

Introduzione
Gli ambienti minerari distruggono le aste dei cilindri standard in pochi mesi, non in anni. 🪨 Polvere abrasiva, particelle di roccia e contaminanti minerali agiscono come carta vetrata ad ogni colpo, rigando cromatura1 e causando guasti catastrofici alle guarnizioni. Quando le vostre attrezzature operano in condizioni così difficili, i trattamenti superficiali convenzionali semplicemente non sono sufficienti.
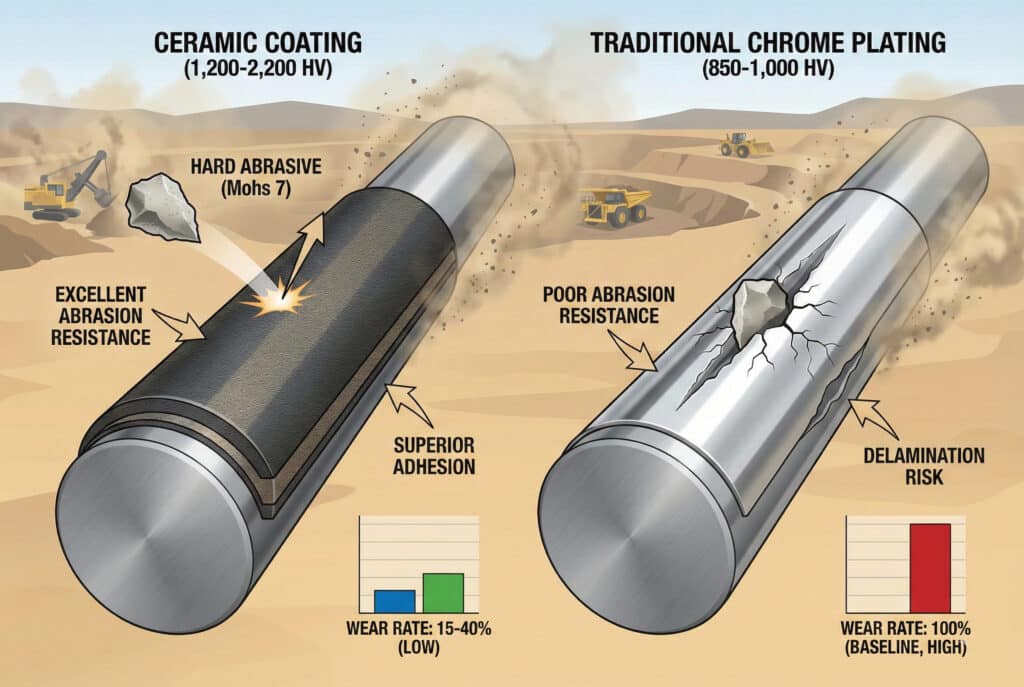
I rivestimenti ceramici per le aste dei cilindri offrono un grado di durezza compreso tra 1.200 e 2.200 HV (rispetto agli 850-1.000 HV del cromo duro), creando una barriera ultra resistente all'usura che prolunga la durata delle aste di 300-500% nelle applicazioni minerarie abrasive. Questi rivestimenti, che includono carburo di cromo, carburo di tungsteno e ossido di alluminio, vengono applicati tramite spruzzatura termica2 o PVD3 processi con spessore compreso tra 25 e 150 micron, offrendo una resistenza alle particelle superiore e mantenendo al contempo la finitura superficiale liscia necessaria per una tenuta efficace nei cilindri pneumatici.
Nell'ultimo trimestre ho lavorato con Steven, un ingegnere addetto alla manutenzione presso un'azienda mineraria di rame in Arizona. Il suo impianto sostituiva le aste dei cilindri cromate ogni 4-6 mesi a causa della polvere abrasiva del minerale di rame. Ogni sostituzione comportava 8-12 ore di fermo dei sistemi di posizionamento dei trasportatori critici, con un costo di $15.000-20.000 per ogni incidente. Abbiamo fornito cilindri senza stelo Bepto con rivestimenti in ceramica al carburo di tungsteno sulle aste di guida. Dopo 18 mesi di funzionamento continuo nelle stesse condizioni estreme, le sue aste mostrano un'usura minima: abbiamo esteso il suo ciclo di sostituzione da 6 mesi a circa 3+ anni, con un risparmio di oltre $120.000.
