

Ogni ingegnere della sicurezza con cui mi consulto affronta la stessa sfida: i sistemi di sicurezza pneumatici standard spesso non riescono a fornire una protezione adeguata nelle applicazioni ad alto rischio. È probabile che abbiate sperimentato l'ansia dei quasi incidenti, la frustrazione dei ritardi di produzione dovuti a inciampi fastidiosi o, peggio ancora, la devastazione di un vero e proprio incidente di sicurezza, nonostante la presenza di sistemi "conformi". Queste carenze rendono i lavoratori vulnerabili e le aziende esposte a notevoli responsabilità.
Il sistema di sicurezza pneumatico più efficace combina una risposta rapida alle emergenze con un'elevata qualità di vita. valvole di arresto (sotto i 50ms), progettato correttamente Classificato SIL1 circuiti di sicurezza con ridondanza e meccanismi di chiusura a doppia pressione convalidati. Questo approccio completo riduce in genere il rischio di lesioni gravi del 96-99% rispetto ai sistemi di base incentrati sulla conformità.
Il mese scorso ho lavorato con uno stabilimento di produzione dell'Ontario che aveva subito un grave infortunio quando il sistema di sicurezza pneumatico standard non era riuscito a impedire un movimento imprevisto durante la manutenzione. Dopo aver implementato il nostro approccio completo alla sicurezza, non solo hanno eliminato gli incidenti di sicurezza, ma hanno anche aumentato la produttività di 14% grazie alla riduzione dei tempi di inattività dovuti a spostamenti fastidiosi e al miglioramento delle procedure di accesso per la manutenzione.
Indice dei contenuti
- Standard del tempo di risposta della valvola di arresto di emergenza
- Specifiche di progettazione dei circuiti di sicurezza di livello SIL
- Processo di convalida del meccanismo di bloccaggio a doppia pressione
- Conclusione
- Domande frequenti sui sistemi di sicurezza pneumatici
Qual è il tempo di risposta di cui hanno bisogno le valvole di arresto di emergenza per prevenire gli infortuni?
Molti ingegneri della sicurezza scelgono le valvole di arresto di emergenza basandosi principalmente sulla capacità di flusso e sul costo, trascurando il fattore critico del tempo di risposta. Questa dimenticanza può avere conseguenze catastrofiche quando i millisecondi fanno la differenza tra un quasi incidente e un infortunio grave.
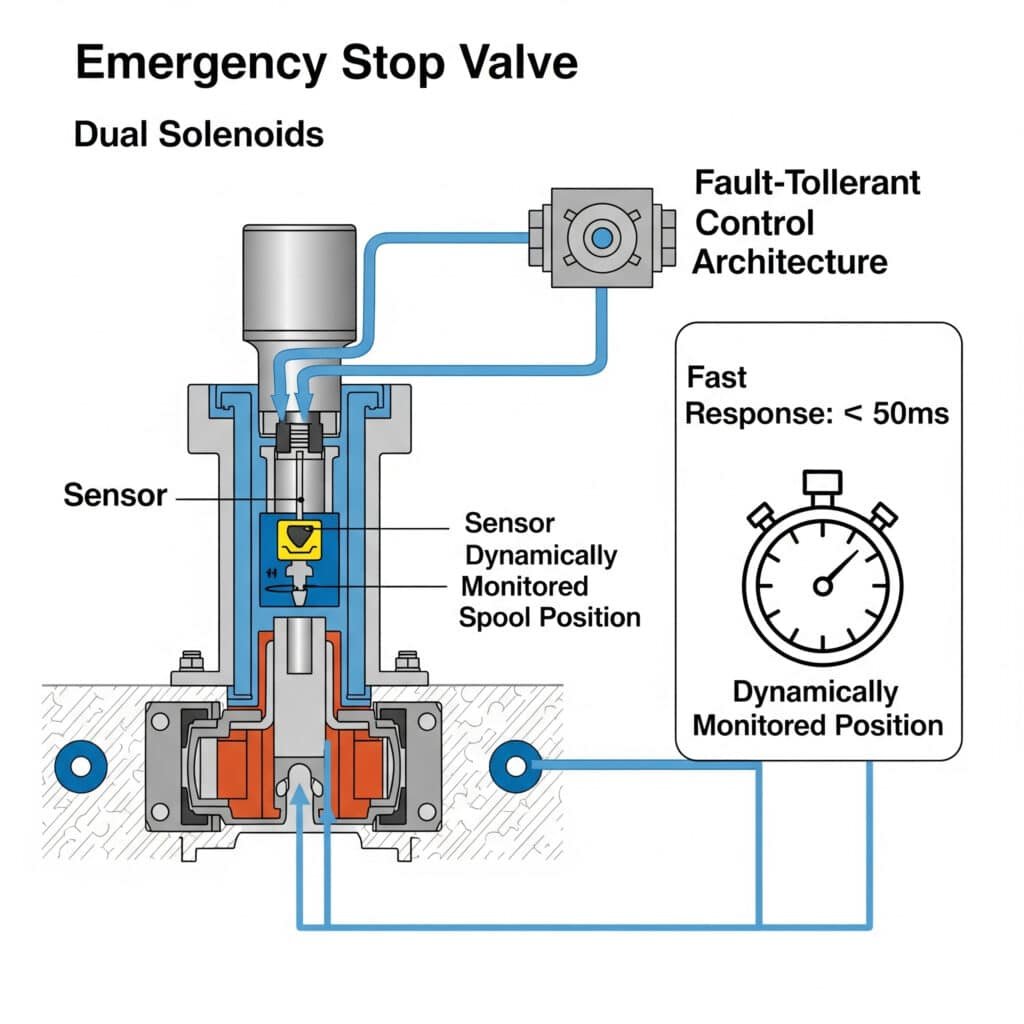
Le valvole di arresto di emergenza efficaci per i sistemi pneumatici devono raggiungere la chiusura completa entro 15-50 ms, a seconda del livello di rischio dell'applicazione, mantenere prestazioni costanti per tutta la loro durata e includere funzionalità di monitoraggio per rilevare il degrado. I progetti più affidabili incorporano doppi solenoidi con posizioni del cursore monitorate dinamicamente e un'architettura di controllo a tolleranza di errore.
