
| Metrico | Prima dell'ottimizzazione | Dopo l'ottimizzazione | Miglioramento |
|---|---|---|---|
| Valore dell'inventario | $387,000 | $241,000 | Riduzione 38% |
| Livello di servizio | 92.3% | 98.7% | 6.4% miglioramento |
| Ordini di emergenza | 47 all'anno | 8 all'anno | Riduzione 83% |
| Costo annuale di trasporto | $96,750 | $60,250 | $36.500 risparmi |
| Tempi di inattività dovuti ai ricambi | 87 ore/anno | 12 ore/anno | Riduzione 86% |
L'intuizione chiave è stata quella di riconoscere che non tutti i pezzi meritano lo stesso approccio all'inventario. Implementando una strategia a più livelli basata sull'effettiva criticità e sui modelli di consumo, l'impianto è stato in grado di ridurre contemporaneamente i costi di inventario e migliorare la disponibilità dei pezzi. L'ottimizzazione ha consentito di ottenere un ROI completo in soli 5,2 mesi, soprattutto grazie alla riduzione dei costi di trasporto e dei tempi di inattività.
Conclusione
Il miglioramento strategico del ROI per i sistemi di cilindri senza stelo attraverso l'ottimizzazione della sinergia tra più cilindri, il rilevamento sistematico delle perdite d'aria e la modellazione dell'inventario dei pezzi di ricambio basata sui dati offre notevoli vantaggi finanziari, migliorando al contempo le prestazioni e l'affidabilità del sistema. Questi approcci generano in genere periodi di ammortamento misurati in mesi piuttosto che in anni, rendendoli ideali anche in ambienti con budget limitati.
Il dato più importante che emerge dalla mia esperienza nell'implementazione di queste strategie in diversi settori è che spesso è possibile ottenere miglioramenti significativi con un investimento minimo di capitale. Concentrandosi sull'ottimizzazione dei sistemi esistenti piuttosto che sulla loro sostituzione totale, le organizzazioni possono ottenere un notevole ROI, costruendo al contempo capacità interne in grado di fornire vantaggi continui.
Domande frequenti sull'aumento del ROI per i cilindri senza stelo
Qual è la tempistica tipica del ROI per i progetti di ottimizzazione multicilindrica?
La maggior parte dei progetti di ottimizzazione dei multicilindri garantisce un ROI di 3-8 mesi grazie alla riduzione del consumo energetico, al miglioramento della produttività e alla diminuzione dei costi di manutenzione.
Quanta aria compressa si perde in genere a causa di perdite nei sistemi industriali?
I sistemi pneumatici industriali perdono in genere 20-35% di aria compressa a causa di perdite, che rappresentano migliaia di dollari di energia sprecata ogni anno.
Qual è l'errore più grande che le aziende commettono con le scorte di ricambi?
La maggior parte delle aziende ha un eccesso di scorte di componenti non critici o un eccesso di scorte di componenti critici, non riuscendo ad allineare la strategia di inventario ai rischi effettivi e ai modelli di utilizzo.
Con quale frequenza deve essere eseguito il rilevamento delle perdite d'aria?
Implementare ispezioni trimestrali a ultrasuoni, test mensili di decadimento della pressione e monitoraggio continuo del flusso per una gestione ottimale delle perdite e un risparmio duraturo.
Qual è il primo passo per implementare l'ottimizzazione della sinergia tra più cilindri?
Iniziate con una mappatura completa del sistema e un'analisi della sequenza di movimento per identificare le interdipendenze e le opportunità di ottimizzazione prima di apportare qualsiasi modifica.
-
Fornisce una chiara definizione di ritorno sull'investimento (ROI), una metrica di performance chiave utilizzata per valutare la redditività di un investimento, e spiega come calcolarlo. ↩
-
Spiega il principio di un sistema a cascata di pressione, una tecnica di risparmio energetico in cui l'aria di scarico di un'applicazione ad alta pressione viene utilizzata per alimentare un'applicazione separata a bassa pressione. ↩
-
Descrive la tecnologia alla base del rilevamento delle perdite a ultrasuoni, dove sensori specializzati rilevano il suono ad alta frequenza prodotto dal flusso turbolento del gas, consentendo di localizzare rapidamente e con precisione le perdite. ↩
-
Illustra il concetto di analisi ABC, un metodo di categorizzazione dell'inventario che classifica gli articoli in categorie A, B e C in base al loro valore e alla loro importanza per determinare il livello appropriato di gestione e controllo. ↩
-
Offre una spiegazione del Vendor-Managed Inventory (VMI), una strategia di supply chain in cui il fornitore si assume la piena responsabilità di mantenere un inventario concordato dei propri materiali presso la sede dell'acquirente. ↩