Indice dei contenuti
- Cosa rende i rivestimenti ceramici superiori per le applicazioni minerarie?
- Quali tipi di rivestimento ceramico funzionano meglio per le bielle?
- Qual è il costo totale delle canne con rivestimento in ceramica rispetto a quelle cromate?
- Quali sono gli aspetti critici relativi all'installazione e alla manutenzione?
Cosa rende i rivestimenti ceramici superiori per le applicazioni minerarie?
Gli ambienti minerari sono il banco di prova definitivo per la resistenza dei materiali. ⛏️
I rivestimenti ceramici superano la tradizionale cromatura nelle applicazioni minerarie perché la loro struttura cristallina offre una durezza 2-3 volte superiore (1.200-2.200 HV contro 850-1.000 HV), una resistenza all'abrasione superiore contro le particelle minerali e una migliore forza di adesione che impedisce la delaminazione del rivestimento sotto carichi d'urto. La matrice ceramica densa resiste all'incrostazione delle particelle e crea una superficie autolubrificante che riduce l'attrito del 30-40%, prolungando la durata sia dell'asta che della guarnizione e mantenendo la stabilità dimensionale a temperature comprese tra -40 °C e +500 °C.
Il vantaggio della resistenza all'abrasione
Le operazioni minerarie espongono le aste dei cilindri ad alcuni dei materiali più abrasivi esistenti sulla terra:
| Materiale abrasivo | Durezza Mohs | Tasso di usura della cromatura | Tasso di usura del rivestimento ceramico |
|---|---|---|---|
| Polvere di silice (sabbia) | 7 | 100% (linea di base) | 15-25% |
| Minerali di ferro | 5-6 | 100% | 20-30% |
| Minerale di rame | 3-4 | 100% | 25-35% |
| Polvere di carbone | 2-3 | 100% | 30-40% |
| Calcare | 3-4 | 100% | 25-35% |
Il vantaggio in termini di durezza è notevole. La cromatura a 850-1.000 HV è più dura dell'acciaio ma più morbida della maggior parte delle particelle minerali. I rivestimenti ceramici a 1.200-2.200 HV superano la durezza della maggior parte dei contaminanti abrasivi, impedendo la penetrazione delle particelle.
Resistenza agli urti e agli shock
Le attrezzature minerarie sono soggette a vibrazioni costanti, carichi d'urto e impatti. La cromatura tradizionale può creparsi o scheggiarsi in queste condizioni, creando punti di inizio per un'usura accelerata. I rivestimenti ceramici, se applicati correttamente con strati di adesione adeguati, distribuiscono l'energia d'urto in modo più efficace.
Rivestimenti ceramici a spruzzo termico creano un legame meccanico attraverso l'irruvidimento della superficie e l'interblocco delle particelle, garantendo un'adesione eccellente anche in caso di carichi d'urto. La struttura a strati del rivestimento assorbe l'energia d'urto senza delaminazione catastrofica.
Stabilità della temperatura
Le operazioni minerarie sotterranee possono essere soggette a variazioni di temperatura estreme, da condizioni di gelo in superficie a 40-50 °C nel sottosuolo. L'estrazione mineraria in superficie nelle regioni desertiche registra temperature diurne superiori ai 50 °C. I rivestimenti ceramici mantengono le loro proprietà su tutto questo intervallo, mentre la cromatura può sviluppare crepe da stress termico a causa dei ripetuti cicli.
Quali tipi di rivestimento ceramico funzionano meglio per le bielle?