Standard di tempo di risposta completo per le valvole di arresto di emergenza
Dopo aver analizzato centinaia di incidenti legati alla sicurezza pneumatica e aver condotto test approfonditi, ho sviluppato questi standard di tempo di risposta specifici per le applicazioni:
| Categoria di rischio | Tempo di risposta richiesto | Tecnologia delle valvole | Requisiti di monitoraggio | Frequenza dei test | Applicazioni tipiche |
|---|---|---|---|---|---|
| Rischio estremo | 10-15 ms | Monitoraggio dinamico, doppio solenoide | Monitoraggio del ciclo continuo, rilevamento dei guasti | Mensile | Presse ad alta velocità, celle di lavoro robotizzate, taglio automatizzato |
| Alto rischio | 15-30 ms | Monitoraggio dinamico, doppio solenoide | Feedback di posizione, rilevamento dei guasti | Trimestrale | Attrezzature per la movimentazione dei materiali, assemblaggio automatizzato, macchine per l'imballaggio |
| Rischio medio | 30-50 ms | Monitoraggio statico, doppio solenoide | Feedback sulla posizione | Semestrale | Sistemi di trasporto, automazione semplice, trattamento dei materiali |
| Basso rischio | 50-100 ms | Solenoide singolo con ritorno a molla | Feedback di posizione di base | Annualmente | Applicazioni non pericolose, utensili semplici, sistemi ausiliari |
Metodologia di misurazione e convalida del tempo di risposta
Per convalidare correttamente le prestazioni della valvola di arresto di emergenza, seguire questo protocollo di prova completo:
Fase 1: caratterizzazione iniziale del tempo di risposta
Stabilire le prestazioni di base attraverso test rigorosi:
Segnale elettrico per il movimento iniziale
Misurare il ritardo tra la diseccitazione elettrica e il primo movimento rilevabile della valvola:
- Utilizzare l'acquisizione dati ad alta velocità (campionamento minimo di 1 kHz).
- Test con tensione di alimentazione minima, nominale e massima
- Ripetere le misure alla pressione di esercizio minima, nominale e massima.
- Eseguire almeno 10 cicli per stabilire la validità statistica
- Calcolo dei tempi di risposta medi e massimiMisurazione del tempo di viaggio completo
Determinare il tempo necessario per la chiusura completa della valvola:
- Utilizzare i sensori di flusso per rilevare l'interruzione completa del flusso.
- Misurare le curve di decadimento della pressione a valle della valvola
- Calcolo del tempo di chiusura effettivo in base alla riduzione del flusso
- Test in varie condizioni di flusso (25%, 50%, 75%, 100% di flusso nominale)
- Documentare lo scenario di risposta peggioreConvalida della risposta del sistema
Valutare le prestazioni della funzione di sicurezza completa:
- Misurare il tempo trascorso dall'evento di attivazione alla cessazione del movimento pericoloso
- Includere tutti i componenti del sistema (sensori, regolatori, valvole, attuatori).
- Test in condizioni di carico realistiche
- Documenta il tempo di risposta della funzione di sicurezza totale
- Confronto con i requisiti di distanza di sicurezza calcolati
Fase 2: Test ambientali e di condizione
Verificare le prestazioni in tutto l'involucro operativo:
Analisi dell'effetto della temperatura
Test del tempo di risposta nell'intero intervallo di temperatura:
- Prestazioni all'avviamento a freddo (temperatura nominale minima)
- Funzionamento ad alta temperatura (temperatura nominale massima)
- Scenari di variazione dinamica della temperatura
- Effetti dei cicli termici sulla coerenza della rispostaTest di variazione della fornitura
Valutare le prestazioni in condizioni di fornitura non ideali:
- Pressione di alimentazione ridotta (minimo specificato -10%)
- Pressione di alimentazione elevata (massima specificata +10%)
- Fluttuazione della pressione durante il funzionamento
- Aria di alimentazione contaminata (introdurre una contaminazione controllata)
- Fluttuazioni di tensione (±10% del nominale)Valutazione delle prestazioni di resistenza
Verificare la coerenza della risposta a lungo termine:
- Misurazione iniziale del tempo di risposta
- Cicli di vita accelerati (minimo 100.000 cicli)
- Misura periodica del tempo di risposta durante il ciclo
- Verifica del tempo di risposta finale
- Analisi statistica della deriva dei tempi di risposta
Fase 3: Test di modalità di guasto
Valutare le prestazioni in condizioni di guasto prevedibili:
Test di scenari di guasto parziale
Valutare la risposta durante il degrado del componente:
- Degrado simulato del solenoide (potenza ridotta)
- Ostruzione meccanica parziale
- Aumento dell'attrito grazie alla contaminazione controllata
- Forza della molla ridotta (se applicabile)
- Simulazione del guasto del sensoreAnalisi dei guasti per cause comuni
Testare la resilienza contro i fallimenti sistemici:
- Disturbi dell'alimentazione
- Interruzioni dell'alimentazione a pressione
- Condizioni ambientali estreme
- Test di interferenza EMC/EMI
- Test di vibrazione e d'urto
Caso di studio: Aggiornamento della sicurezza delle operazioni di stampaggio dei metalli
In uno stabilimento di stampaggio metalli in Pennsylvania si è verificato un incidente sfiorato quando il sistema di sicurezza della pressa pneumatica non ha risposto con sufficiente rapidità durante una situazione di arresto di emergenza. La valvola esistente aveva un tempo di risposta di 85 ms, che consentiva alla pressa di continuare a muoversi per 38 mm dopo l'attivazione della barriera fotoelettrica.