Non tutti i rivestimenti ceramici sono uguali per le applicazioni pneumatiche. 🔬
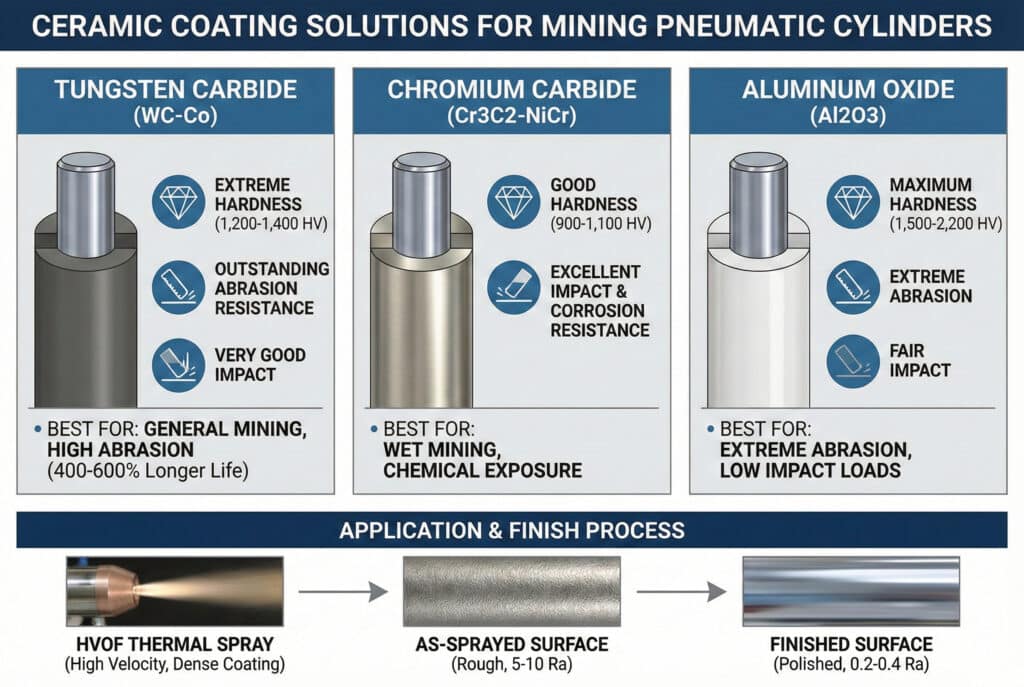
I rivestimenti in carburo di tungsteno (WC-Co) offrono il miglior equilibrio tra estrema durezza (1.200-1.400 HV), resistenza e finitura superficiale per le aste dei cilindri da miniera, garantendo una durata superiore del 400-600% rispetto al cromo in ambienti ricchi di silice. Il carburo di cromo (Cr3C2-NiCr) offre un'eccellente resistenza alla corrosione con una buona durezza (900-1.100 HV), ideale per le operazioni minerarie in ambiente umido. L'ossido di alluminio (Al2O3) offre la massima durezza (1.500-2.200 HV), ma richiede un'applicazione accurata per evitare la fragilità, rendendolo adatto all'abrasione estrema con carichi d'urto minimi.
Confronto tra rivestimenti per l'industria mineraria
| Tipo di rivestimento | Durezza (HV) | Resistenza all'abrasione | Resistenza agli urti | Resistenza alla corrosione | Migliore applicazione mineraria |
|---|---|---|---|---|---|
| Cromo duro (linea di base) | 850-1,000 | Fiera | Buono | Eccellente | Pulito, solo per interni |
| Carburo di tungsteno (WC-Co) | 1,200-1,400 | Eccezionale | Molto buono | Buono | Estrazione mineraria generale, elevata abrasione |
| Carburo di cromo (Cr3C2) | 900-1,100 | Eccellente | Eccellente | Eccezionale | Estrazione a umido, esposizione a sostanze chimiche |
| Ossido di alluminio (Al2O3) | 1,500-2,200 | Estremo | Fiera | Eccellente | Abrasione estrema, basso impatto |
| Nitruro di titanio (TiN) | 2,000-2,400 | Molto buono | Fiera | Buono | Applicazioni di precisione, carichi inferiori |
L'importanza del processo di candidatura
Spruzzatura termica con combustibile ad alta velocità (HVOF): Il gold standard per i rivestimenti in carburo di tungsteno e carburo di cromo. L'HVOF produce rivestimenti estremamente densi e ben aderenti con porosità minima. La velocità delle particelle supera i 600 m/s, creando un'adesione e una densità di rivestimento superiori.
Spruzzo al plasma: Utilizzato per l'ossido di alluminio e alcuni rivestimenti in carburo. Costo inferiore rispetto all'HVOF, ma leggermente più poroso. Offre comunque prestazioni eccellenti nella maggior parte delle applicazioni minerarie.