Abbiamo condotto una valutazione completa della sicurezza:
Analisi iniziale del sistema
- Velocità di chiusura della pressa: 450 mm/secondo
- Tempo di risposta della valvola esistente: 85 ms
- Tempo di risposta totale del sistema: 115 ms
- Movimento dopo il rilevamento: 51,75 mm
- Prestazioni di arresto sicure richieste: <10 mm di movimento
Implementazione della soluzione
Abbiamo raccomandato e implementato questi miglioramenti:
| Componente | Specifiche originali | Specifiche aggiornate | Miglioramento delle prestazioni |
|---|---|---|---|
| Valvola di arresto di emergenza | Solenoide singolo, risposta 85 ms | Solenoide a doppio controllo, risposta 12 ms | 85,9% risposta più rapida |
| Architettura di controllo | Logica di base dei relè | PLC di sicurezza con diagnostica | Monitoraggio e ridondanza migliorati |
| Posizione di installazione | Remoto dall'attuatore | Montaggio diretto sul cilindro | Riduzione del ritardo della trasmissione pneumatica |
| Capacità di scarico | Marmitta standard | Scarico rapido ad alto flusso | Rilascio della pressione 3,2 volte più veloce |
| Sistema di monitoraggio | Nessuno | Monitoraggio dinamico della posizione della valvola | Rilevamento dei guasti in tempo reale |
Risultati della convalida
Dopo l'implementazione, il sistema è stato realizzato:
- Tempo di risposta della valvola: 12 ms (miglioramento di 85,9%)
- Tempo di risposta totale del sistema: 28 ms (miglioramento di 75,7%)
- Movimento dopo il rilevamento: 12,6 mm (miglioramento 75,7%)
- Il sistema è ora conforme a ISO 138552 requisiti di distanza di sicurezza
- Ulteriore vantaggio: 22% riduzione degli interventi di disturbo grazie al miglioramento della diagnostica
Migliori pratiche di implementazione
Per prestazioni ottimali della valvola di arresto di emergenza:
Criteri di selezione delle valvole
Concentratevi su queste specifiche critiche:
- Documentazione verificata sui tempi di risposta (non solo le richieste di catalogo)
- Valore B10d3 o MTTFd appropriato per il livello di prestazione richiesto.
- Capacità di monitoraggio dinamico della posizione della valvola
- Tolleranza ai guasti adeguata al livello di rischio
- Capacità di flusso con adeguato margine di sicurezza (minimo 20%)
Linee guida per l'installazione
Ottimizzare l'installazione per una risposta più rapida:
- Posizionare le valvole il più vicino possibile agli attuatori
- Dimensionare le linee di alimentazione per ridurre al minimo le perdite di carico
- Massimizzare la capacità di scarico con una restrizione minima
- Implementazione di valvole di scarico rapido per cilindri di grandi dimensioni
- Assicurare che i collegamenti elettrici rispettino i tempi di risposta richiesti
Protocollo di manutenzione e test
Stabilire una rigorosa convalida continua:
- Documentate il tempo di risposta di base al momento della messa in servizio
- Implementare test regolari sui tempi di risposta a intervalli adeguati al rischio.
- Stabilire il massimo degrado accettabile del tempo di risposta (tipicamente 20%)
- Creazione di criteri chiari per la sostituzione o il ricondizionamento delle valvole
- Mantenere i registri dei test per la documentazione di conformità
Come si progettano i circuiti di sicurezza pneumatici che raggiungono effettivamente la loro classificazione SIL?
Molti circuiti di sicurezza pneumatici, pur essendo classificati SIL sulla carta, non riescono a garantire tali prestazioni in condizioni reali a causa di sviste progettuali, selezione impropria dei componenti o convalida inadeguata.
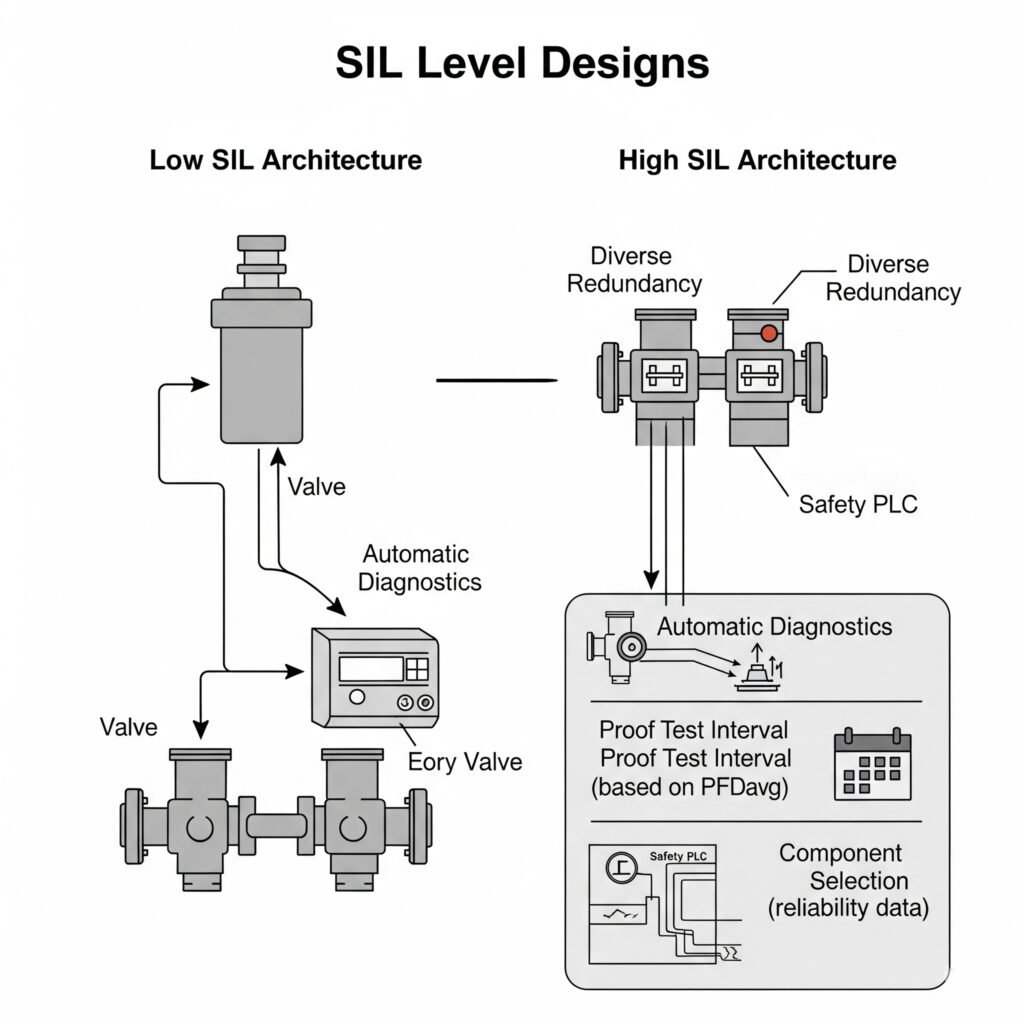
I circuiti pneumatici di sicurezza con classificazione SIL richiedono una selezione sistematica dei componenti basata su dati di affidabilità, un'architettura che corrisponda al livello SIL richiesto, un'analisi completa dei modi di guasto e procedure di prova convalidate. I progetti più affidabili incorporano una ridondanza diversificata, una diagnostica automatica e intervalli di test di prova definiti in base ai calcoli. PFDavg4 valori.