PVD (deposizione fisica da vapore): Crea rivestimenti estremamente sottili (2-5 micron) e ultra resistenti come il nitruro di titanio. Limitato ad applicazioni a bassa abrasione a causa dello spessore ridotto del rivestimento, ma offre una finitura superficiale eccezionale.
Noi di Bepto collaboriamo con ISO 90014 impianti di rivestimento certificati specializzati nell'applicazione di carburo di tungsteno HVOF. I nostri cilindri senza stelo standard per uso minerario sono dotati di rivestimenti in WC-Co da 75-100 micron applicati su substrati sabbiati e sottoposti a trattamento di distensione per garantire la massima adesione e durata.
Requisiti di finitura della superficie
I rivestimenti ceramici spruzzati hanno superfici ruvide (5-10 Ra) non adatte alle guarnizioni pneumatiche. È essenziale procedere alla levigatura e alla lucidatura post-rivestimento fino a 0,2-0,4 Ra. Questo processo di finitura rimuove i picchi superficiali mantenendo la matrice ceramica dura, creando una superficie di tenuta liscia che non danneggia le guarnizioni e conserva la resistenza all'abrasione.
Qual è il costo totale delle canne con rivestimento in ceramica rispetto a quelle cromate?
Il prezzo iniziale racconta solo una parte della storia nelle applicazioni minerarie. 💰
Le aste dei cilindri con rivestimento ceramico costano inizialmente 80-150% in più rispetto alle alternative cromate (300-600TP4T contro 150-250TP4T per le dimensioni tipiche dei cilindri utilizzati nell'industria mineraria), ma garantiscono una durata maggiore di 300-500% in ambienti abrasivi, riducendo il costo totale di proprietà del 40-60% in 5 anni se si considerano i costi di sostituzione dei pezzi, manodopera e tempi di fermo. Per le operazioni in cui il guasto di un cilindro causa una perdita di produzione di $10.000-50.000 per incidente, il periodo di ritorno sull'investimento è in genere di 6-12 mesi.
Analisi dei costi reali
Scenario: Sistema di posizionamento del nastro trasportatore per l'estrazione del carbone
| Fattore di costo | Cromato (5 anni) | Rivestimento ceramico (5 anni) | Risparmio |
|---|---|---|---|
| Costo iniziale dell'asta | $220 | $450 | -$230 |
| Sostituzioni (9x contro 2x) | $1,980 | $450 | +$1,530 |
| Manodopera (11x @ $500) | $5,500 | $1,500 | +$4,000 |
| Tempo di inattività (11x @ $12.000) | $132,000 | $36,000 | +$96,000 |
| Sostituzione delle guarnizioni (usura extra) | $880 | $320 | +$560 |
| Costo totale a 5 anni | $140,580 | $38,720 | $101,860 |
Questa analisi si basa sui dati reali forniti da un cliente della Virginia Occidentale che opera in condizioni di elevata presenza di polveri di carbone siliceo.
La proposta di valore di Bepto
In qualità di fornitore alternativo diretto OEM, offriamo cilindri senza stelo con rivestimento ceramico a un prezzo inferiore di 25-35% rispetto ai principali marchi. Il nostro pacchetto di rivestimento in carburo di tungsteno aggiunge circa $180-280 a un cilindro standard, rispetto a $400-600 addebitati dai marchi OEM premium per una protezione equivalente.
Recentemente ho lavorato con Patricia, responsabile degli acquisti per un produttore di attrezzature minerarie in Nevada. Stava specificando i cilindri per le attrezzature di estrazione dell'oro destinate alle operazioni in Perù e Cile, ambienti estremamente abrasivi e ad alta quota. Il suo fornitore OEM ha quotato $2.800 per cilindro senza stelo con rivestimento ceramico con un tempo di consegna di 16 settimane.
Abbiamo fornito cilindri Bepto dimensionalmente compatibili con rivestimenti in carburo di tungsteno HVOF per $1.850 ciascuno, consegnati in 4 settimane. La sua azienda ha ora standardizzato Bepto per tutte le applicazioni minerarie, risparmiando 30-35% sui costi dei componenti e migliorando l'affidabilità delle consegne.