Quadro di progettazione SIL completo per circuiti di sicurezza pneumatici
Dopo aver implementato centinaia di sistemi di sicurezza pneumatici classificati SIL, ho sviluppato questo approccio di progettazione strutturato:
| Livello SIL | Richiesto PFDavg | Architettura tipica | Copertura diagnostica | Intervallo del test di prova | Requisiti dei componenti |
|---|---|---|---|---|---|
| SIL 1 | Da 10-¹ a 10-² | 1oo1 con diagnostica | >60% | 1-3 anni | Dati di affidabilità di base, MTTF moderato |
| SIL 2 | Da 10-² a 10-³ | 1oo2 o 2oo3 | >90% | 6 mesi - 1 anno | Componenti certificati, MTTF elevato, dati sui guasti |
| SIL 3 | Da 10-³ a 10-⁴ | 2oo3 o meglio | >99% | 1-6 mesi | Certificato SIL 3, dati completi sui guasti, diverse tecnologie |
| SIL 4 | Da 10-⁴ a 10-⁵ | Ridondanza multipla e diversificata | >99,9% | <1 mese | Componenti specializzati, collaudati in applicazioni simili |
Metodologia di progettazione SIL strutturata per sistemi pneumatici
Per progettare correttamente i circuiti di sicurezza pneumatici classificati SIL, seguite questa metodologia completa:
Fase 1: Definizione della funzione di sicurezza
Iniziare con una definizione precisa dei requisiti di sicurezza:
Specifiche dei requisiti funzionali
Documentate esattamente ciò che la funzione di sicurezza deve realizzare:
- Rischi specifici da mitigare
- Tempo di risposta richiesto
- Definizione di stato sicuro
- Modalità operative coperte
- Requisiti per il reset manuale
- Integrazione con altre funzioni di sicurezzaDeterminazione del target SIL
Stabilire il livello di integrità della sicurezza richiesto:
- Eseguire la valutazione del rischio secondo le norme IEC 61508/62061 o ISO 13849.
- Determinare la riduzione del rischio richiesta
- Calcolo della probabilità di guasto target
- Assegnare un obiettivo SIL appropriato
- Documentare le motivazioni per la selezione del SILDefinizione dei criteri di prestazione
Stabilire requisiti di prestazione misurabili:
- Probabilità massima di guasto pericoloso ammissibile
- Copertura diagnostica richiesta
- Tolleranza minima ai guasti hardware
- Requisiti sistematici di capacità
- Condizioni ambientali
- Tempo di missione e intervalli di prova
Fase 2: Progettazione dell'architettura
Sviluppare un'architettura di sistema in grado di raggiungere il SIL richiesto:
Decomposizione del sottosistema
Suddividere la funzione di sicurezza in elementi gestibili:
- Dispositivi di ingresso (ad esempio, arresti di emergenza, pressostati)
- Risolutori logici (relè di sicurezza, PLC di sicurezza)
- Elementi finali (valvole, meccanismi di chiusura)
- Interfacce tra i sottosistemi
- Elementi di monitoraggio e diagnosticaSviluppo della strategia di licenziamento
Progettare una ridondanza adeguata in base ai requisiti SIL:
- Ridondanza dei componenti (disposizioni in parallelo o in serie)
- Diverse tecnologie per prevenire i guasti di origine comune
- Modalità di voto (1oo1, 1oo2, 2oo2, 2oo3, ecc.)
- Indipendenza tra canali ridondanti
- Attenuazione dei guasti per cause comuniProgettazione del sistema diagnostico
Sviluppare una diagnostica completa adeguata alla SIL:
- Test diagnostici automatici e frequenza
- Capacità di rilevamento dei guasti
- Calcolo della copertura diagnostica
- Risposta ai guasti rilevati
- Indicatori diagnostici e interfacce
Fase 3: Selezione dei componenti
Selezionare i componenti che supportano il SIL richiesto:
Raccolta dati sull'affidabilità
Raccogliere informazioni complete sull'affidabilità:
- Dati sul tasso di guasti (pericolosi rilevati, pericolosi non rilevati)
- Valori B10d per i componenti pneumatici
- Valori SFF (frazione di guasto sicuro)
- Esperienza operativa precedente
- Dati sull'affidabilità del produttore
- Livello di certificazione SIL del componenteValutazione e selezione dei componenti
Valutare i componenti rispetto ai requisiti SIL:
- Verifica della certificazione di capacità SIL
- Valutare la capacità sistematica
- Verificare l'idoneità ambientale
- Confermare le capacità diagnostiche
- Verificare la compatibilità con l'architettura
- Valutare la suscettibilità ai guasti per cause comuniAnalisi delle modalità di guasto
Eseguire una valutazione dettagliata delle modalità di guasto:
- FMEDA (Failure Modes, Effects and Diagnostic Analysis - Analisi dei modi, degli effetti e della diagnostica dei guasti)
- Identificazione di tutte le modalità di guasto rilevanti
- Classificazione dei guasti (sicuri, pericolosi, rilevati, non rilevati)
- Analisi dei guasti per cause comuni
- Meccanismi di usura e durata della missione
Fase 4: Verifica e convalida
Confermare la conformità del progetto ai requisiti SIL:
Analisi quantitativa
Calcolo delle metriche di prestazione della sicurezza:
- PFDavg (Probabilità di guasto su richiesta media)
- HFT (tolleranza ai guasti dell'hardware)
- SFF (Frazione di fallimento sicuro)
- Percentuale di copertura diagnostica
- Contributo ai guasti causa comune
- Verifica del raggiungimento del SIL complessivoSviluppo della procedura di prova
Creare protocolli di test completi:
- Fasi di test dettagliate per ogni componente
- Apparecchiature di prova e configurazione necessarie
- Criteri di superamento dell'esame
- Determinazione della frequenza di prova
- Requisiti di documentazione
- Test di corsa parziale, se applicabileCreazione del pacchetto di documentazione
Compilare la documentazione completa sulla sicurezza:
- Specifiche dei requisiti di sicurezza
- Calcoli e analisi di progetto
- Schede tecniche e certificati dei componenti
- Procedure di prova
- Requisiti di manutenzione
- Procedure di controllo delle modifiche
Caso di studio: Sistema di sicurezza per i processi chimici
Un impianto di trasformazione chimica in Texas aveva bisogno di implementare un sistema di sicurezza pneumatico classificato SIL 2 per la funzione di arresto di emergenza del reattore. La funzione di sicurezza doveva garantire una depressurizzazione affidabile degli attuatori pneumatici che controllano le valvole di processo critiche entro 2 secondi da una condizione di emergenza.