Quando i rivestimenti ceramici hanno senso
Applicazioni di alto valore:
- Tempo di inattività delle attrezzature >$5.000 all'ora
- Ciclo di sostituzione <12 mesi con cromo
- Esposizione ad alta concentrazione di silice o polveri minerali
- Luoghi remoti con accesso difficile
Applicazioni marginali:
- Attrezzature a basso ciclo (<50.000 cicli/anno)
- Ambienti puliti o moderatamente polverosi
- Facile accesso per la manutenzione
- Progetti con vincoli di budget
Aiutiamo i clienti a prendere decisioni informate basate sulle condizioni operative effettive e sull'analisi dei costi totali, senza limitarci a vendere rivestimenti premium per ogni applicazione.
Quali sono gli aspetti critici relativi all'installazione e alla manutenzione?
I rivestimenti ceramici richiedono una manipolazione specifica per massimizzare le prestazioni. 🔧
Le aste rivestite in ceramica richiedono pratiche di installazione accurate, tra cui evitare danni da impatto durante il montaggio, utilizzare materiali di tenuta adeguati (poliuretano o PTFE riempito anziché NBR standard), mantenere una lubrificazione adeguata con grassi a basso attrito e implementare efficaci cappucci o raschiatori per evitare l'accumulo di particelle. Le ispezioni regolari dovrebbero concentrarsi sull'integrità del rivestimento piuttosto che sulla profondità dell'usura, poiché anche un danno minimo al rivestimento può accelerare l'usura localizzata. Un corretto stoccaggio in guaine protettive previene i danni da manipolazione prima dell'installazione.

Migliori pratiche di installazione
Maneggiare con cura: I rivestimenti ceramici, sebbene estremamente resistenti, possono scheggiarsi o rompersi se colpiti con utensili metallici. Utilizzare utensili rivestiti in plastica o gomma durante l'installazione. Non fissare mai direttamente sulle superfici rivestite: utilizzare manicotti protettivi.
Compatibilità delle guarnizioni: Le guarnizioni NBR standard potrebbero non garantire prestazioni ottimali con i rivestimenti ceramici. Si consiglia:
- Guarnizioni in poliuretano: Migliore resistenza all'usura e compatibilità
- PTFE riempito: Ottimo per applicazioni ad alta temperatura
- HNBR (NBR idrogenato): Buon equilibrio delle proprietà
Lubrificazione adeguata: Sebbene i rivestimenti ceramici riducano l'attrito, la lubrificazione iniziale è fondamentale. Utilizzare grassi a base di bisolfuro di molibdeno o PTFE che non attraggono particelle abrasive.
Manutenzione e ispezione
Protocollo di ispezione visiva:
- Mensile: controllare la presenza di danni visibili al rivestimento, scheggiature o delaminazioni.
- Trimestrale: misurare i tassi di usura delle guarnizioni come indicatore delle condizioni dell'asta
- Annualmente: ispezione dettagliata con ingrandimento per individuare microfessurazioni
Procedure di pulizia: Utilizzare spazzole morbide e aria compressa, evitando l'uso di spazzole metalliche o spugne abrasive che potrebbero danneggiare il rivestimento. Evitare getti d'acqua ad alta pressione direttamente sulla superficie rivestita.
Protezione dell'ambiente
Anche le canne con rivestimento ceramico beneficiano della protezione ambientale:
Stivali con gambale rigidoGli stivali a fisarmonica impediscono il contatto delle particelle con la superficie dell'asta, prolungando la durata del rivestimento ceramico di 2-3 volte.
Tergicristalli: Le spazzole in poliuretano ad alta efficienza rimuovono le particelle prima che entrino in contatto con le guarnizioni, proteggendo sia il rivestimento che le superfici delle guarnizioni.
Filtrazione dell'aria: Filtrazione adeguata dell'aria compressa (ISO 8573-15 Classe 6 o superiore per le particelle) previene la contaminazione interna che può danneggiare le guarnizioni dall'interno.
Noi di Bepto forniamo pacchetti completi per la protezione ambientale progettati specificamente per applicazioni minerarie, tra cui guaine per aste per impieghi gravosi, gruppi tergicristalli doppi e hardware di montaggio resistente a urti e vibrazioni.