Abbiamo progettato un circuito di sicurezza pneumatico SIL 2 completo:
Definizione della funzione di sicurezza
- Funzione: Depressurizzazione di emergenza degli attuatori delle valvole pneumatiche
- Stato di sicurezza: Tutte le valvole di processo in posizione di sicurezza
- Tempo di risposta: <2 secondi per completare la depressurizzazione
- Obiettivo SIL: SIL 2 (PFDavg tra 10-² e 10-³)
- Durata della missione: 15 anni con test di prova periodici
Progettazione dell'architettura e selezione dei componenti
| Sottosistema | Architettura | Componenti selezionati | Dati sull'affidabilità | Copertura diagnostica |
|---|---|---|---|---|
| Dispositivi di ingresso | 1oo2 | Trasmettitori di pressione doppi a confronto | λDU = 2,3×10-⁷/ora ciascuno | 92% |
| Risolutore logico | 1oo2D | PLC di sicurezza con moduli di uscita pneumatici | λDU = 5,1×10-⁸/ora | 99% |
| Elementi finali | 1oo2 | Valvole di scarico di sicurezza a doppio controllo | B10d = 2,5×10⁶ cicli | 95% |
| Fornitura pneumatica | Ridondanza in serie | Doppio regolatore di pressione con monitoraggio | λDU = 3,4×10-⁷/ora ciascuno | 85% |
Risultati della verifica
- PFDavg calcolato: 8,7×10-³ (entro il range SIL 2)
- Tolleranza ai guasti hardware: HFT = 1 (soddisfa i requisiti SIL 2)
- Frazione di guasto sicuro: SFF = 94% (supera il minimo SIL 2)
- Fattore di causa comune: β = 2% (con selezione di componenti diversi)
- Intervallo di prova: 6 mesi (in base al calcolo del PFDavg)
- Capacità sistematica: SC 2 (tutti i componenti con SC 2 o superiore)
Risultati dell'implementazione
Dopo l'implementazione e la convalida:
- Il sistema ha superato con successo la verifica SIL di terzi
- I test di prova hanno confermato le prestazioni calcolate
- Test di corsa parziale implementato per la convalida mensile
- Procedure di prova complete documentate e convalidate
- Il personale addetto alla manutenzione ha ricevuto una formazione completa sul funzionamento del sistema e sui test
- Il sistema ha eseguito con successo 12 arresti di emergenza nell'arco di 3 anni.
Migliori pratiche di implementazione
Per un'implementazione di successo del circuito di sicurezza pneumatico classificato SIL:
Requisiti della documentazione di progetto
Mantenere una documentazione completa sulla progettazione:
- Specifiche dei requisiti di sicurezza con un chiaro obiettivo SIL
- Schemi a blocchi di affidabilità con dettagli di architettura
- Giustificazione della selezione dei componenti e schede tecniche
- Calcoli e ipotesi sul tasso di fallimento
- Analisi dei guasti per cause comuni
- Calcoli finali di verifica SIL
Le insidie più comuni da evitare
Fate attenzione a questi frequenti errori di progettazione:
- Tolleranza ai guasti hardware insufficiente per il livello SIL
- Copertura diagnostica inadeguata per l'architettura
- Trascurare i guasti per cause comuni
- Intervalli di prova inadeguati
- Manca una valutazione sistematica delle capacità
- Inadeguata considerazione delle condizioni ambientali
- Documentazione insufficiente per la verifica SIL
Manutenzione e gestione del cambiamento
Stabilire processi rigorosi e continui:
- Procedure di prova documentate con chiari criteri di accettazione/rifiuto
- Politiche di sostituzione dei componenti rigorose (like-for-like)
- Processo di gestione dei cambiamenti per qualsiasi modifica
- Sistema di tracciamento e analisi dei guasti
- Rivalutazione periodica dei calcoli SIL
- Programma di formazione per il personale di manutenzione
Come si convalidano i meccanismi di bloccaggio a doppia pressione per assicurarsi che funzionino davvero?
I meccanismi di bloccaggio a doppia pressione sono dispositivi di sicurezza critici che impediscono movimenti imprevisti nei sistemi pneumatici, ma molti vengono implementati senza un'adeguata convalida, creando un falso senso di sicurezza.