Conclusione
I rivestimenti ceramici trasformano le aste dei cilindri da componenti consumabili a beni durevoli nelle applicazioni minerarie, garantendo una drastica riduzione della frequenza di sostituzione, dei costi di manutenzione e dei tempi di fermo non programmati grazie alla loro eccellente resistenza all'abrasione e durata. 🏆
Domande frequenti sui rivestimenti ceramici per cilindri minerari
D: È possibile applicare rivestimenti ceramici su aste cromate esistenti come aggiornamento?
Sì, ma prima è necessario rimuovere completamente il cromo mediante molatura o sverniciatura chimica per raggiungere il substrato di acciaio di base. L'asta viene quindi sabbiata per creare il profilo superficiale necessario per l'adesione del rivestimento ceramico, rivestita e rifinita con molatura. Questo intervento di ricondizionamento costa 60-70% rispetto a un'asta nuova con rivestimento ceramico ed è economico per aste di grande diametro o personalizzate, anche se in genere consigliamo la sostituzione per le dimensioni standard.
D: Cosa succede se il rivestimento ceramico viene danneggiato o scheggiato durante il funzionamento?
Le scheggiature superficiali minori (diametro inferiore a 2 mm) in genere non si propagano se lo strato di adesione rimane intatto: la ceramica circostante continua a proteggere il substrato. Tuttavia, i danni che espongono l'acciaio di base creano un punto di usura localizzato che può accelerare. Le barre danneggiate devono essere sostituite alla successiva manutenzione programmata, piuttosto che attendere un guasto catastrofico. Per questo motivo raccomandiamo ispezioni trimestrali in ambienti minerari difficili.
D: I rivestimenti ceramici richiedono procedure di rodaggio speciali?
Sì, le aste rivestite in ceramica beneficiano di un periodo di rodaggio di 50-100 cicli a velocità ridotta (50-60% rispetto al normale) e pressione ridotta (70-80% rispetto alla pressione di esercizio) con una lubrificazione adeguata. Ciò consente alle guarnizioni di adattarsi alla superficie del rivestimento e di creare un film lubrificante iniziale. Saltare il rodaggio può causare un'usura prematura delle guarnizioni durante le prime ore di funzionamento.
D: Come si comportano i rivestimenti ceramici nelle applicazioni minerarie umide con esposizione all'acqua?
I rivestimenti ceramici eccellono in condizioni di umidità: i rivestimenti in carburo di cromo e carburo di tungsteno sono altamente resistenti alla corrosione e non subiscono la corrosione subsuperficiale che può sollevare la cromatura. Tuttavia, l'acqua può trasportare particelle abrasive in modo più efficace rispetto alla polvere secca, quindi la sigillatura ambientale (coperture per aste, tergicristalli efficaci) diventa ancora più critica. Abbiamo riscontrato prestazioni eccellenti nelle applicazioni minerarie in condizioni di umidità con una progettazione adeguata del sistema.
D: Le aste rivestite in ceramica possono essere riparate o rivestite nuovamente dopo l'usura?
Le aste rivestite in ceramica possono essere sverniciate e rivestite nuovamente, anche se ogni ciclo rimuove 0,1-0,2 mm di materiale di base attraverso la preparazione della superficie. Le aste possono essere rivestite nuovamente 2-3 volte prima che le tolleranze dimensionali siano compromesse. Il rivestimento costa il 50-60% del costo di una nuova asta. Bepto offre servizi di ricondizionamento delle aste per applicazioni personalizzate o di alto valore, anche se la sostituzione è spesso più economica per le dimensioni standard dei cilindri.
-
Scopri le proprietà e le applicazioni tradizionali della cromatura dura nei macchinari industriali. ↩
-
Esplora le varie tecniche di spruzzatura termica utilizzate per applicare rivestimenti protettivi ad alte prestazioni. ↩
-
Comprendere il processo di deposizione fisica da vapore (PVD) e il suo ruolo nella creazione di strati ultrasottili e resistenti. ↩
-
Scopri gli standard internazionali per i sistemi di gestione della qualità che garantiscono una qualità costante dei prodotti e dei servizi. ↩
-
Esamina gli standard internazionali relativi alla purezza dell'aria compressa, che definiscono i limiti di contaminazione per i sistemi industriali. ↩