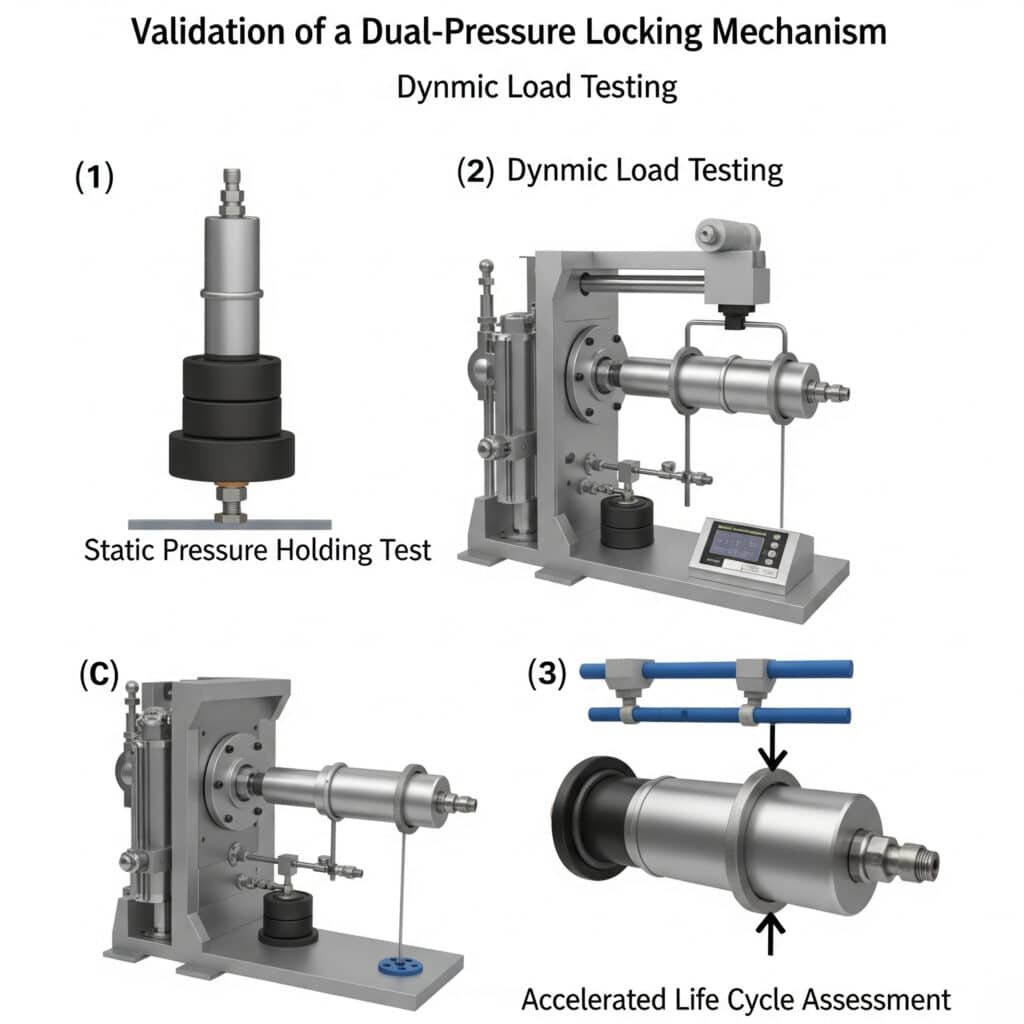
Una validazione efficace dei meccanismi di chiusura a doppia pressione richiede test completi in tutte le condizioni operative prevedibili, analisi delle modalità di guasto e verifica periodica delle prestazioni. I processi di validazione più affidabili combinano test di mantenimento della pressione statica, test di carico dinamico e valutazione accelerata del ciclo di vita per garantire prestazioni costanti per tutta la durata del dispositivo.
Quadro completo di convalida del meccanismo di bloccaggio a doppia pressione
Dopo aver implementato e validato centinaia di sistemi di chiusura a doppia pressione, ho sviluppato questo approccio di validazione strutturato:
| Fase di convalida | Metodi di prova | Criteri di accettazione | Requisiti di documentazione | Frequenza di convalida |
|---|---|---|---|---|
| Convalida del progetto | Analisi FEA5, test dei prototipi, analisi dei modi di guasto | Movimento nullo sotto il carico nominale 150%, comportamento a prova di errore | Calcoli di progettazione, rapporti di prova, documentazione FMEA | Una volta durante la fase di progettazione |
| Convalida della produzione | Test di carico, test di ciclo, misurazione dei tempi di risposta | 100% innesto della serratura, prestazioni costanti | Certificati di prova, dati sulle prestazioni, registri di tracciabilità | Ogni lotto di produzione |
| Convalida dell'installazione | Test di carico in situ, verifica della tempistica, test di integrazione | Funzionamento corretto nell'applicazione reale | Lista di controllo dell'installazione, risultati dei test, rapporto di messa in servizio | Ogni installazione |
| Convalida periodica | Ispezione visiva, test funzionali, test di carico parziale | Prestazioni mantenute entro 10% delle specifiche originali | Registri di ispezione, risultati dei test, analisi delle tendenze | In base alla valutazione del rischio (in genere 3-12 mesi) |
Processo di convalida del meccanismo di bloccaggio a doppia pressione strutturato
Per convalidare correttamente i meccanismi di chiusura a doppia pressione, seguite questa procedura completa:
Fase 1: Convalida del progetto
Verificare il concetto fondamentale del progetto:
Analisi della progettazione meccanica
Valutare i principi meccanici di base:
- Calcoli del bilancio delle forze in tutte le condizioni
- Analisi delle sollecitazioni dei componenti critici
- Analisi dello stack-up di tolleranza
- Verifica della selezione dei materiali
- Resistenza alla corrosione e all'ambienteAnalisi delle modalità di guasto e degli effetti
Condurre una FMEA completa:
- Identificare tutte le potenziali modalità di guasto
- Valutare gli effetti dei guasti e la criticità
- Determinare i metodi di rilevamento
- Calcolo dei numeri di priorità del rischio (RPN)
- Sviluppare strategie di mitigazione per i fallimenti ad alto rischio.Test delle prestazioni del prototipo
Verificare le prestazioni del progetto attraverso i test:
- Verifica della capacità di tenuta statica
- Test di coinvolgimento dinamico
- Misura del tempo di risposta
- Test delle condizioni ambientali
- Test del ciclo di vita accelerato
Fase 2: Convalida della produzione
Garantire una qualità di produzione costante:
Protocollo di ispezione dei componenti
Verificare le specifiche dei componenti critici:
- Verifica dimensionale degli elementi di chiusura
- Conferma della certificazione dei materiali
- Ispezione della finitura superficiale
- Verifica del trattamento termico, ove applicabile
- Controlli non distruttivi per componenti criticiTest di verifica dell'assemblaggio
Confermare il montaggio e la regolazione corretti:
- Allineamento corretto degli elementi di chiusura
- Corretto precarico delle molle e degli elementi meccanici
- Coppia di serraggio adeguata sugli elementi di fissaggio
- Corretta sigillatura dei circuiti pneumatici
- Regolazione corretta di tutti gli elementi variabiliTest delle prestazioni funzionali
Verificare il funzionamento prima dell'installazione:
- Verifica dell'innesto del blocco
- Misura della forza di tenuta
- Tempi di impegno/disimpegno
- Test di tenuta dei circuiti pneumatici
- Test di ciclo (minimo 1.000 cicli)
Fase 3: Convalida dell'installazione
Verificare le prestazioni nell'applicazione reale:
Lista di controllo per la verifica dell'installazione
Confermare le condizioni di installazione corrette:
- Allineamento e stabilità del montaggio
- Qualità e pressione dell'alimentazione pneumatica
- Integrità del segnale di controllo
- Protezione dell'ambiente
- Accessibilità per l'ispezione e la manutenzioneTest del sistema integrato
Verificare le prestazioni del sistema completo:
- Interazione con il sistema di controllo
- Risposta ai segnali di arresto di emergenza
- Prestazioni in condizioni di carico effettivo
- Compatibilità con il ciclo operativo
- Integrazione con i sistemi di monitoraggioTest di carico specifici per le applicazioni
Convalidare le prestazioni in condizioni reali:
- Test di tenuta del carico statico al carico massimo dell'applicazione
- Test di carico dinamico durante il normale funzionamento
- Resistenza alle vibrazioni in condizioni operative
- Cicli di temperatura, se applicabile
- Test di esposizione ai contaminanti, se pertinente
Fase 4: Convalida periodica
Garantire l'integrità costante delle prestazioni:
Protocollo di ispezione visiva
Sviluppare controlli visivi completi:
- Danni esterni o corrosione
- Perdita di fluido o contaminazione
- Elementi di fissaggio o collegamenti allentati
- Allineamento e integrità del montaggio
- Indicatori di usura, ove applicabiliProcedura di test funzionale
Creare una verifica non invasiva delle prestazioni:
- Verifica dell'innesto del blocco
- Tenuta a fronte di un carico di prova ridotto
- Misura della tempistica
- Test di tenuta
- Risposta del segnale di controlloRicertificazione periodica completa
Stabilire i principali intervalli di convalida:
- Smontaggio e ispezione completi
- Sostituzione dei componenti in base alle condizioni
- Test di carico completo dopo il rimontaggio
- Aggiornamento e ricertificazione della documentazione
- Valutazione ed estensione della vita utile
Caso di studio: Sistema automatizzato di movimentazione dei materiali
In un centro di distribuzione dell'Illinois si è verificato un grave incidente di sicurezza quando un meccanismo di bloccaggio a doppia pressione su un sistema di movimentazione di materiali aerei si è guastato, causando la caduta inaspettata di un carico. Le indagini hanno rivelato che il meccanismo di bloccaggio non era mai stato convalidato correttamente dopo l'installazione e aveva sviluppato un'usura interna che non era stata rilevata.
Abbiamo sviluppato un programma di validazione completo:
Risultati della valutazione iniziale
- Design del blocco: Design a pistone contrapposto a doppia pressione
- Pressione di esercizio: 6,5 bar nominali
- Capacità di carico: Nominale per 1.500 kg, operativo con 1.200 kg
- Modalità di guasto: Degrado della tenuta interna che causa il decadimento della pressione
- Stato di convalida: Solo test iniziali in fabbrica, nessuna convalida periodica.
Implementazione del programma di convalida
Abbiamo implementato questo approccio di validazione multifase:
| Elemento di convalida | Metodologia di test | Risultati | Azioni correttive |
|---|---|---|---|
| Revisione del design | Analisi ingegneristica, modellazione FEA | Margine di progettazione adeguato ma monitoraggio insufficiente | Monitoraggio della pressione aggiunto, design della guarnizione modificato |
| Analisi delle modalità di guasto | FMEA completa | Identificate 3 modalità di guasto critiche senza rilevamento | Monitoraggio implementato per ogni modalità di guasto critica |
| Test di carico statico | Applicazione del carico incrementale a 150% della capacità nominale | Tutte le unità sono state approvate dopo le modifiche al progetto | Stabilito come requisito di test annuale |
| Prestazioni dinamiche | Test di ciclo con carico | 2 unità hanno mostrato un impegno più lento di quello specificato | Unità ricostruite con componenti migliorati |
| Sistema di monitoraggio | Monitoraggio continuo della pressione con allarme | Rilevato con successo perdite simulate | Integrato con il sistema di sicurezza della struttura |
| Convalida periodica | Sviluppo di un programma di ispezione a 3 livelli | Dati di prestazione di base stabiliti | Creazione di documentazione e programma di formazione |
Risultati del programma di convalida
Dopo aver implementato il programma di convalida completo:
- 100% di meccanismi di chiusura ora soddisfano o superano le specifiche
- Il monitoraggio automatico fornisce una convalida continua
- Il programma di ispezioni mensili individua tempestivamente i problemi
- I test di carico annuali confermano la continuità delle prestazioni
- Zero incidenti di sicurezza in 30 mesi dall'implementazione
- Ulteriore vantaggio: 35% di riduzione della manutenzione di emergenza
Migliori pratiche di implementazione
Per un'efficace convalida del meccanismo di chiusura a doppia pressione:
Requisiti di documentazione
Mantenere una documentazione completa sulla convalida:
- Rapporti e calcoli di convalida della progettazione
- Certificati di collaudo della produzione
- Liste di controllo per la convalida dell'installazione
- Registri delle ispezioni periodiche
- Indagini sui guasti e azioni correttive
- Cronologia delle modifiche e risultati della riconvalida
Apparecchiature di prova e calibrazione
Garantire l'integrità della misura:
- Apparecchiatura per prove di carico con calibrazione valida
- Dispositivi di misurazione della pressione con una precisione adeguata
- Sistemi di misurazione del tempo per la convalida della risposta
- Capacità di simulazione ambientale dove necessario
- Acquisizione automatica dei dati per garantire la coerenza
Gestione del programma di convalida
Stabilire solidi processi di governance:
- Assegnazione chiara delle responsabilità per le attività di convalida
- Requisiti di competenza per il personale addetto alla convalida
- Revisione dei risultati della convalida da parte della direzione
- Processo di azione correttiva per le convalide fallite
- Miglioramento continuo dei metodi di convalida
- Gestione delle modifiche per gli aggiornamenti del programma di convalida
Conclusione
L'implementazione di sistemi di sicurezza pneumatici veramente efficaci richiede un approccio completo che vada oltre la semplice conformità. Concentrandosi sui tre elementi critici discussi - valvole di arresto di emergenza a risposta rapida, circuiti di sicurezza con classificazione SIL adeguatamente progettati e meccanismi di blocco a doppia pressione convalidati - le organizzazioni possono ridurre drasticamente il rischio di lesioni gravi, migliorando spesso l'efficienza operativa.
Le implementazioni di sicurezza di maggior successo trattano la convalida come un processo continuo piuttosto che come un evento unico. Stabilendo solidi protocolli di test, mantenendo una documentazione completa e monitorando costantemente le prestazioni, è possibile garantire che i sistemi di sicurezza pneumatici forniscano una protezione affidabile per tutta la loro durata.
Domande frequenti sui sistemi di sicurezza pneumatici
Con quale frequenza devono essere testate le valvole di arresto di emergenza per garantire il mantenimento delle prestazioni in termini di tempo di risposta?
Le valvole di arresto di emergenza devono essere testate a intervalli determinati dalla categoria di rischio e dall'applicazione. Le applicazioni ad alto rischio richiedono test mensili, quelle a medio rischio test trimestrali e quelle a basso rischio test semestrali o annuali. I test devono includere sia la misurazione del tempo di risposta che la verifica della piena funzionalità. Inoltre, qualsiasi valvola che mostri un degrado del tempo di risposta superiore a 20% rispetto alle specifiche originali deve essere immediatamente sostituita o ricondizionata, indipendentemente dal regolare programma di test.
Qual è il motivo più comune per cui i circuiti di sicurezza pneumatici non raggiungono il rating SIL previsto nelle applicazioni reali?
Il motivo più comune per cui i circuiti di sicurezza pneumatici non raggiungono il livello SIL previsto è l'inadeguata considerazione dei guasti per cause comuni (CCF). Mentre i progettisti si concentrano spesso sull'affidabilità dei componenti e sull'architettura di ridondanza, spesso sottovalutano l'impatto di fattori che possono colpire simultaneamente più componenti, come l'alimentazione di aria contaminata, le fluttuazioni di tensione, le condizioni ambientali estreme o gli errori di manutenzione. Un'analisi e una riduzione adeguate delle CCF possono migliorare le prestazioni SIL di un fattore 3-5 in applicazioni tipiche di sicurezza pneumatica.
I meccanismi di chiusura a doppia pressione possono essere adattati ai sistemi pneumatici esistenti o richiedono una riprogettazione completa del sistema?
I meccanismi di chiusura a doppia pressione possono essere adattati con successo alla maggior parte dei sistemi pneumatici esistenti senza una riprogettazione completa, anche se l'implementazione specifica dipende dall'architettura del sistema. Per i sistemi basati su cilindri, i dispositivi di blocco esterni possono essere aggiunti con modifiche minime. Per i sistemi più complessi, i blocchi di sicurezza modulari possono essere integrati nei collettori di valvole esistenti. Il requisito fondamentale è la corretta convalida dopo l'installazione, poiché i sistemi installati successivamente hanno spesso caratteristiche prestazionali diverse da quelle dei sistemi progettati originariamente. In genere, i meccanismi di chiusura installati successivamente raggiungono 90-95% delle prestazioni dei progetti integrati, se implementati correttamente.
Qual è la relazione tra il tempo di risposta e la distanza di sicurezza nei sistemi di sicurezza pneumatici?
La relazione tra il tempo di risposta e la distanza di sicurezza segue la formula S = (K × T) + C, dove S è la distanza di sicurezza minima, K è la velocità di avvicinamento (in genere 1600-2000 mm/s per i movimenti della mano/braccio), T è il tempo di risposta totale del sistema (che comprende il rilevamento, l'elaborazione del segnale e la risposta della valvola) e C è una distanza aggiuntiva basata sul potenziale di intrusione. Per i sistemi pneumatici, ogni riduzione di 10 ms del tempo di risposta della valvola consente in genere una riduzione di 16-20 mm della distanza di sicurezza. Questa relazione rende le valvole a risposta rapida particolarmente preziose nelle applicazioni con limiti di spazio in cui non è possibile raggiungere distanze di sicurezza elevate.
In che modo i fattori ambientali influenzano le prestazioni dei sistemi di sicurezza pneumatici?
I fattori ambientali hanno un impatto significativo sulle prestazioni del sistema di sicurezza pneumatico, con la temperatura che ha l'effetto più pronunciato. Le basse temperature (inferiori a 5°C) possono aumentare i tempi di risposta di 15-30% a causa dell'aumento della viscosità dell'aria e della rigidità della tenuta. Le temperature elevate (superiori a 40°C) possono ridurre l'efficacia della tenuta e accelerare il degrado dei componenti. L'umidità influisce sulla qualità dell'aria e può introdurre acqua nel sistema, causando potenzialmente problemi di corrosione o congelamento. La contaminazione proveniente da ambienti industriali può ostruire piccoli orifizi e compromettere il movimento della valvola. Le vibrazioni possono allentare le connessioni e causare l'usura prematura dei componenti. La convalida completa dovrebbe includere test sull'intera gamma ambientale prevista dall'applicazione.
Quale documentazione è necessaria per dimostrare la conformità agli standard di sicurezza dei sistemi pneumatici?
La documentazione di sicurezza completa per i sistemi pneumatici deve includere:
(1) valutazione dei rischi che documenta i pericoli e la riduzione del rischio richiesta; (2) specifiche dei requisiti di sicurezza che descrivono in dettaglio i requisiti di prestazione e le funzioni di sicurezza;
(3) documentazione sulla progettazione del sistema, comprese le motivazioni della selezione dei componenti e le decisioni relative all'architettura; (4) relazioni di calcolo che dimostrino il raggiungimento dei livelli di prestazione richiesti o del SIL; (5) relazioni dei test di convalida che confermino le prestazioni del sistema;
(6) registri di verifica dell'installazione; (7) procedure di ispezione e test periodici;
(8) Requisiti e registri di manutenzione;
(9) Materiale di formazione e registri delle competenze; e
(10) Gestione delle procedure di modifica. Questa documentazione deve essere mantenuta per tutto il ciclo di vita del sistema e aggiornata ogni volta che vengono apportate modifiche.
-
Offre una spiegazione dettagliata del Safety Integrity Level (SIL), una misura delle prestazioni del sistema di sicurezza in termini di probabilità di guasto su richiesta (PFD), come definito da standard quali IEC 61508. ↩
-
Fornisce informazioni sullo standard internazionale ISO 13855, che specifica i parametri per il posizionamento delle protezioni in base alla velocità delle parti del corpo umano e al tempo di arresto complessivo della funzione di sicurezza. ↩
-
Spiega il concetto di B10d, una metrica di affidabilità che rappresenta il numero di cicli in cui si prevede che 10% di un campione di componenti meccanici o pneumatici si siano guastati pericolosamente, utilizzata nei calcoli di sicurezza. ↩
-
Descrive la Probabilità di guasto su richiesta (PFDavg), la probabilità media che un sistema di sicurezza non riesca a svolgere la funzione progettata quando si verifica una richiesta, che è la metrica chiave per determinare il SIL di un sistema. ↩
-
Fornisce una panoramica dell'analisi agli elementi finiti (FEA), un metodo computerizzato per prevedere come un prodotto reagisce alle forze, alle vibrazioni, al calore e ad altri effetti fisici del mondo reale, scomponendolo in un numero finito di piccoli elementi. ↩
